Изобретение относится к области машиностроения и касается техники контактирования деталей, преимущественно заклепок, в перфорированном стакане.
Способы и устройства для уплотнения материалов с применением вибрации известны.
Авторское свидетельство №589065 М. Кл. В22С 15/10 - «Формовочная установка для уплотнения смесей», которая содержит возбудитель горизонтальных колебаний рамы, а улучшение равномерности плотности смеси по объему обеспечивается элементами на траверсе, закрепленной на раме.
Авторское свидетельство №206367 В28В 1/08 - «Способ уплотнения бетонной смеси», в которой эффективность уплотнения обеспечивается за счет сообщения гибкой балке на дне формы колебаний, имеющих вид бегущих волн поперечного смещения разной частоты.
Авторское свидетельство №250002 В28В 1/08 - «Способ формования железобетонных изделий», в котором лучшее заполнение формы бетонной смесью обеспечивается сообщением форме несимметричных вертикальных колебаний и одновременно - горизонтальных колебаний.
Авторское свидетельство №613896 В28В 1/08 - «Способ формования изделий из бетонных смесей», в котором интенсификация уплотнения жесткой смеси обеспечивается воздействием на нее ударами с частотой 0,5-5 Гц и амплитудой 0,5-3 см.
Авторское свидетельство №471151 В22С 15/14 - «Способ уплотнения формовочной смеси», в котором повышение равномерности уплотнения смеси, до воздействия на смесь ударными импульсами в вертикальном направлении, ей сообщают ударные импульсы, направленные к ним под углом, равным (или больше) углу внутреннего трения смеси.
Авторское свидетельство №1135532 В22С 15/30 - «Установка для уплотнения стержневых и формовочных смесей», которая содержит вибровозбудитель вертикально направленного действия, а повышение степени уплотнения смесей обеспечивается пластинчатыми пружинами с эластичными ударниками, каждая из которых одним из концов закреплена на платформе.
Авторское свидетельство №41689 В65В 1/22 - «Способ уплотнения сыпучих материалов в таре», в котором таре сообщаются одновременно колебания в вертикальной и горизонтальной плоскостях, причем горизонтальные колебания осуществляются по дуге.
Во всех перечисленных изобретениях обеспечивается качественное уплотнение смеси или деталей и лучшее заполнение формы или тары.
Однако в ряде случаев, например, перед анодным покрытием, требуется не только уплотнение деталей, но и их расположение в определенной последовательности, обеспечивающее их контактирование в перфорированном стакане и способствующее повышению качества покрытия.
Наиболее близким техническим решением к описываемому изобретению, является известный способ контактирования деталей в перфорированном стакане, предусматривающий их вибрирование в горизонтальной плоскости сначала в режиме уплотнения, а затем в режиме контактирования (см. Авторское свидетельство №878653 В65В 1/22 - «Способ контактирования деталей»).
Техническим результатом предлагаемого способа и устройства, является обеспечение фиксированного расположения деталей в перфорированном стакане в определенной последовательности, надежности и качества контактирования деталей в перфорированном стакане.
Результат достигается тем, что в предлагаемом способе контактирования деталей в перфорированном стакане, предусматривающем их вибрирование, детали сначала уплотняют в горизонтальной плоскости, устанавливая необходимые режимы вибрирования и усилия прижима стакана к пневмовибратору визуальным контролем, обеспечивая плавное перемещение (перемешивание) с минимальной скоростью, а затем, в режиме контактирования, изменяют режим работы пневмовибратора до обеспечения минимального соударения деталей в стакане без перемешивания; фиксирование достигнутого положения контактированных деталей в стакане обеспечивается прижимом их упругой крышкой с усилием меньшим усилия деформации деталей, и с использованием кратковременного вибрирования стакана в режиме контактирования.
