Изобретение относится к строительству, а именно к монтажным петлям для строповки бетонных изделий.
В настоящее время мотажные петли изготавливаются из гладких горячекатанных стальных прутков диаметром от 14 мм и более и представляют собой сложноизогнутую двух- или трехмерную конструкцию. Части петель, выступающие за пределы геометрических размеров строительных конструкций, требуют последующей срезки или удаления, что является дополнительной технологической операцией.
В частности, в патенте на полезную модель № 32516, Е04С5/16, опубл. 20.09.2003 описана монтажная петля из металла, профиль которой имеет имеет арочную форму, при этом проушина выполнена в виде полуокружности, ветви - изогнутыми и направленными в противоположные стороны относительно друг друга, причем плоскость профиля монтажной петли расположена перпендикулярно по отношению к плоскостям изогнутых ветвей с крюками на концах, при этом один из них, расположенный на конце короткой ветви, выполнен в виде загиба. Такие монтажные петли изготавливаются на гибочных станках – сортогибах для гибки круглого прутка, стержневой арматуры либо в одной плоскости, либо в разных плоскостях (в объеме).
Недостатком этих монтажных петель является использование металла для их изготовления, что в услових эксплуатации приводит к их коррозии и увеличению веса строительной конструкции. К тому же часто требуется удаление монтажных петель после монтажа с помощью дополнительного оборудования, например, автогена, что является дополнительной технологической операцией.
Известна монтажная петля по патенту США № 4304431, В66С1/66, опубл. 08.12.1981 г. Монтажная петля представляет собой гибкий металлический трос, который после монтажа помещают в специальную полость в бетонном изделии. Близкие к этому решения представлены в заявке США № US2003/0140575, E04H12/34, опубл. 31.07.2003, заявке США № 2007/0126249, В66С1/00, опубл. 07.06.2007. Общим недостатком этих монтажных петель является применение металла для их изготовления, что приводит к их коррозии и ухудшает эстетический вид строительных конкструкций.
Применение металла наиболее критично при изготовлении монтажных петель для железобетонных трехслойных сэндвич-панелей по ГОСТ 31310-2015 «Панели стеновые трехслойные железобетонные с эффективным утеплителем. Общие технические условия», т.к. в этом случае монтажная петля, соединяя внутренние и фасадные слои панели, служит «мостиком холода», снижая теплосопротивление стены и увеличивая ее температурную неоднородность.
По нашему мнению, альтернативой металлу при изготовлении монтажной петли являются прочные неметаллические волоконные материалы - искусственные или природные.
Эти волокна могут быть выполнены в виде гибкого линейного жгута, обмотанного нитью, либо в виде переплетенных (скрученных) между собой прядей жгута – каната. Как известно, мягкий гибкий жгут обладает максимальной разрывной нагрузкой (см., например, http://verevka-dla-dekora.blogspot.ru : «Джутовый канат тросовой свивки изготавливается из природного сырья (натуральная джутовая пряжа) и обладает повышенной устойчивостью к износу, увеличенной разрывной нагрузкой по сравнению с другими растительными материалами. Джутовые канаты применяются в строительстве, морском и речном транспорте, и других производствах, где востребована его прочность и устойчивость к износу и воздействию окружающей среды. Диаметр джутового каната от 6 до 85 мм, самые популярные 6-16 мм».
Однако изготовить анкерующее устройство из волокнистых материалов изгибом самих материалов (как в случае с металлическим стержнем или тросом) невозможно.
Прототипом заявленного технического решения является патент США № 8806811, E04B1/38; E04G21/14; E04G21/18, опубл. 19.08.2014. Монтажная петля состоит из двух металлических концевых втулок, к которым прикреплен стекловолоконный стержень. Применение стеклоплатикового стержня – теморазрыва - позволяет исключить появление мостика холода. Недостатком данной конструкции является ее сложность, т.к. она состоит из двух скрепленных (склеенных) между собой материалов – металла и стеклопластика и, следовательно, ее ненадежность, а также дороговизна. К тому же поскольку монтажная петля представляет собой жесткую конструкцию, ее сложно монтировать в трехлойной панели.
