Изобретение относится к области сварки и может быть использовано при изготовлении электродов для контактной точечной сварки.
Одной из проблем в данной области техники является повышение стойкости электрода, который, являясь рабочим инструментом, осуществляет связь между сварочной машиной и свариваемыми деталями. В процессе сварки электрод осуществляет сжатие свариваемых деталей между собой, подвод тока к свариваемым деталям и отвод тепла, выделяющегося в процессе сварки. Способ изготовления электрода оказывает значительное влияние на его способность выполнять указанные выше функции.
Известен способ изготовления электродов для контактной точечной сварки [1], согласно которому электроды вытачивают из прутков, обычно поступающих в термически необработанном (для дисперсионно-упрочняемых сплавов) или отожженном состоянии. Такой способ изготовления электродов нерационален, поскольку в стружку идет до 30-40% дефицитных медных сплавов. Кроме того, этот способ малопроизводителен.
Известен способ изготовления электродов для контактной точечной сварки литьем по выплавляемым моделям [2]. Способ позволяет уменьшить расход металла и сократить последующую механическую обработку, но оправдывает себя только при изготовлении электродов сложной формы.
Известен способ изготовления электродов для контактной точечной сварки, по которому электрод изготавливают путем холодной сварки хвостовика к рабочей части электрода [3].
Известен способ изготовления электродов для контактной точечной сварки методом порошковой металлургии [4], по которому порошок засыпают в форму, осуществляют уплотнение порошка путем вибрационного вдавливания пуансона, имеющего форму охлаждающего канала для подвода воды, а затем осуществляют спекание порошка.
Оба способа [3, 4] требуют для своего осуществления специального оборудования, процесс изготовления характеризуется сложностью и большой продолжительностью.
Был предложен способ изготовления электрода [5]. На первом этапе способа заготовка из медного материала подвергалась штамповке с целью формирования внутренней охлаждающей полости с вертикальными ребрами. На втором этапе выполнялось обжатие верхней части заготовки для формирования на ней посадочного конуса. Предложенный электрод имеет полость для охлаждения, диаметр которой больше диаметра входного отверстия канала охлаждения. Это обстоятельство, а также наличие в полости вертикальных ребер способствует более интенсивному отводу тепла от рабочей поверхности электрода и повышает его эксплуатационную долговечность.
Данный способ характеризуется сложностью, а изготовленные этим способом электроды имеют большое поперечное сечение, т.е. он имеет ограниченную область применения.
Наиболее близким по своей технической сущности к заявляемому способу является способ изготовления электрода для контактной точечной сварки холодным выдавливанием [6]. Данный способ включает операции формирования рабочей части электрода и охлаждающего канала путем обратного выдавливания глухого отверстия в цилиндрической заготовке, холодной вытяжки с утонением стенки цилиндрической заготовки и последующей деформации стенки для образования посадочного конуса электрода. Формирование рабочей части электрода осуществляют путем закрытой осадки заготовки в конусообразной глухой матрице.
Конусообразная глухая матрица образована тремя усеченными конусами, сужающимися от открытого торца матрицы к ее глухой части. В процессе закрытой осадки материал заготовки заполняет и воспринимает форму матрицы. Но в силу большого трения, возникающего по коническим поверхностям матрицы, неизбежно заклинивание металла на отдельных участках матрицы, что приводит к некачественной поверхности рабочей части электрода, поэтому степень деформации металла на поверхности рабочей части электрода будет непостоянна, и как следствие этого твердость поверхности рабочей части электрода различна в разных местах. Все это сказывается на эксплуатационной долговечности электрода. Увеличение усилия осадки не приводит к устранению последствий заклинивания, а может привести к разрушению матрицы. Следует также отметить, что причиной снижения эксплуатационной долговечности электрода может оказаться цилиндрическая форма охлаждающего канала, которая формируется рассматриваемым способом.
Технический результат, создаваемый изобретением, выражается в увеличении стойкости рабочей части электрода.
В основу настоящего изобретения была положена задача разработать способ изготовления электрода для контактной точечной сварки с повышенной эксплуатационной долговечностью.
