ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Данное изобретение относится к электрофизиологическим катетерам и, в частности, к улучшенному способу крепления кольцевых электродов к концевому участку стержня электрофизиологического катетера.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Электрофизиологические катетеры широко применяются в медицинской практике в течение многих лет. Они используются для картирования и стимуляции электрической активности сердца и для абляции участков с нарушенной электрической активностью. Среди различных типов электродов, использующихся для создания электрофизиологических катетеров, имеются кольцевые электроды. Они представляют собой металлические кольца, расположенные на разных расстояниях друг от друга по длине концевого участка. Кольцевые электроды электрически связаны посредством проводов, которые проходят через просвет катетера, с электроинструментами, например, с монитором, стимулятором или источником энергии, например, РЧ-энергии, используемой для абляции.
Обычный способ создания электрического соединения между электродным проводом и кольцевым электродом состоит в том, что провод выводят из просвета в концевом участке через выходное отверстие, которое идет от просвета в сторону наружной поверхности стержня в области кончика катетера. Дистальный конец провода, с которого снята изоляция, приваривается или припаивается к внутренней поверхности кольцевого электрода. Затем кольцевой электрод снова надевается на стержень концевого участка так, чтобы он приходился в точности на выходное отверстие, а электродный провод протаскивают внутрь просвета. Кольцевой электрод фиксируется на месте путем обжима или же с помощью нанесения некоторого количества адгезива. Смола, например, полиуретановая, часто наносится на края или границы кольцевого электрода, что обеспечивает плавный переход между наружной окружной поверхностью кольцевого электрода и наружной кольцевой поверхностью стержня катетера.
Обычные способы монтажа кольцевых электродов на катетер имеют определенные недостатки. Например, поскольку электродный провод должен протягиваться через просвет в наконечнике катетера по мере того, как кольцо надевают на концевой участок стержня, невозможно загерметизировать и осмотреть выходное отверстие, прежде чем кольцевой электрод будет обжат или приклеен поверх выходного отверстия. Кроме того, кольцевой электрод должен иметь диаметр, превышающий диаметр стержня катетера в достаточной мере для того, чтобы проскользнуть по нему до окончательного положения. Одним из способов добиться более плотной посадки кольцевого электрода является растяжение концевого участка стержня с целью уменьшения его диаметра. Эта техника, однако, зависит от оператора, и при ее применении наблюдается тенденция неоднородности качества размещения кольцевых электродов на стрежне. Кроме того, кольцевые электроды, установленные обычным способом, склонны «съезжать» со стержня концевого участка, т.е. имеет место тенденция отделения края кольца от поверхности наконечника катетера по внешней стороне кривой при резком изгибе концевого участка.
Другие способы включают лазерную сварку, например, проплавление лазером кольцевого электрода для создания лазерно-сварного низкоомного электрического соединения с проводом. Однако при лазерной сварке важно, чтобы провод в точности находился под кольцевым электродом во время сварки. Как и обычная сварка кольцевых электродов способом сопротивления, лазерная сварка - кропотливый ручной труд, занимающий много времени и приводящий к электрическим дефектам из-за неправильных способов исполнения. Кроме того, так как трубка катетера испещрена отверстиями для пропуска провода из просвета на наружную поверхность трубки, все эти отверстия следует герметизировать после того, как кольцо будет надето на трубку.
Другой способ изложен в публикации US 2005/0097737 A1. Согласно этому документу кольцевой электрод с расширением по одному из ободьев обжимается, при этом его внутренний и наружный диаметры уменьшаются настолько, что он плотно садится на стержень наконечника и образует достаточно плотное соединение с помощью контактного давления с лежащим ниже электродным проводом (с образованием низкоомного соединения). Хотя этот процесс исключает необходимость сварки сопротивлением, низкоомное соединение такого типа может со временем терять устойчивость из-за того, что напряжение в эластомерной трубке постепенно снижается.
По этой причине, а также по ряду других существует потребность в нахождении способа такого крепления кольцевых электродов на стрежне концевого участка катетера, который был бы дешевле, эффективнее и не имел бы вышеупомянутых недостатков обычного способа.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение предоставляет способ крепления кольцевых электродов на трубке, образующей концевой участок катетера. Способ включает обеспечение трубки по меньшей мере с одним просветом, в стенке которой есть по меньшей мере одно отверстие, выходящее на боковую стенку и обеспечивающее сообщение между просветом и наружной стороной трубки. Электродный провод пропущен через просвет и выведен наружу через отверстие, открывая тем самым дистальный участок электродного провода, который располагается на наружной поверхности трубки или оборачивается вокруг нее. Кольцевой электрод разъемного типа находится на наружной поверхности трубки, прикрывая отверстие и дистальный участок провода, при этом между кольцевым электродом и наружной поверхностью трубки находится слой электропроводящего клея.
В одном из вариантов электропроводный термопластичный эластомерный адгезив наносится в виде пленки на внутреннюю поверхность разъемного кольцевого электрода перед тем, как последний будет установлен на наружную поверхность трубки.
В другом варианте электропроводный адгезив наносится на наружную поверхность трубки, покрывая отверстие и по меньшей мере часть дистального участка провода, это делается перед установкой разъемного кольцевого электрода.
В подробном описании варианта осуществления изобретения кольцевой электрод включает платиновый сплав, например, сплав платины по меньшей мере с одним представителем группы, включающей иридий, палладий и медь. В более подробном описании варианта осуществления платиновый сплав содержит около 90% платины.
В подробном описании варианта осуществления изобретения провод содержит нержавеющую сталь, медь или никелевый сплав. На провод может быть нанесено покрытие из серебра, например, способом напыления, толщиной в диапазоне 20–30 микрон. Толщина провода может иметь диаметр в диапазоне от 0,051 мм (0,002 дюйма) до 0,127 мм (0,005 дюйма) и желательно в диапазоне от 0,051 мм (0,002 дюйма) до 0,076 мм (0,003 дюйма).
Дистальный участок электродного провода может быть обернут до двух раз (два полных оборота) вокруг наружной поверхности трубки в дистальном направлении.
В подробном описании исполнения изобретения электропроводящий клей состоит из электропроводящего связующего адгезива, изменяющего фазовое состояние под действием тепла, и способ настоящего изобретения включает нагревание электропроводящего клея до состояния текучести.
В рассматриваемом варианте изобретения разъемный кольцевой электрод имеет ширину в диапазоне от 1,0 до 3,0 мм и толщину 0,025–0,076 мм (0,001–0,003 дюйма). Разъемный кольцевой электрод может быть выполнен из недорогой меди или латуни 260 с наружным покрытием из платины, золота или палладия для предотвращения окисления. Толщина покрытия составляет от 10 до 50 микрон, желательно от 20 до 40 микрон.
