Область техники, к которой относится изобретение
Настоящее изобретение относится к контактной точечной сварке, более конкретно к усовершенствованному электроду для точечной контактной сварки алюминия при большом усилии зажима и сварочном токе высокого напряжения.
Уровень техники
Использование алюминия в конструкциях легковых автомобилей, грузовых автомобилей и других транспортных средств становится все более интенсивным. Это связано с тем, что данный материал имеет несколько преимуществ перед железными сплавами, включая меньшую плотность и большую устойчивость к коррозии. Использование алюминиевых сплавов позволяет производителям транспортных средств выполнять требования по безопасности и прочности, при этом снижение массы за счет использования алюминия выгодно уменьшает нагрузку на двигатель, что снижает потребление топлива и выбросы выхлопных газов.
Контактная точечная сварка является способом, используемым производителями транспортных средств для соединения алюминиевых деталей. Преимуществами контактной точечной сварки являются ее низкая стоимость, высокая скорость и простота, а также легкость автоматизации. Недавние разработки и усовершенствования в области среднечастотных источников питания, оборудования для заправки электрода и сервопистолетов также способствуют все более широкому распространению контактной точечной сварки алюминия в производстве транспортных средств.
Существенной является необходимость в высокомощных сварочных пистолетах, поскольку сварочный ток для алюминия должен быть в 2-3 раза выше, чем требуется для стали, при этом время сварки алюминия составляет примерно от 1/4 до 1/2 от времени, необходимого для сварки стали. Таким образом, оборудование для сварки алюминия должно быть способно создать высокий уровень тока в интервале времени, который на 50-75% меньше, чем при сварке стали. Данные требования выявляют необходимость в создании достаточного сварочного давления и выравнивания электрода при начале сварки.
С этой точки зрения, в опубликованной патентной заявке США №2013/0020288 (Moision et al.) раскрыты система и способ для сварки алюминиевых деталей, в которых для соединения деталей через электроды подается заранее определенный ток. Затем на основании этого заранее определенного тока может быть получен профиль сопротивления. На основании профиля сопротивления может быть выбран правильный профиль шва. После этого профиль шва используют для выполнения сварки детали.
Сварочные токи и профили тока не являются единственными параметрами, которые могут быть использованы для эффективного обеспечения неизменно высокого качества сварных швов алюминия. В действительности изменение силы зажима, приложенной на детали, влияет на (а) давление между сварочным электродом и деталями и (b) распределение сопротивления на контактных поверхностях электрода и детали. Недавно было установлено, что сила точечной сварки до 12 кН и сварочные токи до 80 кА могут быть использованы для создания наиболее эффективных и высококачественных сварных швов между алюминиевыми деталями, такими как корпуса из листовых алюминиевых сплавов.
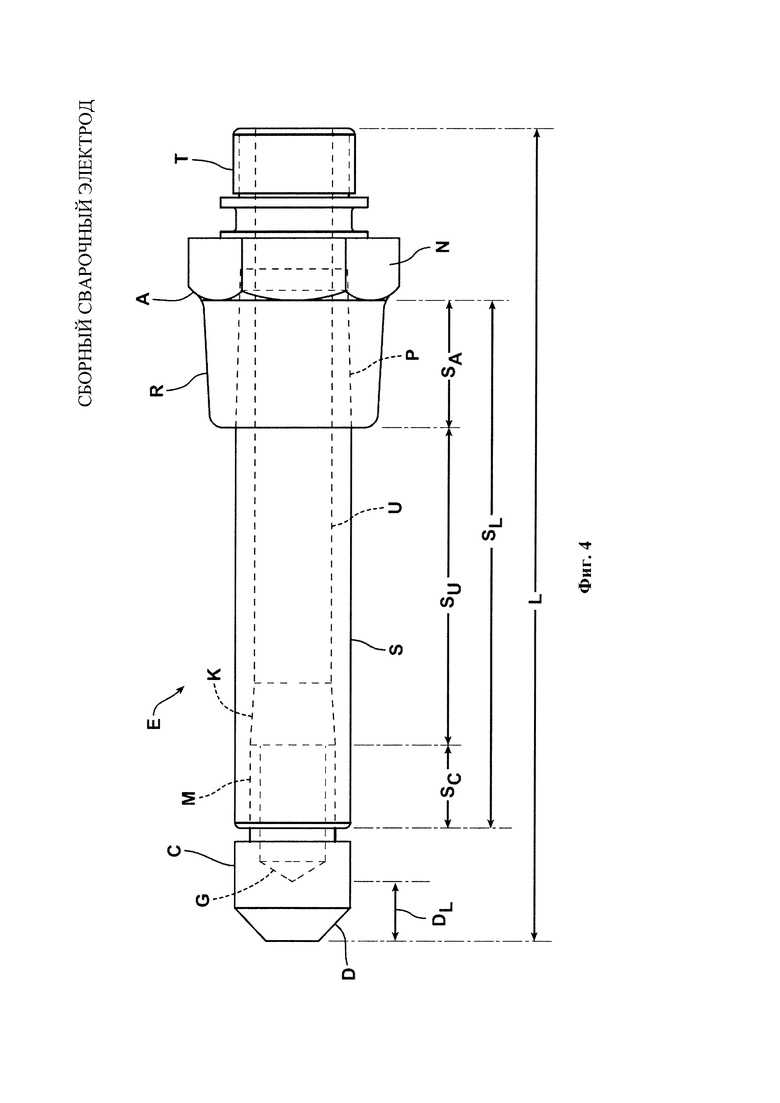
Сборный электрод Ε для точечной сварки, известный из уровня техники, состоит из трех компонентов, изображенных на Фиг. 4. Сборный электрод Ε содержит установочный переходник А, хвостовик S и наконечник С. Установочный переходник А имеет установочный конец Τ для крепления сборного электрода Ε к сварочному пистолету. Встроенная шестигранная гайка N позволяет затягивать и ослаблять соединение.
