Предпосылки создания изобретения
Настоящее изобретение относится к способу и устройству для формирования корпуса банки из листовой стали или листового алюминия, например, такому, как способы и устройства или инструментальная оснастка, раскрытые в патентах США 4713958, 4716755, 4808052, 4955223, 6658911 и 7302822. Раскрытия этих патентов включено здесь в качестве ссылки, дополняющей подробное описание настоящего изобретения.
В такой инструментальной оснастке или устройстве желательно, чтобы при его конструировании был использован механический пресс одинарного действия (типа раскрытого в вышеупомянутых патентах 4955223 и 7302822), и желательно также избежать применения механического пресса двойного действия (например, пресса, раскрытого в вышеупомянутых патентах 4716755 и 6658911). Конструкция высокопроизводительного пресса одинарного действия более проста и более экономична в работе и обслуживании и может быть эффективно эксплуатироваться, например, с ходом 1,75 дюйма и со скоростью 650 ходов в минуту. В данной области техники используется намного больше высокопроизводительных прессов одинарного действия, чем прессов двойного действия.
Также желательно, чтобы устройство или инструментальная оснастка включала в себя внутреннюю нажимную втулку и внешнюю нажимную втулку, а также желательно эксплуатировать обе втулки с избыточным давлением воздуха, но при этом избежать использования внутренней нажимной втулки, имеющей расположенные по периферии и расширяющиеся по оси пружины (например, раскрытой в патенте 7 302 822) или применения расположенных по окружности и расширяющихся по оси пальцев (например, раскрытых в патенте 4716755). Быстрое осевое возвратно-поступательное движение пальцев и одного поршня, который приводит в действие пальцы, дополнительно вырабатывает нежелательное тепло, а также препятствует созданию настраиваемого и точно регулируемого осевого усилия на внутреннюю нажимную втулку при использовании пружин сжатия.
Помимо этого, во время работы штампа с высокой скоростью желательно также иметь точно регулируемое постоянное усилие, создаваемое на материале листа внешней нажимной втулкой, чтобы избежать утонения материала между внешним нажимной втулкой и обручем сердечника штампа. Точно регулируемое давление воздуха на внутреннюю нажимную втулку желательно также для удержания стенки зажимного патрона на корпусе банки при формировании фаски, стенки панели и центральной панели корпуса банки без утонения листового металла. Кроме того, желательно свести к минимуму вертикальную высоту инструментальной оснастки, используемой для изготовления корпусов банок, чтобы использовать большее количество известных высокопроизводительных прессов одинарного действия и работать с более высокими скоростями с меньшим выделением тепла, с тем, чтобы избежать использования водяной системы охлаждения. После обзора упомянутых выше патентов, специалистам очевидно, что ни один из этих патентов не обеспечивает все упомянутые выше желательные признаки.
Краткое описание изобретения
Настоящее изобретение имеет целью улучшить способ и устройство или оснастку для высокопроизводительного производства корпусов банок, а также обеспечить все упомянутые выше желательные признаки. Инструментальная оснастка по настоящему изобретению также идеально подходит для изготовления корпуса банки (типа банки, раскрытой в патенте 7341163 заявителя и в опубликованной патентной заявке US-2005-0029269 заявителя, раскрытие которой также включено здесь в качестве ссылки). Способ и устройство или инструментальная оснастка по настоящему изобретению, в частности, особенно подходят для использования на прессе одинарного действия и для изготовления однородных и точных по размеру корпусов банок на высокопроизводительном прессе с минимальным выделением тепла, чтобы во время работы избежать тепловой деформации инструментальной оснастки.
В соответствии с одним проиллюстрированным вариантом настоящего изобретения, корпус банки формируется инструментальной оснасткой, включающей внутреннюю кольцевую нажимную втулку, которая расположена во внешней кольцевой нажимной втулке и обе втулки имеют неразъемные поршни в соответствующих кольцевых воздушных поршневых камерах. Внешняя нажимная втулка находится в кольцевом патроне, а вытяжной штамп прикреплен к верхнему фиксатору, установленному на башмаке верхней части штампа одинарного действия. Фиксатор также поддерживает центральный поршень штампа, который может служить опорой относительного осевого движения, а центральный поршень штампа поддерживает центральный пробойник штампа во внутренней нажимной втулке. Центральный поршень штампа имеет центральную часть, определяющую границы воздушной камеры, снабжаемой воздухом по отверстию с регулируемым давлением. Воздушная камера соединена с воздушной поршневой камерой внутренней нажимной втулки посредством большого количества разнесенных по периферии удлиненных воздушных каналов. Воздушная поршневая камера внешней нажимной втулки снабжается воздухом, в основном с низким контролируемым давлением, через отдельное отверстие в верхнем фиксаторе.
Внутренняя нажимная втулка имеет кольцевую носовую часть, которая обычно выступает из центрального поршня штампа и инициирует вытяжку цилиндра из диска листового металла в штампе, зажатого между внешней нажимной втулкой и противоположным неподвижным сердечника штампа, поддерживаемым нижним фиксатором, установленным на неподвижном нижнем башмаке штампа. Указанная носовая часть внутренней нажимной втулки и обруч сердцевины штампа имеют уплотняющие фасонные поверхности, формирующие кольцевой зажимной патрон на диске, а центральная часть штампа объединена с внутренней нажимной втулкой в целях полного вытягивания уплотнительного кольца, которое сцепляется штампом панели, поддерживаемым внутри обруча сердцевины штампа. Панельный штамп имеет поверхность периферического контура, которая образует центральную панель корпуса, а также кольцевую стенку панели и кольцевую фаску. В другом варианте настоящего изобретения поршень воздушной камеры внешней нажимной втулки соединен с резервуаром воздушной камеры с помощью воздуховода, проходящего таким образом, что поршень воздушной камеры внутренней нажимной втулки и поршень воздушной камеры внешней нажимной втулки получают одну и ту же подачу воздуха регулируемого давления. Поэтому для того, чтобы эксплуатировать инструментальную оснастку на башмаке верхней части штампа исключается необходимость двух различных подач воздуха с разными давлениями.
Другие признаки и преимущества настоящего изобретения станут ясными из приведенного далее описания, сопроводительных фигур и формулы изобретения.
Краткое описание фигур
Фиг.1 представляет собой осевое сечение инструментальной оснастки, сконструированной и эксплуатируемой в соответствии с настоящим изобретением.