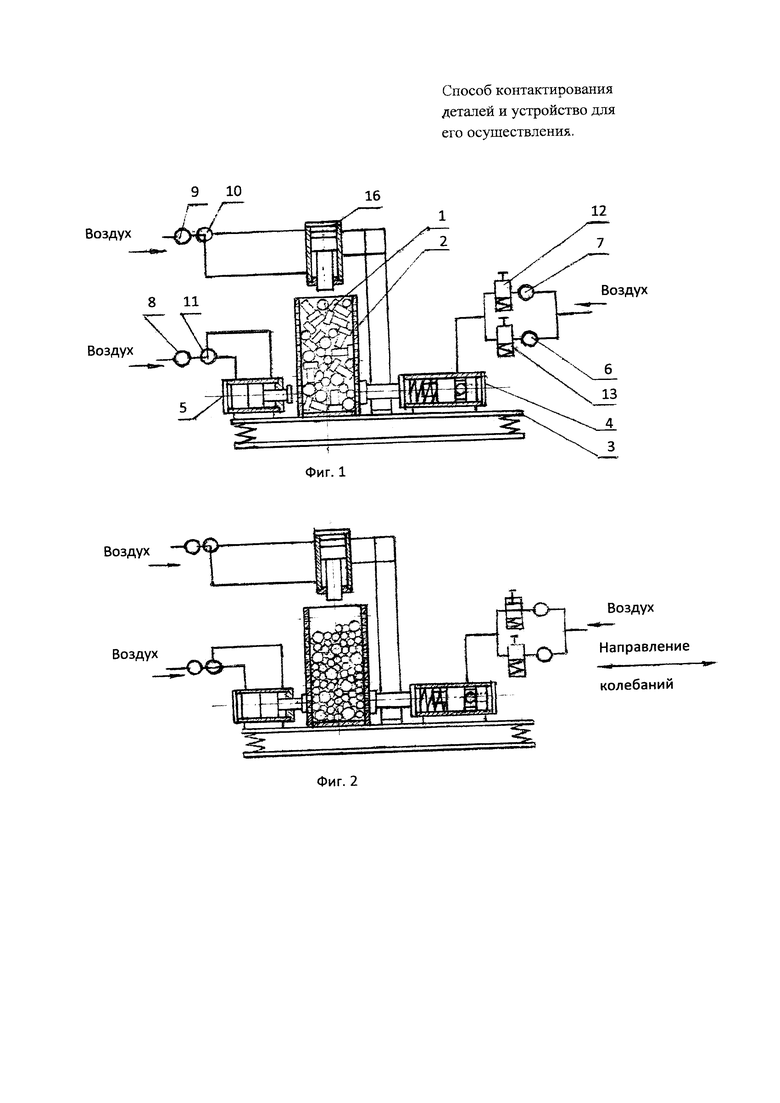
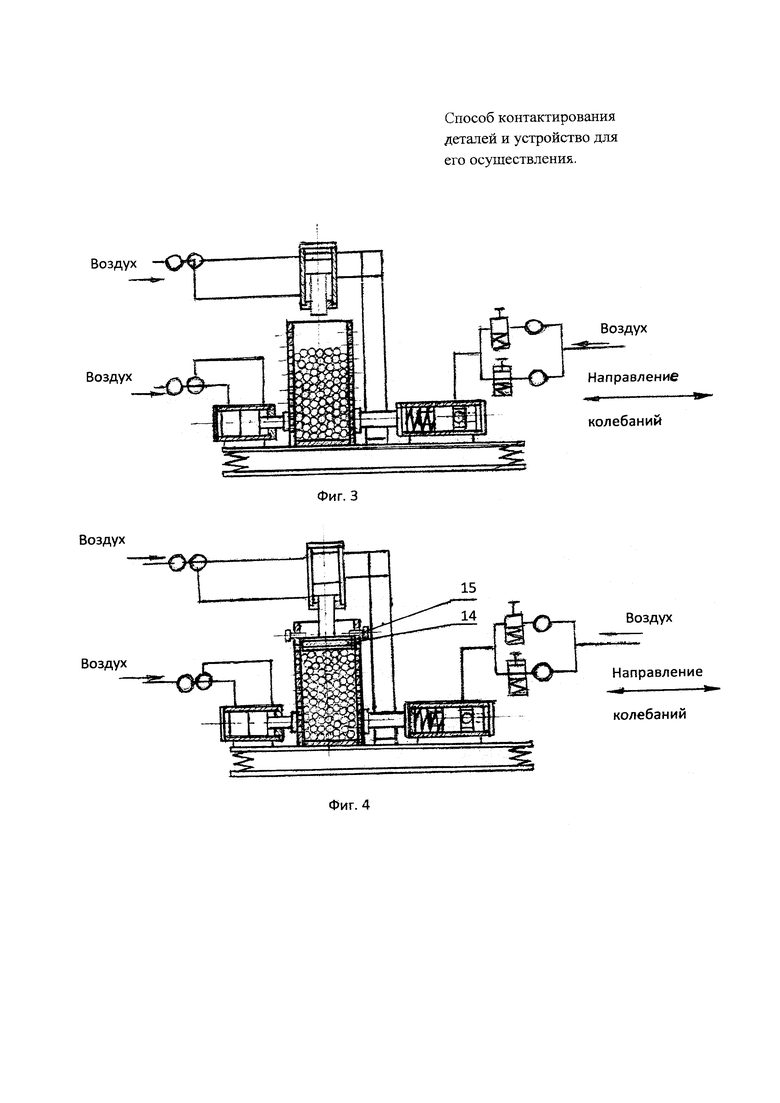
На фиг. 1, 2, 3, 4 изображено устройство для осуществления способа, соответственно, в исходном положении (фиг. 1), в режиме уплотнения (фиг. 2), в режиме контактирования (фиг. 3) и окончательном, фиксированном положении деталей (фиг. 4) перед анодным покрытием.