Установочный переходник А также имеет отверстие, в которое вставлен и зафиксирован конический участок Ρ хвостовика S. Боковая стенка R переходника А сцеплена с этим участком Ρ хвостовика S и усиливает его. В муфту К, расположенную на дальнем конце хвостовика S, вставлен установочный конец M наконечника С электрода. Рабочий конец (сварочная часть) D наконечника С отходит от хвостовика S.
Сборный сварочный электрод Ε выполнен из меди или медного сплава. Хвостовик S имеет просвет U для циркуляции воды или другой охлаждающей среды по направлению к охлаждающему каналу G в наконечнике C для уменьшения нагревания электрода в процессе сварки. Этот просвет U нарушает конструктивную целостность хвостовика S до такой степени, что он не способен противостоять силе точечной сварки до 12 кН и сварочным токам до 80 кА в течение приемлемого срока службы.
Раскрытие изобретения
Настоящее изобретение относится к новому сборному сварочному электроду, характеризующемуся улучшенной прочностью и увеличенным сроком службы при приложении силы точечной сварки до 12 кН и сварочном токе до 80 кА. Преимуществом является то, что новый электрод имеет указанные достоинства, будучи изготовленным из того же материала и имея ту же общую стандартную длину, что и сборный электрод E, известный из уровня техники. Таким образом, новый электрод может быть использован со стандартными сварочными пистолетами, стандартным оборудованием для заправки электрода и стандартным оборудованием для замены электрода, которое уже установлено и работает на производственной линии.
В соответствии с целями и преимуществами, описанными в настоящем документе, представлен новый сборный сварочный электрод. Этот сборный электрод имеет корпус и наконечник, установленный на корпусе. Наконечник электрода имеет установочный конец, соединенный с корпусом, и рабочий конец для выполнения сварки. Кроме того, наконечник электрода между установочным концом и рабочим концом содержит выступающий ободок для защиты корпуса во время заправки наконечника электрода и облегчения извлечения наконечника электрода при замене.
Наконечник электрода также содержит канал для охлаждающей жидкости. Канал для охлаждающей жидкости проходит через установочный конец и за ободок. В одном варианте соотношение длины установочного конца к длине рабочего конца составляет от 1 к 0,6 до 1 к 1,9. В другом варианте соотношение длины установочного конца к длине рабочего конца составляет от 1 к 1,5 до 1 к 1,7. В еще одном варианта соотношение длины установочного конца к длине рабочего конца приблизительно равно 1 к 1,3.
Кроме того, в одном варианте соотношение длины канала для охлаждающей жидкости к длине наконечника электрода составляет от 1 к 1,3 до 1 к 2,0. В еще одном варианте соотношение длины канала для охлаждающей жидкости к длине наконечника электрода составляет от 1 к 1,65 до 1 к 1,75.
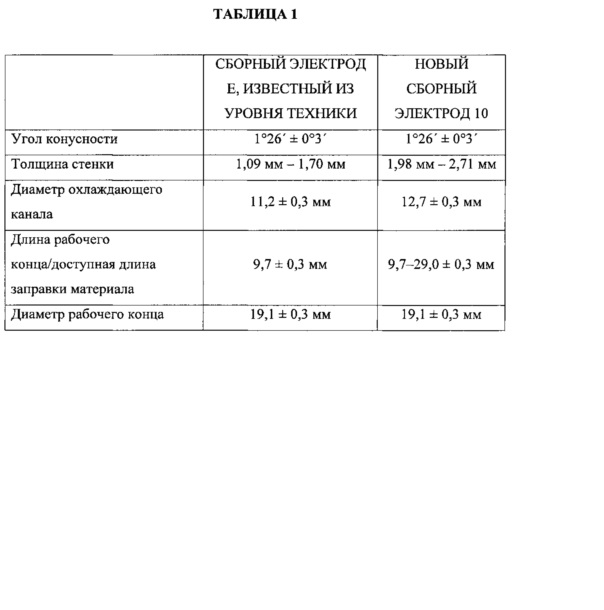
В одном примере установочный конец имеет угол конусности, приблизительно равный 1°26'±0°3', и толщину стенки, приблизительно равную 1,98-2,71 мм. Диаметр канала для охлаждающей жидкости приблизительно равен 12,7±0,3 мм. Увеличенная толщина стенки в сочетании с увеличенной площадью поперечного сечения охлаждающего канала значительно улучшают рабочие характеристики наконечника электрода.
