1. Область техники
Изобретение относится к области специальной металлургии, конкретно к способам получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе, предназначенного для изделий специального назначения; особо тонкостенных труб применяемых для изготовления деталей в реакторостроении, оболочек ТВЭЛов, СВП и РИН (рабочих источников нейтронов), элементов активной зоны ядерных реакторов, с использованием рециклирования отходов, а также может быть применено для получения иных сплавов.
2. Предшествующий уровень техники
Известен «Способ получения литейных жаропрочных сплавов на никелевой основе с применением отходов» (Патент RU №2190680 (С22С 1/02) 2001), путем рафинирования отходов в вакууме. Недостатком технического решения является узкий диапазон технологических режимов для локальных составов не учитывающий разнородность отходов и возможность корректировки состава.
Известен «Способ производства безуглеродистых литейных жаропрочных сплавов на никелевой основе» (Патент RU №2310004 (С22С 1/03, С22С 19/05, С22С 1/06) 2005), в котором переплавленные в вакууме шихтовые материалы рафинируют в две стадии путем введения в расплав окислителя в атмосфере инертного газа и последующем введением в вакууме хрома, активных легирующих элементов, РЗМ и рафинирование кальцием. Недостатком технического решения является то, что он не позволяет выплавлять сплавы с высоким содержанием хрома из-за большого угара и окисления, а также невозможность получения в сплаве низких содержаний вредных примесей.
Известен «Способ получения жаропрочных никелевых сплавов переработкой металлических отходов» (Патент RU2398905 (С22С 19/03, С22В 7/00) 2009), включающий загрузку металлических отходов, их расплавление и последующее рафинирование. Недостатком способа является отсутствие возможности корректировки состава при подготовке к основной выплавке.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ получения литейных жаропрочных сплавов на никелевой основе» (Патент RU №2470081, (С22С 1/02, С22В 9/02), 2011).
Способ включает подготовку шихтовых материалов при получении сплавов на никелевой основе, включающий очистку от технических механических примесей некондиционных отходов, введение состава из очищенных некондиционных отходов идентичных сплаву в состав шихтовых материалов, и их последующий переплав в вакууме.
Недостатком известного способа является отсутствие эффективных операций химико-физической корректировки некондиционных отходов на стадии подготовки шихтовых материалов.
3. Сущность изобретения
3.1. Постановка технической задачи
Обеспечение ресурсосбережения в том числе экономии дорогостоящих и дефицитных шихтовых материалов при выплавке прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе с использованием рециклирования отходов путем активации их не реализованных резервов.
Результат решения технической задачи
Задача ресурсосбережения решена путем вовлечения в производство прецизионного сплава 42ХНМ (ЭП630У) вторичных кондиционных отходов, полученных путем подготовки и рафинирования кондиционных и некондиционных отходов собственной марки. При этом во вторичных кондиционных отходах обеспечивается получение идентичного химического состава основной шихтовой загрузки.
3.2. Отличительные признаки
В отличии от известного технического решения при получении сплавов на никелевой основе включающее подготовку шихтовых материалов, очистку от технических механических примесей некондиционных отходов, введение состава, из очищенных некондиционных отходов идентичного марочному сплаву в состав шихтовых материалов, и их последующий переплав в вакууме; в заявленном техническом решении на стадии подготовки шихтовых материалов из кондиционных и некондиционных отходов, для их рециклирования и получения вторичных активированных кондиционных отходов, последовательно осуществляют выплавку в вакуумной индукционной печи на высоком вакууме (не выше 25×10-3 мм рт.ст.) с использованием электромагнитного перемешивания (ЭМП), после чего выполняют разливку через разливочный желоб с установленными двумя перегородками и пенокерамическим фильтром, что обеспечивает физико-химическую очистку и получение продукта с идентичным химическим составом основной шихтовой загрузки, который вводят в состав шихты открытой индукционный выплавки марочного металла в количестве до 40%.
Завалку вакуумной индукционной печи формируют с использованием кондиционных и некондиционных отходов собственной марки, в том числе стружки в количестве до 40% от веса завалки. При этом стружку предварительно прокаливают в отжигательной печи в чугунной жаровне насыпным слоем не более (600÷800)мм при температуре (500÷800)°С в течение 2÷3 часов. Охлаждение стружки производится с печью в течение 7÷8 часов до температуры 20÷50°С.
Шихту сплава 42ХНМ (ЭП630У) выплавляют в вакуумной индукционной печи на высоком вакууме (не выше 25×10-3 мм рт.ст.). После расплавления завалки при температуре расплава (1480÷1520)°С металл выдерживают под вакуумом в течение 10÷15 минут с подключением электромагнитного перемешивания на 5÷7 минут в середине выдержки.
Разливку металла производят в вакууме при температуре (1540÷1560)°С в стальные трубы ∅80÷100 мм или в изложницы ∅200÷250 мм с теплоизоляционными вкладышами через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и специально подготовленным пенокерамическим фильтром.
Кроме того, боковую поверхность выплавленных заготовок, перед дальнейшем использованием на выплавку марочного металла, подвергают сплошной абразивной чистке поверхности на глубину 5÷7% от диаметра заготовки и удаляют технологическую обрезь с обоих сторон.
3.3. Перечень фигур чертежей
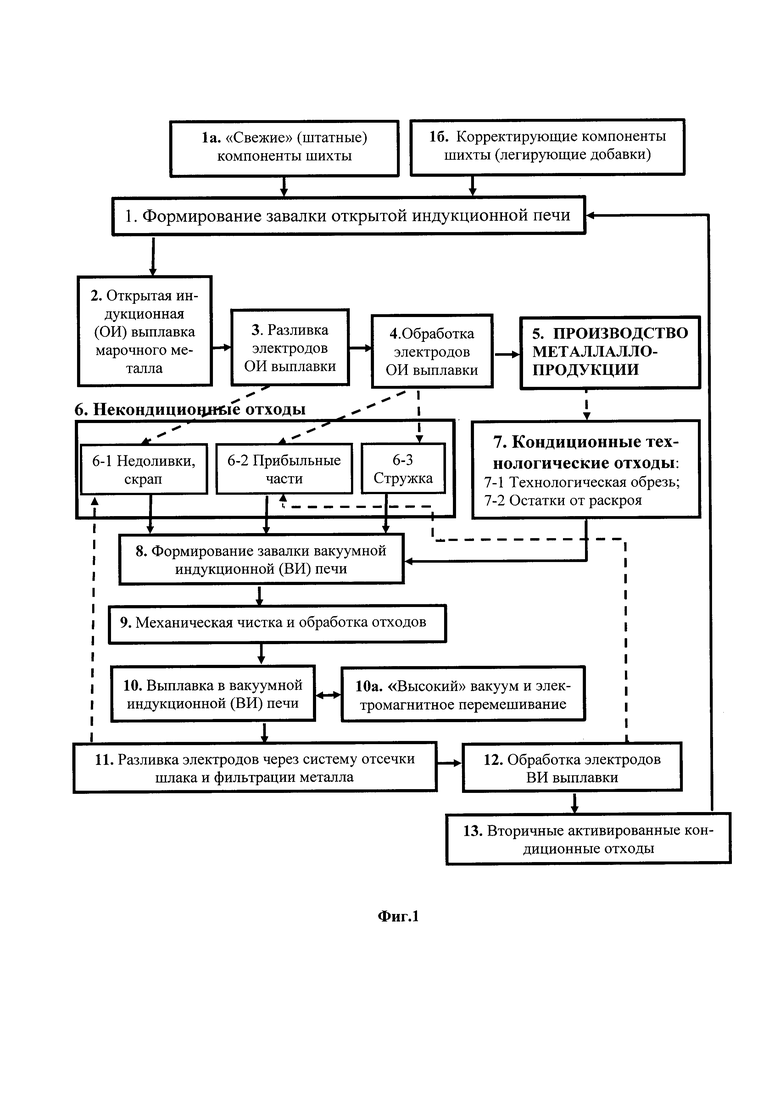
На фиг. 1 представлена структурная блок-схема способа производства прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе, где 1. - Формирование завалки открытой индукционной печи; 1а. - «Свежие» (штатные) компоненты шихты; 1б. - Корректирующие компоненты шихты (легирующие добавки); 2. - Открытая индукционная (ОИ) выплавка марочного металла; 3. - Разливка электродов ОИ выплавки; 4. - Обработка электродов ОИ выплавки; 5. - Производство металлопродукции; 6. - Некондиционные отходы (6-1. - Недоливки, скрап; 6-2. - Прибыльные части; 6-3. - Стружка); 7 - Кондиционные технологические отходы (7-1. -Технологическая обрезь; 7-2. - Остатки от раскроя); 8. - Формирование завалки вакуумной индукционной (ВИ) печи; 9. - Механическая чистка и обработка отходов; 10.