Указанная задача решается тем, что в способе изготовления электрода для контактной точечной сварки, включающем операции формирования рабочей части электрода и формирования охлаждающего канала путем обратного выдавливания глухого отверстия в цилиндрической заготовке, холодной вытяжки с утонением стенки цилиндрической заготовки и деформации стенки для образования посадочного конуса электрода, согласно изобретению формирование рабочей части электрода осуществляют в процессе калибровки мерной заготовки, при этом в верхней части заготовки формируют наметку под пуансон обратного выдавливания, а на ее нижней части формируют рабочую часть электрода путем прямого выдавливания, причем в процессе прямого выдавливания обеспечивают пластическую деформацию материала в зоне рабочей части электрода со степенью деформации не менее 25%, а формирование посадочного конуса электрода осуществляют с одновременным формированием конусообразного участка в верхней части охлаждающего канала.
Отличительная особенность заявляемого способа состоит в том, что формирование рабочей части электрода осуществляют прямым выдавливанием, что позволяет получить необходимую степень деформации металла заготовки на рабочей части электрода, а следовательно, повысить его твердость. Формирование посадочного конуса электрода, осуществляемое с одновременным формированием конусообразного участка в верхней части охлаждающего канала, позволяет получить расширяющуюся полость, примыкающую к рабочей части электрода, что улучшает отвод тепла от рабочей части электрода. В результате достигается повышение стойкости электрода.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретного примера его исполнения со ссылками на прилагаемые чертежи поэтапного изготовления электрода.
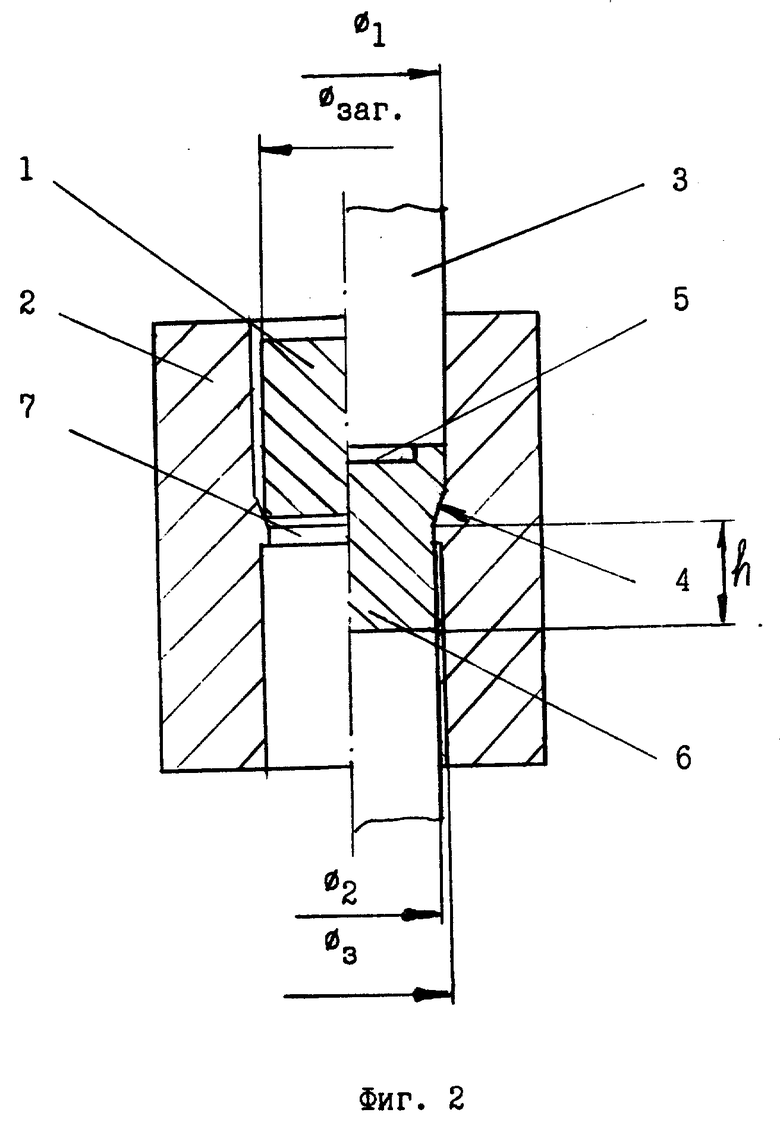
Исходную заготовку 1 диаметром ⊘заг (фиг. 1), полученную резкой прутка, смазывают смазкой, устанавливают в матрицу 2 (фиг. 2) и подвергают калибровке воздействием пуансона 3. В процессе калибровки осуществляют радиальную раздачу заготовки до диаметра ⊘1 , образуют конический участок 4, наметку 5 под пуансон обратного выдавливания и формируют прямым выдавливанием рабочую часть 6 электрода диаметром ⊘2 и высотой h. Диаметр ⊘2 выбирают исходя из требуемой степени деформации материала рабочей части электрода. Диаметр ⊘2 несколько меньше диаметра ⊘3 отверстия 7 матрицы, в силу этого отсутствуют причины для заклинивания металла в процессе прямого выдавливания.