Кроме того, длина рабочего конца составляет 20,5±0,3 мм, а диаметр 19,1±0,3 мм. Дополнительная длина рабочего конца существенно увеличивает срок службы наконечника электрода.
В соответствии с дополнительным аспектом настоящего изобретения в сборном сварочном электроде из трех компонентов общей длиной L хвостовик имеет общую длину 0,41-0,59 L, где от участок длиной 0,29 L до 0,60 L может быть вставлен в коническое отверстие, гнездо или муфту и усилено с помощью боковой стенки установочного переходника. Кроме того, в участок хвостовика длиной от 0,16 L до 0,33 L может быть вставлен установочный конец наконечника электрода, что позволит усилить данный участок хвостовика с помощью наконечника электрода. Следовательно, от 45,3 до 92,9% от общей длины хвостовика будут конструктивно усилены с помощью установочного конца наконечника электрода и боковой стенки установочного переходника.
В альтернативном варианте осуществления изобретения общая длина хвостовика равна 0,52-0,59 L, при этом участок длиной от 0,29 L до 0,40 L ближнего конца хвостовика вставлен в муфту или коническое отверстие и усилен установочным переходником. Кроме того, в участок хвостовика длиной от 0,16 L до 0,22 L может быть вставлен установочный конец наконечника электрода, что позволит усилить данный участок хвостовика с помощью наконечника электрода. Следовательно, от 45,3 до 61,1% от общей длины хвостовика будут конструктивно усилены с помощью установочного конца наконечника и боковой стенки установочного переходника.
Эти и другие варианты осуществления сборного сварочного электрода отчасти раскрыты в нижеследующем описании, а отчасти очевидны для среднего специалиста в данной области техники после ознакомления со следующим описанием и сопроводительными чертежами.
Краткое описание чертежей
На сопроводительных чертежах, включенных в настоящее описание и являющихся его неотъемлемой частью, представлено несколько аспектов сборного сварочного электрода, которые также рассматриваются в описании изобретения для иллюстрации принципов изобретения. На данных сопроводительных чертежах представлено следующее.
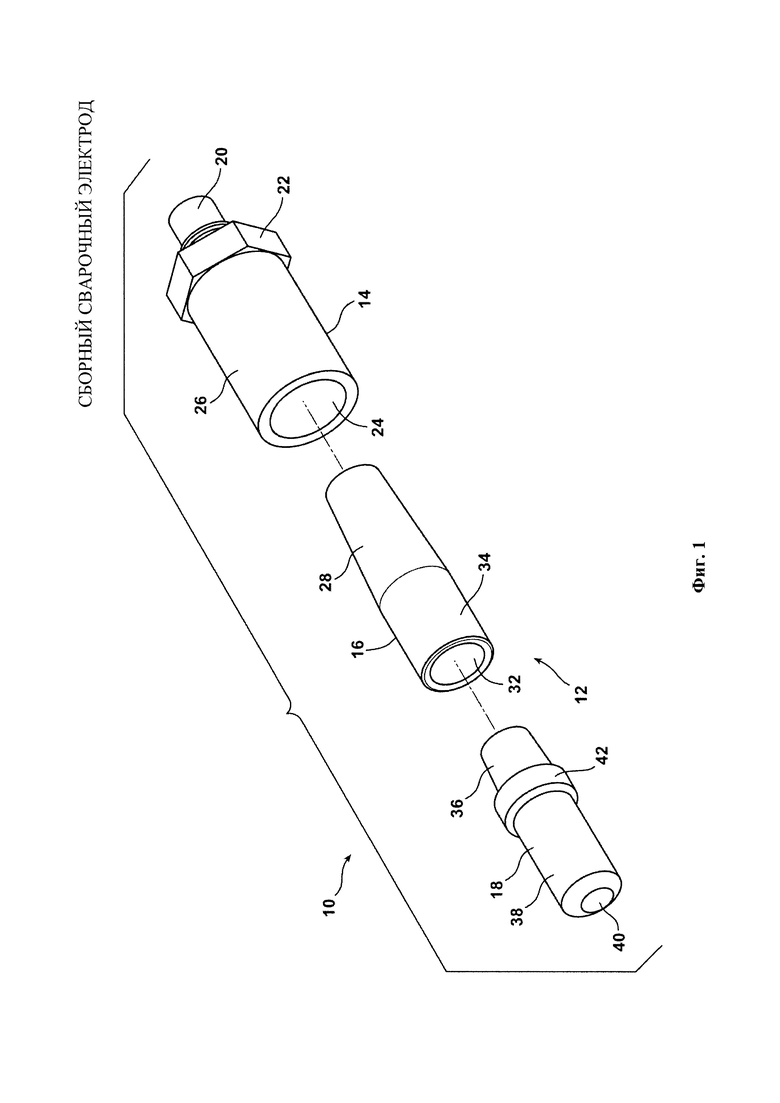
На Фиг. 1 представлен покомпонентный общий вид сборного сварочного электрода, который является объектом настоящего изобретения.
