Изобретение относится к сварочному оборудованию, в частности к производству электродов для машин контактной точечной сварки.
Цель изобретения - повышение срока службы электрода путем многократного использования его корпуса.
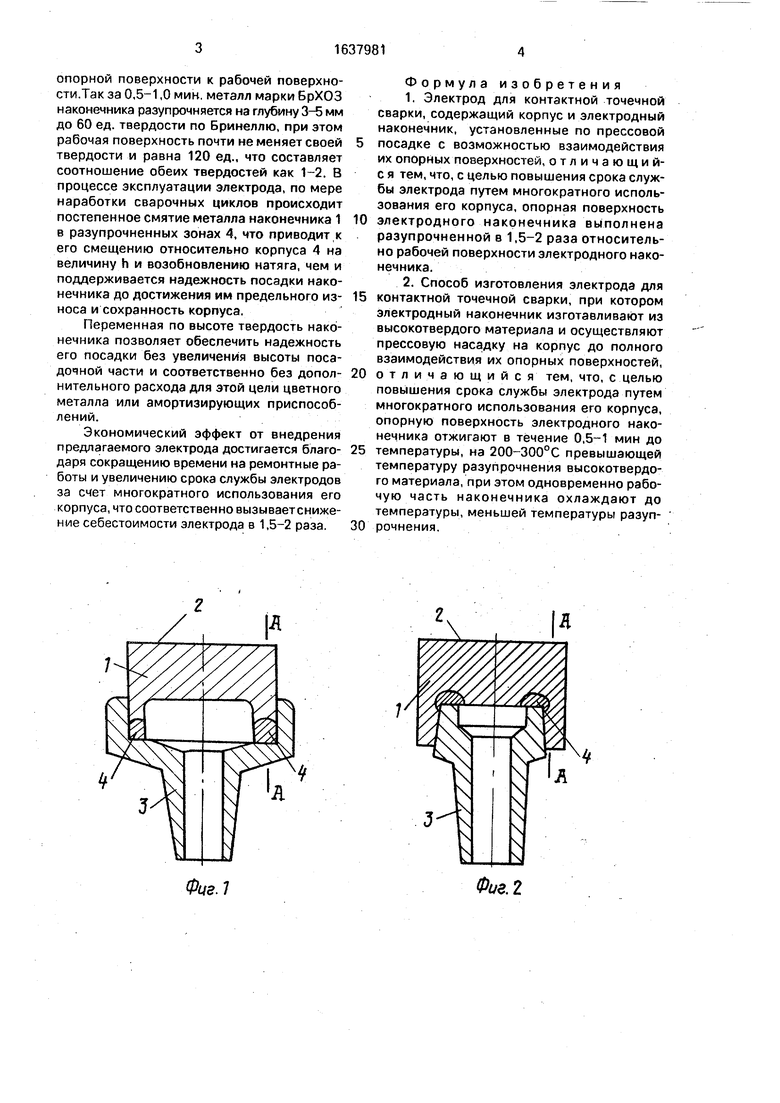
На фиг. 1 изображен общий вид электрода с внутренней насадкой наконечника, про- дольный разрез; на фиг.2 - то же, с наружной насадкой наконечника; на фиг.З - схема распределения твердости металла в зоне опорного сечения А-А на фиг.1; на фиг.4 - схема распределения твердости металла в зоне опорного сечения А-А на фиг.2.
Электрод состоит из высокотвердого наконечника 1 с расширенной рабочей поверхностью 2 и корпуса 3, установленных с возможностью взаимодействия по прессовой посадке до полного контакта опорных поверхностей. Опорная поверхность наконечника 1 в зоне 4 по сечению А-А выполнена разупрочненной в 1,5-2 раза по сравнению с его рабочей поверхностью 2.
Электрод для контактной точечной сварки изготавливается путем напрессовки наконечника 1, например, тарельчатого, выполненного из высокотвердой бронзы БрХОЗ, снаружи или внутри корпуса 3 до полного контакта их опорных поверхностей. При этом предварительно опорную поверхность наконечника 1 в зоне 4 по сечению А-А (на фиг.1 и 2) отжигают до 700-800°С, что на 200-300°С выше температуры разупрочнения бронзы БрХОЗ. Отжиг проводят в течение 0,5-1,0 мин, чтобы разупрочнить наконечник на глубину не более чем на 3-5 мм от опорной поверхности.
При этом одновременно рабочую часть 2 наконечника 1 охлаждают до температуры, меньшей температуры разупрочнения высокотвердого материала.
На фиг.З и 4 дается зависимость изменения твердости наконечника по высоте от
ич С
о
00 XI
ю
00
опорной поверхности к рабочей поверхности.Так за 0,5-1,0 мин. металл марки БрХОЗ наконечника разупрочняется на глубину 3-5 мм до 60 ед. твердости по Бринеллю, при этом рабочая поверхность почти не меняет своей твердости и равна 120 ед., что составляет соотношение обеих твердостей как 1-2. В процессе эксплуатации электрода, по мере наработки сварочных циклов происходит постепенное смятие металла наконечника 1 в разупрочненных зонах 4, что приводит к его смещению относительно корпуса 4 на величину h и возобновлению натяга, чем и поддерживается надежность посадки наконечника до достижения им предельного износа и сохранность корпуса.
Переменная по высоте твердость наконечника позволяет обеспечить надежность его посадки без увеличения высоты посадочной части и соответственно без дополнительного расхода для этой цели цветного металла или амортизирующих приспособлений.
Экономический эффект от внедрения предлагаемого электрода достигается благодаря сокращению времени на ремонтные работы и увеличению срока службы электродов за счет многократного использования его корпуса, что соответственно вызываетсниже- нме себестоимости электрода в 1,5-2 раза.