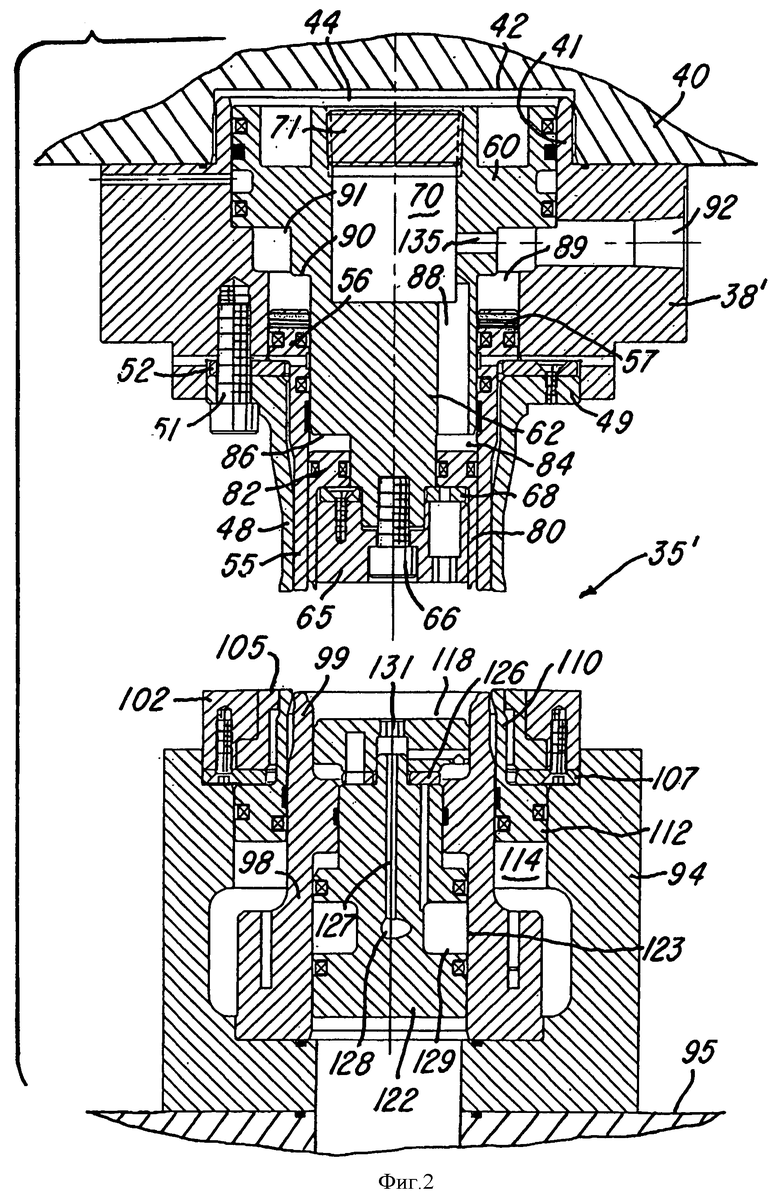
Фиг.2 представляет собой осевое сечение инструментальной оснастки с фиг.1 и сконструированной в соответствии с модификацией или другим вариантом настоящего изобретения.
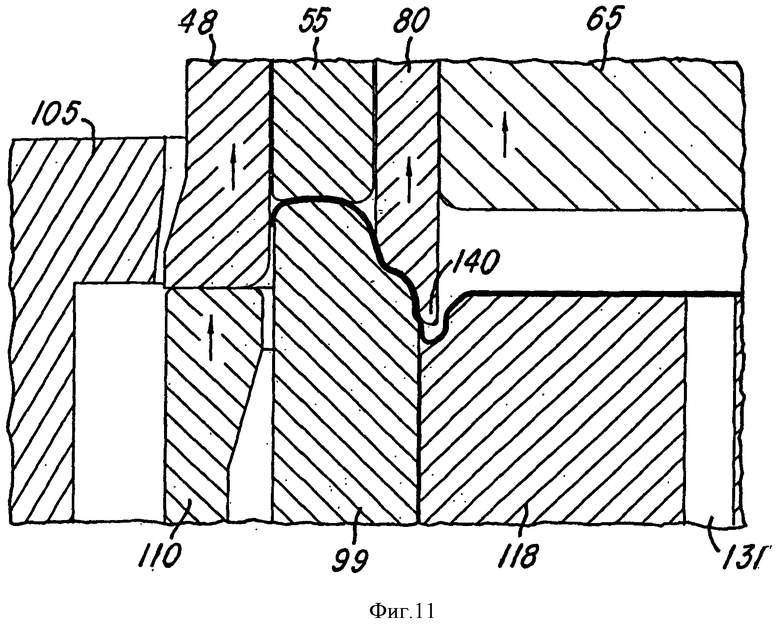
Фиг.3-12 являются увеличенными сечениями фрагментов инструментальной оснастки, показанной на фиг.1 и фиг.2; на них проиллюстрированы последовательные этапы изготовления корпуса в соответствии с настоящим изобретением.
