1. Область техники
Изобретение относится к области специальной металлургии, а именно к способу подготовки производства литых прутковых заготовок (ЛПЗ) из жаропрочных сплавов на никелевой основе, а также может быть использован при разливке иных сталей и сплавов.
2. Предшествующий уровень техники
Известен способ подготовки технологической оснастки при изготовлении изделий специального назначения (RU 2610764, C09D 183/04 (2006.01) способ включает термообработку рабочей поверхности в заданных различных температурных режимах и заданном интервале времени обработки. Недостаток в несоответствии температурных режимов объекту на никелевой основе.
Известен способ обработки оснастки (Заявка: 2013100556/28, 09.01.2013 Опубликовано: 27.11.2014 Бюл. №33), выполненной в виде трубы, применяемой при проведении высокотемпературных процессов в печах, обеспечивающую удаление различных загрязнений с трубы после высокотемпературных операций и уменьшения температуры. Недостаток - не обеспечивается оптимальность процесса для объектов на никелевой основе, в том числе удаление химически связанной воды.
Известно также, принятое авторами в качестве наиболее близкого технического решения в части способа, техническое решение (Пат РФ № RU 2272082, 2004, С22В 7/00), включающее операцию гидрофобизации поверхности оснастки, Недостаток заключается в неэффективности операций подготовки формрообразующей оснастки для формования изделия на никелевой основе в частности в связи с остающейся в наличии химически связанной воды.
Известно также устройство для подготовки оснастка изготовления литейных стержней, принятое авторами в качестве наиболее близкого технического решения в части устройства, (Заявка на изобретение № RU конструкцию для размещения элементов. Недостатком является отсутствие элементов, обеспечивающих размещение комплекта трубной оснастки для его обработки.
3. Сущность изобретения
3.1. Постановка технической задачи
Улучшение качества поверхности литых прутковых заготовок и снижение эксплуатационных затрат при вовлечении в производство труб - форм образователей с корродированными участками (ржавчиной) на внутренней поверхности.
Результат решения технической задачи
Задача реализуется путем восстановительного отжига трубной оснастки в среде водорода с последующей механической чисткой внутренней поверхности.
3.2. Отличительные признаки
В отличии от известного технического решения подготовки оснастки для выплавки ЛПЗ включающего опорную конструкцию для размещения элементов, выполнение операции продувки и применения механической обработки в предложенном техническом решении на стадии формирования комплекта трубной оснастки осуществляют предварительную выбраковку труб, выполняют их отжиг в среде водорода, который обеспечивает удаление химически связанной воды, затем производят механическую обработку внутренней поверхности труб.
Перед отжигом осуществляют предварительную продувку трубной оснастки азотом под давлением 80-200 мм рт. ст в течение 40-120 минут.
После отжига проводят вторичную продувку азотом в течение 40-60 минут и осуществляют охлаждение оснастки до температуры 100-150°C.
Кроме того, внутреннюю поверхность труб перед использованием для выплавки ЛПЗ, подвергают механической обработке до полного удаления окалины и других вторичных новообразований, полученных в результате термической обработки.