Задачей предлагаемого технического решения является создание и изготовление высокопрочных корозионно-стойких и нетеплопроводных монтажных петель.
Техническим результатом является создание конструкции гибкой неметаллической монтажной петли из волокнистого материала, снабженной композитными анкерами.
Технический результат достигается тем, что в монтажной петле, содержащей нетеплопроводный строповочный элемент с анкерами на концах, строповочный элемент и анкеры выполнены из волокнистого материала, при этом волокнистый материал анкеров пропитан связующим и отвержден. В качестве волокнистого материала могут быть использованы искусственные волокна (неогранические - стеклянные или базальтовые волокна и органические полиамидные, полиэфирные, полиимидные или полиолефиновые волокна) и природные волокна (джутовые, пеньковые, хлопковые или шелковые волокна).
Сущность технического решения поясняется чертежами.
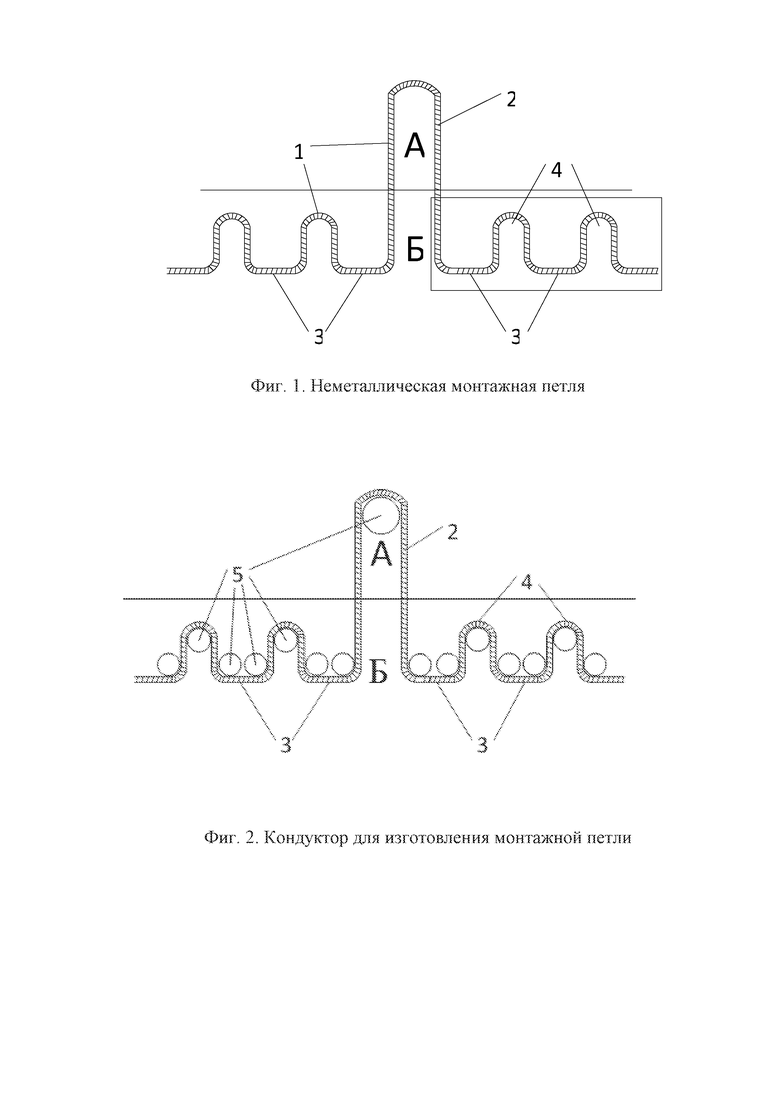
Фиг. 1 - монтажная петля, вид спереди.
