1. Область техники
Изобретение относится к области специальной металлургии, а именно к способу разливки прутковых заготовок из жаропрочных сплавов на никелевой основе, а также может быть использован при разливке иных сталей и сплавов в вакуумной индукционной печи.
2. Предшествующий уровень техники
Известен способ получения шихтовой заготовки из литейного жаропрочного сплава (Патент RU 2254959 (B22D 7/00), 2003) способ включает выплавку сплава, разливку его в изложницу, в верхнюю часть которой предварительно устанавливают теплоизоляционную керамическую вставку с дополнительно установленной керамической перегородкой с отверстиями. Недостаток большие потери металла в виде скрапа.
Известен способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе (Патент RU 2714788 (В22С 9/02, B22D 35/00), 2019), включающий заливку жидкоподвижной самотвердеющей смеси в опоку с предварительно установленной моделью, сушку жидкоподвижной самотвердеющей смеси в печи не менее 7 часов по режиму, включающему подъем температуры до 200-300°С, выдержку и охлаждение с печью, удаление модели, покрытие всей поверхности отвердевшей смеси антипригарной краской, установку опоки на стальное основание, причем между упомянутым основанием и отвердевшей смесью образуют литник для сифонного заполнения полученной литейной формы сплавом, заливку литейной формы сплавом и затвердевание сплава, при этом заливку литейной формы сплавом 30 осуществляют через разливочный желоб в вакууме сифонным методом. Недостаток - большие потери металла на литники при сифонном заполнении литейной формы.
Известен также, принятый заявителем за наиболее близкий аналог, способ разливки металла сверху и устройство для его осуществления (Патент RU 2023528 (B22D 7/00), 1991) в котором ковш с расплавом устанавливают над изложницами, расплав подают в изложницы, а заполнение изложниц и формирование слитков конечной длины осуществляют путем последовательного перелива расплава из изложниц в изложницу и последующую кристаллизацию расплава.
Недостатком является отсутствие возможности использования при выплавке и разливке сплавов в вакуумных индукционных печах.
1. Сущность изобретения
1.1. Постановка технической задачи
Повышение качества металла за счет уменьшения усадочных и поверхностных дефектов, увеличение выхода годного за счет снижения скрапообразования, сокращение продолжительности разливки и уменьшение энергозатрат.
Результат решения технической задачи
Задача реализуется путем разливки металла в вакууме через сталеразливочный желоб, путем последовательного заполнения изложниц одинаковой длины, расположенных в один ряд в литейной оснастке, установленной на разливочном столе барабанного типа, и соединенных в замкнутый без просветов круг желобом-переходником, образованным тепловыми вставками.
1.2. Отличительные признаки
В отличии от известного технического решения подготовки устройства для разливки металла включающего установку ковша с расплавом над изложницами одинаковой длины, находящихся на поддонах и соединенных желобами, подачу расплава из ковша и формирование слитков конечной длины, в предложенном техническом решении на стадии подготовки литейной оснастки осуществляют предварительную выбраковку изложниц, разливку металла проводят через сталеразливочный желоб в вакууме, путем последовательного заполнения изложниц одинаковой длины, расположенных в один ряд в литейной оснастке, установленной на разливочном столе барабанного типа, и соединенных в замкнутый без просветов круг желобом-переходником, образованным тепловыми вставками. На стадии выбраковки изложниц выполняют их отжиг в среде водорода, который обеспечивает удаление химически связанной воды, а затем производят механическую обработку внутренней поверхности.
Кроме того, после проведения разливки и окончательного затвердевания металла литейную оснастку разбирают, и полученные заготовки диаметром 50÷150 мм подвергают механической обработке.
3.3. Перечень фигур чертежей
На фиг. 1 представлена литейная оснастка для разливки литейной прутковой заготовки (ЛПЗ) из жаропрочного сплава на никелевой основе, где 1. - Нижнее кольцо являющееся основанием оснастки и имеющее углубление с отверстиями под установку стальных грибков; 2. - Стальной (или керамический) вкладыш, выполняющий роль дна (заглушки) для каждой изложницы; 3. - Стойка, цилиндрической формы, выполненная вертикально и предназначенная для регулирования высоты расположения верхнего кольца под требуемую высоту используемых изложниц; 4. - Верхнее кольцо, предназначенное для фиксации и крепления изложниц и предотвращения их смещения при загрузке или выгрузке собранной литейной оснастки, а также четкой центровки относительно оси разливки; 5.- Отверстия под установку изложниц, соосные с отверстиями под стальные (или керамические) вкладыши нижнего кольца; 6. - Тепловые вставки; 7. - Изложницы одинаковой длины; 8. - Цапфа, предназначена для перемещения оснастки краном.