3.3. Перечень фигур чертежей
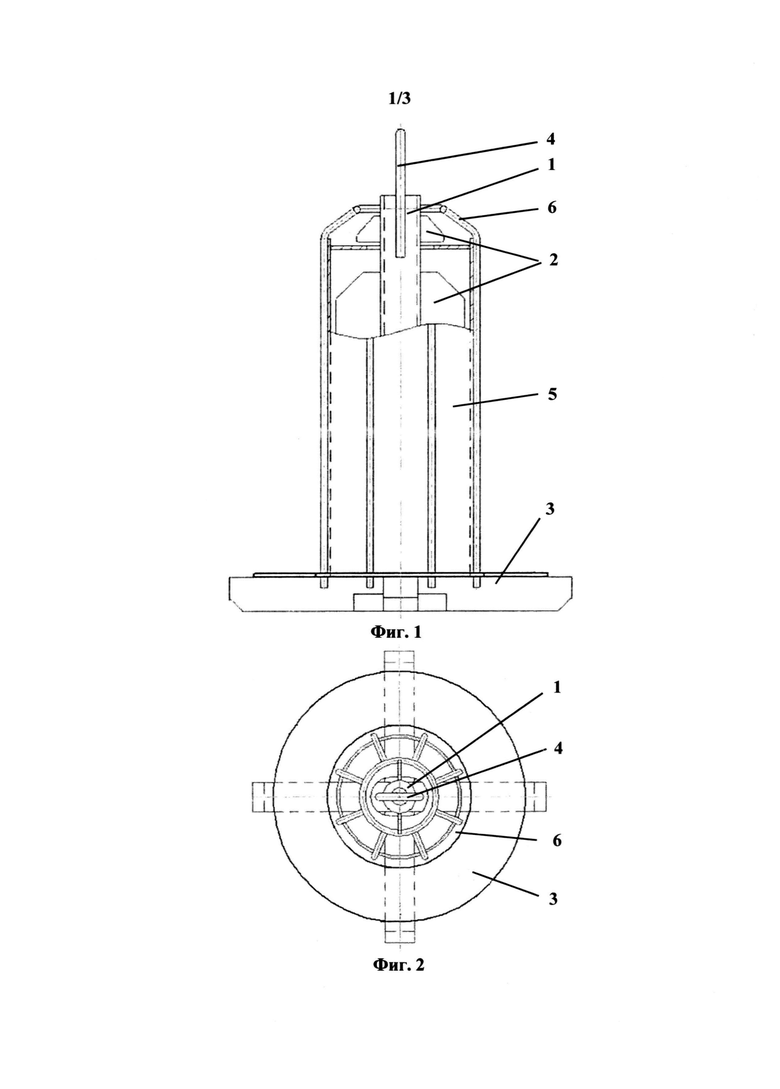
На фиг. 1 представлено опорное вертикальное устройство, где 1. - Цилиндрическая труба выполненная вертикально, с целью направления газового потока (азот, водород), с приваренными к боковой поверхности в верхней и центральной части под углом 90° лепестками-упорами (2) (в количестве 2-8 штук), к основанию которой приварен пятак (3), с цилиндрическим отверстием под внутренний диаметр трубы (1), и имеющей на вершине проушину (4), предназначенную для перемещения конструкции краном; 5. - Стальной корпус, выполненный в форме полого цилиндра, имеющего с верхнего торца отверстие несколько большего диаметра цилиндрической трубы (1), корпус в основании приварен к пятаку (3); 6 - Сварная металлическая стержневая конструкция, имеющая форму цилиндра переходящего на вершине в усеченный конус, точечно приваренная к стальному корпусу (5).