Описание предпочтительных вариантов настоящего изобретения
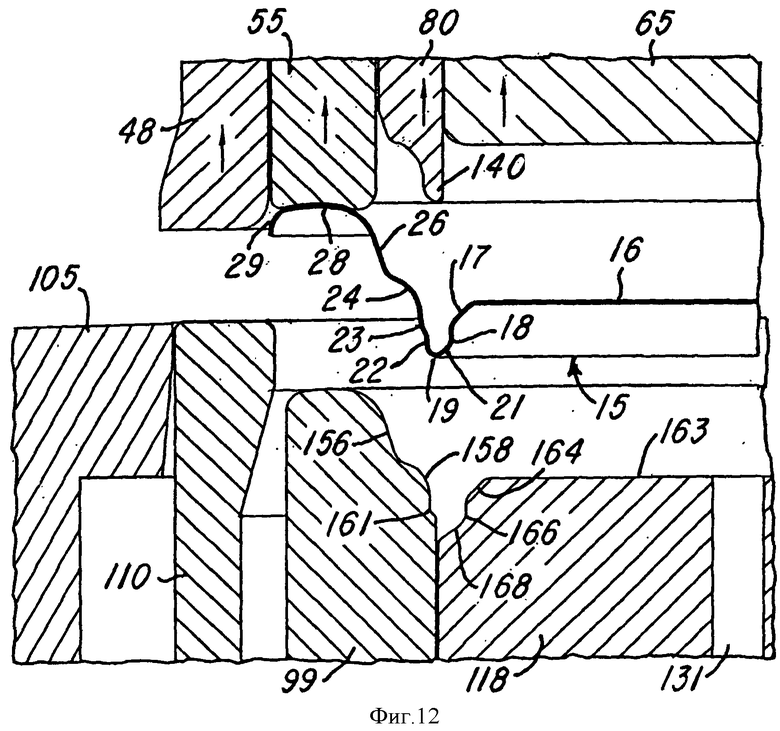
Обратимся к фиг.12, на которой изображен значительно увеличенный корпус 15, изготовленный из листового металла или алюминия, толщина которого составляет приблизительно 0,0082 дюйма. Корпус 15 включает плоскую круговую центральную панель 16, которая соединяется участком стенки панели 17, имеющем форму усеченного конуса или клиновидную конусообразную форму, а также в существенной степени цилиндрическим участком стенки панели 18 с кольцевой фаской 19, внутренний участок стенки которой наклонен или имеет форму усеченного конуса, а поперечное сечение в целом имеет U-образную конфигурацию. Указанная фаска 19 имеет слегка наклонный кольцевой участок внешней стенки 22, соединенный с кольцевой нижней частью зажимной стенки 23 и с кольцевой верхней частью 24 зажимной стенки, имеющей в поперечном сечении искривленную конфигурацию. Искривленная верхняя часть 24 зажимной стенки соединена с имеющей форму усеченного конуса или клиновидную конусообразную форму внутренней частью 26 стенки верхнего участка 28 с направленным книзу искривленным внешним периферическим участком фланца 29. Конфигурация поперечного сечения или профиль корпуса 15 более конкретно раскрыт в упомянутой выше опубликованной патентной заявке US-2005-0029269 заявителя. Однако способ и устройство согласно этому изобретению также могут быть приспособлены для изготовления корпусов, имеющих различные профили.
Обратимся к фиг.1. Инструментальная оснастка 35 включает в себя кольцевой верхний фиксатор 38, установленный на башмаке верхней части штампа 40 механического пресса одинарного действия. Указанный фиксатор 38 имеет цилиндрический участок 41, который выступает вверх внутрь уплотнительной полости 42 башмака верхней части штампа 40 и устанавливает границы камеры 44 сжатого воздуха. Кольцевой вытяжной и вырубной штамп 48 имеет выступающий наружу верхний фланцевый участок 49, который прикреплен к фиксатору 38 с помощью ряда периферийно расположенных винтов 51. Плоская заземляющая кольцевая прокладка 52 прикреплена к указанному верхнему фланцевому участку вытяжного и вырубного штампа 48, она обеспечивает точное осевое расположение штампа 48 относительно верхнего фиксатора 38.
Кольцевая внешняя нажимная втулка 55 служит опорой для осевого перемещения внутри вытяжного и вырубного штампа 48, и она имеет сформованный как единое целое поршень 56 с радиальными пальцами 57. Центральный поршень штампа 60 может служить опорой для осевого перемещения внутри верхнего фиксатора 38, он имеет нижний участок 62, который поддерживает центральный пробойник штампа 65, подвижно прикрепленный к указанному центральному поршню 60 центральным шурупом 66. Плоская заземляющая кольцевая прокладка 68 расположена между центральным пробойником штампа 65 и плечом на нижнем участке 62 центрального поршня штампа 60 это сделано для того, чтобы обеспечить точный выбор осевого размещения указанного центрального пробойника штампа на центральном поршне штампа 60. Внутри центрального участка центрального поршня штампа 60 образована цилиндрическая камера резервуара сжатого воздуха 70, закрываемая сверху нарезной заглушкой 71. Камера резервуара 70 получает сжатый воздух через впускное отверстие 74, образованное внутри фиксатора 38, а радиальный спрямленный канал 76 образован внутри центрального поршня штампа 60.
Кольцевая внутренняя нажимная втулка 80 служит опорой для осевого перемещения внутри внешней нажимной втулки 55 и имеет изготовленный как единое целое поршень 82, замкнутый внутри кольцевой камеры воздушного поршня 84, устанавливаемой осевые границы между указанным поршнем 82 и радиальным плечом 86 на нижнем участке 62 центрального поршня штампа 60. Камера воздушного поршня 84 получает сжатый воздух через три периферийно расположенных канала для воздуха 88, проходящие в осевом направлении от указанного плеча 86 к камере резервуара сжатого воздуха 70 внутри центрального поршня 60. На указанном поршне 82 внутренней нажимной втулки 80 имеется два воздухоуплотнительных кольца, а также поршень 56 внешней нажимной втулки 55, и верхний участок центрального поршня 60. Указанный поршень 56 внешней нажимной втулки 55 заключен внутри кольцевой камеры сжатого воздуха 89, которая проходит к остановочному плечу 90 и соединяется с кольцевой камерой воздуха 91. Камеры 89 и 91 получают сжатый воздух через впускное отверстие 92 фиксатора 38.
Инструментальная оснастка 35 также имеет зафиксированный кольцевой нижний фиксатор 94, установленный на стационарном нижнем башмаке штампа 95 пресса одинарного действия. Указанный нижний фиксатор 94 поддерживает закрепленный обруч сердцевины 98 с кольцевой верхней частью 99, а также служит опорой для закрепленного кольцевого фиксатора 102, находящегося в пределах кольцевого нарезного ребра штампа 105. Плоская заземляющая кольцевая прокладка 107 прикреплена к фиксатору 102 для удержания кольцевого нарезного ребра штампа 105, и она обеспечивает точное расположение указанного ребра на одной оси относительно кольцевой верхней части 99 обруча сердцевины штампа 98. Кольцевая нижняя нажимная втулка 110 размещена между указанным кольцевым нарезным ребром штампа 105 и кольцевой верхней частью 99 обруча сердцевины штампа 98, она имеет изготовленный как единое целое поршень 112, служащий в качестве опоры для осевого перемещения внутри кольцевой камеры сжатого воздуха 114, границы которой установлены между нижним фиксатором 94 и обручем сердцевины штампа 98. Указанная камера 114 получает сжатый воздух по каналу (не показан), имеющему нижний фиксатор 94.
