Изобретение относится к теплоэнергетике, к устройствам уплотнения многоступенчатых осевых паровых турбин с разъемным статором. В паровых турбинах для концевых, промежуточных, надбандажных, корневых и диафрагменных уплотнений используются прямоточные, лабиринтные уплотнения типов А, Б, В, Г, Д [1]. Особенно эффективными для цилиндров высокого давления (ЦВД) являются гарантированно - бесконтактные уплотнения типа Д, в которых протечки определяются осевым зазором и не имеется ограничений на радиальные перемещения ([1], черт. 3). Такие уплотнения являются эффективным средством предотвращения паровой низкочастотной вибрации, широко применяются на Уральском турбинном заводе (УТЗ) и обычно называются осерадиальными ([2], рис. 4.48). Осерадиальные уплотнения имеют коэффициент расхода α0=0,25…0,3 в большом диапазоне параметров ([1], черт. 37), а уплотнения типа Б, В, Г для прямых гребней и  =0,1…0,025 коэффициент расхода α02=0,5…0,6 ([1], черт. 36), т.е. в 2 раза больше. Недостатком осерадиальных уплотнений является ограничение на осевые перемещения 2,5…3,5 мм, поэтому они применяются для ЦВД и ЦСД. К недостаткам можно отнести осевую протяженность таких уплотнений и в надбандажных уплотнениях имеется 2…3 гребня и соответственно 4…6 щелей.
=0,1…0,025 коэффициент расхода α02=0,5…0,6 ([1], черт. 36), т.е. в 2 раза больше. Недостатком осерадиальных уплотнений является ограничение на осевые перемещения 2,5…3,5 мм, поэтому они применяются для ЦВД и ЦСД. К недостаткам можно отнести осевую протяженность таких уплотнений и в надбандажных уплотнениях имеется 2…3 гребня и соответственно 4…6 щелей.
Для корневых и периферийных межвенцовых зазоров применяются уплотнения с осевыми зазорами ([1], черт. 16а, черт. 17а), но из-за большого осевого зазора 2-3 мм, определяемого взаимными осевыми перемещениями статора и ротора, эффективность их невелика, а также с радиальным зазором с перекрышей в осевом направлении ([1], черт. 16б,в,г,д и черт. 17б), но по условиям сборки они могут иметь только одну щель, что ограничивает их эффективность, чтобы ее повысить необходимы многогребенчатые уплотнения, то есть с двумя и более щелями.
Известны уплотнения с радиальными зазорами и гребнями вдоль оси турбины, далее будем называть их радиально-осевыми по аналогии с осерадиальными уплотнениями, где протечки определяются осевыми зазорами, а гребни расположены радиально. Они применяются в радиальных турбинах Юнгстема ([3], фиг. III.19), а также в радиально-осевых турбинах ([3], фиг. VI.50). Фирма SIEMENS применяет такие уплотнения и для осевых турбин со статором без горизонтального разъема ([3], фиг. VI.44в), но это сильно усложняет конструкцию турбины и ее сборку, поэтому в отечественном турбиностроении не используется. Кроме того, данные уплотнения не имеют развитых расширительных камер, что увеличивает эквивалентный зазор. Известны лабиринтные уплотнения с насадными кольцами ([4], фиг. 14-8), но применимы только для концевых уплотнений и имеют сложную схему сборки. Такие уплотнения занимают в 4 раза меньше места в осевом направлении. Расходные характеристики в соответствии с формулой Г. Мартина ([3], VI.31) близки к классическим лабиринтным уплотнениям, то есть смена направления расположения уплотнений с осевого на радиальное не имеет существенного значения.
Межступенчатые уплотнительные усики используются на дисках в ступенях ЦВД турбины Т-63/76-8,8 ([5], рис. 3.14), но они не имеют перекрыши в осевом направлении и являются аксиальными.
Перечисленные уплотнения принимаем за прототип.