На фиг. 2 представлен вид сверху литейной оснастки для разливки ЛПЗ.
На фиг. 3 представлено схематическое изображение собранной литейной оснастки.
4. Описание изобретения
В заявленном техническом решении на стадии подготовки литейной оснастки осуществляется отбор некачественных изложниц (7), имеющих корродированные участки (ржавчину) и иные дефекты на внутренней поверхности, затем осуществляется отжиг изложниц в среде водорода, который обеспечивает удаление химически связанной воды (гидратированная влага) с их внутренней поверхности и корродированных участков.
Термическая обработка изложниц в среде водорода осуществляется в колпаковой печи по следующему режиму:
- продувка муфеля азотом с давлением 80÷200 мм рт. ст. в течение 40÷120 минут, для вытеснения воздуха;
- разогрев колпаковой печи до 700÷850°С;
- подача под муфель водорода с давлением 30÷90 мм рт. ст.;
- выдержка изложниц в атмосфере водорода в течение 1,5÷2,5 часа;
- продувка азотом под давлением 80÷200 мм рт. ст. в течение 40÷60 минут;
- охлаждение изложниц под муфелем до температуры 100÷150°С, в среде азота.
После термической обработки внутреннюю поверхность изложниц зачищают для удаления окалины и других вторичных новообразований, полученных в результате термической обработки, и продувают сжатым воздухом. Это обеспечивает лучшее качество поверхности ЛПЗ, так как нет кипения жидкого метала, его окисления и образования раковин, пленки и прочих поверхностных дефектов. Затем производится сборка литейной оснастки под разливку литых прутковых заготовок.
В нижнее кольцо (1) являющееся основанием оснастки и имеющее углубление с отверстиями устанавливаются стальные (или керамические) вкладыши (2), которые выполняют роль дна (заглушки) для каждой изложницы. При этом исключается:
- протечка металла под низ изложницы;
- снижается износ нижней части изложницы;
- исключается дефект литой прутковой заготовки типа «слоновая стопа».
Для предотвращения размыва и приваривания вкладыша к отливаемой заготовке на него наносится слой 0,5÷1,0 мм жидкого керамического огнеупора.
Далее устанавливают необходимую высоту расположения верхнего кольца (4) относительно нижнего (1), которая обеспечивается тремя стройками цилиндрической формы (3) разнесенными по 120°. Верхнее кольцо, предназначенное для фиксации и крепления изложниц и предотвращения их смещения при загрузке или выгрузке собранной литейной оснастки, а также четкой центровки относительно оси разливки. Затем производят установку изложниц одинаковой длины через имеющиеся отверстия (5) в верхнем кольце, соосные с отверстиями под стальные (или керамические) вкладыши в нижнем кольце. При этом, верхнее кольцо обеспечивает строго вертикальное положение труб во всем производственном цикле сборка → разливка металла → выдержка.
Расстояния между отверстиями в верхнем кольце рассчитаны таким образом, что обеспечивают удовлетворительное охлаждение каждой изложницы, не приводящее к короблению ни изложниц, ни всей литейной оснастки в целом из-за температурных нагрузок.
Затем в каждую изложницу (7) производят установку тепловых вставок (6) выполненных из муллитокремнеземистого волокна в виде трубчатой втулки с воротниковым фланцем, трапецеидальной формы, с центрирующей струю металла воронкой и продольным осевым каналом. Трапецеидальная форма воротникового фланца, позволяет производить сборку верхней части литейной оснастки в монолитный замкнутый без просветов круг, а продольный осевой канал, выполняет роль желоба-переходника при переходе во время разливки с одной изложницы на другую.
Собранную литейную оснастку помещают в электрические или газовые нагревательные печи, с диапазоном температур 500÷800°C, для обеспечения разогрева оснастки перед разливкой металла.
Разогретую литейную оснастку размещают в вакуумной индукционной печи на разливочном столе барабанного типа, что позволяет заполнять металлом каждую изложницу размещенной в оснастке последовательно. Заполнение литейной оснастки происходит сверху через сталеразливочный желоб в вакууме.