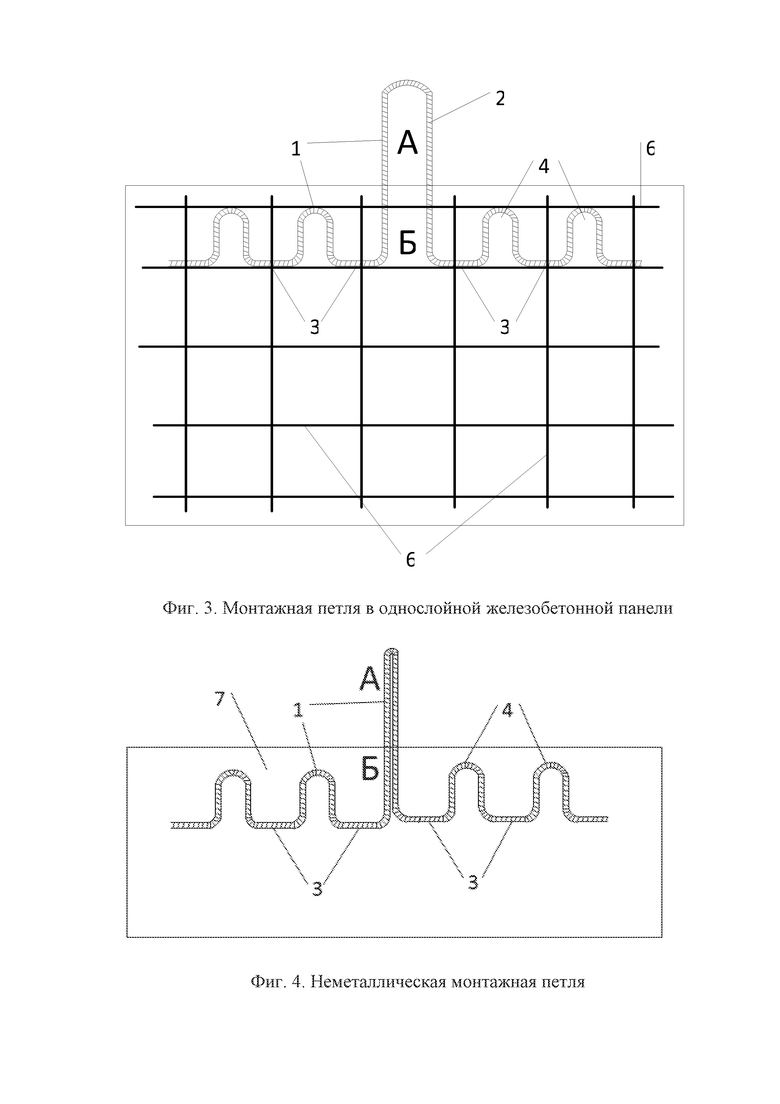
Фиг. 2 -кондуктор для изготовления монтажной петли.