На фиг. 2 представлен вид сверху опорного вертикального устройства.
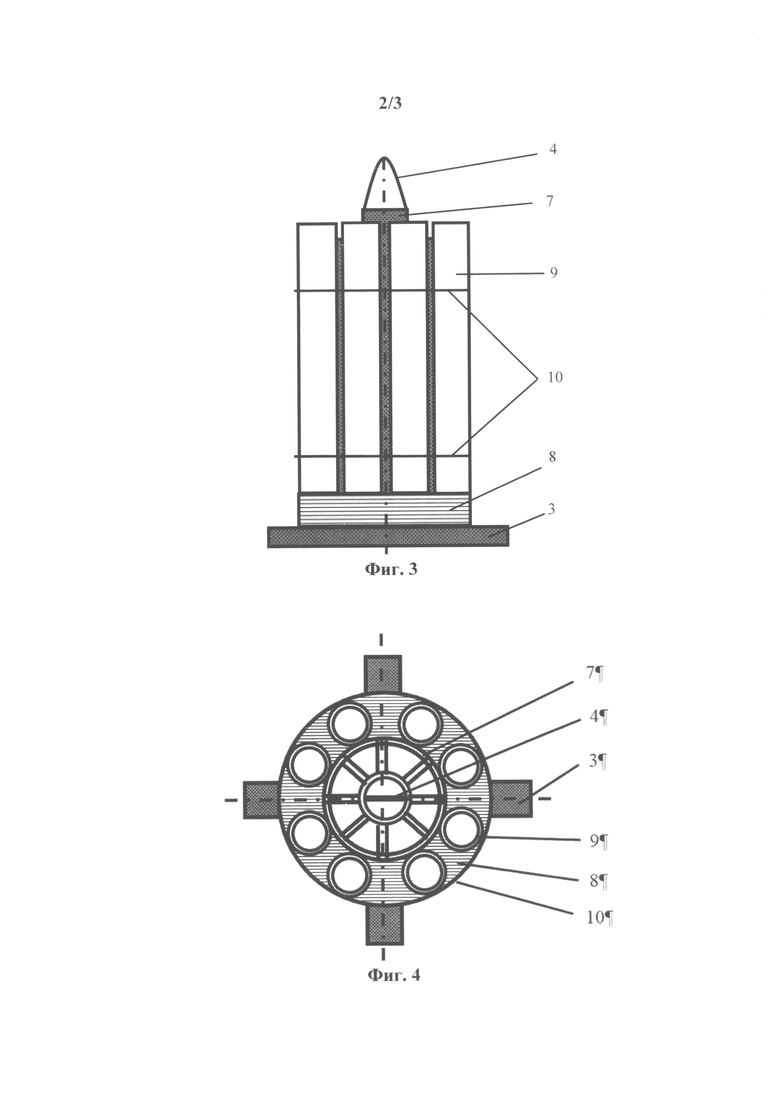
На фиг. 3 представлен блок с установленным для отжига комплектом трубной оснастки, где 7 - Опорное вертикальное устройство, 8. - Газопроницаемая опорная прокладка, на которую устанавливают комплект труб для отжига. 9 - Трубная оснастка; 10. - Кольцевые стягивающие устройства, для крепления и фиксации трубной оснастки подлежащей обработке.
На фиг. 4 представлен вид сверху блока с установленным для отжига комплектом трубной оснастки.
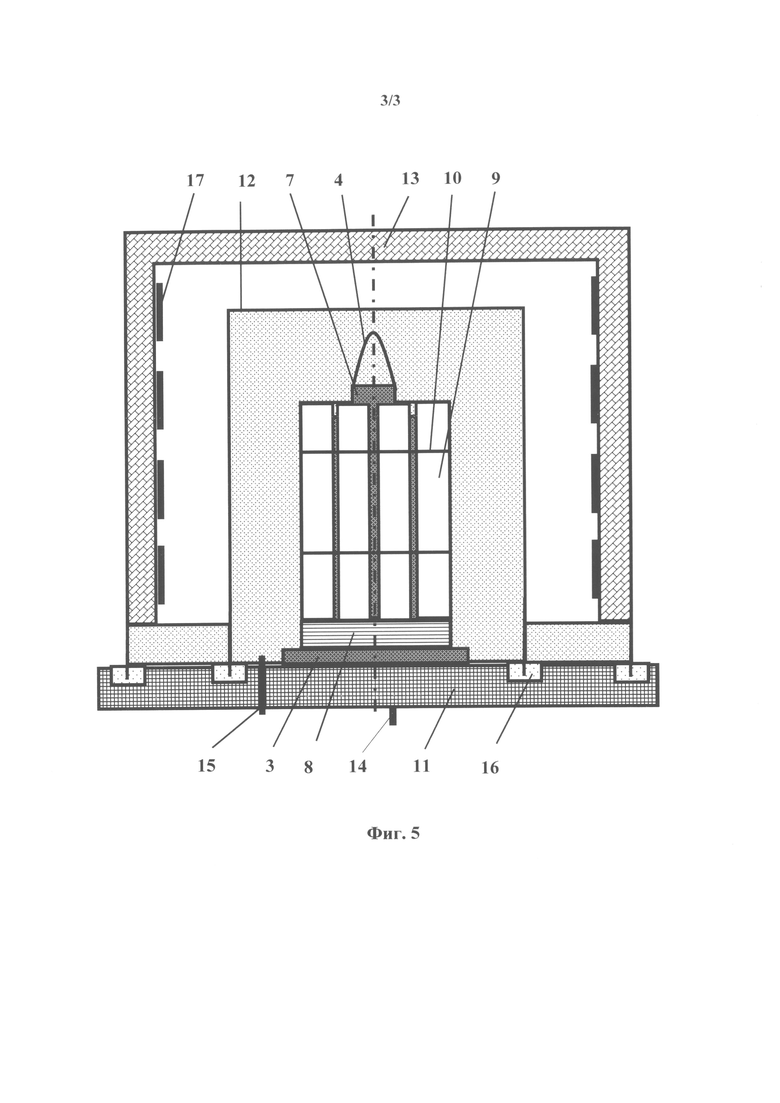
На фиг. 5 представлено схематическое изображение отжига комплекта трубной оснастки, где 11 - бетонный поддон; 12 - муфель; 13 - колпаковая печь; 14 - патрубок подвода газа (азот, водород); 15 - патрубок отвода газа (воздух, азот, водород); 16 - песочный затвор; 17 - электрические нагреватели.