После проведения разливки и окончательного затвердевания металла литейную оснастку разбирают, и полученные заготовки диаметром 50÷150 мм подвергают механической обработке.
Таким образом, использование предложенного технического решения позволяет:
- снизить скрапообразование за счет меньшего разбрызгивания металла в - желобках-переходниках, и как следствие увеличить выход годного металла.
- исключить необходимость возврата на предыдущую изложницу для доливки - металла в прибыль, так как при переполнении тепловой вставки в конце наполнения
- изложницы, металл самотеком переливается в предыдущую изложницу.
Применение заявленного технического решения обеспечивает получение литейной прутковой заготовки диаметром 50÷150 мм требуемого качества и мерной длиной 700÷500 мм.
5. Пример конкретного выполнения
Пример 1. Производство ЛПЗ ∅90 мм.
С целью получения литейной прутковой заготовки диаметром 90 мм и мерной длиной 1200 мм из жаропрочного сплава ЖС32-ВИ, была проведена выплавка и разливка в вакуумной индукционной печи с использованием специально подготовленной литейной оснастки.
Для обеспечения сборки качественной литейной оснастки под выплавку ЛПЗ, предварительно была проведена выбраковка и термическая обработка изложниц с их последующей механической чисткой. Далее была осуществлена сборка литейной оснастки и сталеразливочного желоба.
В вакуумной индукционной печи емкостью 1,5 т произвели выплавку и разливку ЛПЗ ∅90 мм из жаропрочного сплава ЖС32-ВИ, в подготовленную литейную оснастку. Температура металла в печи перед началом разливки составила 1540°С. Плавка была разлита полностью со средней скоростью наполнения изложниц 25 сек/шт. Налито 26 заготовок, поверхность заготовок удовлетворительная, поперечных трещин не было, привары стальных грибков к ЛПЗ отсутствуют.
Полученную литейную прутковую заготовку сплава ЖС32-ВИ после механической обработки сдали заказчику.
Пример 2. Производство ЛПЗ ∅65 мм
С целью получения литейной прутковой заготовки диаметром 65 мм и мерной длиной 1400 мм из жаропрочного сплава ЖС6У-ВИ, была проведена выплавка и разливка в вакуумной индукционной печи с использованием специально подготовленной литейной оснастки.
Подготовку литейной оснастки под ЛПЗ 065 мм произвели в аналогично ЛПЗ ∅90 мм сплава ЖС32-ВИ. Выплавку металла произвели в вакуумной индукционной печи емкостью 1,5 т. Температура металла в печи перед началом разливки составила 1560°С. Плавка была разлита полностью со средней скоростью наполнения изложниц 17 сек/шт. Отличий от ЛПЗ ∅90 мм сплава ЖС32-ВИ нет.
Выгрузка ЛПЗ сплава ЖС6У-ВИ из изложниц прошла удовлетворительно. Осмотр поверхности полученных заготовок показал следующее: качество поверхности удовлетворительное, отдельные ЛПЗ имели участки со следами рябизны (корольков), поперечных трещин нет. Налито 29 заготовок.
Для исследования макроструктуры ЛПЗ ∅65 мм сплава ЖС6У-ВИ отобрали одну произвольную заготовку (весом 43 кг), из которой вырезали продольные макро темплеты.
Качество литейной прутковой заготовки ∅65 мм в продольном макро удовлетворительное - периферийная зона плотная, поверхностные дефекты не превышают глубины 1 мм. В центральной зоне усадка носит прерывистый характер с обширными «мостами» плотного металла. Диаметр усадки не более 9 мм.
Полученную литейную прутковую заготовку сплава ЖС6У-ВИ после механической обработки сдали заказчику.
