Изобретение относится к области металлургии, а именно к производству жаропрочных сплавов на никелевой основе с применением некондиционных отходов, и может быть использовано при изготовлении отливок методом литья по выплавляемым моделям при порционной плавке мерных шихтовых заготовок (МШЗ) в вакуумных индукционных печах периодического действия.
При резке ленточной пилой МШЗ из прутков исходных литейных жаропрочных сплавов образуется большое количество некондиционных отходов в виде мелкой стружки, содержащей в своем составе до 30-35% масел из СОЖ, применяемой при разрезке сплавов. Насыпная плотность полученной стружки составляет 0,45-0,50 г/см3, а гранулометрический состав стружки разнообразен: немногим более 500 мкм, но не менее 63 мкм.
Данное состояние стружки не позволяет использовать ее при изготовлении отливок, и стружка утилизируется. В технике известно достаточное количество химических, механических и физических способов очистки стружки цветных металлов от загрязнений и ее переработки. Основным способом переработки стружки является ее переплав в плавильных печах, при этом для повышения эффективности переплава используется принцип брикетирования (уплотнения) стружки.
Известны способы получения жаропрочных сплавов на никелевой основе с использованием в шихте отходов литейного производства и утилизированных деталей (Патенты РФ №1709738, С22С 1/02, 2000 г.; №2274671, С22С 1/02, 2006 г.; №2302473, С22В 7/00, С22В 9/20, 2007 г.; №2392338, С22С 1/02, 2010 г.).
По способу, описанному в патенте №1709738, в шихту перед расплавлением добавляют до 80 мас.% отходов, затем проводят рафинирование и раскисление металла. Известный способ, который относится к безотходным способам литья, не обеспечивает получение сплава с низким содержанием примесей и не позволяет использовать стружку, загрязненную маслами, совместно с возвратом литейного производства.
Известны различные способы подготовки стружки цветных металлов с целью очищения от загрязнения, например, способ переработки алюминиевых отходов механической обработки, включающий очистку, брикетирование, нагрев, прессование и переплав в слиток (Современные способы изготовления деформируемых полуфабрикатов из алюминиевого скрапа в сб. Цветная металлургия, серия: Вторичная металлургия цветных металлов. Обзорная информация, Вып.2, М., 1990, с.15).
Недостатками данного способа являются:
1. Низкая степень удаления с поверхности стружки технологических загрязнений, что неприемлемо при изготовлении отливок из жаропрочных сплавов на никелевой основе.
2. Необходимость использования силового оборудования и соответствующей формообразующей оснастки, позволяющих производить операцию брикетирования стружки и повышающих себестоимость производства.
3. Низкое качество металла слитка из-за использования при переплаве 100% стружки.
Известен способ обезжиривания алюминиевой стружки путем обработки ее в 15% растворе азотной кислоты в течение 10-20 минут, промывки водой, последующей обработки в 5% растворе едкого натра при температуре 50°С в течение 3-5 минут, повторной обработки в 15-20% растворе азотной кислоты и окончательной промывки водой и сушки. (Современные способы изготовления деформируемых полуфабрикатов из алюминиевого скрапа в сб. Цветная металлургия, серия: Вторичная металлургия цветных металлов. Обзорная информация, Вып.2, М., 1990, с.6).
Недостатками данного способа обезжиривания стружки являются:
1. Недостаточная степень удаления с поверхности стружки технологических загрязнений, что абсолютно недопустимо при изготовлении отливок из жаропрочных сплавов на никелевой основе.
2. Низкая экологическая составляющая процесса обезжиривания стружки, вызванная применением и утилизацией агрессивных кислот и щелочей.
Оба известных способа имеют высокую себестоимость предварительной подготовки стружки для дальнейшего использования ее в качестве добавки к шихтовым материалам, а также не обеспечивают полной идентичности химических составов стружки и исходного сплава.
Наиболее близким к заявляемому является способ производства безуглеродистых литейных жаропрочных сплавов на основе никеля, включающий подготовку шихтовых материалов, содержащих отходы жаропрочных сплавов, и их последующий переплав (Патент РФ №2398905, С22С 19/03, 2010 г.).
