Изобретение относится к области машиностроения и может быть использовано для изготовления деталей из труднообрабатываемых токопроводящих материалов комбинированным электроалмазным методом, преимущественно к устройствам для точной (прецизионной) резки, где в качестве режущего инструмента применяют преимущественно алмазные отрезные круги (диски).
Известно «Устройство для комбинированного разрезания токопроводящих материалов» по патенту на полезную модель RU 142793, заявка от 02.07.2013, МПК В23Н 7/12. В23Н 5/10, опубл. 10.07.2014 Бюл. №19. Сущность заключается в том, что описано устройство для комбинированного разрезания токопроводящих материалов, содержащее сборный электроабразивный электрод-инструмент, выполненный с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом, который состоит из эксцентрично расположенных дисков с нанесенным на его боковые и торцевые поверхности алмазным покрытием, средства для подачи электролита в зону резания, источника технологического тока, при этом на боковые и торцевые поверхности дисков сборного электрода-инструмента дополнительно нанесен электроизолирующий материал, толщина которого уменьшается от периферии к центру.
Недостатком данного устройства является то, что при больших скоростях вращения электрода-инструмента электролит может сдуваться с межэлектродного зазора, что приведет к снижению качественных показателей процесса электроалмазной резки и производительности, а в целом к снижению эффективности электрода-инструмента.
Наиболее близким по технической сущности к заявленному техническому решению, взятому в качестве прототипа является изобретение «Электрод-инструмент для комбинированной резки токопроводящих материалов», патент РФ №2637868, заявка от 09.01.2017, МПК В23Н 5/10, В23Н 7/12, опубл. 07.12.2017, Бюл. №34 Сущность заключается в том, что электрод-инструмент для комбинированной резки токопроводящих материалов, выполненный с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, изготовленный из пучков токопроводящих углеродных волокон, размещенных в кремнийорганическом слое, имеющем алмазоносное покрытие, причем пучки углеродных волокон имеют гидрофильные свойства, плотно уложены в виде непрерывной линии, идущей в радиальном направлении с поворотами на торцах слоя с образованием выступающих сегментов.
Недостатком данного электрода-инструмента (диска) является его конструктивная особенность, благодаря которой в результате эрозионного процесса и механической обработки токопроводящие углеродные волокна могут обрываться, выпадать и вследствие чего вступать в электрический контакт и создавать электрическое поле, что может привести к разрушению боковых поверхностей обрабатываемой заготовки, а значит к снижению качества обработки. К тому же, выпадение углеродных волокон приводит к снижению доставки электролита в зону обработки, так как выступающие углеродные сегменты служат емкостями для доставки электролита в зону обработки, что снижает функциональные возможности электрода-инструмента и качество обработки, а также производительность процесса. В результате, к недостаткам данного электрода-инструмента можно отнести низкие функциональные возможности, небольшой срок службы, снижающие прочность его и долговечность, что в целом снижает эффективность электрода - инструмента.
Решаемой задачей заявленного технического решения является расширение функциональных возможностей электрода-инструмента и повышение долговечности за счет повышения прочности и срока службы электрода-инструмента.
Техническим результатом от использования изобретения является создание высокоэффективного электрода-инструмента путем расширения функциональных возможностей и повышения долговечности за счет повышения прочности и срока службы электрода-инструмента.
Технический результат достигается тем, что в электроде-инструменте для комбинированной резки токопроводящих материалов, выполненный в виде диска с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, имеющий электроизолирующий материал и алмазоносный слой, согласно которому, каркас электрода-инструмента выполнен из токопроводящего материала зигзагообразного профиля, во впадинах которого в шахматном порядке выполнены отверстия для накопления электролита, при этом зигзагообразный профиль выполнен симметрично относительно плоскости вращения электрода-инструмента и расположен за плоскостью крепления, причем толщина электрода-инструмента выполнена равномерно увеличивающейся по высоте гребня зигзагообразного профиля от плоскости крепления к периферии диска.