В целом по плавкам количество отходов при разливке (образование скрапа) и после механической обработки полученных литейных прутковых заготовок (поверхности и торцовки ЛПЗ) после применения данного способа снизилось на 5% с плавки, что соответственно увеличило выход годного дорогостоящих сплавов на никелевой основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2018 |
|
RU2680789C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ ИЗ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2254959C1 |
| Способ получения коррозионностойкого сплава ХН63МБ на никелевой основе с содержанием углерода менее 0,005% | 2019 |
|
RU2749406C1 |
| Способ выплавки высокохромистого никелевого сплава марки ЭП648-ВИ | 2020 |
|
RU2749409C1 |
| СПОСОБ ВЫПЛАВКИ СПЛАВА ХН33КВ | 2022 |
|
RU2782193C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
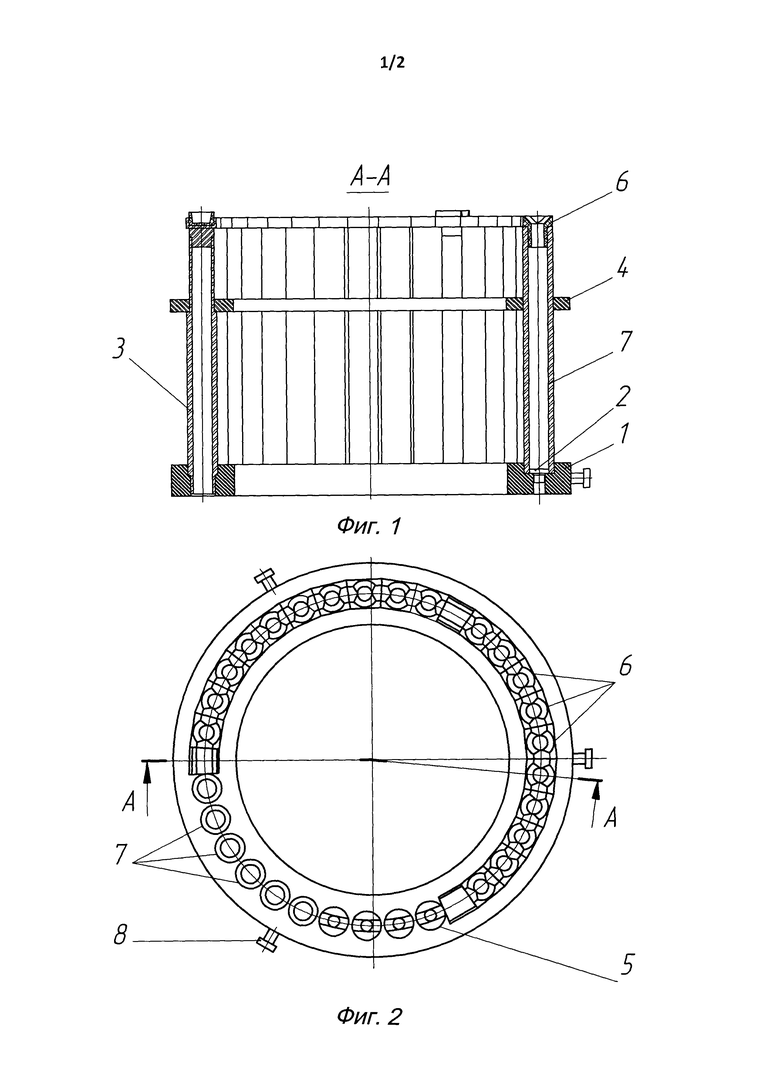
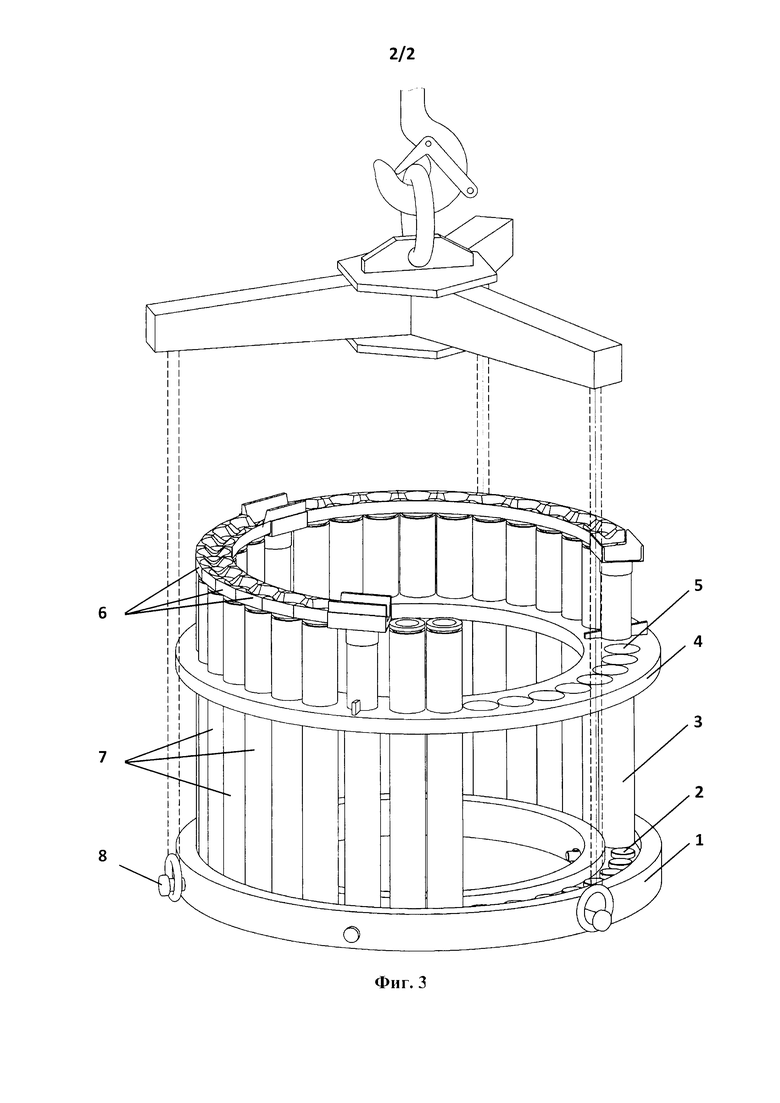
Изобретение относится к разливке металла. Устройство литейной оснастки, представляющее собой единый сборный блок, содержит поддоны с установленными на них изложницами (7) одинаковой длины, соединительные желоба между изложницами и два кольца (1, 4), соединенные тремя опорными стойками (3) в жесткий каркас. В кольца устанавливают изложницы (7) в один ряд, в каждую изложницу устанавливают тепловую вставку (6). Тепловая вставка выполнена в виде трубчатой втулки с воротниковым фланцем трапецеидальной формы с центрирующей струю металла воронкой и продольным осевым каналом. Воротниковый фланец обеспечивает сборку изложниц в монолитный замкнутый круг, а продольные осевые каналы вставок образуют желоб-переходник. Литейную оснастку размещают в вакуумной индукционной печи на разливочном столе барабанного типа. Разливку осуществляют в вакууме путем