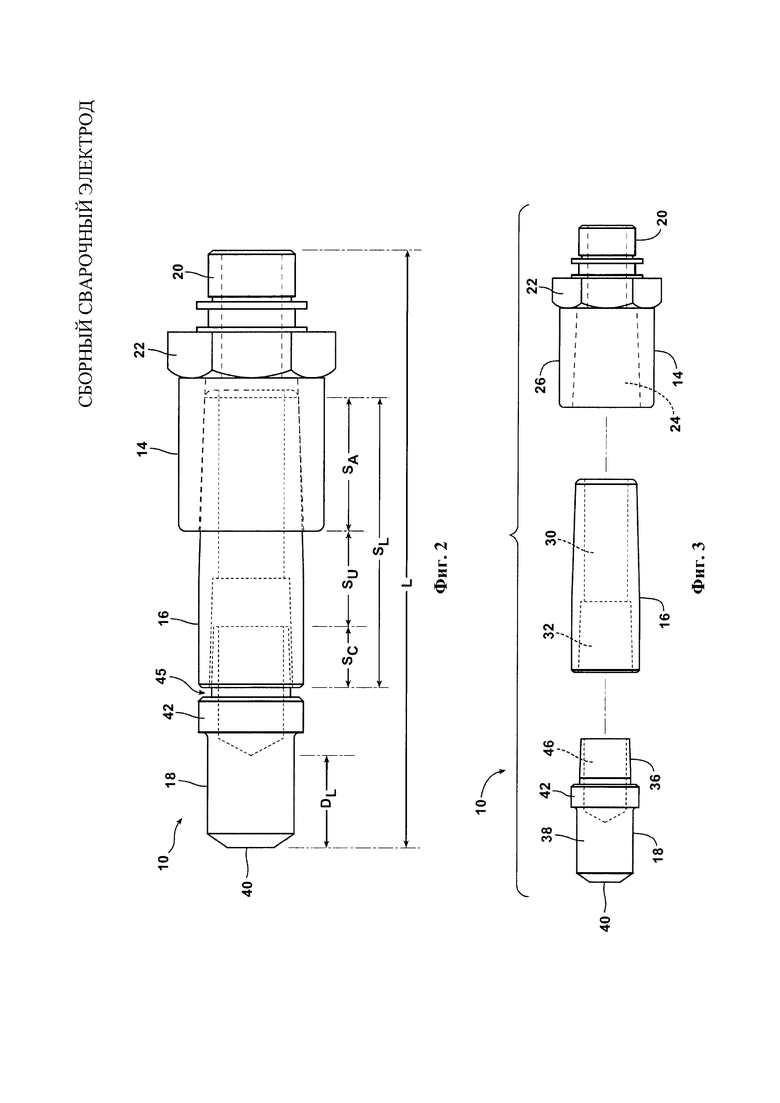
На Фиг. 2 представлен вид в поперечном разрезе собранного сварочного электрода с Фиг. 1.
На Фиг. 3 представлена вертикальная боковая проекция сборного электрода, представленная для более наглядного изображения внутренних каналов в различных компонентах узла.
На Фиг. 4 представлен вид в поперечном разрезе сборного сварочного электрода, известного из уровня техники, который может быть заменен на сборный сварочный электрод с Фиг. 2-3. Фиг. 2 и 4 представлены в целях сравнения.
Осуществление изобретения
Ниже приведено подробное описание предпочтительных вариантов выполнения сборного сварочного электрода.
Сборный сварочный электрод 10 будет описан далее со ссылками на Фиг. 1, 2 и 3. Сборный сварочный электрод 10 включает в себя корпус 12, состоящий из установочного переходника 14 и хвостовика 16. Наконечник 18 электрода прикреплен к хвостовику 16 и вместе с остальными элементами создает трехкомпонентный сборный сварочный электрод 10. Сборный сварочный электрод 10 может быть изготовлен из материала, имеющего высокую тепло- и электропроводность, а также повышенную жесткость. Подходящими материалами являются медь и ее сплавы, о которых известно, что они используются при изготовлении электродов для сварки алюминия. Например, жесткость меди может быть увеличена путем создания сплава с цирконием, кобальтом, хромом и даже оксидом алюминия.
Как показано на фигурах, установочный переходник 14 имеет установочный конец 20 для сцепления с ответным отверстием для вставки электрода в сварочном пистолете. Встроенная шестигранная гайка 22 позволяет надежно затянуть соединение электрода 10 со сварочным пистолетом или ослабить данное соединение, если это необходимо для проведения технического обслуживания или замены сварочного электрода. Установочный переходник 14 также имеет коническое отверстие или муфту 24 с боковой стенкой 26, изготовленной из материала относительно большого сечения.
