Изобретение относится к области машиностроения и может быть использовано для резки труднообрабатываемых токопроводящих материалов комбинированным электроалмазным методом, преимущественно для точной (прецизионной) резки, где в качестве режущего инструмента применяют преимущественно алмазные отрезные круги, изготовленные по ГОСТ 10110-87.
Из исследованного уровня техники известно устройство, описанное в монографии «Малоотходное чистовое разделение дефицитных материалов комбинированным методом» И.И. Хафизов, А.Р. Закирова, З.Б. Садыков. - Казань: Изд-во Казан. гос. техн. ун-та, 2014. - С. 68-69, 76. [1]. В качестве режущего инструмента в нем применен электроабразивный круг (диск) (далее электрод-инструмент), представляющий собой тонкий металлический диск с абразивонесущим слоем, выполненным из диэлектрического покрытия (указанный слой может быть выполнен из различных нетокопроводящих смол). Комбинированное оборудование включает в себя в целом систему подачи электролита, источник тока и т.д. В целях защиты от электрохимического растравливания боковых поверхностей канала реза используют инструмент с диэлектрическим покрытием боковых поверхностей. Толщина покрытия, как правило, превышает 0,2-0,3 мм на сторону, что увеличивает общую толщину инструмента в зоне покрытия в 1,5-2,0 и более раза. Это приводит к потере дефицитных материалов, хотя и позволяет в ряде случаев избежать последующих технологических операций по чистовой обработке торцов.
Известный инструмент обладает следующими недостатками:
- низкой механической прочностью соединения корпуса круга с алмазоносным слоем;
- электрически не изолированными боковыми и торцевыми поверхностями алмазоносного слоя кругов, которые электрохимически контактируют с боковыми поверхностями разрезаемого канала, что приводит к неодинаковому съему в начале и в конце обработки, что, в свою очередь, вызывает не плоскопараллельность обрабатываемых поверхностей канала реза;
- конструктивная особенность корпуса алмазного круга (из цельнометаллического материала) не позволяет локализовать процесс электрического съема до точечного и осуществлять процесс на минимальных зазорах;
- при больших скоростях вращении электрода-инструмента электролит может сдуваться с межэлектродного зазора, что, по мнению заявителя, также приведет к снижению производительности и качественных показателей процесса электроалмазной резки.
Известные следующие отрезные диски: с контурным покрытием и плакированным покрытием [2]. Диски с контурным покрытием состоят из внутренней цельнометаллической сердцевины и внешней кромки. Кромка состоит из смеси смолы или частиц металла с абразивом, которая запекается при высокой температуре и давлении для связывания с матрицей. Диски с плакированным покрытием состоят из цельнометаллической сердцевины и обода из гальванически осажденных алмазов. Они обеспечивают агрессивную резку на образцах, содержащих полимеры и мягкие материалы, включая печатные платы, волоконные композиты и пластики.
Недостатком дисков с контурным покрытием и плакированным покрытием является то, что корпуса дисков изготовлены из цельнометаллического материала, поэтому сохраняется возможность электрохимического контакта между торцевыми поверхностями корпусов с боковыми поверхностями канала реза, что не позволяет получать резы-каналы (в разрезаемом материале) с плоскопараллельными боковыми поверхностями. Недостатком является и то, что при больших скоростях вращения электрода-инструмента электролит может сдуваться с межэлектродного зазора, что, по мнению заявителя, приведет к снижению производительности и качественных показателей процесса электроалмазной резки.
Известно «Устройство для комбинированного разрезания токопроводящих материалов» по патенту на полезную модель RU 142793. Сущность заключается в том, что устройство для комбинированного разрезания токопроводящих материалов, содержащее сборный электроабразивный электрод-инструмент, выполненный с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом, который состоит из эксцентрично расположенных дисков с нанесенным на его боковые и торцевые поверхности алмазным покрытием, средства для подачи электролита в зону резания, источника технологического тока, отличается тем, что на боковые и торцевые поверхности дисков сборного электрода-инструмента дополнительно нанесен электроизолирующий материал, толщина которого уменьшается от периферии к центру.
Недостатками данного устройства является то, что корпуса отрезных кругов с алмазоносным слоем изготовлены из цельного тонколистового материала, поэтому сохраняется возможность электрохимического контакта между торцевыми поверхностями корпусов с боковыми поверхностями канала реза, что не позволяет получать резы-каналы (в разрезаемом материале) с плоскопараллельными боковыми поверхностями. Существенным недостатком данного устройства является и то, что при больших скоростях вращении электрода-инструмента электролит может сдуваться с межэлектродного зазора, что, по мнению заявителя, приведет к снижению производительности и качественных показателей процесса электроалмазной резки.