последовательного заполнения изложниц из ковша через сталеразливочный желоб. При переполнении тепловой вставки в конце наполнения изложницы металл самотеком переливается в предыдущую изложницу, что исключает возврат изложницы для доливки прибыли. Обеспечивается снижение скрапообразования за счет снижения разбрызгивания металла в желобах-переходниках и увеличение выхода годного. 2 н. и 5 з.п. ф-лы, 3 ил., 2 пр.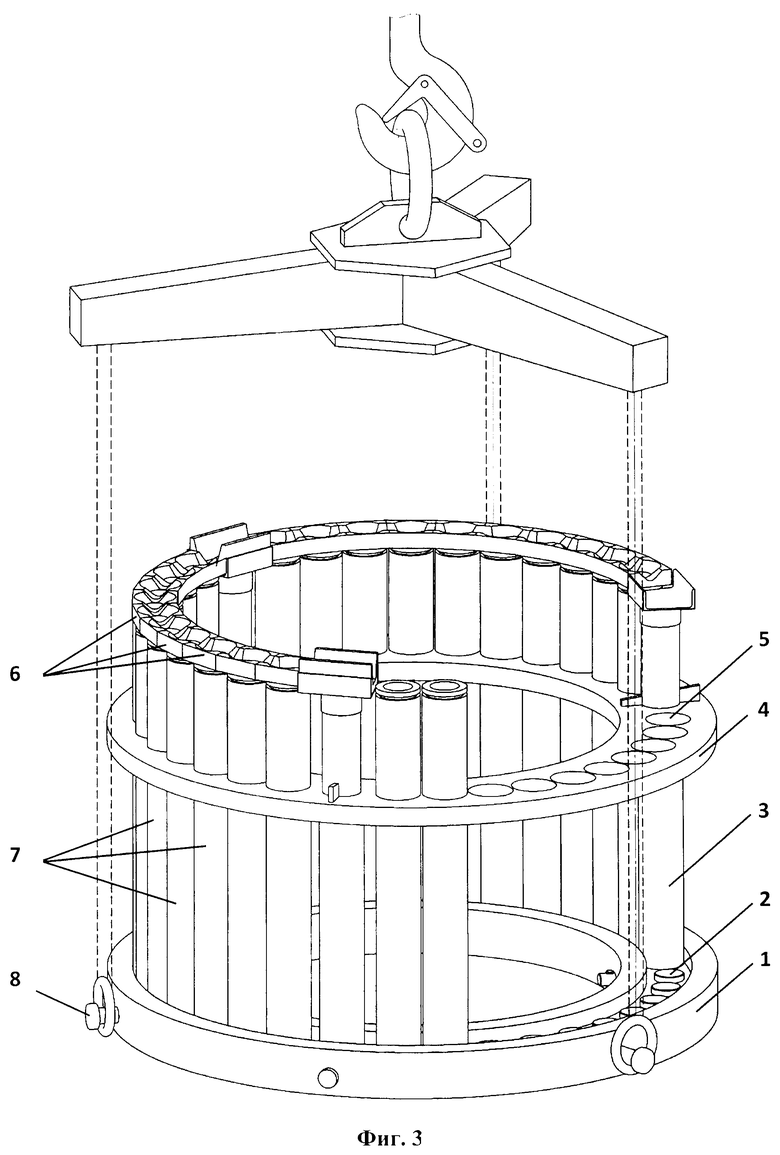
1. Способ разливки прутковых заготовок малого сечения, включающий установку ковша с расплавом над изложницами одинаковой длины, находящихся на поддонах и соединенных желобами друг с другом и с ковшом, подачу расплава из ковша и формирование слитков конечной длины, отличающийся тем, что осуществляют стадию подготовки литейной оснастки, на которой проводят предварительную выбраковку изложниц, размещают изложницы в один ряд в литейной оснастке, в каждую изложницу устанавливают тепловую вставку, выполненную в виде трубчатой втулки с воротниковым фланцем с продольным осевым каналом трапецеидальной формы, обеспечивающим сборку изложниц в монолитный замкнутый круг с образованием желоба-переходника, литейную оснастку размещают в вакуумной индукционной печи на разливочном столе барабанного типа и осуществляют разливку металла в вакууме путем последовательного заполнения изложниц из ковша через сталеразливочный желоб.
2. Способ по п. 1, отличающийся тем, что на стадии выбраковки также выполняют отжиг изложниц в среде водорода, а затем производят механическую обработку их внутренней поверхности.
3. Способ по п. 1, отличающийся тем, что после проведения разливки и окончательного затвердевания металла литейную оснастку разбирают, а полученные заготовки диаметром 50-450 мм подвергают механической обработке.