Хвостовик 16 имеет ближний (конический) установочный конец 28 и дальний конец 34. Как показано на Фиг. 2, при правильной сборке установочный конец 28 хвостовика 16 полностью вставляется в коническое отверстие 24 установочного переходника 14 и удерживается в нем. Конус установочного конца 28 совпадает с конусом отверстия 24 так, что боковая стенка 26 сцепляется с хвостовиком 16 и усиливает его. Это обеспечивает дополнительную прочность установочного конца 28 хвостовика 16. При креплении друг к другу центральный просвет или канал 30 для охлаждающей жидкости, проходящий через хвостовик 16, соединен с коническим отверстием 24 в монтажном переходнике 14. Коническое торцевое отверстие 32 в дальнем конце 34 хвостовика 16 предназначено для помещения в него наконечника 18 электрода так, как это более подробно описано далее.
Как показано на фигурах, наконечник 18 электрода имеет конический установочный конец 36, который вставляется в торцевое отверстие 32 хвостовика 16 и фиксируется в нем, и рабочий конец 38, имеющий контактную поверхность 40 для соединения со свариваемой алюминиевой деталью. В частности, установочный конец 36 имеет угол конусности, приблизительно равный 1°26'±0°3', и толщину стенки, приблизительно равную 2,16-2,56 мм. Выступающий ободок 42 концентрически проходит вокруг наконечника 18 электрода на рабочем конце 38. В одном возможном варианте указанный ободок 42 выступает на 1,2-2,4 мм над внешней поверхностью конца 38 и может иметь ширину (диаметр) 21,9-22,5 мм. Кроме того, выступающий ободок 42 может при необходимости иметь кромку или шероховатую поверхность для удобства захвата или удержания наконечника 18 при вставке или извлечении из хвостовика 16 во время проведения замены наконечника электрода.
Как показано на Фиг. 2 и 3, наконечник 18 электрода также имеет канал 46 для охлаждающей жидкости. Диаметр охлаждающего канала 46 приблизительно равен 12,7±0,3 мм. Важно, чтобы канал 46 для охлаждающей жидкости проходил по всей длине установочного конца 36 и, как показано в данном варианте, выходил за пределы выступающего ободка 42. При правильной сборке сварочного электрода 10 канал 46 для охлаждающей жидкости напрямую сообщается с центральным охлаждающим каналом 30 в хвостовике 16, который напрямую сообщается с коническим отверстием 24. Охлаждающая жидкость, например, вода или другая охлаждающая среда, может быть направлена из сварочного пистолета (не показан) через коническое отверстие 24 и охлаждающий канал 30 в охлаждающий канал 46 сварочного электрода 10. Это позволяет обеспечить поддержание более низкой рабочей температуры сборного электрода 10 в процессе сварки, что увеличит срок службы изделия и уменьшит наплавление материала детали на контактной поверхности 40 наконечника 18 электрода.
В одном возможном варианте соотношение длины установочного конца 36 к длине рабочего конца 38 составляет от 1 к 0,6 до 1 к 1,9. В другом возможном варианте данное соотношение составляет от 1 к 1,5 до 1 к 1,7. В еще одном возможном варианте данное соотношение приблизительно равно 1 к 1,3. В одном возможном варианте длина рабочего конца составляет 20,5±0,3 мм, а диаметр - 19,1±0,3 мм. Таким образом, длина больше, чем диаметр.
В одном возможном варианте соотношение длины канала 46 для охлаждающей жидкости к общей длине наконечника 18 составляет от 1 к 1,3 до 1 к 2,0. В другом варианте данное соотношение составляет от 1 к 1,65 до 1 к 1,75. При одновременном соблюдении указанных соотношений длины установочного конца 36 к длине рабочего конца 38 и длины канала 46 для охлаждающей жидкости к общей длине наконечника 18 электрода можно получить более длинный рабочий конец наконечника электрода при сохранении необходимой степени охлаждения для поддержания увеличенного срока службы.
Как было сказано выше, выступающий ободок 42 на наконечнике 18 электрода является удобным для использования при манипуляциях с наконечником во время помещения наконечника в хвостовик 16 или извлечении его из хвостовика 16. Выступающий ободок 42 также служит для ограничения конического зацепления и указывает на износ конуса, позволяя видеть ширину зазора 45 между ободком 42 и концом хвостовика 16 (см. Фиг. 2). Следует также понимать, что заправка наконечников 18 электродов, как правило, осуществляется для восстановления контактной поверхности 40 электрода до необходимой геометрии так, чтобы выполнить соответствующий и высококачественный сварной шов. В идеальных условиях заправка осуществляется до того, как износ электрода станет причиной ухудшения качества сварного шва. Оборудование для заправки может быть роботизированным, в результате чего обычно заправка будет занимать несколько секунд. Следовательно, данная операция может быть выполнена во время перемещения деталей по линии сборки. Преимуществом является то, что выступающий ободок 42 обеспечивает защиту хвостовика 16 от брызг металла во время сварки и контакта и металлических стружек во время заправки.