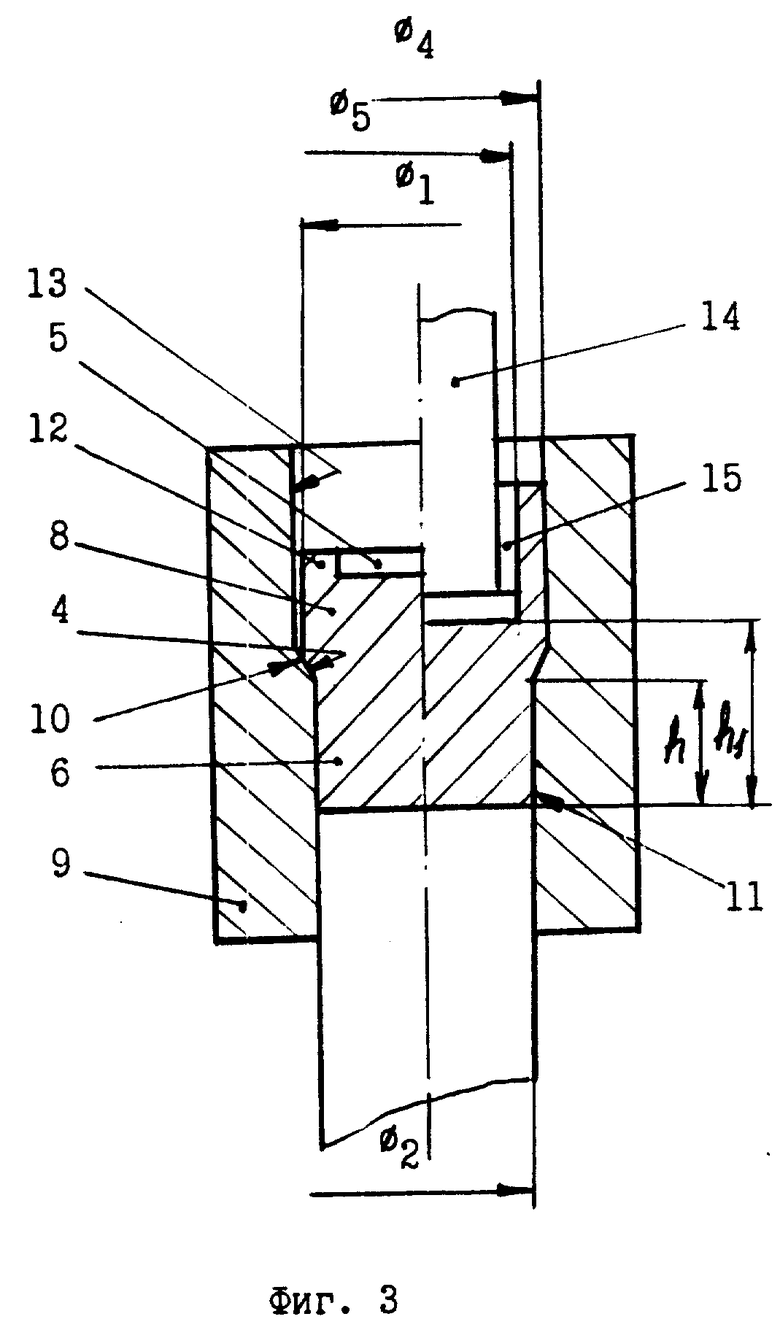
На второй операции формообразования электрода (фиг. 3) полученный полуфабрикат 8 смазывают смазкой и размещают в матрице 9. При этом конический участок 4 контактирует с переходным конусом 10 матрицы 9, рабочая часть 6 будущего электрода центрируется центральным отверстием 11 матрицы 9, а верхняя часть 12 полуфабриката 8 выставлена с зазором относительно отверстия 13 матрицы 9. Благодаря центровке полуфабриката 8 в матрице 9 верхняя часть 12 полуфабриката образует равный зазор по всему периметру отверстия 13. При опускании пуансон 14 входит в контакт с наметкой 5 и начинает раздачу верхней части 12 полуфабриката 8 путем обратного выдавливания в ней цилиндрического глухого отверстия 15, будущего канала охлаждения. В силу того, что пуансон 14 выполнен с цилиндрическим пояском, контактирующим с наметкой 5, требуется несколько большее усилие выдавливания (по сравнению, например, с острым конусом пуансона), но при этом в процессе выдавливания глухое отверстие имеет меньший эксцентриситет, увеличивается стойкость пуансона. Поскольку процесс выдавливания глухого отверстия 15 совмещен с процессом раздачи верхней части 12 полуфабриката 8, усилие деформации в этом случае ниже (по сравнению с обратным выдавливанием