4. Устройство литейной оснастки для разливки прутковых заготовок малого сечения, содержащее поддоны с установленными на них группами изложниц одинаковой длины и соединительные желоба, установленные между изложницами, отличающееся тем, что оно выполнено с возможностью размещения в вакуумной индукционной печи и представляет собой единый сборный блок, содержащий два кольца, соединенные тремя опорными стойками в жесткий каркас, при этом кольца выполнены с возможностью установки в них изложниц одинаковой длины, снабженных тепловыми вставками, выполненными в виде трубчатой втулки с воротниковым фланцем трапецеидальной формы, с центрирующей струю металла воронкой и продольным осевым каналом, при этом воротниковый фланец трапецеидальной формы обеспечивает сборку изложниц в монолитный замкнутый круг, а продольные осевые каналы вставок образуют желоб-переходник изложниц.
5. Устройство по п. 4, отличающееся тем, что нижнее из двух колец содержит углубление с отверстиями для установки стальных или керамических вкладышей.
6. Устройство по п. 4, отличающееся тем, что в верхнем из двух колец выполнены отверстия для установки изложниц, соосные с отверстиями для установки стальных или керамических вкладышей, выполненными в нижнем из двух колец оснастки.
7. Устройство по п. 4, отличающееся тем, что три опорные стойки выполнены цилиндрической формы, разнесены под углом 120° и выполнены с возможностью обеспечения необходимой высоты расположения двух колец относительно друг друга.
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| 0 |
|
SU82484A1 | |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ | 2010 |
|
RU2431544C1 |
| Подшипниковый узел карданного шарнира | 1984 |
|
SU1201572A2 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2005 |
|
RU2312739C2 |