Наиболее близким по наибольшему количеству совпадающих признаков и технической сущности к заявленному техническому решению является изобретение заявителя по патенту РФ №2597843 «Электрод-инструмент для комбинированной резки токопроводящих материалов». Сущность заключается в том, что электрод-инструмент для комбинированной резки токопроводящих материалов выполнен с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания и характеризуется тем, что электрод-инструмент изготовлен из композитов углеродного волокна, размещенных в кремнийорганическом слое, при этом композиты волокна углеродного материала размещены в радиальном направлении указанного электрода-инструмента, а торцевая и часть боковых поверхностей покрыты алмазоносным слоем.
Недостатками известного электрода-инструмента является то, что композиты углеродного волокна в кремнийорганическом слое размещены в радиальном направлении, что не гарантирует в полной степени доставку электролита в зону обработки. Причиной указанного недостатка является то, что композиты углеродного волокна имеют прямую и гладкую поверхность, что при вращении электрода-инструмента, в силу наличия центробежных сил, приводит к выбрасыванию электролита на периферию, что, в свою очередь, приводит к некоторому снижению производительности и качественных показателей процесса электроалмазной обработки.
Целью заявленного технического решения является повышение производительности работы электрода-инструмента по сравнению с прототипом за счет:
- усиления электрохимического растворения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления кавитационного разрушения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления токоподвода вследствие использования пучков углеровинга, более плотной их укладки по сравнению с прототипом и наличия выступающих с торцов сегментов токопроводящего углеродного слоя.
Решаемой задачей и техническим результатом, которые обеспечивает заявленное техническое решение, является повышение производительности и качественных показателей процесса электроалмазной резки за счет усиления токоподвода и интенсивной, гарантированной доставки электролита в зону обработки. Вышеуказанное достигается в результате применения пучков углеродных волокон (углеровинга), имеющих гидрофильные свойства, плотно уложенных в виде непрерывной линии с поворотами на торцах диска, где выступающие с торцов части углеровинга выполнены в виде сегментов с целью обеспечения возможности выполнять функцию микроемкостей для размещения и доставки электролита в зону обработки, а также с целью усиления токоподвода, углеродный слой размещен в кремнийорганическом слое, торцевая и часть боковых поверхностей электрода-инструмента покрыты алмазоносным слоем.
Сущностью заявленного технического решения является устранение недостатков прототипа путем создания электрода-инструмента для комбинированной резки токопроводящих материалов, выполненного с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, изготовленного из токопроводящего углеродного слоя, размещенного в кремнийорганическом слое, имеющем алмазоносный слой, характеризующегося тем, что углеродный слой выполнен из пучков углеродных волокон, имеющих гидрофильные свойства, плотно уложенных в виде непрерывной линии, идущей в радиальном направлении с поворотами на торцах слоя с образованием выступающих сегментов.
Заявленное техническое решение поясняется Фиг. 1, Фиг. 2, Фиг. 3, Фиг. 4.
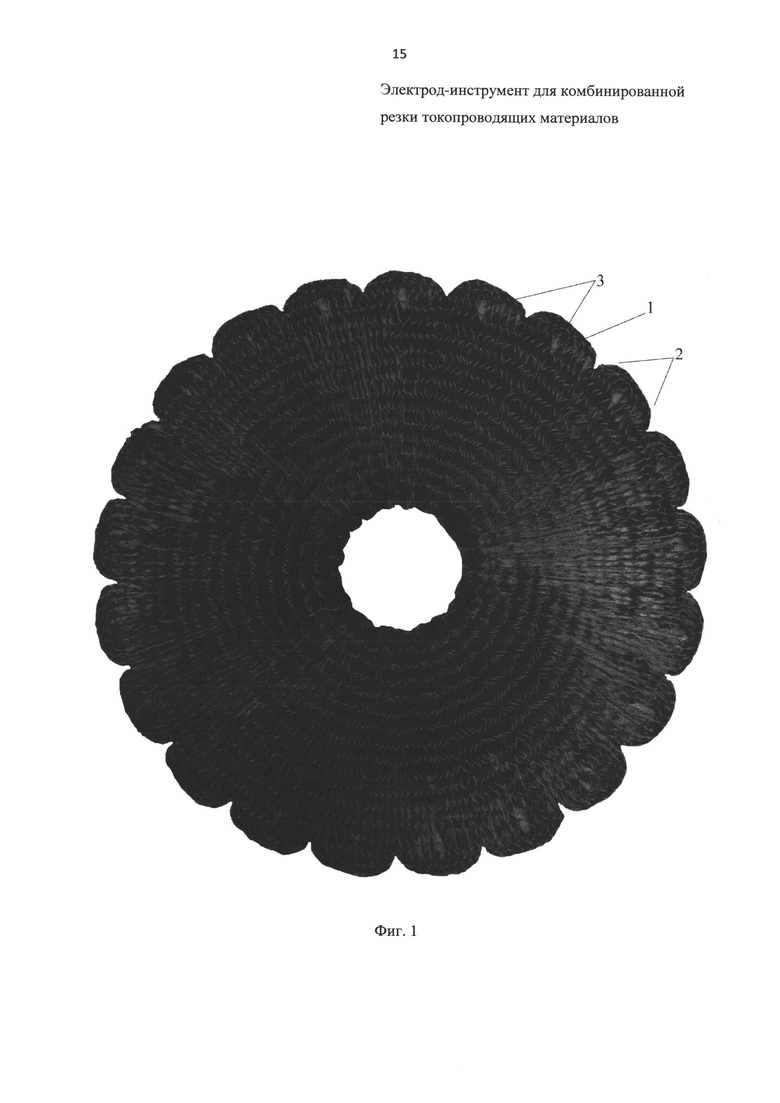
На Фиг. 1 представлена заготовка углеродного слоя, выполненная из плотно уложенных пучков углеровинга в виде непрерывной линии, идущей в радиальном направлении с поворотами на торцах, выступающие с торцов части образуют сегменты, которые выполнены с обеспечением возможности выполнять функцию микроемкостей для размещения и доставки электролита в зону обработки, где:
1 - пучки углеродных волокон (углеродный слой);
2 - сегменты углеродного материала для обеспечения возможности выполнять функцию микроемкостей для размещения и доставки электролита в зону обработки и усиления токоподвода;
3 - электролит.