Целью данного изобретения является разработка более эффективных многогребенчатых радиально-осевых концевых, промежуточных, надбандажных, корневых и диафрагменных уплотнений с заданной осевой перекрышей для многоступенчатых осевых паровых турбин, имеющих статор с горизонтальным разъемом. Под статором далее понимаются обоймы уплотнений, диафрагмы, обоймы диафрагм, корпуса цилиндров. Она достигается тем, что на первом этапе сборка уплотнений происходит с необходимыми монтажными осевыми зазорами ем, обеспечивающими сборку разъемного статора. Также величина этих зазоров должна обеспечить необходимые осевые перекрыши между гребнями уплотнений в рабочих условиях с учетом различных относительных температурных расширений ротора и статора (ОТРРС) ет на расчетных режимах (пуск; останов; режимах работы, соответствующих техническим условиям), а также сдвига статора и ротора относительно друг друга (ССР) ес на втором этапе сборки. После того, как статор собран, на втором этапе сборки для получения требуемых осевых перекрыш в рабочих условиях производится ССР на расчетную величину ес, которая может быть равна и нулю, то есть сдвиг не потребуется.
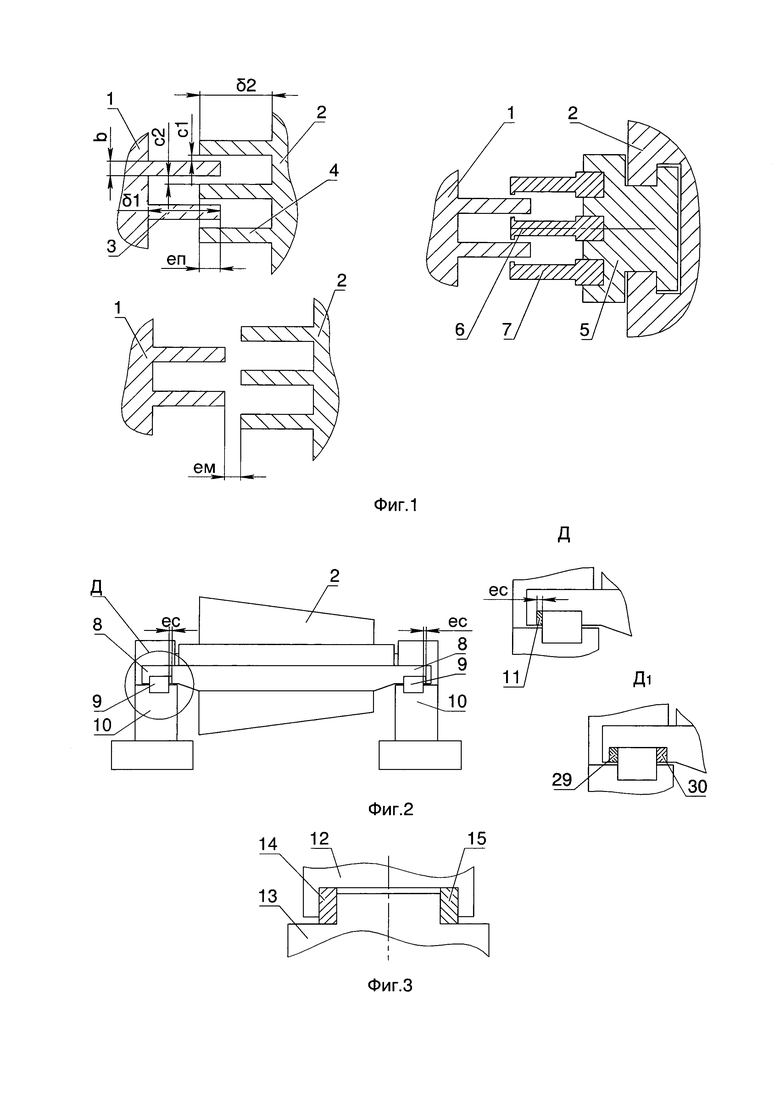
При этом приспосабливаем самые лучшие по эффективности и износостойкости осерадиальные уплотнения ([1], черт. 3), то есть необходимо изменить расположение осерадиальных уплотнений по отношению к оси турбины, а именно, поворотом на 90 градусов получить радиально-осевые уплотнения. На фиг. 1 показано предлагаемое уплотнение с двумя гребнями 3 на роторе 1 и тремя гребнями 4 на статоре 2 для левого потока. Протечки в нем определяются радиальными зазорами c1 и c2, а гребни расположены в осевом направлении. Оптимальное соотношение размеров согласно [1], черт 3, пункта 2.7.4 необходимо принять δ1≈δ2≈0,55…1,25(c1+с2+b), а перекрыша
еп=0,15…0,2(c1+с2). В этом случае получаются оптимальные камеры примерно квадратной формы и обеспечивается зигзагообразное течение пара.