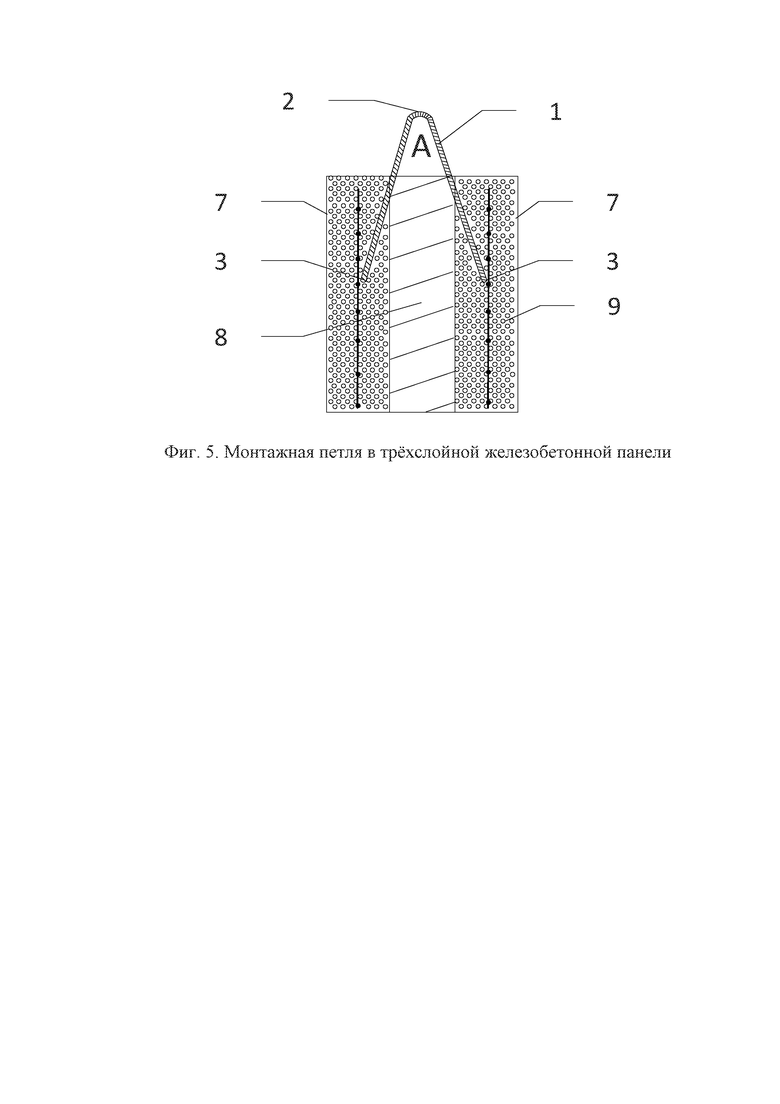
Фиг. 3 - схема размещения монтажной петли в однослойной железобетонной панели.
Фиг. 4 - схема размещения монтажной петли в трехслойной железобетонной сэндвич-панели (вид спереди).
Фиг. 5 - схема размещения монтажной петли в трехслойной железобетонной сэндвич-панели (вид сбоку).
На Фиг. 1 представлена монтажная петля в виде жгута 1 (участок А не содержит связующего) из волокнистого материала (например, искусственного - арамидные, стеклянные, базальтовые полиамидные, полиэфирные, полиимидные волокна, или природного - джутовые, пеньковые, хлопковые, шелковые и др. волокна), с обмоткой 2 по всей длине. Монтажная петля имеет два анкера 3 (участок Б), образованные изогнутой частью 4 жгута, пропитанного связующим (например, эпоксидным). На каждом анкере 3 может быть несколько изогнутых частей 4.
На Фиг. 2 изображен кондуктор для изготовления монтажной петли, представляющий собой натяжные ролики 5, установленные в определенном порядке на формовочной панели, как показано на Фиг. 2.
Фиг. 3 показана схема размещения монтажной петли в однослойной железобетонной панели. Участок Б прекреплен к конструктивному элементу 6 (например, к сетке) строительного изделия и залит бетоном.
Фиг. 4 изображена схема размещения монтажной петли в трехслойной железобетонной сэндвич-панели (вид спереди), где 7 - бетонная сэндвич-панель.
Фиг. 5 - схема размещения монтажной петли в трехслойной железобетонной сэндвич-панели (вид сбоку), где 8 - теплоизоляционный материал, 9 - слой бетона.
Монтажную петлю изготавливают следующим образом.