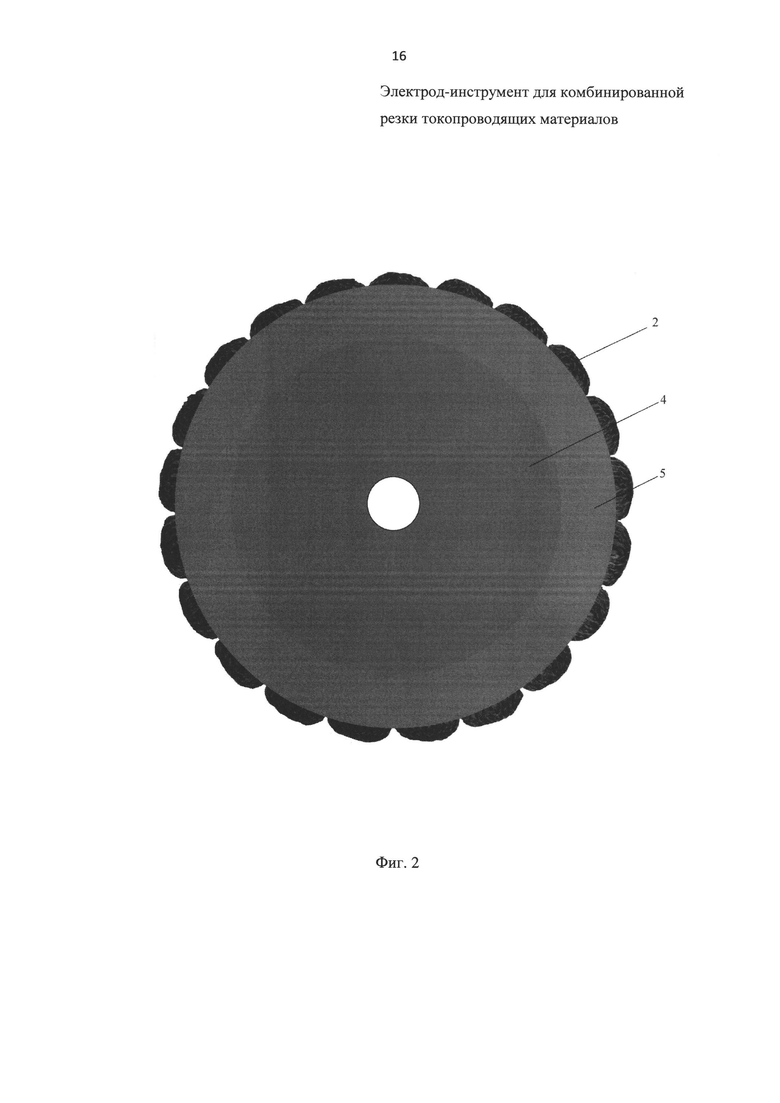
На Фиг. 2 представлен электрод-инструмент для комбинированной резки токопроводящих материалов (общая схема в сборе, вид сбоку), где:
2 - микроемкости для размещения и доставки электролита в зону обработки;
4 - диэлектрический кремнийорганический слой;
5 - алмазоносный слой.