Следует понимать, что выступающий ободок 42 является только одним из уникальных аспектов сборного сварочного электрода 10. В таблице 1, приведенной ниже, представлено сравнение других важных характеристик нового сборного электрода 10 и сборного электрода Е, известного из уровня техники. Следует понимать, что, несмотря на того, что угол конусности не изменен, толщина стенки в месте конуса сборного электрода 10 приблизительно на 59-81% больше, чем толщина стенки сборного электрода Ε (т.е. 2,71 вместо 1,70 и 1,98 вместо 1,09). Стенка конуса, изготовленная из материала большего сечения и имеющая больший диаметр, положительно влияет на допустимую нагрузку, токонесущую способность, перегрев, установку и извлечение наконечника электрода. Кроме того, данные преимущества могут быть достигнуты путем минимизации глубины/длины зацепления конуса так, чтобы не мешать доступу к электроду 10 для герметизации рабочей области.
В то же время диаметр охлаждающего канала был увеличен с 11,2 мм в электроде Ε до 12,7 мм в электроде 10. Увеличение диаметра охлаждающего канала приблизительно на 13% увеличивает и оптимизирует теплоотвод. Диаметр охлаждающего канала увеличивается за счет толщины стенки. Важно отметить, что оба показателя для сборного электрода 10 имеют большие значения по сравнению с размерами сборного электрода Е, известного из уровня техники.
Следует также отметить, что длина рабочего конца 38 наконечника 18 электрода была значительно увеличена приблизительно на 111% по сравнению с рабочим концом наконечника C электрода (20,5 вместо 9,7), при этом возможно увеличение приблизительно на 200%. Это позволит увеличить срок службы наконечника 18 до возникновения необходимости в его замене более чем в два раза, что значительно увеличит производительность. В то же время, диаметр рабочего конца 38 наконечника 18 электрода совпадает с диаметром рабочего конца наконечника C, известного из уровня техники электрода, что позволяет использовать стандартные инструменты для заправки и замены электрода, а также инструменты контроля сварного шва (например, инструменты измерения силы).
Важно, что сборный сварочный электрод 10 является более прочной и долговечной конструкцией с большей зоной заправки наконечника или рабочего конца 38 для увеличения срока службы между заменами наконечника по сравнению с электродами Е, известными из уровня техники, имеющими ту же длину L, как показано на Фиг. 4. Все указанные преимущества являются труднодостижимыми при сохранении стандартной длины L и других характеристик, которые позволяют заменить сборный электрод Е, известный из уровня техники, на сборный электрод 10 в стандартных сварочных пистолетах, если оборудование для заправки и замены электрода уже установлено и функционирует на производственной линии. Путем тщательного сравнения Фиг. 2 и 4 станет понятно, что в настоящем изобретении это осуществлено за счет сокращения общей длины хвостовика 16 по сравнению с хвостовиком S при увеличении зоны зацепления хвостовика 16 в установочном переходнике 14, чтобы усилить хвостовик и повысить прочность конструкции. При этом следует обратить внимание на зацепление первого участка 28 хвостовика 16 с коническим отверстием 24 установочного переходника 14 по сравнению с участком хвостовика S, вставленным в отверстие Ρ более короткого установочного переходника А. Следует также понимать, что толщина или калибр стенки 26 установочного переходника 14, образующего коническое отверстие 24, также увеличена по сравнению со стенкой R установочного переходника А в известном электроде E, для большего усиления и прочности. Кроме того, длина рабочего конца 38 наконечника 18 значительно увеличена по сравнению с рабочим концом D известного наконечника C, что позволяет осуществить заправку большего количества материала, что продлевает срок службы сборного электрода 10 между заменами наконечника.
Как понятно из анализа Фиг. 2, в одном возможном варианте сборного сварочного электрода 10, имеющего общую длину L, хвостовик 16 имеет общую длину 0,41-0,59 L, при этом участок установочного конца 28 хвостовика с длиной от 0,29 L до 0,60 L вставлен в коническое отверстие 24 и усилен с помощью боковой стенки 26 установочного переходника 14. Кроме того, в участок хвостовика 16 длиной от 0,16 L до 0,33 L вставлен установочный конец 36 наконечника 18, что позволяет усилить данный участок хвостовика с помощью наконечника электрода. Следовательно, от 45,3 до 92,9% от общей длины хвостовика 16 конструктивно усилены с помощью установочного конца 36 наконечника 18 электрода или боковой стенки 26 установочного переходника 14.
В другом возможном варианте общая длина хвостовика 16 составляет 0,52-0,59 L, при этом участок длиной от 0,29 L до 0,40 L ближнего конца 28 хвостовика вставлен в отверстие 24 и усилен с помощью боковой стенки 26 установочного переходника 14. Кроме того, в участок хвостовика 16 длиной от 0,16 L до 0,22 L вставлен установочный конец 36 наконечника электрода, что позволяет усилить данный участок хвостовика с помощью наконечника электрода. В данном варианте от 45,3 до 61,1% от общей длины хвостовика 16 конструктивно усилены.