Круговой панельный пробойник 118 удерживается внутри верхней части 99 обруча сердцевины штампа 98, и он закреплен в целях осевого перемещения вместе с поршнем панели пробойника 122, поддерживаемого в ступенчатом цилиндрическом отверстии 123, которое образовано внутри обруча сердцевины штампа 98. Плоская заземляющая кольцевая прокладка 126 расположена между круговым панельным пробойником штампа 118 и поршнем панели пробойника 122 для того, чтобы обеспечить точный выбор осевого размещения указанного пробойника штампа 118 на одной оси с поршнем 122. На нижней нажимной втулке поршня 112 имеется два воздухоуплотнительных кольца, а также поршень панели пробойника 122 в целях обеспечения скольжения воздухонепроницаемых уплотнителей. Внутри центральной части поршня панели пробойника 122 образован протяженный в осевом направлении канал сжатого воздуха 127, в который сжатый воздух поступает по каналу 128, имеется также кольцевая камера 129. Указанный канал сжатого воздуха 127 имеет расположенный кверху патрубок сжатого воздуха, проходящий через центральное отверстие 131 внутри панельного пробойника 118, и предназначенный для удержания корпуса 15 впритык к внешней нажимной втулке 55 при движении указанной втулки вверх вблизи окончания прижимного хода поршня (как это показано на фиг.12) в целях обеспечения быстрого поперечного возврата заполненного корпуса стандартным путем.
Обратимся к фиг.2. Модифицированная инструментальная оснастка 35' сконструирована так же, как инструментальная оснастка 35, за исключением того, что камера резервуара воздуха 70 внутри верхнего фиксатора 38' получает сжатый воздух по каналу 135, соединенному с кольцевой камерой 91, которая получает сжатый воздух через впускное отверстие 92. Этот сжатый воздух может находиться под давлением порядка 125-170 фунтов/квадратный дюйм, это то самое давление воздуха, которое прикладывается к поршню 56 внешней нажимной втулки 55 и поршню 82 внутренней нажимной втулки 80. По сравнению с инструментальной оснасткой 35 с фиг.1 камера резервуара воздуха 70 получает сжатый воздух через впускное отверстие 74 и канал 76 под давлением 160-170 фунтов/квадратный дюйм, в то время как поршень 56 внешней нажимной втулки 55 получает сжатый воздух с давлением порядка 80-90 фунтов/квадратный дюйм через впускное отверстие 92.
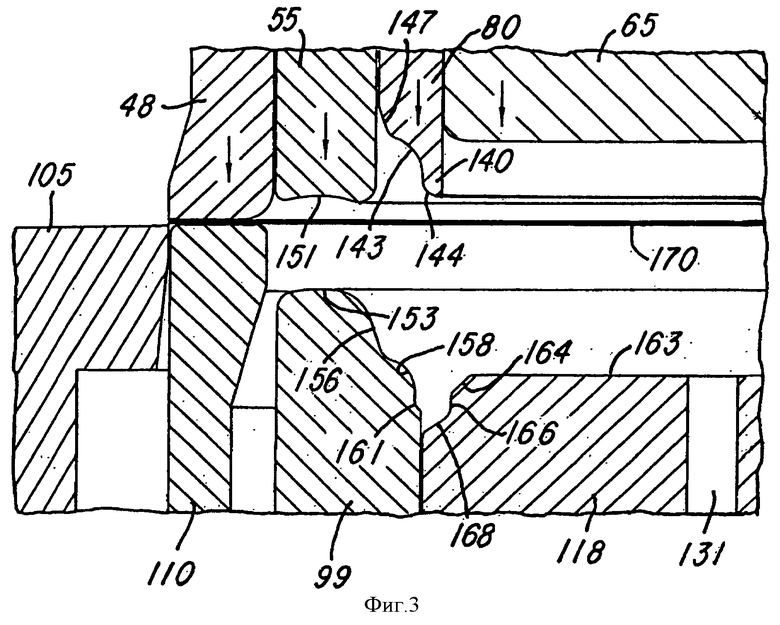
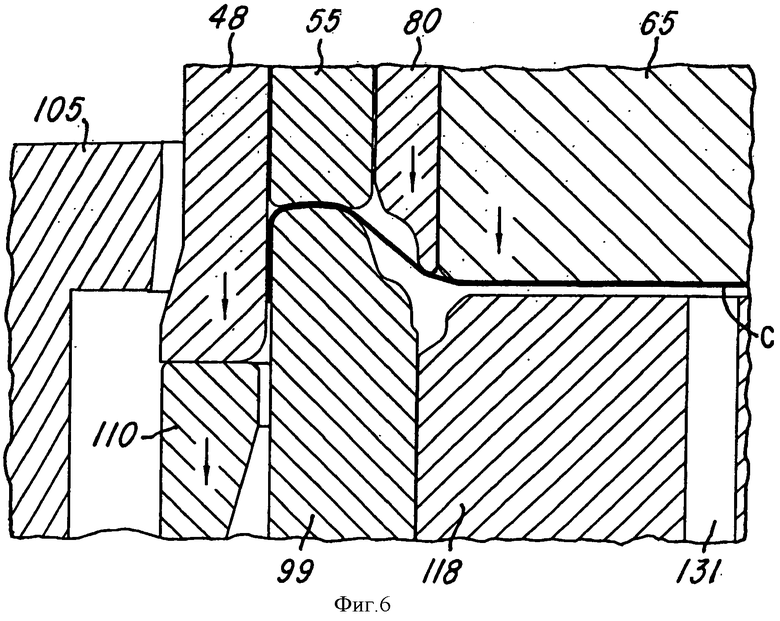
Обратимся к увеличенным фрагментарным проекциям с фиг.3-12, которые иллюстрируют работу инструментальной оснастки 35 или 35' с каждым ходом пресса одинарного действия. Внутренняя нажимная втулка 80 имеет носовой участок 140, который обычно во время начального хода вниз и финального хода вверх башмака верхней части штампа 40 выступает книзу от плоского поверхности днища центрального пробойника штампа 65. Указанный носовой участок 140 имеет искривленную кольцевую поверхность 143, которая проходит от нижней части искривленной торцевой поверхности 144 к наклонной поверхности 147, имеющей форму усеченного конуса. Нижний торец внешней нажимной втулки 55 имеет слегка искривленную или аркообразную поверхность 151, которая расположена впритык к образованной на верхнем торцевом участке 99 обруча сердцевины штампа 98 аркообразной поверхности 153 и уплотняется ей. Указанный верхний торцевой участок 99 обруча сердцевины штампа 98 имеет также наклонную поверхность или поверхность в форме усеченного конуса 156, искривленную кольцевую поверхность 158, а также искривленную поверхность 161, которая расположена впритык к соответствующим поверхностям 147, 143 и 144 на днище внутренней нажимной втулки 80 и уплотняет их.