Способ настоящего изобретения может включать разъемную матрицу с первой и второй нагреваемыми формовочными частями, которые используются для радиального обжима разъемного кольцевого электрода по наружной поверхности трубки. Во время радиальной компрессии для плавления электропроводящего связующего адгезива, изменяющего фазовое состояние, может быть применен нагрев, при этом происходит склеивание проводов с поверхностью трубки.
Способ данного изобретения обеспечивает множество преимуществ, включая следующие.
1. Возможность использовать провода с гораздо меньшим коэффициентом прочности на разрыв, так как удельное сопротивление снижено за счет высокопроводящего наружного покрытия из серебра. Это позволяет установить в одном и том же сечении просвета большее количество проводов. Такая конструкция позволяет либо разместить электроды с большей плотностью, либо уменьшить калибр стержня катетера.
2. Микрочастицы серебра в электропроводящем адгезиве и напыленное покрытие из серебра на нержавеющей стали, меди или никелевом сплаве, из которого выполнены провода, создают гибкое низкоомное электрическое соединение вне зависимости от того, имеет ли место окисление серебра на проводах или на покрытии. Адгезив представляет собой эластомер, поэтому он сохраняет гибкость, двигаясь вместе с трубкой концевого участка. При отклонении кончика катетера не возникает напряжения между поверхностью соприкосновения эластомерного клея и материала наконечника с одной стороны и разъемным кольцевым электродом с другой стороны.
3. Уникальной характеристикой термоактивного связующего адгезива является то, что его можно легко «отклеивать» и снова фиксировать. Нужно просто нагреть его до температуры выше порога фазового перехода (около 121°C (250°F)), после чего можно снять или заменить насаженный на такой клей кольцевой электрод. Адгезив допускает многократное нагревание до температуры выше точки фазового перехода, что позволяет многократно переделывать или ремонтировать катетер по мере необходимости. Катетер с неисправным электрическим соединением кольцевого электрода можно отремонтировать, а не выбрасывать.
4. В ходе одного 50-секундного процесса термофиксации можно закрепить с помощью адгезива сразу множество разъемных кольцевых электродов. Устраняется требование непременного надевания полного кольцевого электрода и сдвигания его на место на трубке.
5. Способ данного изобретения облегчает изготовление катетеров с высокой плотностью расположения кольцевых электродов, когда диаметр провода за счет покрытия из серебра может быть уменьшен, что также позволяет уменьшить калибр трубки катетера. Серебро, даже окисленное, является одним из наиболее электропроводных элементов. Таким образом, нанесение покрытия из серебра на провод с низкой электропроводностью сильно уменьшает удельное (на единицу длины) сопротивление такого провода.
6. Температура текучести термоактивного связующего адгезива может изменяться в зависимости от состава и температуры плавления материала трубки, что позволяет оптимизировать адгезивное связывание и сделать так, чтобы кольцевые электроды были частично вплавлены в материал трубки (так, чтобы они были заподлицо с ее поверхностью).
7. Разъемные кольцевые электроды могут быть изготовлены способом штамповки из большого листа материала, поэтому их изготовление более экономично, чем изготовление цельных кольцевых электродов.
8. Материалы трубки и связующего адгезива - эластомеры со сходными механическими свойствами. Во время циклов нагревания и охлаждения их коэффициенты теплового расширения отличаются незначительно, поэтому они расширяются и сжимаются сходным образом, поддерживая в целости низкоомное электрическое соединение.
9. Процесс расплавления термоактивного связующего адгезива делает каждый разъемный кольцевой электрод самоуплотняющимся в месте выходного отверстия провода.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Эти и другие особенности и преимущества настоящего изобретения будут более понятными на примере следующего подробного описания в сочетании с сопроводительными фигурами.
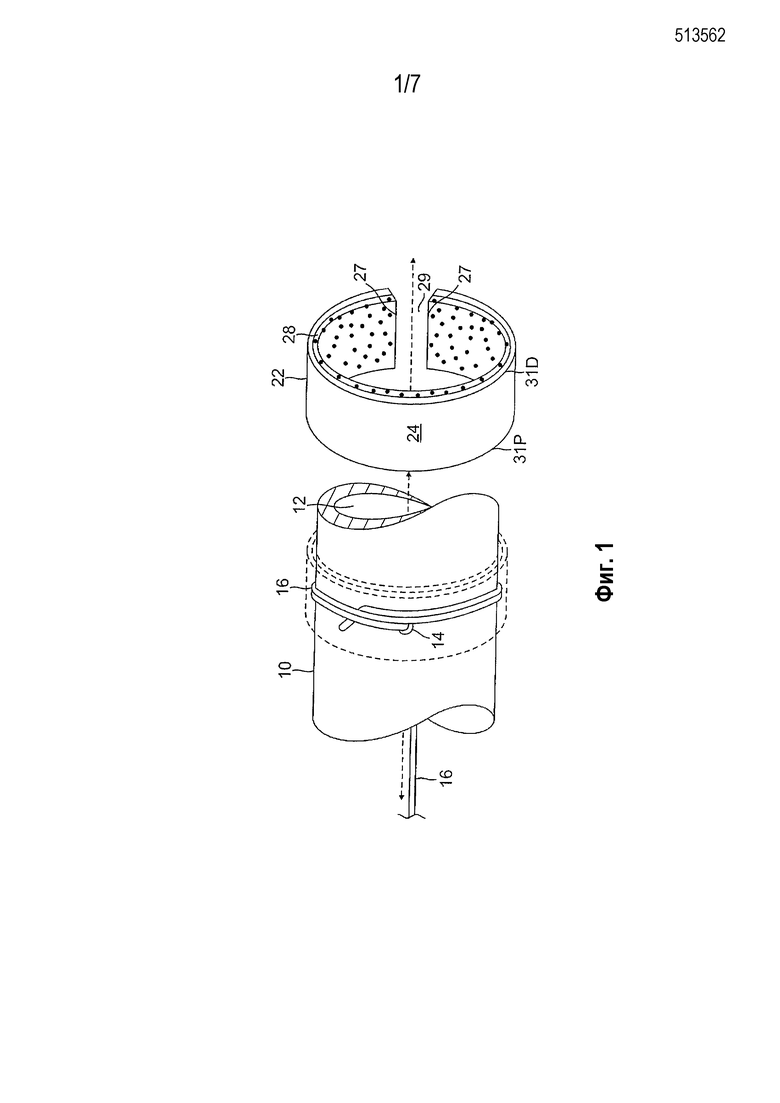
Фиг.1 представляет собой вид сбоку в разобранном виде концевого участка катетера с выходным отверстием и торчащим оттуда проводом в соответствии с исполнением данного изобретения.