полых изделий), что обусловлено уменьшением сопротивления трения о стенки матрицы. В процессе раздачи верхней части 12 ее наружный диаметр ⊘1 увеличивается до величины ⊘4 - диаметра отверстия 13 матрицы 9, диаметр дна глухого отверстия 15 - ⊘5. . Дно этого отверстия отстоит от торца рабочей части электрода на величину h1>h.
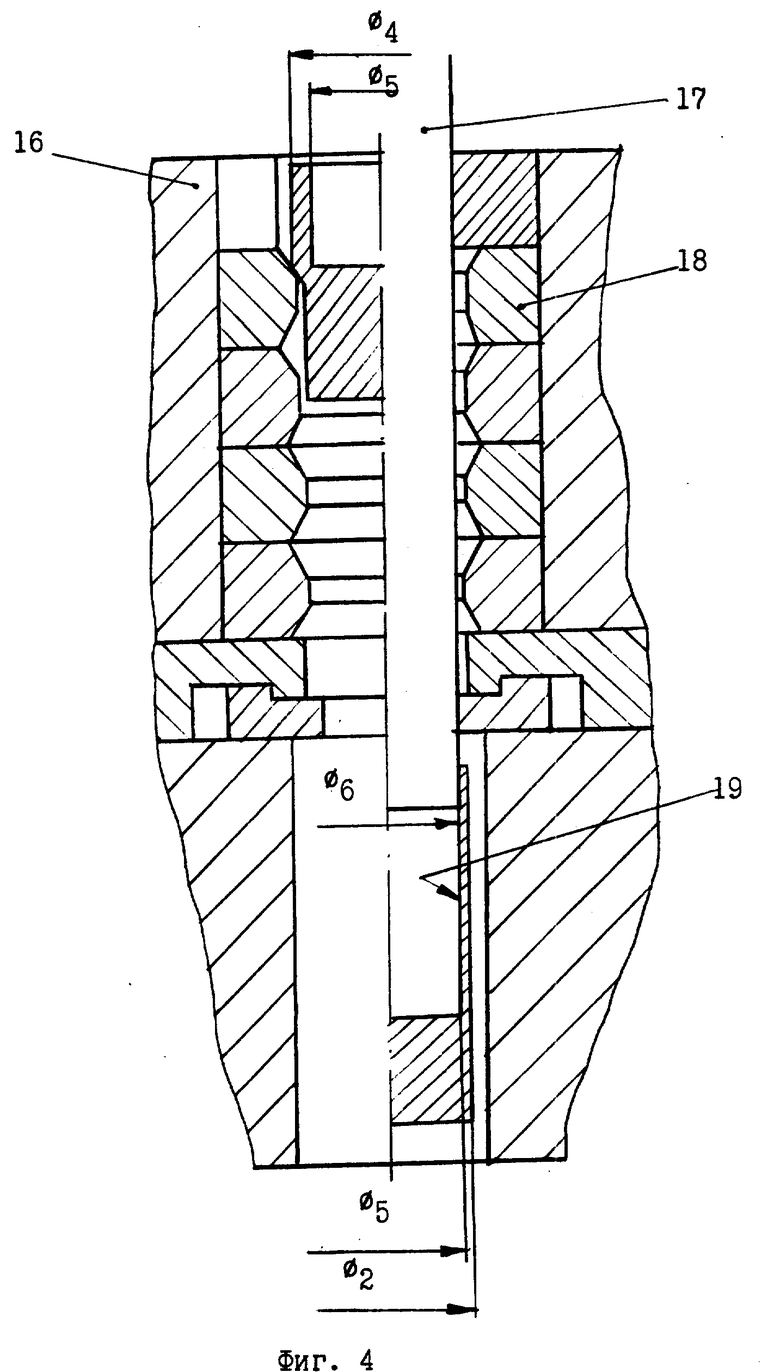
На третьей операции формообразования электрода (фиг. 4) полученный полуфабрикат 16 смазывают смазкой и устанавливают на стержне 17, нижний конец которого имеет диаметр ⊘5. Полуфабрикат 16 с расположенным внутри него стержнем 17 проталкивают через многоступенчатую матрицу 18, формируя предварительный профиль канала 19 охлаждения, путем холодной вытяжки с утонением стенки верхней части 12 полуфабриката до наружного диаметра ⊘2. Внутренний диаметр канала 19 охлаждения со стороны открытого торца - ⊘6, а его профиль имеет слабовыраженную конусность, которая обеспечивает свободное удаление стержня 17 из канала 19.
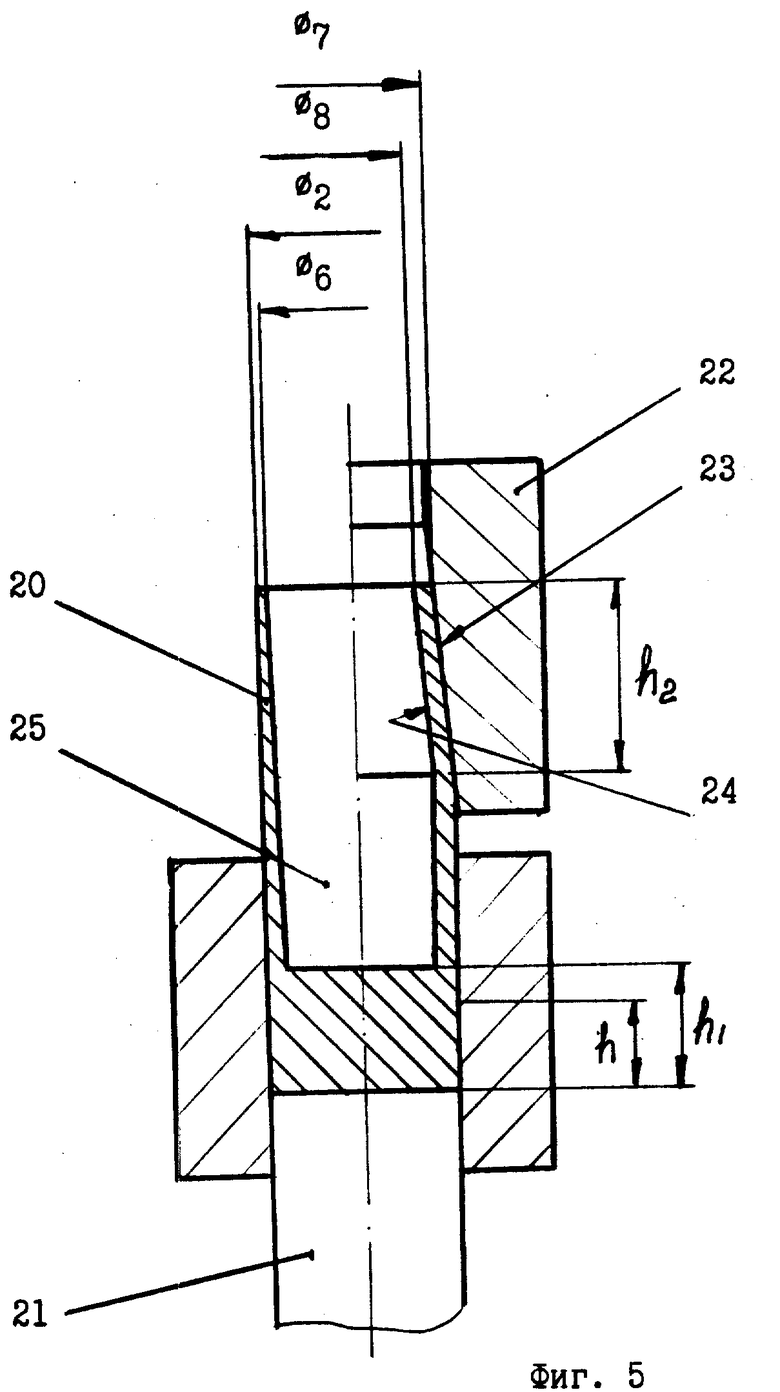
На заключительной операции формообразования электрода (фиг. 5) полуфабрикат 20 смазывают смазкой и устанавливают торцем рабочей части 6 электрода на неподвижную опору 21. Опускают матрицу 22, она входит в контакт с утоненной