В качестве отходов безуглеродистых литейных жаропрочных сплавов на основе никеля используют обрезь головных и донных частей отлитых шихтовых заготовок, недолитков, скрапин и сплесов, отходов литейного производства, а также стружки, образующейся при механической обработке монокристаллитных отливок и поверхности шихтовых заготовок.
Для повышения выхода годного с низким содержанием вредных примесей осуществляют очистку отходов путем рафинирования, перегрева и введения редкоземельных металлов, что существенно увеличивает себестоимость производства безуглеродистых литейных жаропрочных сплавов. При этом основную массу отходов составляет обрезь, стружка и бракованные отливки (возврат), однако стружка изначально не содержит технические примеси.
В известном способе не предусматривается утилизация стружки, полученной при резке прутков ленточно-пильным методом, т.е. загрязненной техническими примесями (маслами СОЖ), что не обеспечивает безотходность производства.
Техническая задача заключается в снижении себестоимости литья, повышении коэффициента использования материала (КИМ) и процента выхода годной продукции за счет введения в состав шихтовых материалов очищенной от технических примесей стружки с химическим составом, идентичным литейному жаропрочному сплаву.
Сущность изобретения заключается в том, что в способе получения литейных жаропрочных сплавов на никелевой основе, включающем подготовку шихтовых материалов, содержащих отходы жаропрочных никелевых сплавов; и их последующий переплав в вакууме, согласно изобретению, в качестве отходов жаропрочных никелевых сплавов используют возврат литейного производства и стружку, полученную при резке прутков жаропрочных никелевых сплавов ленточно-пильным методом, которую добавляют в количестве 3-10% от массы шихтовых материалов, при этом стружку предварительно промывают в проточной водопроводной воде с температурой 80-90°С до остаточного содержания масел на поверхности стружки в количестве 3-5%, обезжиривают в ультразвуковой ванне с водным раствором технического моющего средства с температурой 80-90°С в течение 30-40 минут, промывают в ультразвуковой ванне с использованием проточной водопроводной воды с температурой 80-90°С в течение 10-15 минут, а затем осуществляют промывку в непроточной дистиллированной воде с температурой 80-90°С в течение 10-15 минут, и далее проводят конвекционную сушку в сетчатых вращающихся барабанах и магнитную сепарацию стружки.
Было обнаружено, что согласно заявляемому способу после проведения операции очистки, стружка имеет химический состав, идентичный исходному, что позволяет сохранить высокую степень чистоты дорогостоящих сплавов и улучшает экологичность процесса очистки стружки от технологических примесей, присутствующих в стружке, полученной при резке прутков ленточно-пильным методом, т.к. при подготовке исключается процесс расплавления, а значит и химическое взаимодействие.