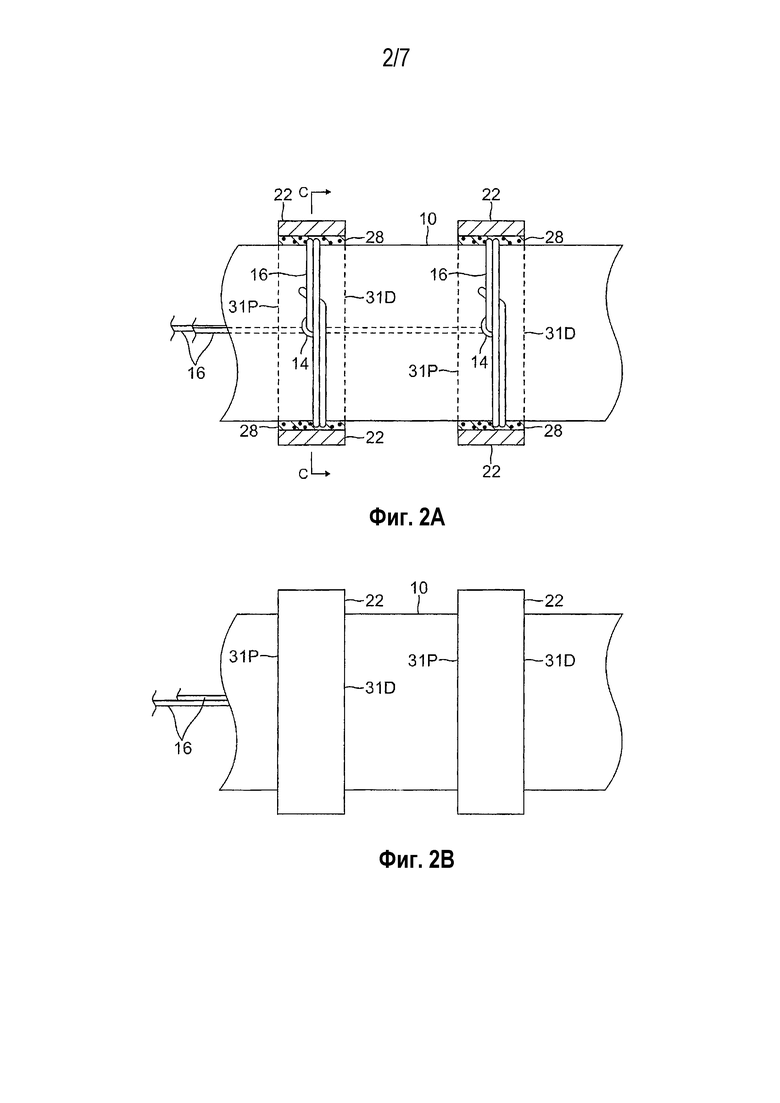
Фиг.2A представляет собой вид сбоку концевого участка катетера с частично разобранным, надетым на него разъемным кольцевым электродом в соответствии с исполнением данного изобретения.
Фиг.2B представляет собой вид сбоку наконечника катетера, изображенного на Фиг.2A, но без разобранных узлов.
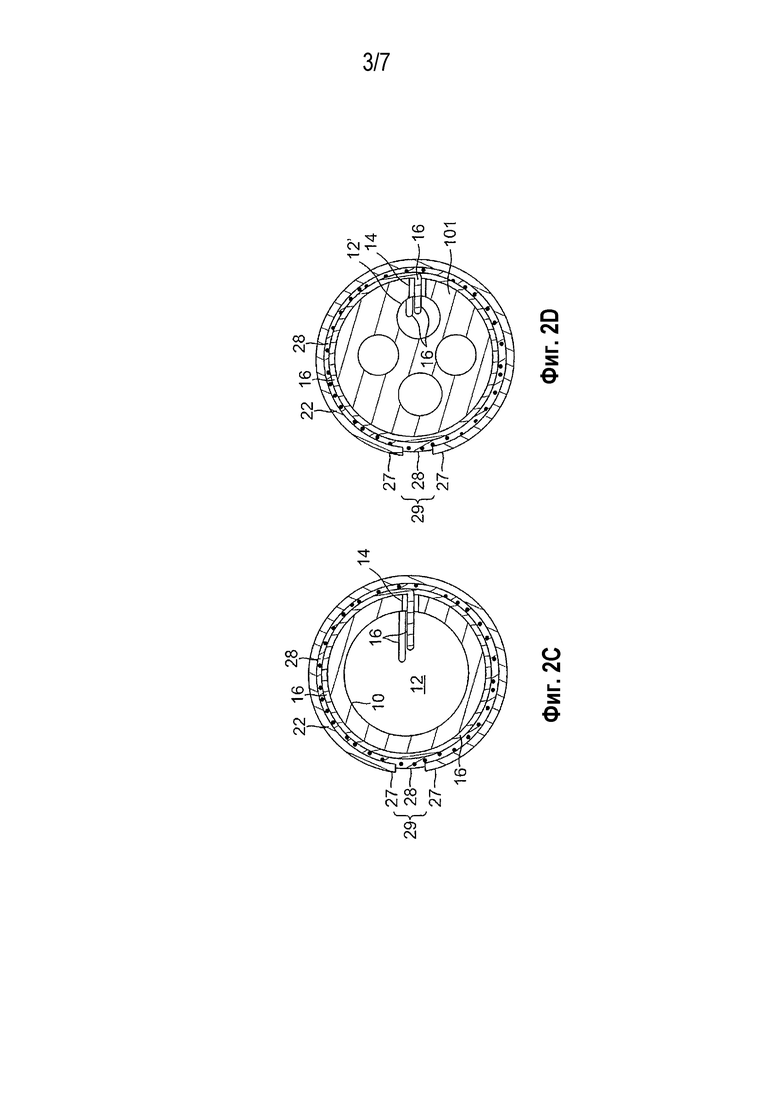
Фиг.2C представляет собой торцевой вид в поперечном разрезе концевого участка катетера, показанного на Фиг.2A, сделанном вдоль линии C-C.
Фиг.2D представляет собой торцевой вид в поперечном разрезе концевого участка катетера с многопросветной трубкой в соответствии с исполнением данного изобретения.