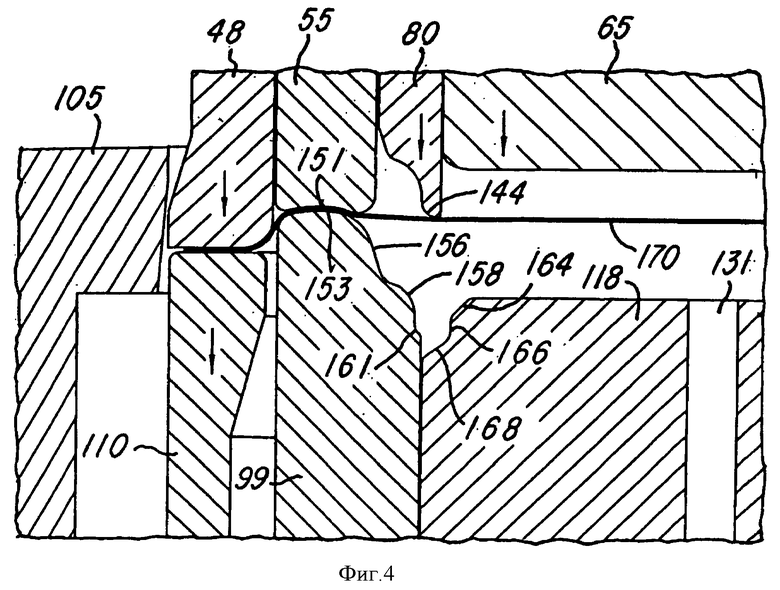
Указанный панельный пробойник 118 имеет верхнюю плоскую круговую поверхность 163, окруженную суженной по форме усеченного конуса поверхностью 164, в существенной степени цилиндрическую поверхность 166, а также внешнюю суженную или имеющую форму усеченного конуса поверхность 164, расположенную на носовой части 140 внутренней нажимной втулки 80 напротив торцевой поверхности 144. Как показано на фиг.3 и 4, по мере того как башмак верхней части штампа 40 начинает свой ход вниз, вытяжной и вырубной штамп 48 объединяется с нарезным ребром штампа 105 для того, чтобы из тонкого слоя металла или из алюминия сделать заготовку в существенной степени кольцевого диска 170. Продолжение хода вниз указанного верхнего штампа вызывает зажим кольцевой части диска 170 между внешней нажимной втулкой 55 и обручем сердцевины штампа 98 под регулируемым давлением, которое определяют подбором давления воздуха на поршень 56 внешней нажимной втулки 55. Внешний периферийный краевой участок диска 170 движется вниз вокруг верхнего торцевого участка обруча сердцевины штампа 98 за счет перемещения вниз вытяжного и вырубного штампа 48, а также нижней нажимной втулки 110, при этом давление зажима регулируется подбором давления воздуха внутри камеры 114 на поршень 112 указанной нижней нажимной втулки 110.
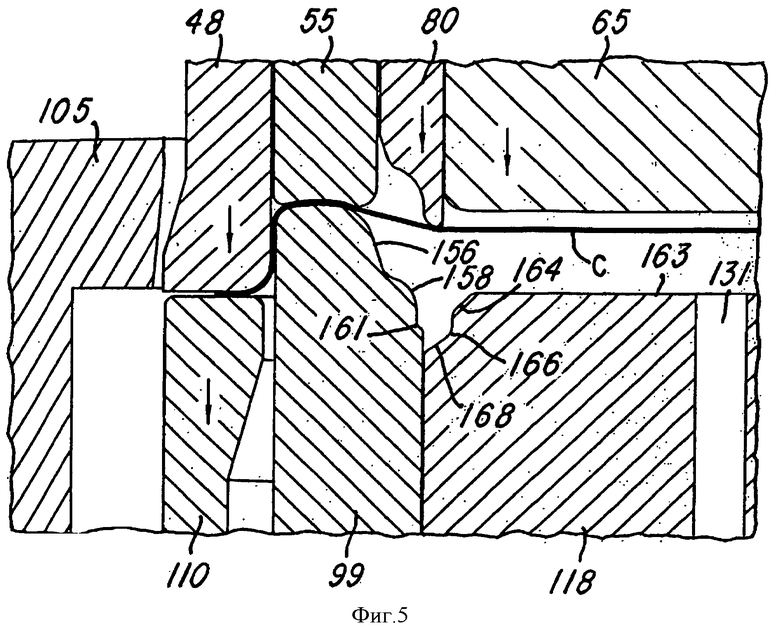
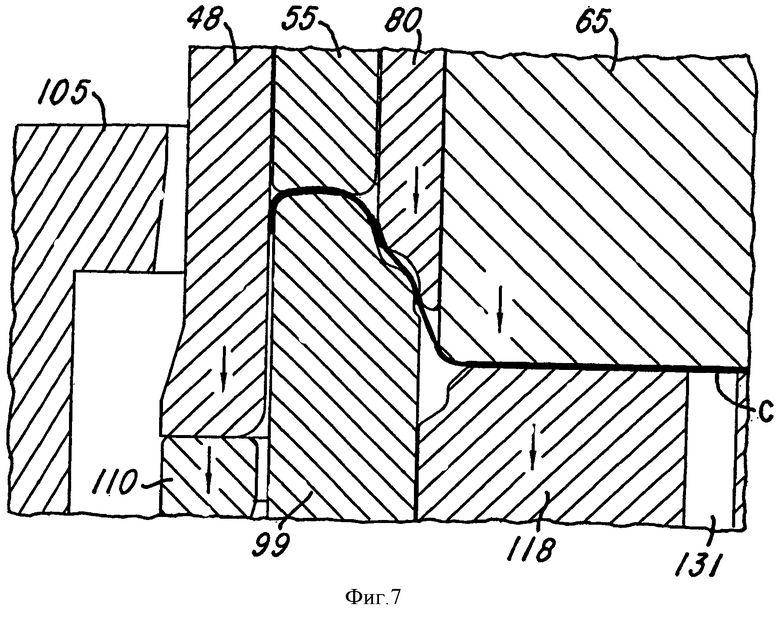
Как показано на фиг.4 и 5, выступающая носовая часть 140 внутренней нажимной втулки 80 инициирует перемещение части С манжета с участка диска 150 внутрь внешней нажимной втулки 55 и обруча сердцевины штампа 98. Продолжение хода вниз башмака верхней части штампа 40 заставляет центральный пробойник штампа 65 соединиться с внутренней нажимной втулкой 80, чтобы перемещение указанной части манжета С было продолжено, в то время как внешняя часть диска 170 скользит между внешней нажимной втулкой, обруча сердцевины 95, а также вырубным и вытяжным штампом 48. Как показано на фиг.7 и 8, продолжение хода вниз башмака верхней части штампа 40 заставляет центральный пробойник штампа 65 выдвинуться от внутренней нажимной втулки 80 вплоть до осуществления контакта части манжета С с верхней поверхностью 163 панельного пробойника 118. Одновременно днища профильных поверхностей 143, 144 и 147 внутренней нажимной втулки 80 зажимают круговую часть диска 170 впритык к уплотняющим профильным поверхностям 158, 161 и 156 обруча сердцевины штампа 98, образуя при этом кольцевые участки 22, 23, 24 и 26 (фиг.12) корпуса 15. Одновременно под регулируемом усилии внешней нажимной втулки 55 на поршень 56 на указанном обруче сердцевины штампа 98 происходит формирование верхнего участка 28 и внешней искривленной части фланца 29 корпуса 15.