В целях сравнения с предшествующим уровнем техники описание далее приведено со ссылками на Фиг. 2 и 4, на которых показана общая длина L сварочного электрода 10 по изобретению и сборного сварочного электрода Е, известного из уровня техники. Как показано на этих фигурах, хвостовик 16/S имеет длину SL от общей длины L сборного электрода 10/Е, при этом участок SA данной длины усилен с помощью установочного переходника 14/А, а участок SC данной длины усилен с помощью установочного конца 36/М наконечника 18/С электрода. SU обозначает длину хвостовика 16/S, которая остается не усиленной ни монтажным переходником 14/А, ни наконечником 18/С. Изображенный не усиленный участок хвостовика 16 в электроде 10 практически не превышает общую длину, а не усиленный участок SU сборного электрода Е, известного из уровня техники, превышает ее на 50%. Важно отметить, что большее усиление хвостовика S приводит к увеличению прочности сборного электрода 10 по сравнению с известным электродом Е, что продлевает срок службы сборного электрода 10 даже при силе точечной сварки до 12 кН и сварочном токе до 80 кА. Кроме того, как показано на Фиг. 2 и 4, использование укороченного хвостовика 16 в электроде 10 для сварки по сравнению с хвостовиком S в электродном узле E, известном из уровня техники, позволяет использовать наконечник 18 электрода с участком DL заправки значительно большей длины по сравнению с участком DL заправки сборного электрода E, известного из уровня техники, что продлевает срок службы между заменами наконечника.
Все вышесказанное приведено в иллюстративных и описательных целях. Настоящее описание не является исчерпывающим и не ограничивает варианты осуществления конкретными формами. После ознакомления с указанными концепциями могут стать очевидны некоторые модификации и изменения. Например, соединения между наконечником 18 электрода и хвостовиком 16 и хвостовиком 16 и установочным переходником могут быть резьбовыми. Кроме того, хотя представлен трехкомпонентный сборный электрод 10, следует понимать, что наконечник 18 электрода может быть использован с электродом практически любой соответствующей конструкции. Все подобные модификации и варианты охватываются объемом формулы изобретения при ее толковании в настолько широком смысле, в каком она законно и справедливо может быть истолкована.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ СВАРОЧНОГО НАКОНЕЧНИКА ПИСТОЛЕТА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2012 |
|
RU2607501C2 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Электродный узел для контактной точечной сварки | 1990 |
|
SU1745464A1 |
| НЕПОДВИЖНЫЙ ДЕРЖАТЕЛЬ-ЭЛЕКТРОД СВАРОЧНЫХ КЛЕЩЕЙ | 2014 |
|
RU2578865C1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ КЛИНА-ОТКЛОНИТЕЛЯ В СТВОЛЕ СКВАЖИНЫ | 2002 |
|
RU2231608C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ РАБОЧЕГО КОНЦА СВАРОЧНОГО ЭЛЕКТРОДА | 2014 |
|
RU2605728C2 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723852C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2017 |
|
RU2652929C1 |
Изобретение относится к контактной точечной сварке, в частности к сборному сварочному электроду. Сборный сварочный электрод (10) содержит установочный переходник (14), хвостовик (16) и наконечник (18) электрода. Хвостовик имеет ближний конец (28), выполненный с возможностью размещения в отверстии (24) установочного переходника (14). Наконечник (18) электрода имеет канал (46) для охлаждающей жидкости, рабочий конец (38), установочный конец (36), выполненный с возможностью размещения в торцовом отверстии в хвостовике (16), и выступающий ободок (42), проходящий концентрично вокруг наконечника электрода между установочным и рабочим концами. Выступающий ободок (42) служит для защиты корпуса электрода во время выполнения сварки наконечником электрода или заправки наконечника электрода для облегчения извлечения наконечника электрода при его замене и для ограничения и контроля сцепления наконечника электрода. Технический результат заключается в повышении прочности и увеличении срока службы сборного сварочного электрода при точечной сварке. 2 н. и 17 з.п. ф-лы, 4 ил., 1 табл.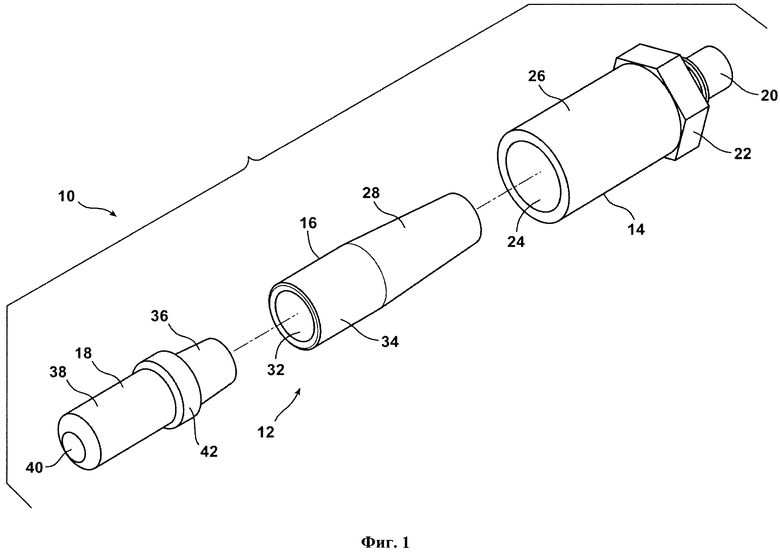
1. Сборный сварочный электрод (10), содержащий:
корпус и
наконечник электрода, установленный на корпусе, причем наконечник электрода имеет канал для охлаждающей жидкости, установочный конец, выполненный с возможностью присоединения к корпусу, рабочий конец для выполнения сварки и выступающий ободок, проходящий концентрично вокруг наконечника электрода между установочным и рабочим концами для защиты корпуса электрода во время выполнения сварки наконечником электрода или заправки наконечника электрода, для облегчения извлечения наконечника электрода при его замене и для ограничения и контроля сцепления наконечника электрода.