4. Описание изобретения
В заявленном техническом решении на стадии подготовки трубной оснастки осуществляется отбор некачественных труб, имеющих корродированные участки (ржавчину) и иные дефекты на внутренней поверхности, осуществляется последующая термическая обработка и механическая чистка.
На опорное вертикальное устройство (7) укладывается газопроницаемая опорная прокладка (8), на которую для отжига вертикально устанавливается трубная оснастка (9). При необходимости возможен вариант одновременного использования труб различной длины. Затем трубы плотно крепятся и фиксируются кольцевыми стягивающими устройствами (10) минимум в двух местах, чтобы предотвратить их смещение при загрузке или выгрузке собранного комплекта и в процессе его термообработки.
По центру бетонного поддона (11) колпаковой печи (13) на патрубок, подвода газа (14), устанавливается блок с закрепленным для отжига комплектом трубной оснастки (9) и накрывается муфелем (12). Под муфель подается азот с давлением 80-200 мм рт. ст. для вытеснения воздуха. Цилиндрическая труба (1) опорного вертикального устройства обеспечивает направленное движение газового потока (азот, водород) под муфелем обеспечивая его равномерное распределение. По окончании продувки через 40-120 минут муфель накрывается разогретой до 700-850°C колпаковой печью. При достижении температуры печи не менее 700°С под муфель подается водород с давлением 30-90 мм рт. ст. и производится выдержка трубной оснастки в атмосфере водорода в течение 1,5-2,5 часа. Затем производят продувку муфеля азотом под давлением 80-200 мм рт. ст. в течение 40-60 минут и снимают колпаковую печь. Дальнейшее охлаждение трубной оснастки производится под муфелем до температуры 100-150°C, в среде азота. Затем снимают муфель и разгружают блок с отожженным комплектом трубной оснастки.
После термической обработки внутреннюю поверхность труб зачищают для удаления окалины и других вторичных новообразований и продувают сжатым воздухом. Затем производится сборка трубной оснастки под разливку литых прутковых заготовок.
Выплавка и разливка ЛПЗ из жаропрочных сплавов на никелевой основе, в подготовленную трубную оснастку, осуществляется в вакуумной индукционной печи емкостью 1,0 т. Затем полученную литейную прутковую заготовку подвергают абразивной обработке.
Повышение качества поверхности ЛПЗ определяется чистотой внутренней поверхности трубной оснастки. При термической обработке труб удаляется химически связанная вода (гидратированная влага) с их внутренней поверхности и корродированных участков. Чистота поверхности трубной оснастки достигается за счет последующего механического удаления окалины и других вторичных новообразований, полученных в результате термической обработки. Это обеспечивает лучшее качество поверхности ЛПЗ, так как нет кипения жидкого метала, его окисления и образования раковин, пленки и прочих поверхностных дефектов. Вторичным эффектом повышение качества поверхности ЛПЗ является увеличение выхода годного продукта при литье.
Таким образом, труба, подвергнутая отжигу в среде водорода, обеспечивает лучшее качество поверхности продукта (ЛПЗ), как следствие, увеличение выхода годного в результате снижения глубины обработки поверхностного слоя.
5. Пример конкретного выполнения
С целью обеспечения качественной трубной оснастки, для выплавки ЛПЗ ∅92 мм из жаропрочных сплавов, была проведена выбраковка труб и их термообработка в колпаковых печах.
Для этого в сталеплавильном цехе были отобраны 32 торцованные трубы ∅92 мм Стали 20, длиной 1200 мм, с максимально ржавой внутренней поверхностью. Из них было собрано 4 комплекта (блока).