Берут жгут из волокнистого материала (см. выше) определенной длины с плотной обмоткой 2 (нитью, ровингом). Конечные части (зона Б) пропитывают органической смолой (например, полиэфирной, эпоксидной и пр.). Средняя часть монтажной петли (зона А) остается сухой (непропитанной). Полученную монтажную петлю натягивают на ролики 7 кондуктора, как показано на Фиг. 3. Далее формовочную панель с монтажной петлей помещают в печь для отверждения. После отверждения готовую монтажную петлю демонтируют. Зону А можно защитить дополнительной обмоткой, например, пленочным материалом.
При изготовлении бетонного изделия (например, одно-трехслойной панели) анкера монтажной петли прикрепляют к конструктивным элементам (сетке, каркасу) строительного изделия так, чтобы зона А монтажной петли выступала за его пределы, а зону Б заливают бетоном. После отверждения бетона монтажная петля намертво закрепляется в теле бетонного строительного изделия (однослойной панели).
При монтаже в трехслойной сэндвич-панели сначала один анкер монтажной петли прикрепляют к конструктивному элементу (сетке), находящемуся в одной плоскости с наружным слоем сэндвич-панели. После укладки слоя теплоизоляции другой анкер прикрепляют к другой плоскости - внутреннему слою сэндвич-панели, как показано на Фиг. 4 и 5. Т.е. таким образом достигается объемное расположение анкеров монтажной петли в бетонном изделии. Анкеры, расположенные в разных плоскостях, могут быть направлены как в одну сторону, так и в противоположные стороны. Причем легко и очень просто менять направление анкеров, что обусловлено гибкостью монтажной петли в зоне А.
Монтажная петля в зоне А не содержит связующего и является гибкой (обладает свойствами каната), эти операции выполнять проще, чем при применении известных монтажных петель. После монтажа бетонного изделия монтажную петлю можно легко разместить в соединительном растворном шве, т.е. можно обойтись без удаления самой монтажной петли. Ранее для размещения металлической монтажной петли в конструкции панели были вынуждены делать специальные выемки. В случае использования предлагаемой монтажной петли такая необходимость отпадает, что упрощает технологию изготовления панели.
Монтажные петли в настоящее время, поскольку они изготавливаются из слабопрочного металла, поддающегося изгибу (сталь 3), должны иметь большую площадь сечения. Прочность на разрыв такой стали - 380-490 МПа (ГОСТ 380-71). К тому же при низких температурах металл становится хрупким, что ограничивает использование монтажных петель из металла.
Прочность волокнистых материалов (стекловолокно, базальтоволокно и др.) для изготовления неметаллической монтажной петли в 3-4 раза превышает прочность стали 3, что позволяет пропорционально уменьшить ее сечение в 3-4 раза. При этом вес монтажной петли существенно уменьшается: в 12-16 раз.
Волокнистые материалы являются коррозионно стойкими, не подвергаются оъхрупчиванию, нетеплопроводны, т.е. не создают мостиков холода.
Таким образом достигнут заявленный технический результат: создана конструкция гибкой неметаллической монтажной петли из волокнистого материала, снабженной композитными анкерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ МОНТАЖНАЯ ПЕТЛЯ | 2021 |
|
RU2764008C1 |
| Способ возведения зданий и сооружений с несущими монолитными железобетонными конструкциями с применением железобетонных стеновых панелей | 2018 |
|
RU2678750C1 |
| СОСТАВНАЯ КОМПОЗИТО-БЕТОННАЯ БАЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2490404C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2001 |
|
RU2220049C2 |
| ГИБКАЯ МОНТАЖНАЯ ПЕТЛЯ ДЛЯ БЕТОННОГО ИЗДЕЛИЯ | 2022 |
|
RU2778954C1 |
| НЕГОРЮЧИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ И СВЯЗУЮЩЕЕ ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2598675C2 |
| НАНОКОМПОЗИТНЫЙ МАТЕРИАЛ | 2009 |
|
RU2404201C2 |
| Строп текстильный грузовой монтажный (СТГМ) | 2024 |
|
RU2840739C2 |
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2473755C1 |
| АРМАТУРНЫЙ КАРКАС | 1991 |
|
RU2015272C1 |
Изобретение относится к строительству, а именно к монтажным петлям для строповки бетонных изделий. Техническим результатом предлагаемого технического решения является создание и изготовление высокопрочных корозионностойких и нетеплопроводных монтажных петель. Технический результат достигается тем, что в монтажной петле, содержащей нетеплопроводный строповочный элемент с анкерами на концах, строповочный элемент и анкеры выполнены из волокнистого материала, при этом волокнистый материал анкеров пропитан связующим и отвержден. В качестве волокнистого материала могут быть использованы искусственные волокна (неогранические - стеклянные или базальтовые волокна и органические полиамидные, полиэфирные, полиимидные или полиолефиновые волокна) и природные волокна (джутовые, пеньковые, хлопковые или шелковые волокна). 7 з.п. ф-лы, 5 ил.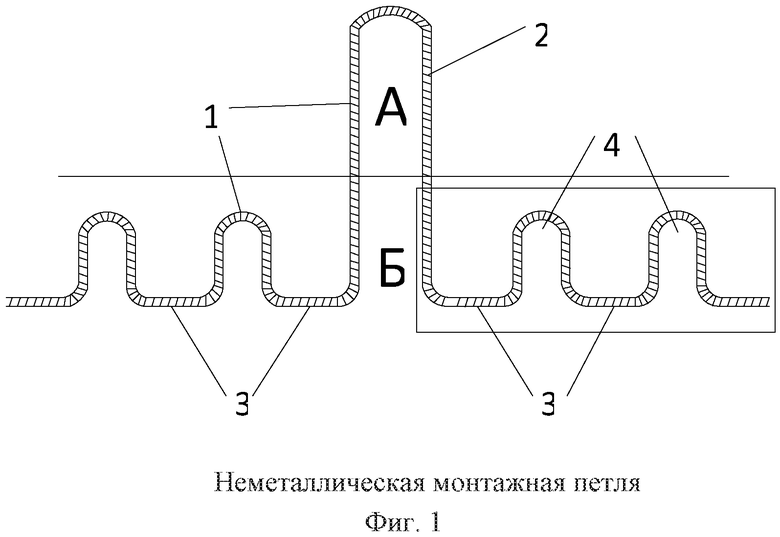
1. Монтажная петля для строповки бетонного изделия, представляющая собой жгут из волокнистого материала, отличающаяся тем, что пропитаны связующим и отверждены только конечные части жгута, размещаемые в качестве анкеров в бетонном изделии.
2. Монтажная петля по п. 1, отличающаяся тем, что конечные части жгута имеют один или более изогнутых участка.
3. Монтажная петля по п. 1, отличающаяся тем, что в качестве волокнистого материала использованы искусственные волокна.
4. Монтажная петля по п. 1, отличающаяся тем, что в качестве искусственных волокон использованы неогранические или органические волокна.
5. Монтажная петля по п. 1, отличающаяся тем, что в качестве неогранических волокон использованы стеклянные или базальтовые волокна.
6. Монтажная петля по п. 1, отличающаяся тем, что в качестве огранических волокон использованы полиамидные, полиэфирные, полиимидные или полиолефиновые волокна.
7. Монтажная петля по п. 1, отличающаяся тем, что в качестве волокнистого материала использованы природные волокна.
8. Монтажная петля по п. 1, отличающаяся тем, что в качестве природных волокон использованы джутовые, пеньковые, хлопковые или шелковые волокна.
| Способ получения серы | 1927 |
|
SU9554A1 |
| ТРУБЧАТАЯ ПЕЧЬ | 0 |
|
SU174308A1 |
| Приспособление для выключения движущего механизма паровоза при езде без пара | 1933 |
|
SU32516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2482247C2 |
| US 4304431 A1, 08.12.1981 | |||
| US 6389758 B1, 21.05.2002. | |||