2. Электрод по п. 1, в котором канал для охлаждающей жидкости проходит через установочный конец и ободок.
3. Электрод по п. 2, в котором отношение длины установочного конца к длине рабочего конца составляет от 1:0,6 до 1:1,9.
4. Электрод по п. 2, в котором отношение длины установочного конца к длине рабочего конца составляет от 1:1,5 до 1:1,7.
5. Электрод по п. 2, в котором отношение длины установочного конца к длине рабочего конца составляет 1:1,3.
6. Электрод по п. 4, в котором отношение длины канала для охлаждающей жидкости к длине наконечника электрода составляет от 1:1,3 до 1:2,0.
7. Электрод по п. 4, в котором отношение длины канала для охлаждающей жидкости к длине наконечника электрода составляет от 1:1,65 до 1:1,75.
8. Электрод по п. 1, в котором установочный конец имеет угол конусности, составляющий 1°26′±0°3′, и толщину стенки в диапазоне от 1,98 до 2,71 мм.
9. Электрод по п. 8, в котором диаметр канала для охлаждающей жидкости составляет 12,7±0,3 мм.
10. Электрод по п. 1, в котором длина рабочего конца составляет 20,5±0,3 мм, и диаметр рабочего конца составляет 19,1±0,3 мм.
11. Электрод по п. 1, в котором рабочий конец имеет длину и диаметр, при этом указанная длина превышает указанный диаметр.
12. Трехкомпонентный сварочный электрод, имеющий общую длину (L) и содержащий:
(а) установочный переходник (14),
(b) хвостовик (16), имеющий ближний конец (28), выполненный с возможностью размещения в отверстии (24) установочного переходника (14), и
(с) наконечник (18) электрода, имеющий рабочий конец (38) и установочный конец (36), выполненный с возможностью размещения в торцовом отверстии в хвостовике (16),
при этом наконечник (18) электрода имеет выступающий ободок (42), размещенный между установочным концом (36) и рабочим концом (38) для осуществления операций замены наконечника (18) электрода, причем указанный ободок (42) возвышается над рабочим концом (38) на от 1,2 до 2,4 мм, и указанный хвостовик (16) имеет общую длину, составляющую от 0,41 до 0,59 общей длины (L) электрода при размещении ближнего конца (28) хвостовика в отверстии (24) на от 0,29 до 0,60 общей длины (L) электрода и усилении его за счет указанного установочного переходника (14), и размещении хвостовика (16) на от 0,16 до 0,33 общей длины (L) электрода на установочном конце (36) наконечника (18) электрода и его усиления тем самым с помощью наконечника (18) электрода.
13. Электрод по п. 12, в котором от 45,3 до 92,9% от общей длины хвостовика (16) конструктивно усилены установочным концом (36) наконечника (18) электрода или боковой стенкой (26) установочного переходника (14).
14. Электрод по п. 12, в котором от 45,3 до 61,1% от общей длины хвостовика (16) конструктивно усилены установочным концом наконечника (18) электрода или боковой стенкой (26) установочного переходника (14).
15. Электрод по п. 13, в котором наконечник (18) электрода дополнительно имеет канал (30) для охлаждающей жидкости.
16. Электрод по п. 15, в котором установочный конец (36) наконечника (18) электрода имеет угол конусности, равный 1°26′±0°3′, и толщину стенки (26) от 1,98 до 2,71 мм.
17. Электрод по п. 16, в котором диаметр канала (30) для охлаждающей жидкости составляет 12,7±0,3 мм.
18. Электрод по п. 12, в котором рабочий конец (38) имеет длину, составляющую 20,5±0,3 мм, и диаметр, составляющий 19,1±0,3 мм.
19. Электрод по п. 12, в котором рабочий конец (38) имеет длину и диаметр, при этом указанная длина превышает указанный диаметр.
| US 2009159570 A1, 25.01.2009 | |||
| US 4760235 A, 26.07.1988 | |||
| US 20130020288 A1, 24.01.2013 | |||
| Электродный узел для контактной точечной сварки | 1990 |
|
SU1745464A1 |
| ЭЛЕКТРОД С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 1995 |
|
RU2101149C1 |
| Электрод для контактной точечной сварки и способ его изготовления | 1988 |
|
SU1637981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |