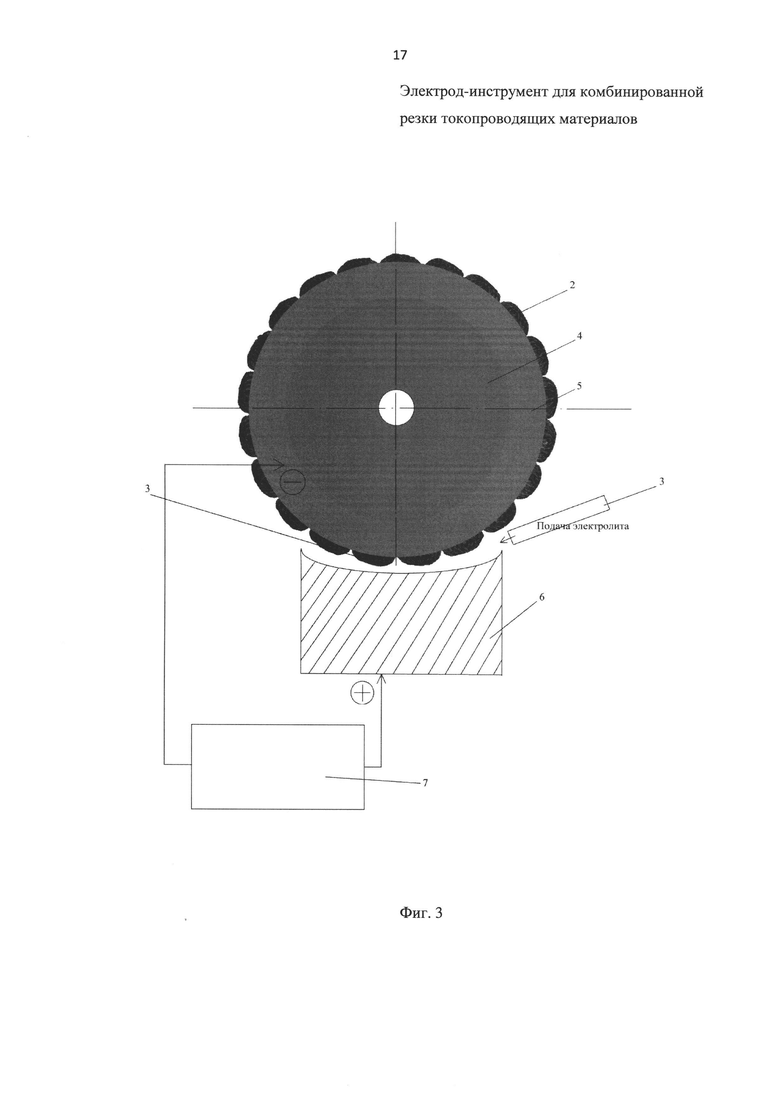
На Фиг. 3 представлено размещение электрода-инструмента для комбинированной резки токопроводящих материалов (общая схема, вид сбоку), где:
2 - микроемкости для размещения и доставки электролита в зону обработки;
3 - электролит;
4 - диэлектрический кремнийорганический слой;
5 - алмазоносный слой;
6 - обрабатываемая заготовка;
7 - источник питания.
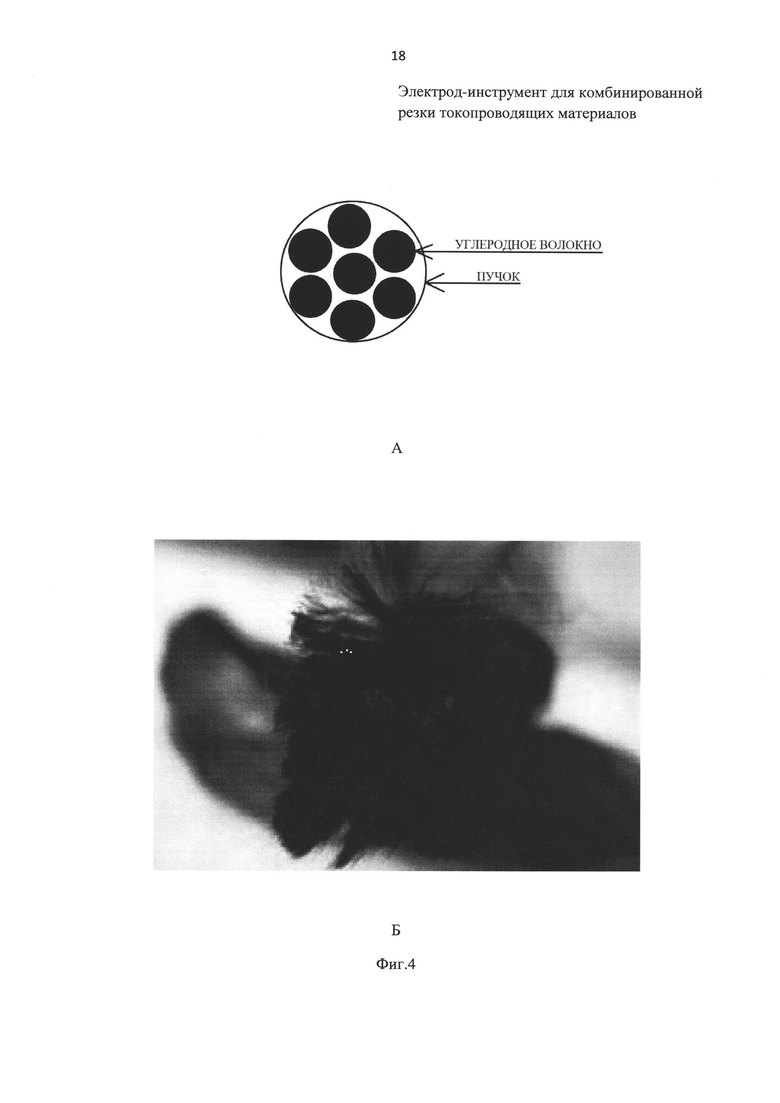
На Фиг. 4 представлены:
А - схема поперечного сечения пучка углеровинга, состоящего из волокон, на схеме наглядно видны пустоты между волокнами;
Б - фото среза пучка углеровинга с представлением волокон.