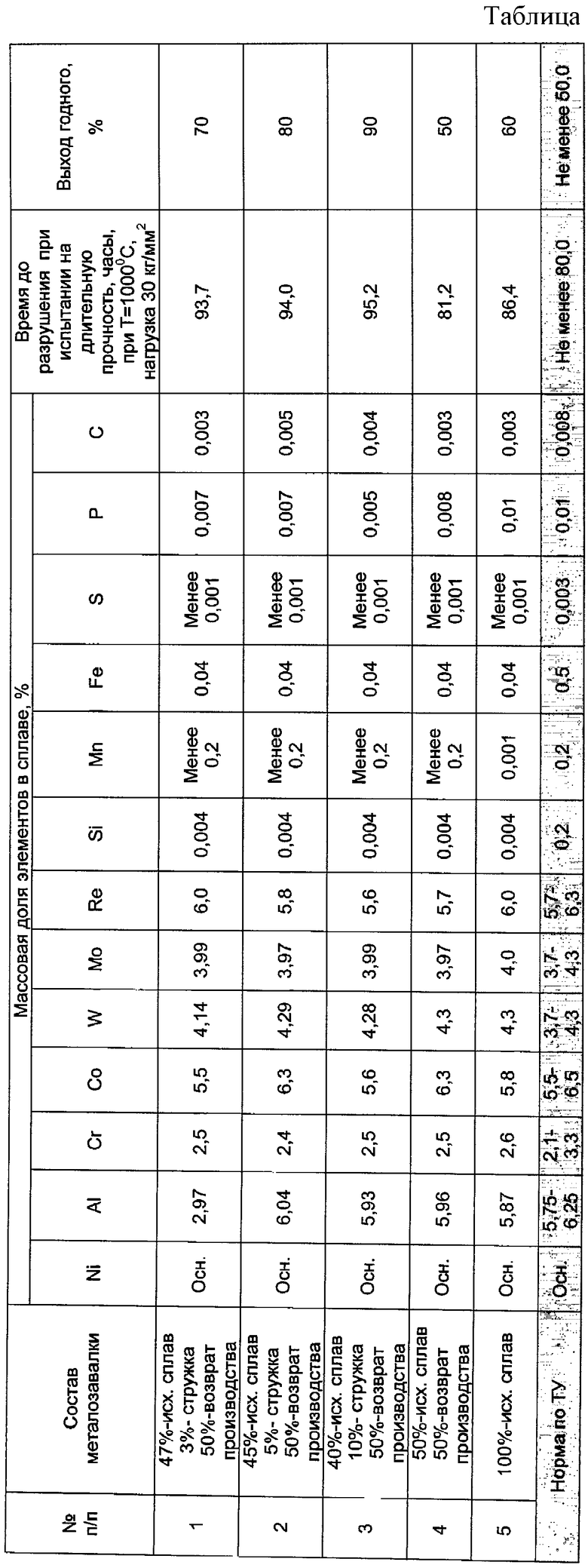
Предлагаемый способ позволяет получать высококачественные отливки жаропрочных сплавов на никелевой основе с высоким процентом выхода годного (до 90%) и повышенным показателем по длительной прочности (до 95,2 часов). Из производства исключаются потери дорогостоящих исходных литейных сплавов, связанные с их разрезкой на мерные шихтовые заготовки, в виде стружки, которую после достаточно недорогой подготовки, без проведения операции брикетирования, используют в качестве возвратных отходов, что снижает себестоимость готовой продукции и повышает коэффициент использования материала на 15-20%. Способ обеспечивает полную идентичность химического состава стружки химическому составу исходного литейного сплава.
Стружка используется как полноценный исходный литейный сплав в количествах от 3,0 до 10,0%. Нижнее значение (3,0%) соответствует массе стружки, образовавшейся при одном резе, верхнее значение (10,0%) обусловлено ограничением объема плавильного тигля.
Из таблицы (см. в конце описания), иллюстрирующей преимущества заявляемого способа, видно, что все 5 плавок отвечают требованиям нормативной документации на исходный литейный сплав системы Ni-Co-Cr-Al-Mo-W-Re, однако, при использовании стружки возрастает процент выхода годного, а показатели длительной прочности превышают аналогичный показатель для исходного литейного сплава. При этом введение стружки в количестве 3-10% является оптимальным.
Заявляемый способ осуществляется следующим образом.
Прутки жаропрочного литейного сплава системы Ni-Co-Cr-Al-Mo-W-Re разрезали с использованием ленточной пилы (ленточно-пильным методом). Насыпная плотность стружки, образующейся при разрезке прутков, составляет 0,45-0,50 г/см2, при этом гранулометрический состав стружки следующий:
- частиц с размером более 500 мкм - 42%;
- частиц с размером от 500 до 315 мкм - 36%;
- частиц с размером от 315 до 200 мкм - 16%;
- частиц с размером менее 200 мкм - 6%.
Стружку, собранную после резки прутков и содержащую до 30-35% технологических примесей в виде масел из СОЖ, промывают в проточной водопроводной воде с температурой 80-90°С и контролируют остаточное содержание масел на поверхности стружки. Промывку заканчивают, когда содержание масел составляет 3-5%.
Затем отмытую стружку помещают в сетчатые вращающиеся барабаны с размером ячеек не более 63 мкм и при непрерывном перемешивании обезжиривают в ультразвуковой ванне в водном растворе технического моющего средства (концентрация 0,05-0,07 кг/л) при температуре раствора 80-90°С в течение 30-40 минут. Затем остатки моющего средства из состава стружки удаляют в ультразвуковой ванне с использованием горячей проточной водопроводной воды при температуре 80-90°С в течение 10-15 минут.