Исходную величину радиального зазора δp необходимо определить по эмпирической формуле п. 2.1.3 [1]. Для большинства цилиндров высокого и среднего давления получаем δp=0,9…1 мм, то есть c1=c2=δp=1 мм, и если толщину гребня принять b=2 мм, то получаем длину гребеней (п. 2.7.1 - п. 2.7.4, [1]) δ1=δ2=4…5 мм. Перекрыша гребней уплотнения в осевом направлении определяется по формуле (черт. 3, [1]) еп=0,2(с1+с2)=0,4 мм, но по опыту УТЗ обычно перекрыша еп принимается равной 0,6…1 мм. Увеличивать перекрышу еп более 1,5 мм не рекомендуется, так как уменьшаются камеры расширения уплотнений, что ухудшит уплотняющую способность. Такая длина гребней не ограничивает ОТРРС при пусках и остановах для ЦВД и ЦСД, при необходимости увеличения можно принять δ1=δ2=6…8 мм с соответствующим увеличением жесткости гребней за счет их утолщения.
Уплотнения на фиг. 1 с перекрышей еп между гребнями не возможно собрать традиционным способом, т.е. когда устанавливается нижняя часть статора, в нее устанавливается ротор, а затем устанавливается верхняя часть разъемного статора. Эта проблема решается установкой статора по отношению к ротору с осевым монтажным зазором ем=0,5…5 мм на первом этапе до закрытия фланцев статора. После закрытия фланцев статора необходим второй этап сборки, на котором следует произвести ССР на величину ес для получения перекрыши еп в соответствии с фиг. 1 в рабочем состоянии.
ОТРРС ет после пуска различны для ступеней цилиндра и изменяются в пределах 0…4 мм, а величину сдвига цилиндра (ротора) ес необходимо определить единую для всего цилиндра. Покажем, что это возможно. Величины епк и емк всегда положительны по определению, а под ес, етк далее будем понимать модули величин соответствующих сдвигов.
Рассмотрим вариант I, когда ОТРРС приводят к увеличению осевых зазоров в уплотнениях в ступенях, тогда ес=епк+емк+етк, где
ес - единый сдвиг корпуса цилиндра;
епк - осевая перекрыша между гребнями уплотнений статора и ротора в рабочем положении к-ой ступени, которая должна находится в пределах от 0 до 4 мм, при этом оптимальное ее значение 1 мм.
емк - монтажный осевой зазор между гребнями уплотнений статора и ротора во время сборки на первом этапе к-ой ступени, который может изменяться в пределах от 0,5 до 4 мм, при этом минимальное значение eмmin=0,5 берется из условий сборки разъемного статора.
eтк - расчетные значения ОТРРС для к-ой ступени. Изменяется от минимального значения eтmin до максимального етmax в пределах 0…4 мм.
При выбранных оптимальной перекрыше еп и минимальном монтажном зазоре eмmin, если назначить монтажные зазоры для ступеней

получаем одинаковое значение сдвига цилиндра для всех ступеней

Таким образом, показано, что при выборе переменных монтажных зазоров в ступенях по формуле (1) получаем одинаковую перекрышу при сдвиге цилиндра на величину ес, определенной по формуле (2).
Рассмотрим вариант II, когда ОТРРС приводят к уменьшению осевых зазоров в ступенях, тогда ес=епк+емк-етк, то есть происходит естественное закрытие зазоров в ступенях и образование перекрыш. Если етк больше eмmin+еп, то получаем отрицательное значение сдвига ес, и в этом случае его надо принять равным нулю, то есть сдвиг не нужен. Как было указано выше, оптимальное значение eмmin+еп=1,5 мм, а етк=2…5 мм, то есть принятое условие обычно выполняется, если зазоры уменьшаются.
Из условия ес=0 и принятой постоянной перекрыши еп получаем монтажные зазоры по ступеням

Это очень важный случай, так как при этом будет отсутствовать второй этап сборки.
В однопоточном цилиндре не возможен вариант, когда в пределах одного цилиндра в одних ступенях зазоры уменьшаются, а в других увеличиваются, но такие случаи возможны в двухпоточных цилиндрах и в цилиндрах с петлевой схемой движения пара, которые будут рассмотрены ниже.
Далее на рисунках показан монтажный зазор ем, рассчитанный с учетом ОТРРС етк, как было показано выше.
Проще всего сдвинуть статор относительно уже установленного отцентрованного ротора. Статор 2 (корпус цилиндра) с помощью четырех лап 8 опирается на корпуса подшипников 10 и соединен с ними с помощью поперечных шпонок 9 (фиг. 2). Для конструкции без регулирующих прокладок пазы для поперечной шпонки в лапах статора делаются с зазором сборки ес=еп+eмmin+етmax и сборка на первом этапе производится когда зазоры ес расположены справа от шпонки. С учетом перекрыши 1…1,5 мм получаем ес=1,5…5,5 мм, что должно быть меньше других осевых зазоров в уплотнениях по формуляру, то есть должна быть возможность смещения статора относительно ротора. Сотовые уплотнения допускают такие осевые смещения. В большинстве случаев ес=1,5…3 мм, что позволяет использование совместно радиально-осевых и осерадиальных уплотнений. На втором этапе сборки корпус статора сдвигается влево относительно ротора на величину ес, а в образовавшиеся зазоры слева от поперечных шпонок устанавливаются прокладки 11, чтобы корпус статора жестко соединить с корпусом подшипника (фиг. 2, выноска Д). На фиг. 2, на основном виде показано положение статора относительно ротора на первом этапе сборки, а на выноске Д - после второго этапа. В результате после второго этапа сборки в уплотнениях проточной части установятся осевые зазоры с перекрышей еп на рабочем режиме в соответствии с фиг. 1. Для правого потока, когда гребни статора находятся слева от гребней ротора, прокладка 11 будет расположена справа от поперечной шпонки.
В конструкциях, например, УТЗ, когда поперечная шпонка имеет две регулирующие прокладки 29 и 30 (вид Д1, фиг. 2), первый этап сборки происходит с прокладками, обеспечивающими монтажный осевой зазор ем в уплотнениях. На втором этапе сборки корпус цилиндра сдвигается на величину ес относительно ротора, для этого прокладка 30 утолщается, а прокладка 29 утоняется на величину ес.
Преимущество сдвига статора состоит в том, что корпус каждого цилиндра можно сдвигать на разную величину и даже в разные стороны.
Второй способ состоит в смещении упорного подшипника относительно статора на втором этапе сборки. В конструкции упорного подшипника имеются установочные кольца 14, 15 между обоймой подшипника 13 и корпусом подшипника 12, толщина которых подбирается исходя из необходимых осевых зазоров между статором и ротором по проточной части (фиг. 3). Первый этап сборки происходит с установочными кольцами, обеспечивающими монтажный осевой зазор ем в уплотнениях. На втором этапе сборки ротор сдвигается на величину ес относительно статора, для этого установочное кольцо 14 утолщается, а 15 соответственно утоняется на величину ес. Закрытие корпуса подшипника выполняется после второго этапа. Его недостаток в том, что он применим к одноцилиндровым турбинам, так как относительное смещение будет распространяться на все цилиндры. Но если ввести прокладки определенной толщины между муфтами роторов, то появится возможность осевого смещения роторов на разные величины для каждого цилиндра.
Для повышения ремонтопригодности гребни 6, 7 статора 2 могут закрепляться зачеканкой в обоймах 5, которые вставляются в окружные пазы статора (фиг. 1). Длинные гребни могут быть ступенчатыми или трапецеидальными. Для исключения стирания всего гребня при малом радиальном зазоре на конце гребня рекомендуется двухстороннее утолщение (гребень 6), или одностороннее (гребень 7). При этом гребни статора выполняются с менее твердого материала. Таким образом, можно уменьшать расчетный радиальный зазор δp, то есть повышать уплотняющую способность и гарантировать сохранность гребней, так как стираться будут только утолщения на концах гребней.
Приводим примеры использования радиально-осевых уплотнений. Во многих случаях они могут использоваться как дополнение к традиционным уплотнениям.