Заявляемое устройство позволяет создать высокоэффективный электрод-инструмент за счет следующих конструктивных особенностей:
- стальной каркас позволяет увеличить долговечность инструмента и обеспечить электрический контакт через электролит только в узком межэлектродном зазоре между торцом диска, свободного от изоляционного покрытия, и донной поверхностью канала реза, что повысит качество и точность получаемых каналов реза;
- отверстия для накопления электролита позволяют гарантированно обеспечить электролитом зону обработки, а шахматное расположение отверстий предотвращает снижение устойчивости и жесткости диска, что позволяет повысить прочность и также долговечность;
- выполнение каркаса зигзагообразного профиля обеспечивает вынос шлама с места обработки, что расширяет функциональные возможности, а равномерно увеличивающаяся толщина электрода-инструмента от плоскости крепления к периферии диска позволяет повысить срок службы и увеличить долговечность, которая в результате позволяет исключить правку и увеличить производительность.
Для пояснения технической сущности изобретения рассмотрим чертежи:
На фиг. 1 - представлен общий вид электрода-инструмента;
на фиг. 2 - представлен в развертке электрод-инструмент;
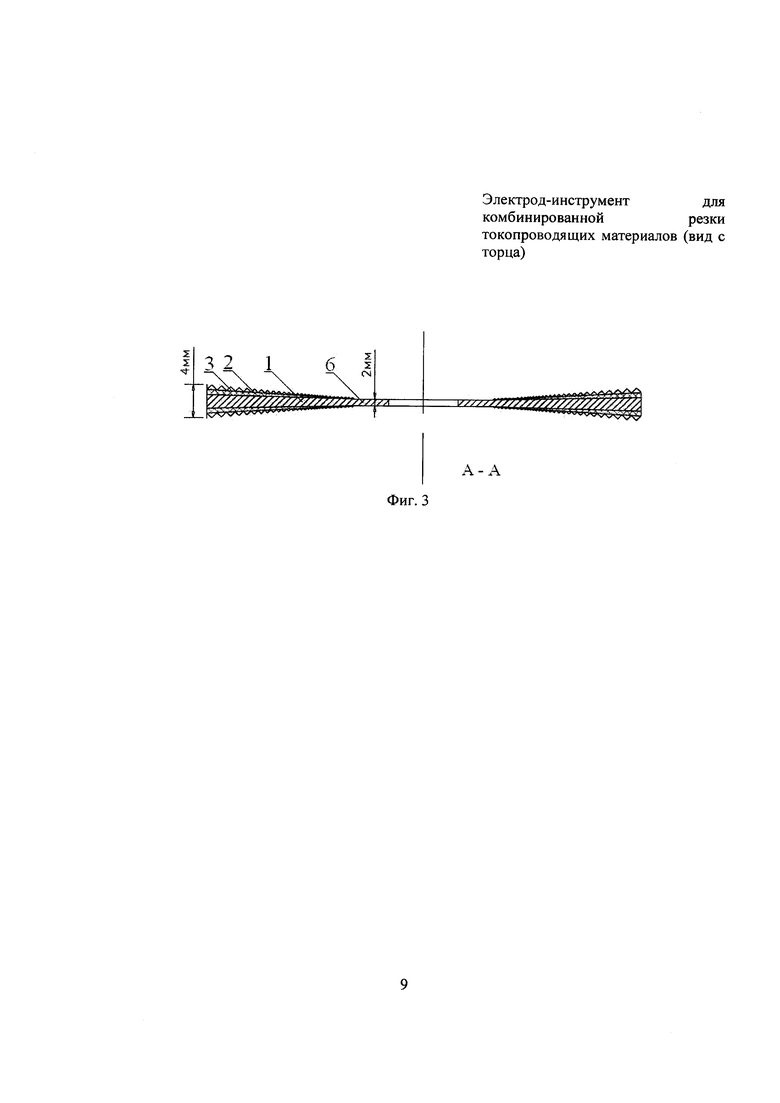
на фиг. 3 - представлен электрод-инструмент в сечении А-А,
где:
1 -каркас электрода-инструмента (диска);
2 - электроизолирующий материал;
3 - алмазоносный слой;
4 - отверстия для накопления электролита;
5 - зигзагообразный профиль;
6 - плоскость крепления.