Промывку стружки от ионов щелочноземельных металлов (Са+2 и Mg+2), сульфатов (SO-4), хлоридов (Cl-1), нитратов (NO-3), фосфатов (РО-4) и пр. осуществляют в горячей непроточной дистиллированной воде при температуре воды 80-90°С в течение 10-15 минут при непрерывном перемешивании в сетчатых вращающихся барабанах. Затем проводят конвекционную сушку стружки в потоке нагретого до 130°C воздуха в течение 30-40 минут. При проведении операции конвекционной сушки, стружка находится в сетчатых вращающихся барабанах.
Магнитную сепарацию осуществляют с целью удаления из состава готовой стружки железосодержащих примесей. Операцию магнитной сепарации осуществляют вручную из слоя стружки, рассыпанной на ровной и немагнитной поверхности, с применением постоянного магнита.
Подготовка стружки завершается проведением контроля качества отмывки стружки. Контроль осуществляют при комнатной температуре визуальным методом в рассеянном свете на помутнение растворителя масел (Нефрас С2-80/120) после 10-ти минутной выдержки в нем пробы контролируемой стружки.
В последующем осуществляют подготовку шихтовых материалов и переплав. Для этого на дно плавильного керамического тигля емкостью 15 кг укладывают МШЗ исходного никелевого сплава массой 1600-1880 г. Поверх насыпают и выравнивают слой подготовленной стружки в количестве 120-400 г. На слой стружки укладывают «навеску» сплава в виде элементов литниково-питающих систем и забракованных отливок, являющихся возвратом собственного литейного производства, в количестве 2000 г. При этом поддерживают заданное технологией соотношение исходного литейного сплава и возврата собственного производства на уровне 50:50. Стружка в данном случае служит полноценным исходным литейным сплавом.
Расплавление производят в вакуумной индукционной печи периодического действия УППФ-3М при остаточном давлении 10-2 мм рт.ст. за счет прямого нагрева до 1650°С с технологической выдержкой в течение 2-3 минут с целью обеспечения удаления растворенных в расплаве газов. Далее производят операцию по очистке зеркала расплава от окисных плен путем покачивания тигля. Затем температуру снижают до технологической - 1480°С, после чего металл сливают в горячую огнеупорную форму, внутренние контуры которой соответствуют наружному контуру будущей отливки.
Пример: В состав шихтовых материалов входили 40% исходного жаропрочного литейного сплава системы Ni-Co-Cr-Al-Mo-W-Re, 50% возврата собственного литейного производства и 10% стружки, предварительно очищенной следующим образом:
Стружку промывали в проточной водопроводной воде с температурой 80-90°С, при этом контролировали остаточное содержание масел на поверхности стружки (не более 3-5%). Затем отмытую стружку помещали в сетчатые вращающиеся барабаны с размером ячеек 63 мкм и при непрерывном перемешивании обезжиривали в ультразвуковой ванне в водном растворе технического моющего средства (концентрация 0,05-0,07 кг/л) при температуре раствора 80-90°С в течение 30 минут. Остатки моющего средства из состава стружки удаляли в ультразвуковой ванне с использованием горячей проточной водопроводной воды при температуре 80-90°С в течение 10 минут.
Затем осуществляли промывание стружки в горячей непроточной дистиллированной воде при температуре воды 80-90°С в течение 10 минут при непрерывном перемешивании. Конвекционную сушку стружки проводили в сетчатых вращающихся барабанах, помещенных в потоке нагретого до 130° воздуха, в течение 30-40 минут.
Подготовка стружки завершалась операцией контроля качества отмывки стружки, которая заключалась в визуальном контроле в рассеянном свете помутнения растворителя масел Нефрас С2-80/120 после 10-ти минутной выдержки в нем пробы стружки.
На дно плавильного керамического тигля емкостью 15 кг укладывали МШЗ исходного никелевого сплава массой 1600 г. Поверх насыпали и выравнивали слой подготовленной стружки в количестве 400 г. На слой стружки укладывали «навеску» сплава в виде элементов литниково-питающих систем и забракованных отливок, являющихся возвратом собственного литейного производства, в количестве 2000 г.