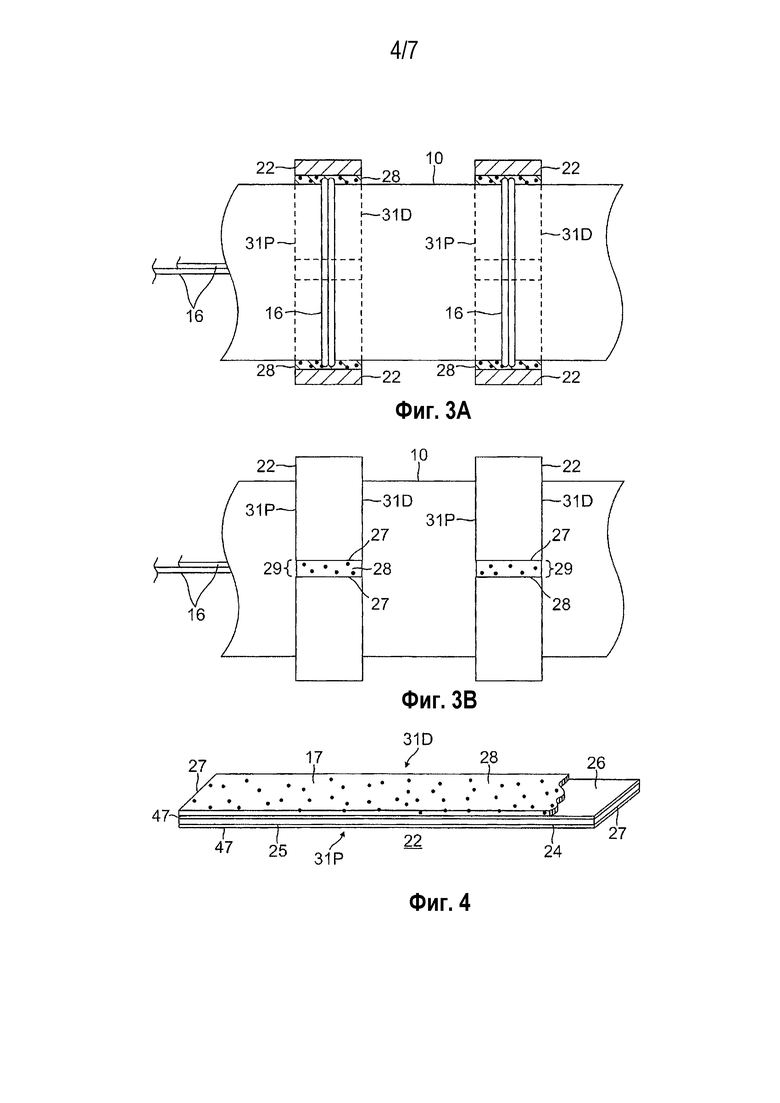
Фиг.3A представляет собой вид сбоку концевого участка катетера, показанного на Фиг.2A, при взгляде с другой стороны; разъемный кольцевой электрод надет, часть его удалена.
Фиг.3В представляет собой вид сбоку наконечника катетера, изображенного на Фиг.3А, но без разобранных узлов.
Фиг.4 представляет собой вид в перспективе на разъемный кольцевой электрод в его исходной форме до монтажа.
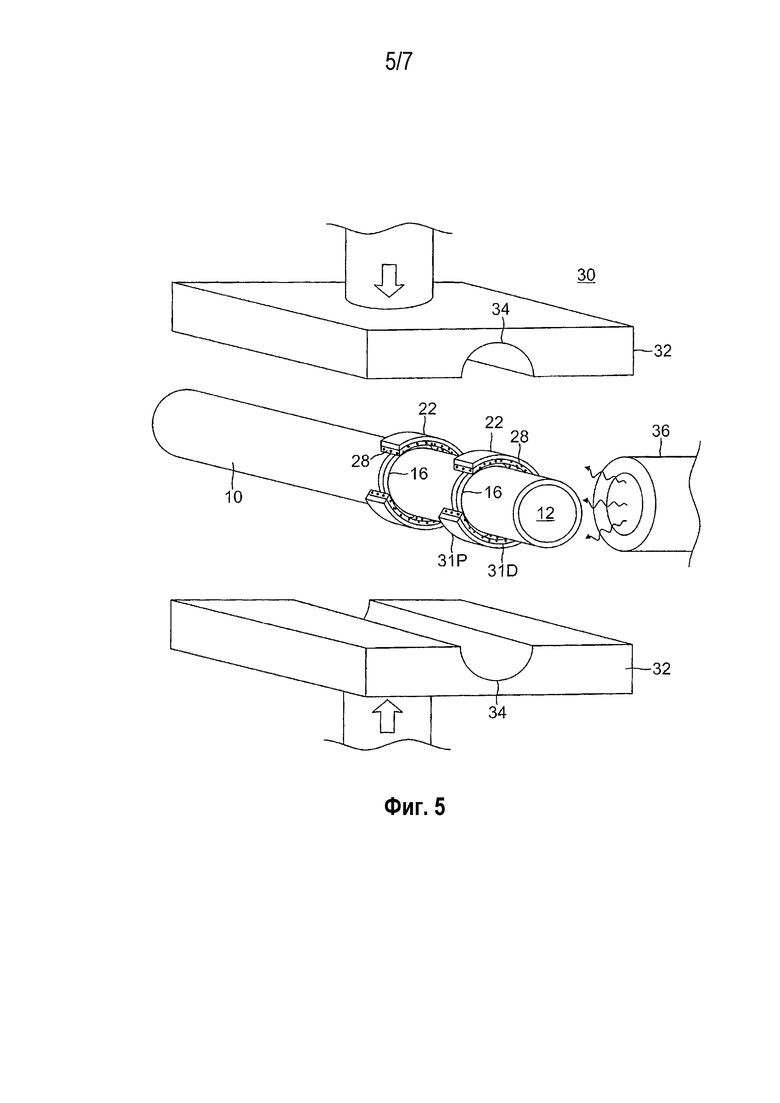
Фиг.5 представляет собой перспективный эскиз матричной сборки в использовании в одном из вариантов исполнения концевого участка катетера в соответствии с характеристиками настоящего изобретения.