стенкой диаметра ⊘2 полуфабриката 20 и, перемещаясь вниз, осуществляет обжим верхней части утоненной стенки, формируя посадочный конус 23 электрода. С формированием посадочного конуса 23 электрода одновременно осуществляют формирование конусообразного участка 24 в верхней части охлаждающего канала. При этом диаметр ⊘2 уменьшают до диаметра ⊘7 , а диаметр ⊘6 - до диаметра ⊘8. В результате этой операции охлаждающий канал в зоне, примыкающей к рабочей части электрода, имеет расширяющуюся полость 25, что способствует улучшению отвода тепла от рабочей части электрода в процессе сварки. Операция формирования конусообразного участка 24 охлаждающего канала сопровождается увеличением толщины стенки в зоне формирования посадочного конуса электрода и конусообразного участка охлаждающего канала, что также способствует увеличению стойкости электрода.
Пример. Заготовку диаметром 20 мм и длиной 31,3 мм отрезают от бронзового прутка марки Бр.Х1 и производят ее закалку в электропечи при нагреве до температуры 980±20oC с охлаждением в воде. Затем заготовку очищают, промывают в водном растворе кальцинированной соды с тринатрийфосфатом, сушат и смазывают смазкой.
На первом этапе в процессе калибровки заготовки осуществляют радиальную раздачу заготовки до диаметра 20,2 мм, на верхнем торце заготовки формируют наметку под пуансон обратного выдавливания и формируют прямым выдавливанием рабочую часть электрода высотой 14 мм. В процессе прямого выдавливания обеспечивают пластическую деформацию материала в зоне рабочей части электрода со степенью деформации не менее 25%. При меньшей степени деформации твердость рабочей части электрода будет меньше твердости, заданной ГОСТом на электроды для контактной точечной сварки. Между рабочей зоной электрода и верхней частью заготовки (ее длина определяется в зависимости от длины электрода, что сказывается на мерной длине исходной заготовки) формируют конический участок с углом конусности 13o.
На втором этапе полученный полуфабрикат смазывают смазкой, укладывают в ступенчатую матрицу так, что конический участок полуфабриката располагается на ответной конусообразной расточке матрицы, а верхняя часть заготовки выставлена с зазором относительно цилиндрической расточки матрицы диаметром 20,3 мм. Осуществляют раздачу верхней части полуфабриката до указанного выше диаметра путем обратного выдавливания в ней глухого цилиндрического отверстия диаметром 12,7 мм, будущего канала охлаждения. Дно этого глухого отверстия отстоит от торца рабочей части электрода на 16 мм.