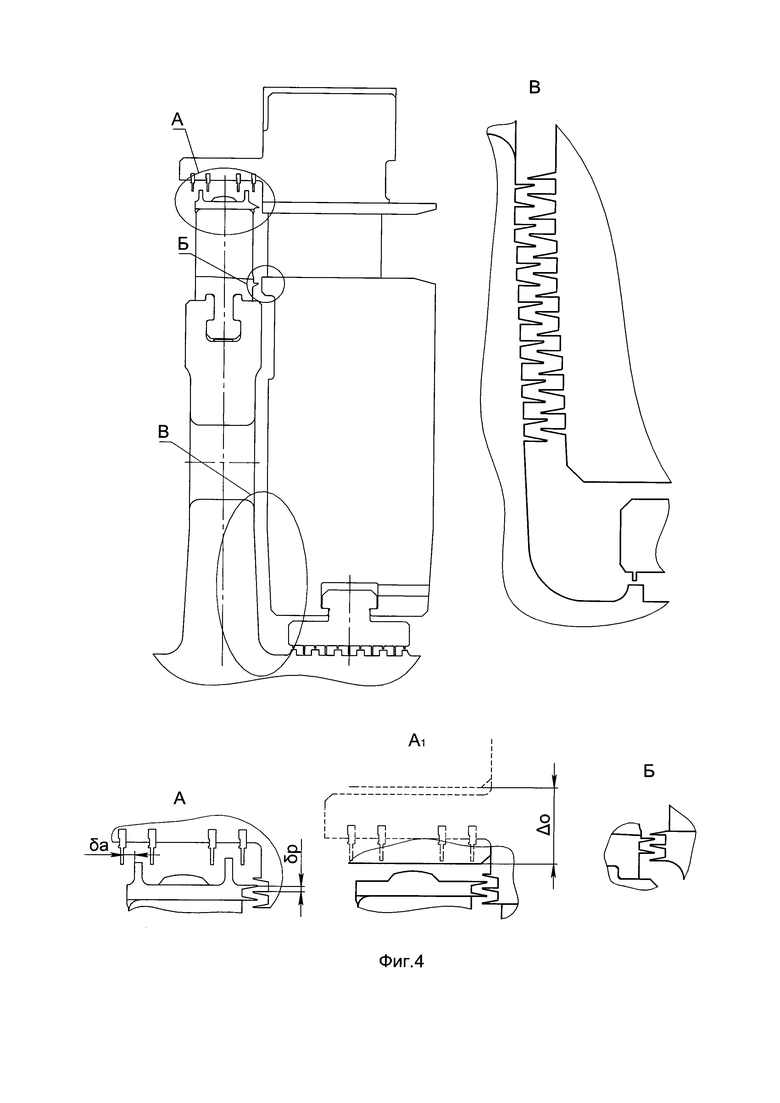
На основном виде фиг. 4 показаны варианты традиционных уплотнений, а на выносках - варианты модернизации. На фиг. 4, выноска А, показано радиально-осевое надбандажное уплотнение с двумя осевыми гребнями на бандаже и тремя осевыми гребнями на ободе диафрагмы в дополнение к осерадиальному уплотнению с двумя радиальными гребнями на бандаже и четырьмя радиальными гребнями в козырьке диафрагмы. Оба уплотнения имеют по 4 щели, но из-за того, что в осерадиальном уплотнении осевой зазор δа по условиям взаимных осевых перемещений равен 2,5…3,5 мм, а в радиально-осевом радиальный зазор δp равен 1 мм, при этом коэффициенты расхода одинаковы, то эквивалентный зазор δэ в соответствии с пунктом 5.5.5 [1] примерно в 3 раза меньше чем в осерадиальном уплотнении. Одним из ограничений применения осерадиальных уплотнений является дополнительная нагрузка от центробежных сил утолщенного бандажа и гребней, а в радиально-осевых уплотнениях масса бандажа уменьшается и они применимы на больших диаметрах. В данном случае совместное использование обоих уплотнений не имеет практического значения, так как эквивалентный зазор уменьшается менее чем на 5%. Поэтому лучше устанавливать только радиально-осевое уплотнение (выноска A1) и не потребуется сварной козырек для установки осерадиальных уплотнений, уменьшатся радиус опоры обода диафрагмы на Δ0, прогиб и напряжения диафрагмы.
На выноске Б фиг. 4 показано радиально-осевое корневое уплотнение с двумя осевыми гребнями на промтеле рабочей лопатки и тремя на теле диафрагмы с четырьмя щелями. Как и в надбандажных уплотнениях радиальный зазор будет равен 1 мм. В то время как уплотнения [1], черт. 16а будут иметь осевой зазор 2,5…3,5 мм и соответственно эквивалентный зазор в 3 раза больше, а уплотнения [1], черт. 16б будут иметь радиальный зазор 1 мм, но с одной щелью, то есть в 2 раза больше. В принципе, в радиально-осевом корневом уплотнении количество щелей может быть увеличено. Корневой зазор существенно влияет на характер движения диафрагменных протечек. Экономичным считаются режимы, когда протечки с диафрагменных уплотнений направляются в разгрузочные отверстия в дисках. Как правило, приходится увеличивать диаметры разгрузочных отверстий, что затрудняет их расположение, так как необходимо обеспечить определенное расстояние от колодцев замковых лопаток.