- Выплавка в вакуумной индукционной (ВИ) печи; 10а. - «Высокий» вакуум и электромагнитное перемешивание; 11. - Разливка электродов через систему отсечки шлака и фильтрации металла; 12. - Обработка электродов ВИ выплавки; 13. - Вторичные активированные кондиционные отходы.
ОИ выплавка - открытая индукционная выплавка на фиг. 1 блок 2; ВИ выплавка
- вакуумная индукционная выплавка на фиг. 1 блок 10.
4. Описание изобретения
В заявленном техническом решении на стадии подготовки шихтовых материалов осуществляют операции химико-физической корректировки отходов собственной марки, при этом последовательно выполняют следующие действия получения прецизионного сплава на никелевой основе (Фиг. 1.):
- предварительная выплавка в вакуумной индукционной печи отходов собственной марки, в том числе стружки в количестве до 40% от веса завалки, на высоком вакууме (не выше 25×10-3 мм рт.ст.) (Фиг. 1, блок 8, 10);
- после расплавления завалки при температуре расплава (1480÷1520)°С металл выдерживают под вакуумом в течение 10÷15 минут с подключением электромагнитного перемешивания на 5÷7 минут в середине выдержки с использованием электромагнитного перемешивания (Фиг. 1, блок 10 и 10а);
- разливка металла в вакууме через разливочный желоб с установленными двумя перегородками, для отсечки шлака, и специально подготовленный пенокерамический фильтр при температуре (1540÷1560)°С в стальные трубы ∅80÷100 мм или в изложницы ∅200÷250 мм с теплоизоляционными вкладышами (Фиг. 1, блок 11) предназначенными для получения укороченной прибыльной части слитков, электродов, литой прутковой заготовки, исключающей проникновение усадочной раковины в тело слитка и предотвращающей образование поперечных трещин;
- выплавка марочного металла в открытой индукционной печи с защитной крышкой с использованием полученных вторичных активированных кондиционных отходов (Фиг. 1, блок 1 и 2), при этом:
- завалку вакуумной индукционной печи формируют с использованием стружки (до 40% от веса завалки) и кусковых отходов собственной марки (Фиг. 1, блок 8);
- стружка предварительно прокаливается в отжигательной печи в чугунной жаровне насыпным слоем не более (600÷800)мм при температуре (500÷800)°С в течение 2÷3 часов;
- охлаждение стружки производится с печью в течение 7÷8 часов до температуры 20÷50°С;
- выплавку в вакуумной индукционной печи производят на высоком вакууме (не выше 25×10-3 мм рт.ст.) с подключением электромагнитного перемешивания на 5÷7 минут в середине выдержки металла под вакуумом в течение 10÷15 минут после расплавления завалки при температуре расплава (1480÷1520)°С (Фиг. 1, блок 10 и 10а);
- разливку металла производят в вакууме при температуре (1540÷1560)°С в стальные трубы ∅80÷100 мм или в изложницы ∅200÷250 мм с теплоизоляционными вкладышами через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и специально подготовленным пенокерамическим фильтром (Фиг. 1, блок 11);
- боковую поверхность выплавленных шихтовых заготовок перед использованием на выплавку марочного металла подвергают сплошной абразивной чистке на глубину 5÷7% от диаметра электрода и удаляют технологическую обрезь с обоих сторон (Фиг. 1, блок 12);
- подготовленные шихтовые заготовки используют на выплавку марочного металла в количестве до 40% от веса плавки (Фиг. 1, блок 13).
Разработанная прогрессивная технология выплавки шихтовых заготовок сплава 42ХНМ (ЭП630У) включает:
- возврат в производство дефицитных и дорогостоящих материалов (рециклирование отходов - литники, скрап, настыли с тигля, прибыльные части открытых слитков, стружка, технологическая обрезь, остатки от раскроя) (Фиг. 1, блок 6 и 7);
- полное использование всех видов отходов без ухудшения свойств сплава и обеспечение суженного химического состава, а также обеспечение низкого содержания азота в марочном металле в рекомендованных пределах (0,03-0,15%)(Фиг. 1, блок 10 и 10а);
- быстрое заведение жидкой ванны в начальный период ОИ плавки, сокращение времени расплавления металла и обеспечение присадки хрома металлического непосредственно в жидкий металл.
Использование предлагаемого способа позволяет осуществить очистку от технических (прокалка стружки, абразивные чистки) и физико-химических примесей (возможность корректировки химического состава) материалов.
Использование предлагаемого способа позволяет получать чистые по неметаллическим и шлаковым включениям шихтовые заготовки, а также позволяет сэкономить при выплавке марочного металла дорогостоящие и дефицитные шихтовые материалы (никель, хром, молибден, вольфрам).
5. Пример конкретного выполнения (реализация способа)
Способ может быть реализован на комплексной установке стандартного оборудования:
а. отжиг стружки производится в однокамерной газовой печи с выкатным подом;
б. выплавка шихтовых заготовок (вторичные активированные кондиционные отходы) осуществляется в 1,5-тонной вакуумной индукционной печи, оборудованной системой отсечки шлака и фильтрации металла;
в. сплошная абразивная чистка шихтовых заготовок производится на обдирочно-шлифовальном станке;
г. удаление технологической обрези с обоих сторон заготовок производится на абразивно-отрезном станке;
г. выплавка марочного металла с использованием вторичных активированных отходов производится в открытой индукционной печи емкостью 1,0 т с защитной крышкой.
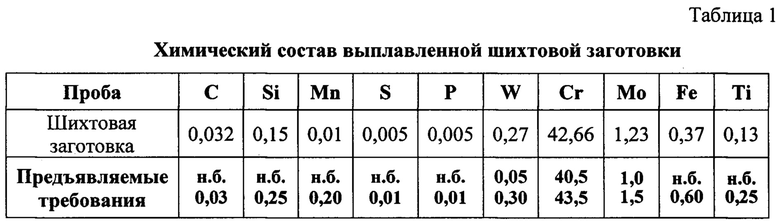
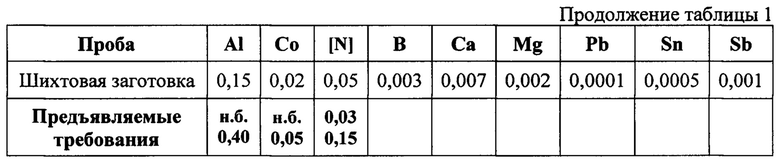
В состав завалки для выплавки активированных кондиционных отходов входит 60% собственных кондиционных (технологических) отходов и 40% стружки (возврат собственного производства), предварительно очищенной следующим образом:
- прокалка в отжигательной однокамерной газовой печи с выкатным подом в чугунной жаровне насыпным слоем не более (600÷800)мм при температуре (500÷800)°С в течение 2÷3 часов;
- далее произвели ее охлаждение с печью в течение 7÷8 часов до температуры 20÷50°С.
Затем выполнена выплавка в 1,5-тонной вакуумной индукционной печи на высоком вакууме (не выше 25×10-3 мм рт.ст.). После расплавления завалки при температуре расплава (1480÷1520)°С металл выдержали под вакуумом в течение (10÷15) минут и подключили электромагнитное перемешивание на 5÷7 минут в середине выдержки.
Разливку металла осуществили в вакууме при температуре (1540÷1560)°С в стальные трубы ∅80÷100 мм и в изложницы ∅200÷250 мм с теплоизоляционными вкладышами через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и специально подготовленным пенокерамическим фильтром. В таблице 1 приведен химический состав выплавленной шихтовой заготовки (активированный кондиционный отход).
Далее боковую поверхность выплавленных шихтовых заготовок перед использованием на выплавку марочного металла подвергли сплошной абразивной чистке на обдирочно-шлифовальном станке на глубину 5-7% от диаметра электрода и удалили технологическую обрезь с обоих сторон на отрезном станке.
Подготовленные шихтовые заготовки использовали на выплавку в открытой индукционной печи марочного металла сплава 42ХНМ (ЭП630У) в качестве активированных (вторичных кондиционных) отходов в количестве до 40% от веса плавки. Это позволило завести жидкую ванну в начальный период плавки, сократить время расплавления металла, обеспечить присадку хрома металлического непосредственно в жидкий металл и, как следствие, снизить расход «свежих» компонентов шихты до 40%.
В таблице 2 приведены результаты контрольно-сдаточных испытаний трубной заготовки ∅60 мм сплава 42ХНМ (ЭП630У), выплавленного с применением активированных кондиционных отходов.
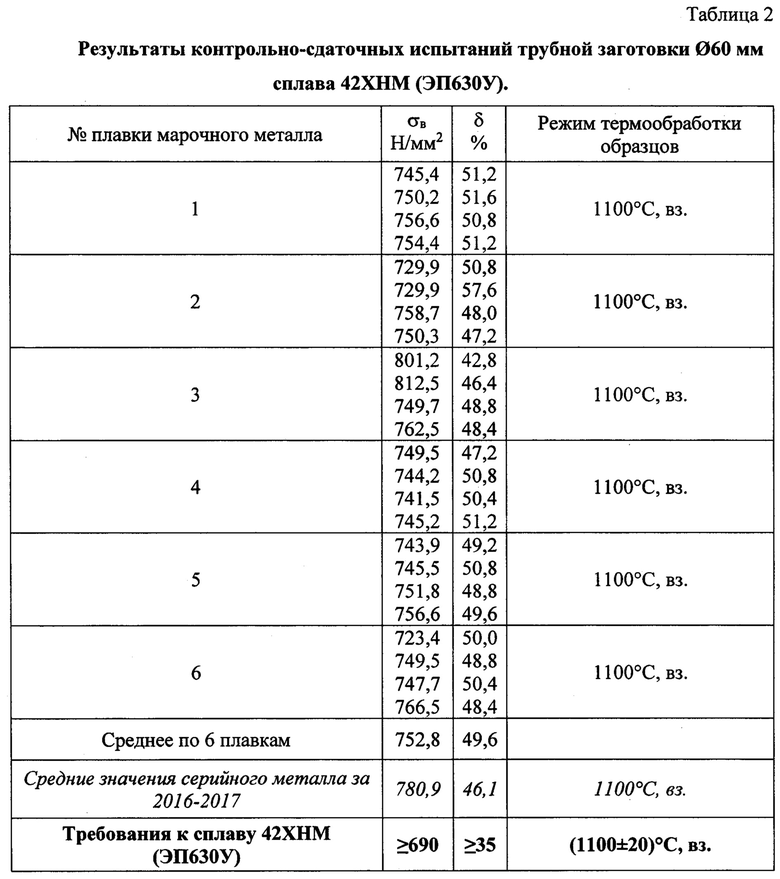
Из таблицы 2 видно, что свойства металла, выплавленного с применением активированных отходов, соответствуют предъявляемым требованиям и имеют запас по всем характеристикам.
Заявленное техническое решение опробовано в производственных условиях на АО «Металлургический завод «Электросталь» с положительным результатом.