На третьем этапе ранее полученный полуфабрикат вновь смазывают смазкой, а затем на прессе выполняют холодную вытяжку с утонением через многоступенчатую матрицу, получая прямой стакан с наружным диаметром рабочей части электрода и внутренним предварительным каналом охлаждения, профиль которого имеет слабовыраженную конусность с толщиной стенки у дна канала около 2 мм.
На заключительном этапе ранее полученный полуфабрикат также смазывают смазкой, устанавливают торцем рабочей части электрода на неподвижную опору и осуществляют деформацию обжатием верхней части утоненной стенки для формирования посадочного конуса электрода протяженностью 30 мм и конусообразного участка в верхней части охлаждающего канала. При этом наружная поверхность тонкостенного цилиндра превращается в конус Морзе, наружный диаметр которого со стороны входа охлаждающего канала уменьшается с 16 до 13,5 мм, а внутренний диаметр охлаждающего канала уменьшается с 12,7 до 10 мм. В результате этой операции происходит некоторое увеличение толщины стенки в зоне посадочного конуса электрода, а в зоне, примыкающей к рабочей части электрода, образуется расширяющаяся полость. Оба эти фактора сказываются на увеличении стойкости электрода.
Использование патентуемого изобретения позволяет увеличить твердость рабочей части электрода на 20-40 НВ, позволяет создать в рабочей части электрода канал охлаждения с расширяющейся полостью, что позволяет повысить стойкость электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
Способ изготовления электрода для контактной точечной сварки может найти применение в машиностроении при изготовлении машин для контактной сварки. В процессе калибровки мерной заготовки на ее верхней части формируют цилиндрическую головку с наметкой под пуансон обратного выдавливания. На ее нижней части путем прямого выдавливания формируют рабочую часть электрода. В процессе прямого выдавливания обеспечивают пластическую деформацию материала в зоне рабочей части электрода со степенью деформации не менее 25%. Осуществляют формирование охлаждающего канала путем обратного выдавливания глухого отверстия в цилиндрической головке и холодной вытяжки с утонением стенки цилиндрической головки. Путем обжима утоненной стенки цилиндрической головки осуществляют формирование посадочного конуса электрода. При формировании посадочного конуса одновременно формируют конусообразный участок в верхней части охлаждающего канала. Технический результат заключается в увеличении стойкости рабочей части электрода. 5 ил.
Способ изготовления электрода для контактной точечной сварки, включающий операции формирования рабочей части электрода, формирования охлаждающего канала путем обратного выдавливания глухого отверстия в верхней части заготовки и холодной вытяжки с утонением стенки верхней части заготовки и формирование посадочного конуса электрода путем обжима утоненной стенки, отличающийся тем, что формирование рабочей части электрода осуществляют в процессе калибровки мерной заготовки, при этом в процессе калибровки на верхней части заготовки формируют цилиндрическую головку с наметкой под пуансон обратного выдавливания, а рабочую часть электрода формируют на ее нижней части путем прямого выдавливания, причем в процессе прямого выдавливания обеспечивают пластическую деформацию материала в зоне рабочей части электрода со степенью деформации не менее 25%, а формирование посадочного конуса электрода осуществляют с одновременным формированием конусообразного участка в верхней части охлаждающего канала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Слиозберг С.К | |||
| и др | |||
| Электроды для контактной сварки | |||
| - Л.: Машиностроение, 1972, с.72 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Галкин А | |||
| и др | |||
| Технология получения литых электродов для контактной сварки | |||
| Совершенствование технологии получения и обработки сплавов и композиционных материалов | |||
| Тезизы доклада студенческой краевой конференции, 19 - 21.04.97 | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE, патент, 154962, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| PL, патент, 120799, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US, патент, 4760235, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Ершов Л.К | |||
| и др | |||
| Изготовление электродов для контактной точечной сварки холодным выдавливанием | |||
| В сб.: Сварка, резка, пайка, наплавка и металлизация | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| -М.: ВНИТИ, 1960, с.22 - 31. | |||