Формула изобретения
1.Электрод для контактной точечной сварки, содержащий корпус и электродный наконечник, установленные по прессовой
посадке с возможностью взаимодействия их опорных поверхностей, отличающий- с я тем, что, с целью повышения срока службы электрода путем многократного использования его корпуса, опорная поверхность
электродного наконечника выполнена разупрочненной в 1,5-2 раза относительно рабочей поверхности электродного наконечника.
2.Способ изготовления электрода для 5 контактной точечной сварки, при котором
электродный наконечник изготавливают из высокотвердого материала и осуществляют прессовую насадку на корпус до полного взаимодействия их опорных поверхностей,
0 отличающийся тем, что, с целью повышения срока службы электрода путем многократного использования его корпуса, опорную поверхность электродного наконечника отжигают в течение 0,5-1 мин до
5 температуры, на 200-300°С превышающей температуру разупрочнения высокотвердого материала, при этом одновременно рабочую часть наконечника охлаждают до температуры, меньшей температуры разуп0 рочнения.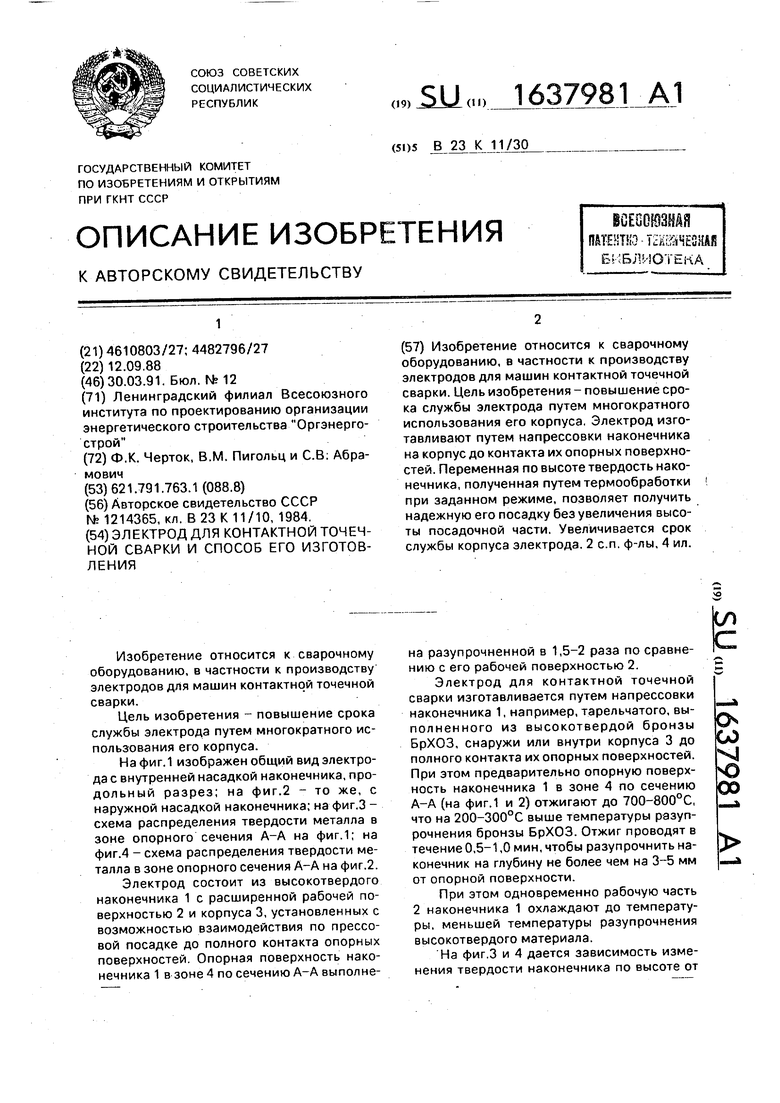
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод контактной точечной сварки | 1975 |
|
SU553072A1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1118503A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Электрод для контактной точечной сварки | 1988 |
|
SU1622104A1 |
| СБОРНЫЙ СВАРОЧНЫЙ ЭЛЕКТРОД | 2015 |
|
RU2680500C2 |
| Электродная головка для контактной точечной сварки | 1990 |
|
SU1754369A1 |
| Пистолет для контактной точечной сварки | 2016 |
|
RU2638472C2 |
| СВАРОЧНАЯ ГОРЕЛКА ДЛЯ ПЕРВОГО ЭЛЕКТРОДА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И СПОСОБ СВАРКИ С ПРИМЕНЕНИЕМ ТАКОЙ ГОРЕЛКИ | 2013 |
|
RU2597186C2 |
| СОСТАВ МАТЕРИАЛА ДЛЯ ТОКОПОДВОДЯЩИХ ЭЛЕМЕНТОВ ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1989 |
|
SU1839385A1 |
Изобретение относится к сварочному оборудованию, в частности к производству электродов для машин контактной точечной сварки. Цель изобретения - повышение срока службы электрода путем многократного использования его корпуса. Электрод изготавливают путем напрессовки наконечника на корпус до контакта их опорных поверхностей. Переменная по высоте твердость наконечника, полученная путем термообработки при заданном режиме, позволяет получить надежную его посадку без увеличения высоты посадочной части. Увеличивается срок службы корпуса электрода. 2 с.п. ф-лы, 4 ил.
Фцг.1
Фиг. 2
h,nn
60 80 100 HB Фиг.Ь
60 SO 100 HB (bue.3
| Электродный узел машин контактной точечной сварки | 1984 |
|
SU1214365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