h - высота гребня зигзагообразного профиля
Предлагаемый электрод-инструмент для комбинированной резки токопроводящих материалов выполнен из инструментального стального каркаса 1, боковые поверхности которого покрыты электроизоляционным материалом 2. На боковые поверхности и на торцевую часть электрода-инструмента нанесен алмазоносный слой 3. На электроде-инструменте имеются накопительные продолговатые отверстия 4 для накопления электролита. Предлагаемый каркас электрода-инструмента (диск) для комбинированной резки токопроводящих материалов имеет зигзагообразный профиль 5, высотой гребня h, равномерно увеличивающегося от плоскости крепления 6 к периферии диска.
Каркас диска изготовлен из инструментальной стали, например, Р9 или Р18.
На каркасе электрода-инструмента 1 выполнены накопительные продолговатые отверстия 4 размером 3×5 мм. Отверстия 4 необходимы для накопления электролита. В них накапливается электролит и во время вращения под воздействием центробежной силы стекает непосредственно до зоны обработки. Отверстия 4 для накопления электролита расположены в шахматном порядке на плоскостях зигзагообразного профиля 5, т.е. одно отверстие 4 находится на расстоянии 3 см от центра круга, следующее отверстие 4 находится на расстоянии 4 см от центра круга, следующее отверстие 4 находится на расстоянии 3 см от центра круга и т.д. Такое расположение отверстий 4 позволяет предотвратить снижение устойчивости и жесткости каркаса 1, т.е. повысить прочность электрода-инструмента и срок службы его.
Поверхность каркаса электрода-инструмента 1 имеет зигзагообразный профиль 5. Каркас электрода-инструмента 1 выполнен из токопроводящего материала, стали. Стальной каркас диска электрода инструмента 1 формируют горячей штамповкой, начиная от плоскости крепления 6 диска к оси вращения, и толщину каркаса равномерно увеличивают по высоте h гребня зигзагообразного профиля к периферии диска, т.е. в начальной точке толщина каркаса составляет 2 мм, а на периферии 4 мм (фиг. 3). После получения готового стального каркаса электрода-инструмента 1 на обе его стороны тонким слоем наносят электроизолирующий материал 2, затем на электроизолирующий материал 2 наносят алмазоносный слой 3. В качестве электроизолирующего материала 2 используют, например, кремнийорганический клей. Далее для отверждения электроизолирующего материала 2 производят термическую обработку и получают готовый электрод-инструмент. Режим и температура термической обработки (спекания) зависят от марки кремнийорганического клея.
Равномерное увеличение толщины диска электрода-инструмента от плоскости крепления 6 к периферии позволяет повысить прочность и срок службы его, а следовательно долговечность и исключить правку диска в процессе резки. Износ электрода-инструмента идет до толщины 2 мм, т.е. до плоскости крепления 6 диска к оси вращения. Равномерно увеличивающаяся толщина электрода-инструмента позволяет исключить его правку, что также упрощает процесс резки и увеличивает производительность процесса, что в целом повышает эффективность диска.
Зигзагообразный профиль 5 каркаса электрода-инструмента 1 и отверстия 4 выполнены в шахматном порядке для накопления электролита, которые обеспечивают гарантированную доставку электролита к зоне обработки, расширяя функциональные возможности, в результате обеспечивая электрохимическое растворение и кавитационное разрушение материала заготовки только в зазоре (в микрозазоре) между электродом-инструментом 1 и обрабатываемой заготовкой. А алмазные зерна 3 препятствуют прямому контакту электрода-инструмента с заготовкой и снимают слой металла с заготовки.