Расплавление производили в вакуумной индукционной печи периодического действия УППФ-3М при остаточном давлении 10-2 мм рт.ст. за счет прямого нагрева до 1650°C с технологической выдержкой в течение 2-3 минут с целью обеспечения удаления растворенных в расплаве газов. Далее производили операцию по очистке зеркала расплава от окисных плен путем покачивания тигля. Температуру снижали до технологической 1480°С, после чего металл сливали в горячую огнеупорную форму, внутренние контуры которой соответствовали наружному контуру будущей отливки.
Результаты испытания образцов из полученного сплава показаны в таблице (см. в конце описания). Время до разрушения при испытании на длительную прочность при 1000°С и нагрузке 30 кг/мм2 составляло 95,2 часа, а выход годного - 90%.
Выбранная схема очистки стружки от технологических загрязнений в сочетании с разработанной схемой ее переплава обеспечивает получение отливок требуемого качества при снижении себестоимости их получения более чем 15%.
Заявляемое техническое решение опробовано в производственных условиях ОАО «Авиадвигатель» с положительным результатом. Заявленным способом возвращено в производство более 400 кг жаропрочных литейных сплавов на основе никеля на сумму 6000000 рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ШИХТОВОЙ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2018 |
|
RU2678628C1 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в дистиллированной воде | 2022 |
|
RU2807399C1 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в осветительном керосине | 2023 |
|
RU2816973C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2392338C1 |
| Способ получения высоколегированного жаропрочного сплава ХН62БМКТЮ на никелевой основе | 2017 |
|
RU2672651C1 |
| Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе | 2017 |
|
RU2672609C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах | 2019 |
|
RU2716326C1 |
| Сплав на основе интерметаллида NiAl, способ его получения и способ изготовления из него изделия | 2023 |
|
RU2824506C1 |
Изобретение относится к области металлургии, а именно к производству жаропрочных сплавов на никелевой основе с применением некондиционных отходов, и может быть использовано при изготовлении отливок методом литья по выплавляемым моделям. Способ получения литейных жаропрочных сплавов на никелевой основе включает подготовку шихтовых материалов, содержащих отходы жаропрочных никелевых сплавов, и их последующий переплав в вакууме. В качестве отходов жаропрочных никелевых сплавов используют возврат литейного производства и стружку, полученную при резке прутков жаропрочных никелевых сплавов, в количестве 3-10% от массы шихтовых материалов. Стружку предварительно промывают в проточной водопроводной воде до остаточного содержания масел на поверхности стружки в количестве 3-5%, обезжиривают в ультразвуковой ванне с водным раствором технического моющего средства, промывают в ультразвуковой ванне с использованием проточной водопроводной воды, а затем осуществляют промывку в непроточной дистиллированной воде. Далее проводят конвекционную сушку в сетчатых вращающихся барабанах и магнитную сепарацию стружки. Повышается коэффициент использования материала и процента выхода годной продукции за счет введения в состав шихтовых материалов очищенной от технических примесей стружки с химическим составом, идентичным литейному жаропрочному сплаву. 1 табл., 1 пр.
Способ получения литейных жаропрочных сплавов на никелевой основе, включающий подготовку шихтовых материалов, содержащих отходы жаропрочных никелевых сплавов, и их последующий переплав в вакууме, отличающийся тем, что в качестве отходов жаропрочных никелевых сплавов используют возврат литейного производства и стружку, полученную при резке прутков жаропрочных никелевых сплавов ленточно-пильным методом, которую добавляют в количестве 3-10% от массы шихтовых материалов, при этом стружку предварительно промывают в проточной водопроводной воде с температурой 80-90°С до остаточного содержания масел на поверхности стружки в количестве 3-5%, обезжиривают в ультразвуковой ванне с водным раствором технического моющего средства с температурой 80-90°С в течение 30-40 мин, промывают в ультразвуковой ванне с использованием проточной водопроводной воды с температурой 80-90°С в течение 10-15 мин, а затем осуществляют промывку в непроточной дистиллированной воде с температурой 80-90°С в течение 10-15 мин, далее проводят конвекционную сушку в сетчатых вращающихся барабанах и магнитную сепарацию стружки.
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2392338C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЗУГЛЕРОДИСТЫХ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2274671C1 |
| КВАДРАТУРНЫЙ УСИЛИТЕЛЬ | 0 |
|
SU302803A1 |