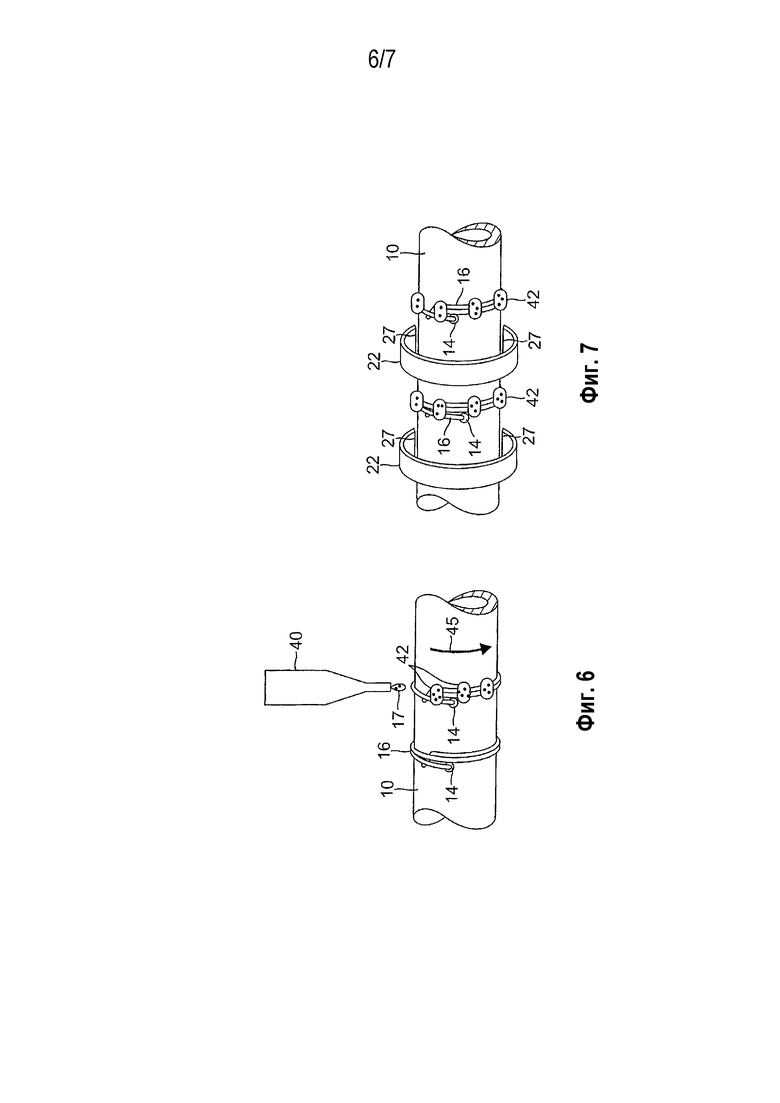
Фиг.6 представляет собой перспективный эскиз иглы-дозатора, подающей клей на концевой участок катетера в соответствии с исполнением данного изобретения.
Фиг.7 представляет собой вид сбоку на концевой участок катетера, показанный на Фиг.6, подготовленный к монтажу разъемных кольцевых электродов.
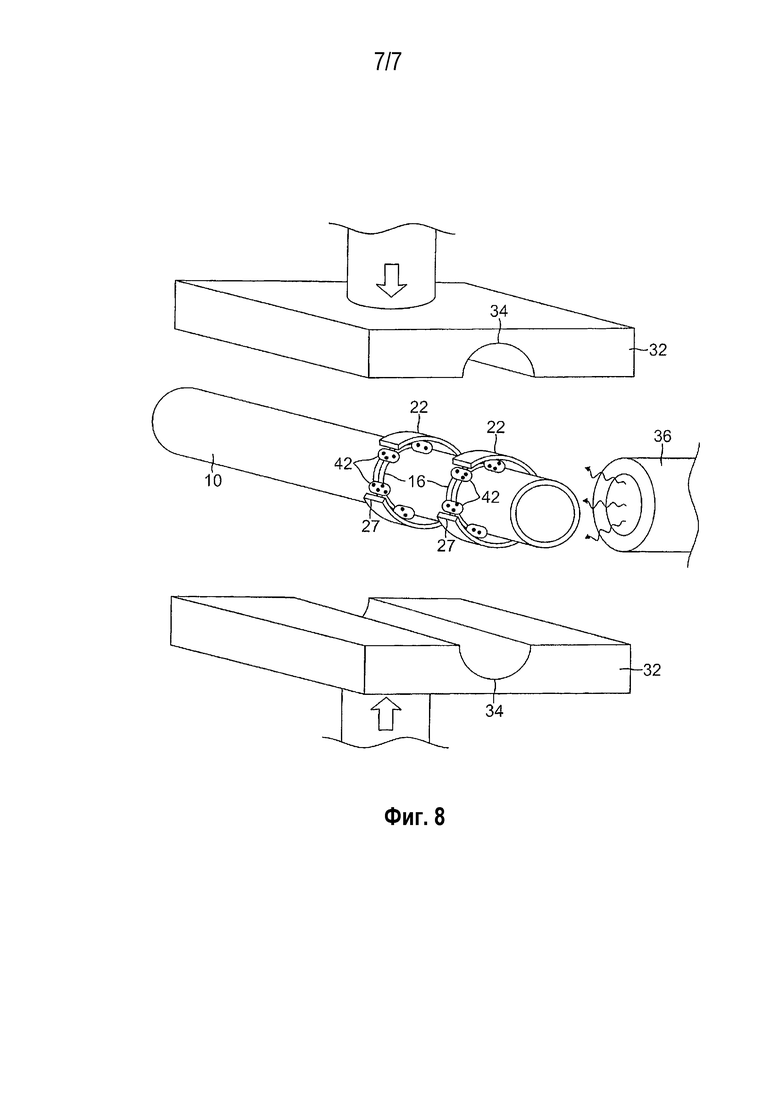
Фиг.8 представляет собой перспективный эскиз матричной сборки в использовании в еще одном из вариантов исполнения концевого участка катетера в соответствии с характеристиками настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с данным изобретением предоставляется улучшенный способ закрепления разъемного кольцевого электрода на стержне катетера с целью выполнения низкоомного соединения с электродным проводом с помощью электропроводящего клея с активируемой теплом сменой фазовых состояний. Способ применим к катетерам любого размера и требует только того, чтобы корпус, к которому крепится кольцевой электрод, был в целом круглого сечения и имел по меньшей мере один просвет для пропуска электродных проводов.
Способ включает, во-первых, обеспечение дистального концевого участка катетера по меньшей мере с одним просветом, простирающимся горизонтально по меньшей мере через часть концевого участка. Концевой участок может быть дистальным участком цельного удлиненного корпуса катетера или отдельной конструкцией, которая надевается на дистальный конец корпуса катетера, как это хорошо известно в существующей практике. См., например, патент US № 6 171 277, включенный в данный документ посредством ссылки. Корпус катетера и концевой участок должны быть выполнены из материалов, пригодных для использования в конструировании электрофизиологических катетеров. Примером такого подходящего материала является полиуретан.
Как показано на Фиг.1 и 2A–2C, трубка или стержень 10 дистального концевого участка имеет просвет 12 и небольшое выходное отверстие 14, расположенное между просветом 12 и наружной стороной трубки 10. Размер выходного отверстия 14 не имеет критического значения, и оно может быть, например, сформировано путем протыкания иглой стенки трубки 10 и нагревания иглы в достаточной мере для того, чтобы сформировалось постоянное отверстие. Такое выходное отверстие достаточно велико для того, чтобы пропустить через него электродный провод 16, например, при помощи микроскопического крючка или подобного инструмента, но в то же время оно достаточно мало, чтобы его можно было эффективно загерметизировать.