Электрод-инструмент работает следующим образом:
В зазор между электрод-инструментом 1 и заготовкой подают электролит, например, 10% NaNO3. К обрабатываемой заготовке и вращающемуся электроду-инструменту 1 подают напряжение от источника питания. При этом электрод-инструмент 1 подключен к отрицательному полюсу источника тока, а заготовка к положительному полюсу источника тока. Включают подачу вращающегося электрода-инструмента 1 под прямым углом относительно заготовки. При вращении электрода-инструмента 1 и подаче его на врезание в заготовку осуществляют комбинированную обработку вследствие совместного механического резания, электроэрозионного разрушения, электрохимического растворения и кавитационного разрушения материала обрабатываемой заготовки.
При высоких оборотах вращения электрода-инструмента 1 электролит не сдувается с зоны обработки, а накапливается в отверстиях 4 и стекает до зоны обработки, тем самым обеспечивая интенсивную и гарантированную доставку капель электролита в зону обработки, что также расширяет функциональные возможности, повышая эффективность электрода-инструмента.
В микрозазоре между электродом-инструментом 1 и заготовкой, который образуется размером алмазных зерен, протекают электрохимические, электроэрозионные, кавитационные процессы.
По своим технико-экономическим преимуществам, по сравнению с известными аналогами, заявляемое устройство позволяет создать высокоэффективный электрод-инструмент, благодаря введению токопроводящего стального каркаса электрода-инструмента и выполнению в виде зигзагообразного профиля с отверстиями, выполненными в шахматном порядке, позволяет повысить прочность электрода-инструмента и срок службы его, кроме того, выполнение каркаса зигзагообразного профиля, обеспечивающего вынос шлама с места обработки, расширяет функциональные возможности электрода-инструмента, а выполнение толщины электрода-инструмента равномерно увеличивающейся от плоскости крепления к периферии диска позволяет также повысить срок службы и увеличить долговечность, к тому же такая конструкция позволяет исключить правку и увеличить производительность процесса, что также позволяет в целом повысить эффективность электрода-инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНЫМИ КРУГАМИ | 2012 |
|
RU2522503C2 |
| Способ электрохимической обработки кромок лопаток, моноколес, лопастей и электрод-инструмент для осуществления способа | 2019 |
|
RU2738939C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |

Изобретение относится к области машиностроения и может быть использовано для изготовления деталей из труднообрабатываемых токопроводящих материалов комбинированным методом, преимущественно к устройствам для точной прецизионной резки, где в качестве режущего инструмента применяют преимущественно алмазные диски. Электрод-инструмент выполнен в виде диска с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, имеет электроизолирующий материал и алмазоносный слой, при этом каркас электрода-инструмента выполнен из токопроводящего материала зигзагообразного профиля, во впадинах которого в шахматном порядке выполнены отверстия для накопления электролита, при этом зигзагообразный профиль выполнен симметрично относительно плоскости вращения электрода-инструмента и расположен за плоскостью крепления, причем толщина электрода-инструмента выполнена равномерно увеличивающейся по высоте гребня зигзагообразного профиля от плоскости крепления к периферии диска. Техническим результатом изобретения является создание высокоэффективного электрода-инструмента путем расширения функциональных возможностей и повышения долговечности за счет повышения прочности и срока службы электрода-инструмента. 3 ил.
Электрод-инструмент для комбинированной резки токопроводящих материалов, выполненный в виде диска с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, имеющий электроизолирующий материал и алмазоносный слой, отличающийся тем, что он снабжен каркасом электрода-инструмента, который выполнен из токопроводящего материала зигзагообразного профиля и во впадинах которого в шахматном порядке выполнены отверстия для накопления электролита, при этом зигзагообразный профиль выполнен симметрично относительно плоскости вращения электрода-инструмента и расположен за плоскостью крепления, причем толщина электрода-инструмента выполнена равномерно увеличивающейся по высоте гребня зигзагообразного профиля от плоскости крепления к периферии диска.
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| Рычажный прибор для измерения осадок при испытании грунта | 1961 |
|
SU142793A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| US 6224469 B1, 01.05.2001. | |||