Электрод-инструмент изготавливают следующим образом:
1 этап - изготовление заготовки углеродного слоя.
Заготовку углеродного слоя 1 для электрода-инструмента изготавливают помощью специализированной машины для выкладки волокна, например Tajima Gmbh, которая применяется для выкладки ровинга (армирующий материал в форме ленты (нити), состоящий из отдельных не крученых волокон или пучков волокон) на подложку-основу по заданной траектории с пристегиванием пучков волокон нижней и верхней нитью.
В заявленном техническом решении применяют, например, высокомодульное углеродное волокно (далее - углеровинг) марки M46J 6K фирмы Тorayca, состоящее, например, из 6000 волокон в пучке (вместо единичных волокон в прототипе).
Для пристегивания нити углеровинга к подложке используют, например, полиэстеровую нить PENNY PNLB 01 0027 180/2-PERLA (производство Италия).
В качестве основы для выкладки углеровинга (подложки) используют, например, растворимый флизелин Soluvlies 321 (Vlieseline Vilene).
Траекторию укладки углеровинга на подложку для создания углеродного слоя 1 задают программой специализированной машины для выкладки волокна Tajima Gmbh. Траекторию укладки проектируют в одну линию с поворотами без прерывания пучков углеровинга таким образом, чтобы создать плотный углеродный слой в форме кольца, у линии имеется точка начала и точка конца траектории, пучки укладывают в радиальном направлении с поворотом на торцах (в отличие от прототипа, где волокна на торцах обрезаны и не выступают за край диска). Пучки углеровинга выкладывают таким образом, что выступающие с наружного торца пучки закруглены и разделены на сегменты 2, как показано на Фиг. 1, 2, 3. Расстояние между пучками углеровинга и ширину сегментов задают программой машины для выкладки волокна Tajima Gmbh. Расстояние между пучками углеровинга составляет, например, 1 мм, ширина выступающих с торца сегментов углеровинга составляет, например, 8 мм.
Ниже даны пояснения по этапу изготовления исходного углеродного слоя для дальнейшего изготовления электрода-инструмента по заявленному техническому решению, а именно - по следующим существенным признакам:
1) использование пучков углеровинга вместо единичных волокон у прототипа;
2) укладывание пучков углеровинга с сегментами на торцах вместо обрезанных на торцах волокон у прототипа;
3) укладывание пучков углеровинга в виде плотного слоя вместо использования единичных, неплотно уложенных волокон у прототипа.
Ниже приведено подробное пояснение перечисленных существенных признаков заявленного технического решения по сравнению с прототипом.
1. Использования пучков углеровинга вместо единичных волокон у прототипа.
Пучки углеровинга, из которых выкладывают углеродный слой, состоят из, например, 6000 волокон. Пучки углеровинга являются гидрофильным материалом (имеют хорошую смачиваемость) в силу того, что жидкость (например, электролит), проникая внутрь пучка, задерживается между элементарными волокнами и, вследствие этого, доставляется в зону реза в большем количестве, по сравнению с прототипом, где используют единичные волокна углеродного волокна.
Вышесказанное иллюстрирует Фиг. 4, на которой (А) представлена схема поперечного сечения пучка углеровинга, где наглядно видно наличие пространства между волокнами, в которые (пространства) проникает жидкость (например, электролит). На Фиг. 4 (Б) представлен образец среза углеровинга - пучка элементарных волокон углеродного волокна, в который (пучок) проникает и задерживается электролит. Таким образом, благодаря гидрофильности углеродного волокна по отношению к электролиту 3 (проникновения электролита в пучки углеровинга) он (электролит) доставляется в зону резки в большем количестве, по сравнению с прототипом.
2. Укладывание пучков углеровинга с сегментами на торцах.