Когда башмак верхней части штампа 40 механического пресса одинарного действия доходит вниз до нижней точки своего хода (фиг.8), а поршень 56 останавливается на плече 90, то регулируемое давление воздуха внутри камеры 44 выше центрального поршня штампа 60 делает возможным передвижение указанного поршня и центрального пробойника штампа 65 слегка вверх, приблизительно на 0,010 дюйма. В некоторых прессах это гарантирует, что общая высота всех корпусов всегда является постоянной и одинаковой. В других, более точно регулируемых прессах центральный поршень штампа может быть закреплен на фиксаторе 38 или 38'.
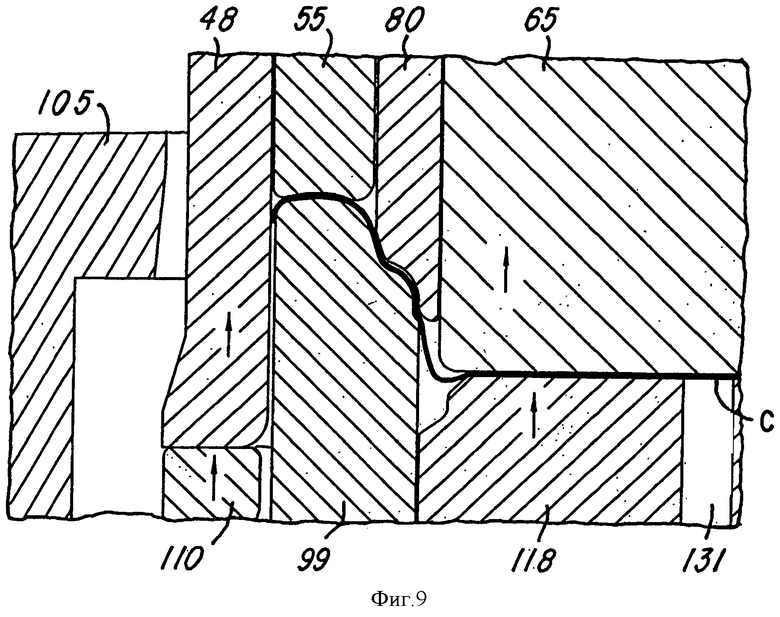
Когда башмак верхней части штампа 40 начинает свой ход вверх (фиг.9), то центральный пробойник штампа 65 и панельный пробойник 118 перемещаются вверх, в то время как внутренняя нажимная втулка 80 поддерживает регулируемое постоянное давление для того, чтобы удержать участки поршня 22-24 и 26 между уплотняющими поверхностями на внутренней нажимной втулке 80 и обруче сердцевины штампа 98. Такое регулируемое давление внутренней нажимной втулки 80 поддерживается до тех пор, пока под действием усилия, создаваемого поршнем панели пробойника 122, панельный пробойник 118 движется вверх таким образом, что (как это показано на фиг.11) поверхности 164, 166 и 168 образуют на указанном корпусе 15 кольцевые участки 17, 18, 19 и 21. Когда башмак верхней части штампа 40 продолжает свой ход вверх, то корпус 15 сдвигается вверх с обруча сердцевины штампа 98 и панельного пробойника 118 вместе с перемещением вверх внешней нажимной втулки 55, этот процесс является результатом выпуска потока воздуха, направляемого вверх на стенку панели 16 через отверстие 131 панельного пробойника 118.
Установлено, что описываемые конструкция и функционирование инструментальной оснастки 35 или 3' должны обеспечить важные и требуемые признаки и преимущества, приведенные выше на странице 1. Например, компактная инструментальная оснастка адаптирована для работы на механическом прессе одинарного действия, а уменьшенная общая высота указанной оснастки делает возможным ее применение в большинстве существующих в настоящее время в этой области высокоскоростных прессов одинарного действия. В качестве другого важного преимущества, резервуар камеры воздуха 70 и серил из трех периферийно расположенных каналов для воздуха 88 внутри центрального поршня штампа 60, предназначенного для использования воздуха с более низким давлением внутри камеры поршня 84, уменьшает выработку тепла в верхней части инструментальной оснастки во время высокоскоростных операций, поэтому указанная инструментальная оснастка выпускает более однородные и точные корпуса.
Сжатый воздух внутри указанного резервуара 70 и внутри каналов 88 также действуют как пневмопружины. Эти пневмопружины не только снижают выработку тепла, но предназначены также для точного подбора упругого усилия, осуществляемого на поршень 82 внутренней нажимной втулки 80, для того, чтобы гарантировать требуемое точное зажимное усилие на диск 170 указанной втулки от зафиксированного обруча сердцевины сердечника штампа. Инструментальная оснастка 35 позволяет также использовать установку подачи воздуха пониженного давления (типа давления 80-90 фунтов/квадратный дюйм) для поршня 56 внешней нажимной втулки 55, а это точно регулируемое пониженное давление воздуха на внешнюю нажимную втулку исключает также растягивание металлического листа, когда указанный лист скользит между внешней нажимной втулкой 55, обручем сердцевины штамма 98 и вытяжным и вырубным штампом в процессе формирования части С манжета.