Устройство для осуществления предлагаемого способа содержит детали 1 (например, заклепки) в перфорированном стакане 2, основание 3, на котором установлен пневмовибратор 4, пневмоцилиндр 5, пневмоцилиндр 16, имеющие регуляторы давления воздуха 6, 7, 8, 9. Для прижима контактированных деталей используется упругая крышка 14 (например, с резиновой прокладкой), для фиксирования положения сжатой крышки используются заклепки 15.
Пневмовибратор 4 используется для воздействия горизонтальными колебаниями на перфорированный стакан 2. Регулирование частоты и амплитуды колебаний обеспечивается изменением давления воздуха регуляторами 6, 7. Пневмоцилиндр 5 предназначен для прижима перфорированного стакана к вибратору, усилие прижима регулируется изменением давления воздуха регулятором 8. Изменение усилия прижима перфорированного стакана позволяет корректировать амплитуду колебаний. Пневмоцилиндр 16 предназначен для сжатия упругой крышки 14 в процессе фиксирования положения контактированных деталей. Пневмокраны 10, 11 предназначены для включения и выключения пневмоцилиндров 5, 16. Включение пневмовибратора 4 в режиме уплотнения производится пневмоклапаном 12, в режиме контактирования - пневмоклапаном 13. Регулирование усилия прижима деталей упругой крышкой обеспечивается изменением давления воздуха регулятором 9. Усилие прижима должно быть меньше усилия деформирования контактированных деталей.
В процессе работы детали 1 загружают в перфорированный стакан 2 и устанавливают на основании 3 (фиг. 1). Переключением пневмокрана 11 пневмоцилиндром 5 перфорированный стакан с деталями прижимается к вибратору; через регулятор давления 7, нажимом (включением) пневмоклапана 12 подается воздух к вибратору; при этом почти пропорционально увеличивается амплитуда колебаний, а уровень частоты меняется незначительно. Детали в стакане после достижения заданного регулятором давления режима уплотнения оседают и начинают плавное перемещение (перемешивание); после этого регулятором давления 8 амплитуда колебаний корректируется установкой давления (усилия прижима) пневмоцилиндра прижима стакана к вибратору, при этом детали в стакане перемешиваются с минимальной скоростью (фиг. 2). После проведения режима уплотнения пневмоклапан 12 возвращается в исходное положение, нажимается клапан 13 режима контактирования. Регулятором давления 6 давление подводимого к вибратору воздуха изменяется, виброскорость уменьшается; режим контактирования устанавливается регулятором давления 6, подводимого к вибратору в режиме контактирования таким образом, чтобы детали колебались, едва касаясь друг друга без перемешивания, располагаясь в определенной последовательности, обеспечивающей лучшее контактирование (фиг. 3).
На опытной установке проведены испытания по уплотнению и контактированию заклепок в перфорированном стакане:
ИСПЫТАНИЕ I.
1. Режим уплотнения:
2. Режим контактирования:
ИСПЫТАНИЕ П.