Как было сказано выше, пучки углеровинга выкладывают таким образом, что выступающие с наружного торца пучки закруглены и разделены на сегменты 2, как показано на Фиг. 1, 2, 3. Полученные сегменты, благодаря поворотам пучков на торцах, имеют микрополости между пучками углеровинга, в которых также (дополнительно к смачиванию самих пучков) удерживается электролит, то есть указанные микрополости выполняют функцию микроемкостей для электролита 3 с возможностью дополнительного размещения и доставки электролита в зону обработки, в отличие от прототипа, у которого углеродные волокна не закруглены на торце, а обрезаны, из-за чего значительная часть электролита свободно соскальзывает с концов волокон и разбрызгивается вне зоны резки.
Кроме этого наличие выступающих с торцов сегментов токопроводящего углеродного слоя усиливают токоподвод, вследствие чего повышается производительность электрода-инструмента по сравнению с прототипом.
3. Укладывания пучков углеровинга в виде плотного слоя.
Как было сказано выше, траекторию укладки пучка углеровинга проектируют в одну линию без прерывания пучка углеровинга таким образом, чтобы создать плотный углеродный слой в форме кольца, у линии имеется точка начала и точка конца траектории, пучки укладывают в радиальном направлении с поворотом на торцах. Расстояние между пучками углеровинга составляет, например, 1 мм, ширина выступающих с торца сегментов углеровинга составляет, например, 8 мм.
Углеродный слой является токопроводящим материалом, вследствие этого использование более толстых пучков (по сравнению с единичными волокнами у прототипа), а также более плотное переплетение (более плотная укладка) углеродного слоя приводит к усилению токоподвода, по сравнению с прототипом, где использованы неплотно уложенные тонкие единичные углеродные волокна. При этом плотный токопроводящий углеродный слой защищен непроводящим материалом (кремнийорганический и алмазоносный слои), защищающим обрабатываемые поверхности от подтравливания в силу отсутствия между ними (кремнийорганическим слоем и боковой поверхностью заготовки) электрохимического взаимодействия.
Говоря кратко, вышеописанным способом получают заготовку углеродного слоя 1 в форме кольца, изготовленную из гидрофильного пучка углеровинга, плотно уложенного в радиальном направлении с поворотами на торцах, с образованием на торцах сегментов 2, сегменты содержат микроемкости, в которых удерживаются капли электролита 3.
Таким образом, из вышеописанного можно сделать вывод, что в заявленном техническом решении использован углеродный слой, позволяющий осуществить более интенсивную гарантированную доставку электролита в зону резки (по сравнению с прототипом) за счет гидрофильности пучков углеровинга и наличия микроемкостей между пучками углеровинга, а также осуществить усиленный токоподвод за счет использования пучков углеровинга, которые образуют более толстый слой (по сравнению с единичными волокнами прототипа), более плотной их (пучков) укладки (по сравнению с прототипом) и наличия выступающих с торцов сегментов токопроводящего углеродного слоя.
Вышеизложенное обеспечивает выполнение поставленной цели - повышение производительности работы электрода-инструмента по сравнению с прототипом за счет:
- усиления электрохимического растворения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления кавитационного разрушения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления токоподвода вследствие использования пучков углеровинга, более плотной их укладки по сравнению с прототипом и наличия выступающих с торцов сегментов токопроводящего углеродного слоя.
2 этап - изготовление электрода-инструмента.
Берут пресс-форму, состоящую из базовой и накладываемой частей. Обе поверхности, образующие электрод-инструмент (базовое и накладываемое), обрабатывают антиадгезионной смазкой. Между базовой и накладываемой частью вставляют ось для фиксации диска, которая также образует отверстие для фиксации будущего диска в ось вращения. Для обеспечения токоподвода от источника тока 6 к углеродному слою 1 и защиты от продавливания основных слоев электрода-инструмента на ось надевают кольцо. На базовую часть пресс-формы по периферии наносят алмазоносный слой 5 шириной, например, 10 мм, толщиной от 0,03 мм до 0,15 мм, заливают его слоем кремнийорганического клея 4, на кремнийорганический слой 4 накладывают предварительно изготовленную заготовку углеродного слоя 1 таким образом, чтобы выступающие сегменты выходили за края пресс-формы. Выступающие сегменты, как было описано выше, служат для гарантированной и интенсивной доставки электролита 3 в зону обработки, а также для усиления токоподвода. Затем сверху заливают второй слой кремнийорганического клея 4 и на него наносят алмазоносный слой 5. Далее надевают на ось второе кольцо для обеспечения токоподвода от источника тока 7 к углеродному слою 1 и защиты от продавливания основных слоев электрода-инструмента. Затем сверху размещают накладываемую часть пресс-формы. После этого стягивают базовую и накладываемую поверхности пресс-формы, производят термическую обработку и получают готовый электрод-инструмент. Режим и температура термической обработки (спекания) зависят от марки кремнийорганического клея.