Электродный провод 16 протягивается через просвет 12 концевого участка трубки 10 и выводится через выходное отверстие 14. Длина электродного провода 16, выступающего из отверстия 14, не представляет критической важности, но достаточна для того, чтобы этот электродный провод 16 можно было обернуть вокруг трубки 10 концевого участка желаемое количество раз. Электродный провод 16 может быть изготовлен из любого пригодного, предпочтительно неокисляющегося материала и иметь любой подходящий диаметр. В одном из вариантов осуществления изобретения диаметр электродного провода составляет 0,051 мм (0,002 дюйма), а провод выполнен из нержавеющей стали, меди или никелевого сплава, например, из никелевого сплава, содержащего около 67% никеля, а остальное представлено медью, железом или следовыми количествами других элементов. Пригодный никелевый сплав - бинарный сплав MONEL 400, содержащий поровну меди и никеля, выпускаемый компанией Special Metals Corporation of New Hartford, Нью-Йорк. В предпочтительном варианте осуществления провод, изготовленный из сплава MONEL 400, имеет покрытие из серебра, сделанное способом напыления, толщиной в диапазоне 20–30 микрон.
Участок электродного провода 16, выступающий из выходного отверстия 14, освобожден от изоляции и обернут вокруг трубки 10. Частный предпочтительный способ оборачивания показан на Фиг.1. Согласно этому способу электродный провод 16, выходящий из выходного отверстия 14, оборачивается вокруг трубки 10 на два полных оборота в одну и ту же сторону, при этом витки укладываются в дистальном направлении. Свободный конец электродного провода 16 пропускается под двумя витками, как показано, в виде так называемого найтового узла. После оборачивания следует потянуть за свободный конец электродного провода 16, чтобы витки ни в коем случае не были слабо натянутыми. Дистальный конец провода 16 обрезается рядом с витком.
Как показано дополнительно на Фиг.3A и 3B, разъемный кольцевой электрод 22 имеет внутренний диаметр, несколько больший, чем наружный диаметр трубки 10, что позволяет надеть его на трубку 10 и продвинуть до местоположения навивки электродного провода 16 и выходного отверстия 14. Например, если трубка 10 имеет наружный диаметр 2,134 мм (0,084 дюйма), предпочтительно использовать кольцевой электрод 22 с внутренним диаметром 2,159 мм (0,085 дюйма).
Как показано на Фиг.4, кольцевой электрод 22 образуется из удлиненного прямоугольного плоского куска материала 25 с наружной поверхностью 24 и внутренней поверхностью 26 и двумя противоположными концами 27. Кольцевой электрод может быть изготовлен из любого пригодного непроводящего и желательно неокисляющегося материала. Одним из предпочтительных материалов является сплав на основе платины, в состав которого также входит иридий или палладий. В одном из вариантов исполнения сплав содержит около 90% платины, а остальное приходится на долю иридия или палладия. Ширина сплава составляет диапазон от 1,0 и 3,0 мм. Если в качестве основы для разъемного кольцевого электрода используется неблагородный металл (медь или латунь марки 260), то золотое или палладиевое покрытие 47 толщиной в диапазоне от 10 до 40 микрон наносится на внутреннюю и наружную поверхности 24 и 26. Полиуретановый клей может быть использован для покрытия и герметизации как дистального, так и проксимального кольцевых краев 31D и 31P (Фиг.4).
На внутренней поверхности 26 кольцевого электрода 22 имеется покрытие 17 из электропроводящего клея (адгезива), включая связующий адгезив в форме пленки 28 с активируемой теплом сменой фазовых состояний. Подходящий адгезив - FASTELEK производства компании Fastel Adhesives, San Clemente, Калифорния. FASTELEK - электропроводящий адгезив на основе ЭВА, не содержащий растворителей (с металлическим наполнением), выпускаемый в виде пленки и разработанный для обеспечения электропроводящих соединений с малым сопротивлением, единообразной адгезии и уплотнения поверхностей соединяемых материалов. FASTELEK выпускается с разными наполнителями (серебро, никель, золото), разной толщины и с разной температурой фазового перехода. FASTELEK - эластомерный адгезив с твердостью по Шору около 80–90 A и с коэффициентом удлинения на разрыв 150%; он разработан для того, чтобы плотно склеивать поверхности самых разнообразных металлов, пластиков и эластомеров.
Кольцевой электрод 22 располагается поверх намотанного провода 16 так, что наружная поверхность 24 направлена от трубки 10, а термоактивная склеивающая пленка 28 обращена к намотанному на трубку проводу 16, при этом по длине кольцевой электрод обычно располагается перпендикулярно горизонтальной оси трубки 10. Для того чтобы обернуть, склеить, смонтировать и электрически соединить кольцевой электрод 22, по окружности трубки 10 к нему прикладывается окружное давление и выполняется нагрев. Кольцевой электрод 22 покрывает намотанный провод 16 так, что он в целом располагается центрировано внутри кольцевого электрода. После монтажа на трубке 10 кольцевой электрод приобретает в целом С-образное сечение, при этом края 27 сходятся по стенке трубки 10 друг с другом, образуя щель или зазор 29 в этой С-образной форме. Следует отметить, что кольцевой электрод 22 располагают на трубке 10 таким образом, что щель 29 не совпадает с местоположением выходного отверстия 14, где электродный провод 16 выходит из просвета 12. В показанном варианте осуществления изобретения щель 29 и выходное отверстие 14 расположены диаметрально противоположно.
При применении нагрева пленка 28 термоактивного адгезива становится управляемо текучей после того, как температура превысит порог смены фаз, и происходит склеивание покрытого серебром провода 16 под кольцевым электродом 22 и заполнение и выравнивание любых микроскопических неровностей наружной поверхности трубки 10. В ходе этого процесса адгезивная пленка 28 растекается и заполняет пустоты и воздушные зазоры между кольцевым электродом 22 и наружной поверхностью трубки 10, включая отверстие 14, герметизируя его и защищая просвет 12 от загрязнений, которые в противном случае могли бы попасть в просвет 12 через отверстие 14. Адгезивная пленка 28 также растекается и герметизирует кольцевые срезы дистального и проксимального краев 31D и 31P кольцевого электрода 22. Адгезивная пленка 28 затекает также и в щель 29, соединяя поперечные участки электрода в области краев 27.
Пленка 28 может быть получена путем нагревания адгезива до температуры текучести на большом листе фольги толщиной 0,0178 мм (0,0007 дюйма) с последующим вырезанием нужных участков фольги матрицей. Во время установки разъемного кольцевого электрода 22 на трубку 10 адгезивную пленку 28 снова нагревают до температуры текучести, чтобы прикрепить ее к трубке и проводу.