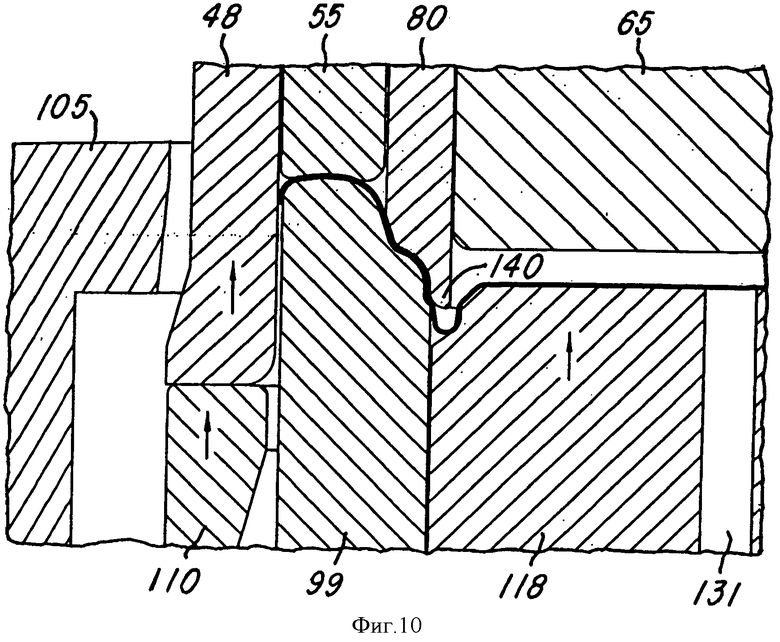
Следующее преимущество обеспечивается за счет нормального выступа носовой части 140 внутренней нажимной втулки 80 ниже центрального поршня штампа 65 таким образом, что указанная носовая часть инициирует формирование части С манжета, как это показано на фиг.5. Носовая часть 140 гарантирует также точное формирование кольцевых участков 22-24 и 26 с корпуса 15 без складок, и эти участки корпуса прочно удерживаются между уплотняющими поверхностями внутренней нажимной втулки 80 и обручем сердцевины штампа 98 при точном формировании участков панельной стенки 17 и 18, и при формировании фаски 19, включающей наклонную часть стенки 21, в процессе движения вверх панельного пробойника 118 (как это показано на фиг.10). Описанные выше преимущества особенно предпочтительны при эксплуатации указанной инструментальной оснастки в прессе одинарного действия с высокой скоростью, типа 650 ходов в минуту и с ходом, составляющим 1,75 дюйма.
Несмотря на то, что здесь описаны устройство или инструментальная оснастка, способы их эксплуатации и предпочтительные варианты настоящего изобретения, следует понимать, что настоящее изобретение не ограничивается конкретной инструментальной оснасткой и описанными здесь стадиями способа, а что возможны изменения, сделанные без отступления от сущности и границ настоящего изобретения, которые охарактеризованы прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРПУСА КОНСЕРВНОЙ БАНКИ | 2011 |
|
RU2575889C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИДАНИЯ ФОРМЫ ТОРЦЕВОЙ КРЫШКЕ ДЛЯ МЕТАЛЛИЧЕСКОЙ ТАРЫ | 2005 |
|
RU2354485C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДНА БАНОК | 2008 |
|
RU2448800C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТОРЦА БАНКИ С РЕГУЛИРУЕМЫМ УТОНЕНИЕМ ФОРМОВАННЫХ ЧАСТЕЙ ТОРЦА БАНКИ | 2015 |
|
RU2679505C2 |
| ГИДРАВЛИЧЕСКИЙ ЗОНДОВЫЙ ПЕРФОРАТОР | 2013 |
|
RU2550709C2 |
| ПРОБОЙНИК ДЫРКОПРОБИВНОГО ПРЕССА С ЧПУ | 2012 |
|
RU2551720C2 |
| Устройство для ступенчатого цементирования скважин | 1988 |
|
SU1701893A1 |
| Гидравлический перфоратор | 2017 |
|
RU2656062C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ И РАЗЪЕМНО ФИКСИРУЕМЫМ НА НЕМ ДЕРЖАТЕЛЕМ ЗАГОТОВКИ | 2008 |
|
RU2396159C2 |

Изобретение относится к области обработки металлов давлением, в частности к устройствам для изготовления корпусов консервных банок на прессе одинарного действия. Устройство содержит верхний фиксатор, поддерживающий вытяжной и вырубной штампы, содержащие внешнюю нажимную втулку и внутреннюю нажимную втулку, окружающие центральный поршень штампа, причем все они имеют исполнительные поршни. Указанный центральный поршень штампа имеет резервуар воздуха, соединенный посредством воздушных каналов, которые образуют пневмопружины для внешней нажимной втулки, а внешняя нажимная втулка получает такой же регулируемый воздух, как указанный резервуар или установка подачи воздуха низкого давления. Указанная внутренняя нажимная втулка имеет выступающую носовую часть. При движении указанного пресса вверх пробойник нижней панели формирует центральную панель, панельную стенку и фаску. Повышается производительность. 5 з.п. ф-лы, 12 ил.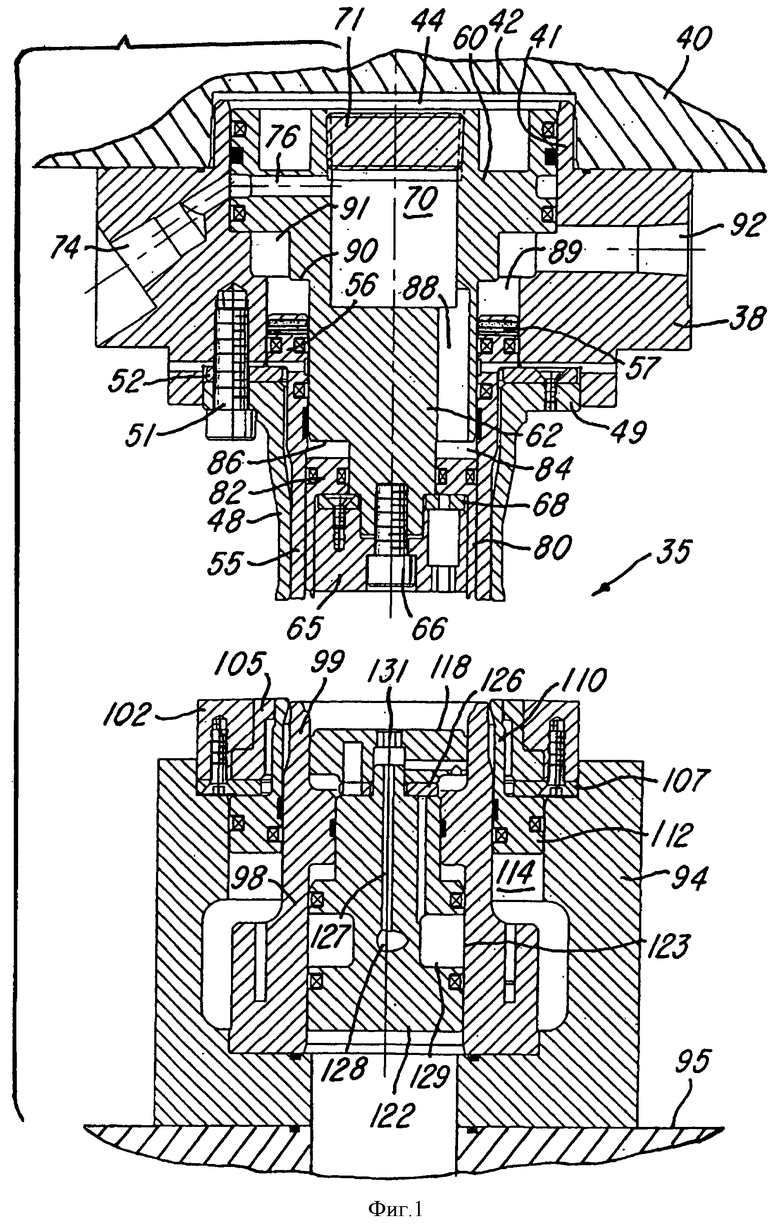
1. Устройство для изготовления кольцеобразного корпуса консервной банки (15), имеющего форму чаши, из плоского листа металла (170) в механическом прессе одинарного действия, причем указанный корпус содержит центральную панель (16), соединенную кольцевой стенкой панели (17) с кольцевой фаской (19), в поперечном сечении обычно имеющей U-образную конфигурацию, а также с указанной фаской, присоединенной к внутреннему участку стенки (26) кольцевого свода (28) с помощью наклонной кольцевой зажимной стенки (23,24), содержащее:
кольцевой фиксатор (38), опирающийся на нижнюю плиту штампа (40), соединенную с прессом,