Электрод-инструмент работает следующим образом.
В зазор между электродом-инструментом и заготовкой 6 подают электролит 3, например 10% NaNO3. К обрабатываемой заготовке 6 и вращающемуся электроду-инструменту подают напряжение от источника питания 7. Обработка осуществляется при вращении электрода-инструмента и подаче его на врезание в заготовку 6.
Обработка зоны резки (разрушение металла) происходит вследствие ряда одновременно действующих факторов:
- электрохимического растворения материала заготовки 6;
- электроэрозионного и кавитационного разрушения материала заготовки 6;
- калибровки паза заготовки, которая производится за счет алмазоносного слоя 5.
При этом одновременное воздействие вращения электрода-инструмента, подача электролита 3, совмещенная с подачей электрического тока от источника питания 7 через гидрофильные электропроводные пучки углеродного волокна, выступающие с торцов, части которых разделены на сегменты и выполнены с обеспечением возможности выполнять функцию микроемкостей 2 для размещения и доставки электролита 3 в зону обработки, способствует не только интенсивному удалению продуктов обработки из зоны реза, но и создает условия для возникновения процесса интенсивной кавитации. Вследствие совместного воздействия указанных факторов обеспечивается высокая интенсивность резания заготовки 6.
Благодаря заявленному техническому решению - новой конструкции электрода-инструмента, включающей использование для создания углеродного слоя гидрофильных пучков углеровинга, разделение выступающих с торцов частей углеродного слоя на сегменты с возможностью выполнять функцию микроемкостей 2 для размещения и доставки электролита 3 в зону обработки, обеспечивается интенсивная и гарантийная доставка капель электролита 3 в зону обработки, а плотная укладка пучков углеродного слоя и наличие выступающих с торцов сегментов углеродного слоя приводит к усилению токоподачи, что, в результате, приводит к повышению производительности и качественных показателей процесса обработки.
Доставка электролита 3 происходит следующим образом: процесс разрезания заготовки 6 производится в среде проточного электролита 3, при вращении выступающие с торцов сегменты гидрофильного углеродного, слоя 1, выполненные с возможностью обеспечения выполнять функцию микроемкостей 2 для размещения и доставки электролита 3 в зону обработки, обогащаются электролитом 3 и за счет центробежных сил, возникающих при вращении электрода-инструмента, сбрасываются в зоне реза. Гарантийная доставка электролита 3 в зону реза обеспечивается также за счет задержки электролита между элементарных волокон углеродного слоя 1. Доставка также может осуществляться за счет контакта углеродного слоя 1 с заготовкой 6, который может происходит при вращении электрода-инструмента. В результате зона реза обогащается электролитом 3, что позволяет повысить производительность процесса, так как в межэлектродный промежуток гарантированно и интенсивно доставляется электролит 3.
Процесс разрушения заготовки (резка заготовки) происходит в результате того, что между углеродным слоем 1 и разрезаемой заготовкой 6 имеется микрозазор, что позволяет протекать электрохимическим, электроэрозионным и кавитационным процессам. Гарантийная доставка электролита 3 в микрозазор обеспечивает протекание электрохимического, электроэрозионного и кавитационного процессов и повышает их интенсивность.
Между выступающими сегментами углеродного слоя 1 имеются расстояния, и при вращении они успевают зарядиться электрическим током и обогатиться электролитом 3, что приводит к прерывистой, импульсной подаче электрического тока и капель электролита 3 в зону обработки. За счет обогащения процесса электролитом 3 производительность электрохимического растворения материала заготовки 6 и его кавитационное разрушение значительно возрастает.
Так, например, по сравнению с прототипом, шероховатость у которого находится в диапазоне Ra=0,03-0,05 мм, шероховатость поверхностей, обработанных с применением электрода-инструмента по заявленному техническому решению, снижается и находится в диапазоне Ra=0,02-0,04 мм соответственно. То есть в абсолютном значении шероховатость по заявленному техническому решению снижается на 0,01 мм.
Таким образом, по сравнению с прототипом применение заявленного устройства для комбинированной резки токопроводящих материалов позволяет повысить качество обрабатываемой поверхности (снижение шероховатости) на 25%.
Кроме указанного, следует отметить, что заявленное техническое устройство позволяет также повысить производительность обработки и снизить трудоемкость на 25%: так, производительность прототипа, являющегося изобретением авторов заявленного технического решения, равна 3 мм/мин, производительность электрода-инструмента по заявленному техническому решению равна 4 мм/мин.
Технический результат достигается за счет использования заявленной совокупности признаков устройства.