Как показано на Фиг.2C, на дистальном конечном участке 15, изготовленном в соответствии с данным изобретением, имеется С-образный разъемный кольцевой электрод 22, установленный на трубке 10, имеющей просвет 12 и отверстие 14, через которое из просвета 12 выходит на наружную поверхность провод 16, дистальный участок которого обернут вокруг трубки. Разъемный кольцевой электрод 22 и провод 16 электрически соединены при помощи термоактивной связующей адгезивной пленки 28 между наружной поверхностью трубки 10 и кольцевым электродом 22, который установлен на трубке 10 и покрывает намотанный на трубку провод 16. Электрическое соединение образуется без использования контактной сварки сопротивлением или лазерной сварки, что обеспечивает ряд преимуществ. Соответственно, изготовление дистального концевого участка 15 по способу, предусмотренному данным изобретением, менее трудоемко, требует меньше времени и в меньшей степени сопряжено с электрическими дефектами вследствие ненадлежащей техники изготовления. Следует понимать также, что данное изобретение включает использование многопросветных трубок 10', как показано на Фиг.2D, в каком случае провода 16 выходят из просвета 12' через отверстия 14.
Как только кольцевой электрод 22 размещается непосредственно над намотанным проводом 16, дистальный концевой участок 15 (и любые другие участки катетера, на которых имеются разъемные кольцевые электроды) помещается в матрицу 30, как показано на Фиг.5. Каждая из подвижной верхней и нижней полукруглых половин матрицы 32 имеет полуцилиндрическую впадину 34, совместно эти впадины образуют диаметр, который определяет желаемый наружный диаметр дистального концевого участка 15 (или любого другого участка катетера, на котором расположены разъемные кольцевые электроды). Каждая из верхних или нижних частей матрицы 32 может быть нагрета до температуры плавления и текучести термоактивного связующего адгезива (пленки 28), что позволяет растекающемуся адгезиву склеивать вместе обернутый вокруг трубки провод 16, кольцевой электрод 22 и трубку 10. Части матрицы 32 могут быть нагреты любым из общепринятых способов, например, с помощью электронагревательного элемента. В качестве альтернативы или дополнительно, горячий воздух может быть подведен по трубке или трубе 36, как показано. Как показано выше, растекающийся адгезив также заполняет микроскопические дефекты поверхности, сглаживая все неровности на наружной поверхности трубки 10, заполняет выходное отверстие 14 и соединяет герметично проксимальный и дистальный концы кольцевого электрода.
Соответственно, растекшийся адгезив образует низкоомное электропроводящее соединение между разъемными кольцевыми электродами 22 и соответствующими проводами 16. С этой целью покрытие из серебра на проводе 16 в значительной мере снижает сопротивление провода на единицу длины, при этом как покрытие провода, так и адгезив содержат серебро, которое обладает максимальной из всех элементов электропроводностью, так образуется гибкое низкоомное соединение без использования каких-либо механических напряжений, вызываемых в кольцевом электроде 22 или в трубке 10. Разъемные кольцевые электроды 22, установленные в соответствии с данным изобретением, имеют также преимущество, выражающееся в уменьшении на 50% сопротивления между кольцевым электродом 22 и штырями штекера (не показаны) в ручке управления катетером 16 при использовании проводов из сплава MONEL. Провод из сплава MONEL 400 диаметром 0,076 мм (0,003 дюйма) имеет 40 ом/фут, а покрытый серебром провод из сплава MONEL 400 диаметром 0,051 мм (0,002 дюйма) имеет сниженное сопротивление на уровне 20 ом/фут. Соответственно, данное изобретение облегчает изготовление очень экономичных катетеров с высокой плотностью электродов, так как разъемные кольцевые электроды могут быть размещены на дистальном концевом участке и электрически соединены с проводами за одно технологическое действие, и провода из сплава MONEL с напылением из серебра могут быть меньшего диаметра, что уменьшает общее сопротивление между кольцевым электродом и штырем штекера. Может также увеличиться количество проводов, пропускаемых через просвет (например, с 1 до 50 и выше).
Разумеется, местный участок трубки 10, прилегающий к обернутым вокруг нее проводам, нагревается при помещении дистального концевого участка 15 в матрицу. Если трубка изготовлена из полиуретана, то при температуре около 110–125°С происходит также размягчение материала трубки. Такое размягчение может также помочь вплавить обернутые вокруг трубки провода в поверхность трубки, что позволит с помощью матрицы еще сильнее уменьшить наружный диаметр кольцевого электрода, установленного на трубке поверх намотанных проводов.
Разумеется, если предпочтительно нагревание трубки для облегчения вплавления намотанных проводов, то нет необходимости использовать данное изобретение. Более того, если используется нагрев, может применяться любая температура, способствующая размягчению пластикового материала стержня концевого участка. Кроме того, для нагревания может использоваться любой способ или устройство, в частности для получения локального нагрева.
Альтернативный способ изготовления в соответствии с данным изобретением показан на Фиг.6–8. Подготавливается трубка 10 с отверстиями 14 и намотанными вокруг поверхности трубки проводами 16, как описано выше. Подготовленная трубка затем помещается под иглу-дозатор 40, которая разливает термоактивный связующий адгезив 17 непосредственно на наружную поверхность трубки 10 и обернутые вокруг нее провода 16 по мере того, как трубка 10 вращается вокруг оси, как показано стрелкой 45. Адгезив может быть нанесен как сплошной линией, так и каплями 42. Игла-дозатор 40 нагревается до температуры, обеспечивающей текучесть адгезива 17, например с помощью нагревательного электрического элемента, или же с помощью трубы или трубки 36 к ней может подводиться горячий воздух. Разъемный кольцевой электрод 22 (с пленкой термоактивного связующего адгезива или без нее) устанавливается затем на трубку 10, покрывая нанесенный адгезив 42 и обернутые провода 16, с помощью матрицы 30.
Предшествующее описание изложено со ссылкой на предпочтительные на данный момент варианты осуществления изобретения. Специалистам в области техники и технологии, к которой принадлежит настоящее изобретение, будет понятно, что описанная конструкция допускает модификации и изменения, не нарушающие принципы и сущность настоящего изобретения и не выходящие за рамки его объема. Например, в любом месте ручки управления может быть установлен механизм управления продвижением провода. Пользовательский интерфейс может быть изменен таким образом, чтобы ручка управляла линейным перемещением, а не вращательным, как указано выше. Если нужно обеспечить отклонение в двух направлениях, может предусматриваться вторая тяга, что понятно любому лицу, обладающему базовыми познаниям в рассматриваемом вопросе. Кроме того, чертежи не нуждаются в масштабировании.