центральный поршень штампа (60, 62), опирающийся на указанный фиксатор (38) и перемещающийся вместе с ним, причем указанный центральный поршень объединен с указанным фиксатором для установки между ними границ первой кольцевой камеры сжатого воздуха (89), кольцевой вытяжной и вырубной штамп (48), установленный на указанном фиксаторе (38) и окружающий указанный центральный поршень штампа (60), причем указанный центральный поршень штампа поддерживает центральный пробойник штампа (65),
указанный фиксатор, несущий кольцевую внешнюю нажимную втулку (55) внутри указанного кольцевого вырубного и вытяжного штампа (48), причем указанная внешняя нажимная втулка имеет кольцевой поршень (56) внутри указанной первой камеры сжатого воздуха (89), причем
указанная внешняя нажимная втулка (55) и указанный центральный поршень штампа (60), устанавливают границы второй кольцевой камеры воздушного поршня (84),
кольцевую внутреннюю нажимную втулку (80) внутри указанной внешней нажимной втулки (55) вокруг указанного центрального поршня штампа (60) и имеющую кольцевой поршень (82) внутри указанной второй кольцевой камеры воздушного поршня (84), отличающееся тем, что оно содержит камеру резервуара воздуха (70), границы которой определяет указанный центральный поршень штампа (60), канал (76, 135) для подачи воздуха с регулируемым давлением в указанную камеру резервуара (70),
большое количество расположенных периферийно протяженных воздушных каналов (88) внутри указанного центрального поршня штампа (60), расположенных по оси от указанной камеры резервуара (70) до указанной второй камеры воздушного поршня (84) и обеспечивающих регулируемое давление воздуха в указанной камере резервуара (70) и указанных каналах воздуха (88) в целях получения контролируемого усилия пневмопружины на указанную внутреннюю нажимную втулку (80).
2. Устройство по п.1, в котором указанная внутренняя нажимная втулка (80) может перемещаться в осевом направлении относительно указанного центрального пробойника штампа (65), причем указанная внутренняя нажимная втулка (80) имеет выступ носовой части (140), выступающий вперед в осевом направлении из указанного центрального пробойника штампа (65), когда указанное устройство находится в состоянии покоя.
3. Устройство по п.2, включающее кольцевую прокладку (68), размещенную между указанным центральным пробойником штампа (65) и указанным поршнем (82) на указанной внутренней зажимной втулке (80) с целью точного подбора осевого выдвижения вперед указанной носовой части (140) указанной внутренней нажимной втулки (80) из указанного центрального пробойника штампа (65).
4. Устройство по п.1, в котором указанная воздушная камера резервуара (70) соединена посредством воздушного канала (135) с указанной первой камерой сжатого воздуха (89) для указанной внешней нажимной втулки (55) и с выпускным отверстием (92) внутри указанного фиксатора (38) с целью подачи воздуха с одинаковым регулируемым давлением как в указанную первую камеру сжатого воздуха (89), так и в указанную вторую камеру сжатия воздуха (84) через указанную камеру резервуара (70) и указанные воздушные каналы (88) внутри указанного центрального поршня (60).
5. Устройство по п.1, в котором первый указанный канал (76) подает воздух с одинаковым регулируемым давлением в указанную камеру резервуара (70) и в указанные воздушные каналы (88) внутри указанного центрального поршня (60, а также впускное отверстие (92) внутри указанного фиксатора (38) с целью подачи воздуха существенно более низкого давления в указанную первую камеру сжатого воздуха (89) для указанного поршня (56) указанной внешней нажимной втулки (55).
6. Устройство по п.1, в котором указанный центральный поршень штампа (60) может перемещаться в осевом направлении внутри указанного кольцевого фиксатора (38).
| US 5823040 A, 20.10.1998 | |||
| Комбинированный штамп для штамповки крышек к консервным банкам | 1976 |
|
SU579072A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИВНОГО НОСИКА У ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 0 |
|
SU356026A1 |
| Штамп для изготовления деталей типа крышек | 1988 |
|
SU1540903A1 |
| СПОСОБ ОБРАБОТКИ КРЫШКИ, ИЗГОТОВЛЕННОЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРЫШКИ, ИЗГОТОВЛЕННОЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1993 |
|
RU2111820C1 |