Применение заявленной совокупности признаков повышает производительность и качественные показатели процесса электроалмазной резки, обеспечивает исключение дополнительных затрат на выравнивание боковых поверхностей канала реза. Повышение производительности и качественных показателей процесса электроалмазной резки достигают с помощью применения в электроде-инструменте для комбинированной резки токопроводящих материалов, композитов углеродного волокна, размещенных в диэлектрическом кремнийорганическом слое, покрытом алмазоносным слоем, где в качестве токопроводящих композитов используют плотно уложенные пучки углеродных волокон, а выступающие с торцов концы углеродного материала разделены на сегменты, что обеспечивает возможности выполнять функцию микроемкостей для размещения и доставки электролита в зону обработки и усиливает токоподвод.
Таким образом, на основании вышеизложенного можно сделать вывод, что заявленное техническое решение обеспечивает выполнение поставленной цели - повышение производительности работы электрода-инструмента по сравнению с прототипом за счет:
- усиления электрохимического растворения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления кавитационного разрушения материала заготовки вследствие интенсификации доставки электролита в зону обработки;
- усиления токоподвода вследствие использования пучков углеровинга, более плотной их укладки по сравнению с прототипом и наличия выступающих с торцов сегментов токопроводящего углеродного слоя.
Заявленное техническое решение соответствует критерию «новизна», предъявляемому к изобретениям, т.к. заявленная совокупность признаков, обеспечивающая реализацию полученных технических результатов, не выявлена из исследованного уровня техники.
Заявленное техническое решение соответствует критерию «изобретательский уровень», предъявляемому к изобретениям т.к. не является очевидным для специалиста.
Заявленное техническое решение соответствует критерию «промышленная применимость», т.к. изготавливается на стандартном оборудовании из доступных материалов, с применением известных инструментов.
ИСПОЛЬЗОВАННЫЕ ИСТОЧНИКИ
1. Хафизов И.И. Малоотходное чистовое разделение дефицитных материалов комбинированным методом //И.И. Хафизов, А.Р. Закирова, З.Б Садыков. - Казань: Изд-во Казан. гос. техн. ун-та, 2014. - 136 с.
2. http://www.allied-russia.ru/otreznye-stanki/raskhodnye-materialy-oz - сайт компании Allied, которая производит широкий спектр высококачественного оборудования для пробоподготовки: резки, полировки, шлифовки, фрезеровки и очистки, а также сопутствующие расходные материалы.
3. http://cyberleninka.ru/article/n/elektrohimicheskaya-modifikatsiya-poverhonostnyh-svoystv-uglerodnogo-volokna-na-osnove-poliakrilonitrilla#ixzz4LjAJcgGm) электрохимическая модификация поверхностных свойств углеродного волокна на основе полиакрилонитрилла. Текст научной статьи по специальности «Химия». Авторы Страхов И.С. и др. Журнал «Наука и образование: научное издание МГТУ им. Н.Э. Баумана». ГРНТИ: 31 - Химия. ВАК РФ: 02.00.00. Выпуск №09/2013 стр. 37 заключение).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |
| СПОСОБ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212318C1 |
| Электрод-инструмент | 1973 |
|
SU511179A1 |
| ОБЪЕМНО-ПОРИСТЫЙ ЭЛЕКТРОДНЫЙ МАТЕРИАЛ И ПРОТОЧНЫЙ ЭЛЕКТРОД НА ЕГО ОСНОВЕ | 2000 |
|
RU2178017C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
Изобретение относится к области машиностроения и может быть использовано для резки труднообрабатываемых токопроводящих материалов. Электрод-инструмент для комбинированной резки токопроводящих материалов выполнен с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания. Электрод-инструмент изготовлен из токопроводящего углеродного слоя, размещенного в кремнийорганическом слое, имеющем алмазоносный слой. Углеродный слой выполнен из пучков углеродных волокон, имеющих гидрофильные свойства, плотно уложенных в виде непрерывной линии, идущей в радиальном направлении с поворотами на торцах слоя с образованием выступающих сегментов. Изобретение обеспечивает повышение производительности и качественных показателей процесса электроалмазной резки за счет усиления токоподвода и интенсивной, гарантированной доставки электролита в зону обработки. 4 ил.
Электрод-инструмент для комбинированной резки токопроводящих материалов, выполненный с возможностью вращения и перемещения в направлении разрезаемой заготовки под прямым углом в зону резания, изготовленный из токопроводящего углеродного слоя, размещенного в кремнийорганическом слое, имеющем алмазоносный слой, отличающийся тем, что углеродный слой выполнен из пучков углеродных волокон, имеющих гидрофильные свойства, плотно уложенных в виде непрерывной линии, идущей в радиальном направлении с поворотами на торцах слоя с образованием выступающих сегментов.
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Рычажный прибор для измерения осадок при испытании грунта | 1961 |
|
SU142793A1 |
| Алмазный круг для электроалмазного шлифования | 1988 |
|
SU1593806A1 |
| US 6224469 B1, 01.05.2001 | |||
| CN 105033373 A, 11.11.2015. | |||