Соответственно, вышеприведенное описание не следует считать относящимся только и именно к тем конструкциям, которые описаны и проиллюстрированы на прилагающихся чертежах, но следует рассматривать его как соотносимое со следующими заявками такого типа и поддерживающее их во всей их полноте и правдивости описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТЕТЕР ДЛЯ ДЕСТРУКЦИИ С ОПТИЧЕСКИ ПРОЗРАЧНОЙ ЭЛЕКТРОПРОВОДЯЩЕЙ ГОЛОВКОЙ | 2008 |
|
RU2473319C2 |
| ОРОШАЕМЫЙ КАТЕТЕР С ВСТРОЕННЫМ ДАТЧИКОМ ПОЛОЖЕНИЯ | 2011 |
|
RU2592780C2 |
| КАТЕТЕР С ОХЛАЖДЕНИЕМ НА НЕАБЛЯЦИОННОМ ЭЛЕМЕНТЕ | 2013 |
|
RU2674887C2 |
| КАТЕТЕР С ВСЕНАПРАВЛЕННЫМ ОПТИЧЕСКИМ НАКОНЕЧНИКОМ, ОБЛАДАЮЩИЙ ИЗОЛИРОВАННЫМИ ОПТИЧЕСКИМИ ПУТЯМИ | 2008 |
|
RU2491014C2 |
| КАТЕТЕР С УСОВЕРШЕНСТВОВАННЫМ ПРЕДОХРАНИТЕЛЬНЫМ ТРОСОМ ДЛЯ ДИСТАЛЬНОГО НАКОНЕЧНИКА И СВЯЗАННЫЙ С НИМ СПОСОБ | 2013 |
|
RU2659018C2 |
| КАТЕТЕР ЛЕЧЕНИЯ ТРЕПЕТАНИЯ ПРЕДСЕРДИЙ С МЕХАНИЗМОМ ДВОЙНОГО ОТКЛОНЕНИЯ ОДНОКРАТНОГО ДЕЙСТВИЯ | 2013 |
|
RU2627675C2 |
| КАТЕТЕР С ОДНООСНЫМИ ДАТЧИКАМИ | 2011 |
|
RU2503408C2 |
| КАТЕТЕР, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ НЕПОСРЕДСТВЕННОГО КОНТАКТА С ТКАНЯМИ | 2012 |
|
RU2609457C2 |
| ЭЛЕКТРОФИЗИОЛОГИЧЕСКИЙ КАТЕТЕР | 2014 |
|
RU2675085C2 |
| КАТЕТЕР СО СПИРАЛЕВИДНОЙ КОНЦЕВОЙ СЕКЦИЕЙ ДЛЯ АБЛЯЦИИ СОСУДОВ | 2013 |
|
RU2633327C2 |
Способ прикрепления разъемного кольцевого электрода на трубку катетера относится к медицине. При этом обеспечивают трубку с просветом, боковой стенкой и отверстием в боковой стенке, обеспечивающим сообщение между просветом и наружной стороной трубки. Пропускают электродный провод через просвет и из отверстия так, чтобы обнажить дистальный участок электродного провода. Располагают дистальный участок электродного провода на наружной поверхности трубки. Устанавливают разъемный кольцевой электрод на наружной поверхности трубки с перекрыванием отверстия и дистального участка электродного провода. Обеспечивают пленку электропроводящего адгезива между кольцевым электродом и наружной поверхностью трубки. Нагревают пленку электропроводящего адгезива до состояния текучести. Достигается расширение арсенала способов прикрепления разъемного кольцевого электрода на трубку катетера. 15 з.п. ф-лы, 8 ил.
1. Способ прикрепления разъемного кольцевого электрода на трубку катетера, включающий:
обеспечение трубки, имеющей по меньшей мере один просвет, боковую стенку и по меньшей мере одно отверстие в боковой стенке, обеспечивающее сообщение между упомянутым по меньшей мере одним просветом и наружной стороной трубки;
пропускание электродного провода через упомянутый по меньшей мере один просвет и из упомянутого по меньшей мере одного отверстия так, чтобы обнажить дистальный участок электродного провода;
расположение дистального участка электродного провода на наружной поверхности трубки;
установку разъемного кольцевого электрода на наружной поверхности трубки с перекрыванием отверстия и дистального участка электродного провода;
обеспечение пленки электропроводящего адгезива между кольцевым электродом и наружной поверхностью трубки; и
нагревание пленки электропроводящего адгезива до состояния текучести.
2. Способ по п.1, в котором обеспечение пленки электропроводящего адгезива включает нанесение пленки электропроводящего адгезива на внутреннюю поверхность разъемного кольцевого электрода перед установкой его на наружную поверхность трубки.
3. Способ по п.2, в котором кольцевой электрод содержит платиновый сплав.
4. Способ по п.3, в котором платиновый сплав содержит платину и по меньшей мере один металл, выбранный из группы, включающей иридий, палладий и медь.
5. Способ по п.3, в котором платиновый сплав содержит около 90% платины.
6. Способ по п.1, в котором по меньшей мере один провод содержит нержавеющую сталь, медь или никелевый сплав.
7. Способ по п.1, в котором по меньшей мере один провод имеет покрытие из серебра.
8. Способ по п.3, в котором толщина покрытия из серебра составляет около 20–30 микрон.
9. Способ по п.1, в котором диаметр провода составляет от 0,051 мм (0,002 дюйма) до 0,127 мм (0,005 дюйма).
10. Способ по п.1, в котором расположение дистального участка электродного провода на наружной поверхности трубки включает оборачивание дистального участка вокруг наружной поверхности трубки.
11. Способ по п.1, в котором электропроводящий адгезив содержит электропроводящий термоактивный связующий адгезив со сменой фазовых состояний.
12. Способ по п.1, в котором толщина кольцевого электрода находится в диапазоне от 1,0 до 3,0 мм.
13. Способ по п.1, в котором разъемный кольцевой электрод имеет покрытие из золота или палладия.
14. Способ по п.13, в котором толщина покрытия разъемного кольцевого электрода составляет от 10 до 40 микрон.
15. Способ по п.1, в котором установка разъемного кольцевого электрода на наружную поверхность трубки предусматривает радиальное обжатие кольцевого разъемного электрода по наружной поверхности трубки.
16. Способ по п.1, в котором установка разъемного кольцевого электрода на наружную поверхность трубки предусматривает радиальное обжатие кольцевого разъемного электрода по наружной поверхности трубки и нагревание электропроводящего адгезива.
| US 4444195 A, 24.04.1984 | |||
| US 5458629 A, 17.10.1995 | |||
| WO 2009001327 A2, 31.12.2008 | |||
| JP 2010063886 A, 25.03.2010 | |||
| ВИРТУАЛЬНЫЙ ЭЛЕКТРОД ДЛЯ ВЫСОКОЧАСТОТНОГО РАЗРУШЕНИЯ БИОТКАНЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2008 |
|
RU2400171C2 |