1. Режим уплотнения:
2. Режим контактирования:
После уплотнения и контактирования детали в перфорированном стакане закрывают упругой крышкой 14 и включением пневмокрана 10 прижимают ее пневмоцилиндром 16 с усилием, меньшим усилия деформирования деталей. Необходимое усилие обеспечивается изменением давления воздуха регулятором 9. Положение сжатой крышки фиксируется заклепками 15 через отверстия перфорированного стакана с использованием кратковременного горизонтального вибрирования в режиме контактирования; при этом пневмоклапан 13 пневмовибратора 4 и заклепка 15 нажимаются одновременно на 1-2 сек. (Фиг. 4). После фиксирования сжатой крышки 14 пневмокраны переключаются в исходное положение, перфорированный стакан с деталями освобождается. Таким образом, сохраняется положение контактирования деталей в перфорированном стакане перед анодированием.
Распределение процесса уплотнения при подготовке деталей, например, заклепок, к анодированию на стадию уплотнения и стадию контактирования, с возможностью регулирования процессов, позволяет значительно повысить качество покрытия и увеличить количество анодированных деталей. Опытным путем установлено, что использование предлагаемого способа сокращает время, необходимое для уплотнения и контактирования, процесс легко контролируется визуально и, если необходимо, регулируется. Продолжительность каждого из режимов 7-10 сек; Весь процесс контактирования 20-25 сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактирования деталей | 1979 |
|
SU878653A1 |
| Устройство для гидростатического прессования полых длинномерных изделий из порошков | 1990 |
|
SU1770084A1 |
| Прямоточный рукавный фильтр | 1977 |
|
SU713578A1 |
| Автоматический объемно-весовой дозатор | 1970 |
|
SU1841250A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Пневмовибратор | 1982 |
|
SU1044848A2 |
| УСТАНОВКА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2419532C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2007 |
|
RU2378108C2 |
| ВИБРОВАКУУМНЫЙ МАССАЖЕР МЯСА | 2007 |
|
RU2361405C2 |
| Экстрактор для виноградных выжимок | 1990 |
|
SU1759866A1 |
В способе заклепки подвергают вибрации в горизонтальной плоскости в перфорированном стакане. При этом вначале в режиме уплотнения изменяют режимы вибрирования до обеспечения плавного перемешивания деталей, а изменением усилия прижима стакана к вибратору и, соответственно, изменением амплитуды колебаний обеспечивают плавное перемешивание деталей с минимальной скоростью. Затем в режиме контактирования изменяют режим вибрирования до обеспечения минимального соударения деталей в стакане и их сближения без перемешивания. Изобретением является также и устройство для осуществления способа. Группа изобретений обеспечивает повышение качества. 2 н. и 1 з.п. ф-лы, 4 ил.
1. Способ контактирования деталей, преимущественно заклепок, в перфорированном стакане, предусматривающий их вибрирование в горизонтальной плоскости, включающий режимы уплотнения и контактирования, отличающийся тем, что сначала в режиме уплотнения изменяют режимы вибрирования до обеспечения плавного перемешивания деталей, затем, изменением усилия прижима стакана к вибратору, и, соответственно, изменением амплитуды колебаний, обеспечивают плавное перемешивание деталей с минимальной скоростью, а затем в режиме контактирования изменяют режим вибрирования до обеспечения минимального соударения деталей в стакане, их сближения без перемешивания.
2. Способ по п. 1, отличающийся тем, что детали прижимают упругой крышкой с регулируемым усилием, меньшим усилия деформирования деталей, с использованием кратковременных горизонтальных колебаний в режиме контактирования и заклепок в качестве стопоров - через отверстия в перфорированном стакане.
3. Устройство для контактирования деталей, например заклепок, содержащее основание, пневмовибратор, перфорированный стакан с деталями, отличающееся тем, что пневмовибратор снабжен регуляторами давления и пневмоклапанами режимов уплотнения и контактирования, а перфорированный стакан с деталями прижимается к пневмовибратору пневмоцилиндром с регулятором давления и пневмокраном.
| Способ контактирования деталей | 1979 |
|
SU878653A1 |
| JP 3256801 A, 15.11.1991 | |||
| JP 7125703 A, 16.05.1995 | |||
| Устройство для засыпки и уплотнения порошка в сосуд | 1980 |
|
SU899387A1 |