Собранные блоки с установленными для отжига комплектами трубной оснастки подвергли термической обработке в среде водорода по следующему режиму:
- температура - 780°C. При этом отмечается, что превышение температуры более 850°C возможно несанкционированное разрушения поверхности оснастки, а при температуре менее 700°C не обеспечивается полноценное удержание качества поверхностного слоя;
- выдержка в среде водорода - 2 часа (режим 1,5-2,5 часа обеспечивает оптимальность процессов как по расходу, так и по эффективности воздействия среды водород
- охлаждение под муфелем до температуры - 100 (режим 100-450°C экономически наиболее целесообразен.
После термической обработки внутреннюю поверхность труб зачистили с помощью электродрели металлическим ершиком для удаления окалины и продули сжатым воздухом. Затем произвели сборку трубной оснастки под разливку металла.
Выплавку и разливку ЛПЗ из жаропрочных сплавов на никелевой основе, в подготовленную трубную оснастку, осуществляли в вакуумной индукционной печи емкостью 1,0 т. Затем полученную литейную прутковую заготовку подвергли абразивной обработке.
В целом по плавке количество отходов после дополнительной обработки полученной готовой выплавленной продукции (поверхности и торцовки литейных прутковых заготовок) после применения данного способа снизилось на 6%. с плавки, что соответсвенно увеличило выхода дорогостоящего годного продукта на никелевой основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства литейных прутковых заготовок малого сечения и устройство для его реализации | 2020 |
|
RU2741044C1 |
| Способ азотирования изделий из сварочных сталей | 2018 |
|
RU2693969C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2578277C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2580765C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579709C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579711C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581936C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2635411C2 |
Изобретение может быть использовано в металлургии. Подготовка оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе включает отбор труб с дефектами на внутренней поверхности, их термическую обработку в колпаковой печи с использованием опорного вертикального устройства с газопроницаемой прокладкой и механическую чистку внутренней поверхности труб. Термическая обработка включает предварительную продувку трубной оснастки азотом, отжиг в среде водорода при температуре 700÷850°С и выдержку в течение 1,5÷2,5 ч, вторичную продувку азотом с последующим естественным охлаждением под муфелем до температуры 100÷150°С. Предложенная группа изобретений позволяет повысить качество литых прутковых заготовок, выплавляемых в трубной оснастке, а также повышает их выход за счет снижения количества отходов при обработке прутков. 2 н. и 6 з.п. ф-лы, 5 ил.
1. Способ подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе, включающий операцию гидрофобизации поверхности оснастки, отличающийся тем, что осуществляют предварительную продувку трубной оснастки азотом, затем отжиг в среде водорода при температуре 700÷850°С с выдержкой в течение 1,5÷2,5 ч, далее производят вторичную продувку азотом с последующим естественным охлаждением под муфелем до температуры 100÷150°С.
2. Способ по п. 1, отличающийся тем, что предварительную продувку трубной оснастки азотом осуществляют под давлением 80÷200 мм рт.ст. в течение 40÷120 мин.
3. Способ по п. 1, отличающийся тем, что вторичную продувку азотом осуществляют под давлением 80÷200 мм рт.ст. в течение 40÷60 мин.
4. Способ по п. 1, отличающийся тем, что после охлаждения трубной оснастки осуществляют механическую обработку внутренней поверхности труб-формообразователей до полного удаления окалины и других вторичных новообразований, полученных в результате термической обработки.
5. Устройство для подготовки трубной оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе, включающее опорное вертикальное устройство для размещения труб, отличающееся тем, что выполнено в виде единого блока, представляющего собой металлическую стержневую конструкцию со стальным корпусом и осевой цилиндрической трубой, к которой присоединены лепестки-упоры и основание, на котором расположена газопроницаемая прокладка с возможностью вертикального размещения и крепления трубной оснастки и стального корпуса.
6. Устройство по п. 5, отличающееся тем, что металлическая стержневая конструкция, имеющая форму цилиндра, переходящего на вершине в усеченный конус, точечно присоединена приваркой к стальному корпусу.
7. Устройство по п. 5, отличающееся тем, что выполняют конструкцию с четным количеством лепестков-упоров в количестве от 2 до 8 штук.
8. Устройство по п. 5, отличающееся тем, что лепестки-упоры присоединены к боковой поверхности цилиндрической трубы опорного вертикального устройства под углом 90°.
| Способ прокалки оболочковых форм,получаемых по выплавляемым моделям | 1982 |
|
SU1071349A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2011 |
|
RU2470081C1 |
| US 7225856 B2, 05.06.2007. | |||