Данная технология позволяет сэкономить дорогостоящие и дефицитные шихтовые материалы (никель, хром, молибден, вольфрам), и снизить стоимость производства электродов сплава 42ХНМ (ЭП630У) для дальнейшего передела на 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки высокохромистого никелевого сплава марки ЭП648-ВИ | 2020 |
|
RU2749409C1 |
| Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах | 2019 |
|
RU2716326C1 |
| Способ получения высоколегированного жаропрочного сплава ХН62БМКТЮ на никелевой основе | 2017 |
|
RU2672651C1 |
| Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе | 2017 |
|
RU2672609C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
| СПОСОБ ВЫПЛАВКИ СПЛАВА ХН33КВ | 2022 |
|
RU2782193C1 |
| Способ получения коррозионностойкого сплава ХН63МБ на никелевой основе с содержанием углерода менее 0,005% | 2019 |
|
RU2749406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ, ЛЕГИРОВАННЫХ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2014 |
|
RU2572117C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
Изобретение относится к области специальной металлургии, конкретно к способам получения сплава 42ХНМ на никелевой основе с использованием рециклирования отходов. Способ состоит из подготовки шихтовых материалов, содержащих кондиционные и некондиционные отходы, включающие стружку, формирования завалки вакуумной печи, последующего вакуумного переплава и разливки металла, при этом переплав проводят при высоком вакууме с электромагнитным перемешиванием, а разливку металла производят в вакууме в стальные трубы или изложницы с получением вторичных активированных кондиционных отходов в виде электрода, которые в составе шихтовых материалов попадают в открытую индукционную печь с защитной крышкой для выплавки сплава 42ХНМ. Способ обеспечивает ресурсосбережение за счет рециклирования отходов, в том числе экономию дорогостоящих и дефицитных шихтовых материалов, и гарантирует выполнение требований по химическому составу. 5 з.п. ф-лы, 1 ил., 2 табл.
1. Способ получения сплава на никелевой основе 42ХНМ путем утилизации кондиционных и некондиционных отходов, включающий подготовку шихтовых материалов, содержащих кондиционные и некондиционные отходы, включающие стружку, формирование завалки вакуумной печи, последующий вакуумный индукционный переплав и разливку металла, отличающийся тем, что вакуумный индукционный переплав проводят при высоком вакууме с электромагнитным перемешиванием, а разливку металла производят в вакууме при температуре 1540÷1560°C в стальные трубы ∅80÷100мм или изложницы ∅200÷250мм с получением вторичных активированных кондиционных отходов в виде электрода, которые в составе шихтовых материалов подают в открытую индукционную печь с защитной крышкой для выплавки сплава 42ХНМ.
2. Способ по п. 1, отличающийся тем, что перед формированием завалки стружку предварительно прокаливают в отжигательной печи в чугунной жаровне насыпным слоем не более 600÷800 мм при температуре 500÷800°C в течение 2÷3 часов, затем производят ее охлаждение с печью в течение 7÷8 часов до температуры 20÷50°C.
3. Способ по п. 1, отличающийся тем, что вакуумный индукционный переплав осуществляют при высоком вакууме не выше 25×10-3 мм рт.ст., после расплавления завалки металл выдерживают под вакуумом в течение 10÷15 минут при температуре расплава 1480÷1520°C, при этом в середине выдержки осуществляют электромагнитное перемешивание в течение 5÷7 минут.
4. Способ по п. 1, отличающийся тем, что разливку металла в стальные трубы или в изложницы осуществляют через разливочный желоб с установленными в нем двумя перегородками для отсечки шлака и пенокерамическим фильтром.
5. Способ по п. 1, отличающийся тем, что боковую поверхность выплавленных электродов из вторичных активированных кондиционных отходов перед подачей в индукционную печь для выплавки сплава 42ХНМ подвергают сплошной абразивной чистке на глубину 5-7% от диаметра электрода и удалению технологической обрези с обеих сторон.
6. Способ по п. 1, отличающийся тем, что электроды из вторичных активированных кондиционных отходов подают в индукционную печь в количестве до 40% от веса плавки.
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2011 |
|
RU2470081C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| Способ выплавки никельхромовых сплавов | 1990 |
|
SU1749245A1 |
| US 8858875 B2, 14.10.2014 | |||
| US 8501086 B2, 06.08.2013. | |||