На выноске В фиг. 4 показано диафрагменное радиально-осевое уплотнение, которое может быть установлено в дополнение к лабиринтному уплотнению.
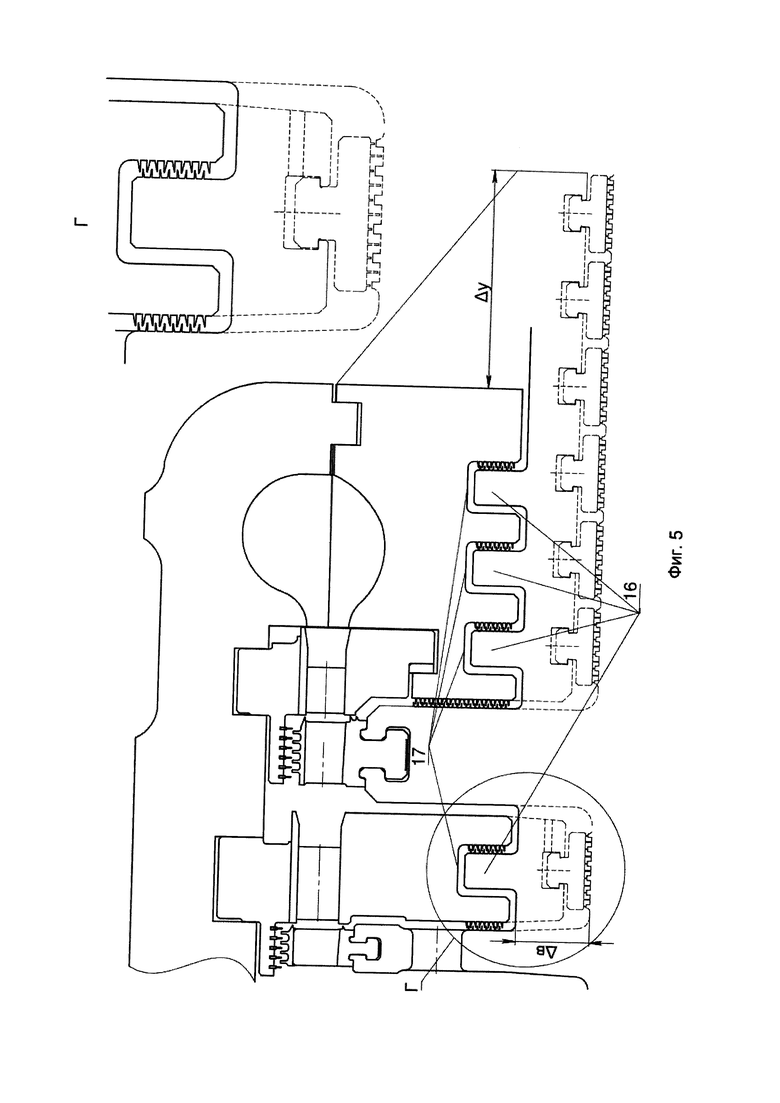
Так как радиально-осевые уплотнения имеют небольшие радиальный и осевой размеры, то ими можно заменить лабиринтные уплотнения на роторе, образовав дополнительные диски. На фиг. 5 показан ротор с дополнительными дисками 16 и соответствующими камерами 17 в диафрагменном и среднем уплотнении. На выноске Г фиг. 5 показано радиально-осевое диафрагменное уплотнение с 16 щелями на диске ступени и 16 щелями на дополнительном диске, которое значительно превосходит по уплотняющей способности лабиринтное уплотнение с 11 щелями, показанное штриховыми линиями. Это позволяет поднять радиус уплотнений на Δв и увеличить в 1,5 раза диаметр уплотнений ротора, что уменьшит прогибы диафрагмы и позволит утонить ее, то есть уменьшить осевой размер ступени. Особенно большой эффект можно получить на концевых и средних уплотнениях. На фиг. 5 показано применение трех дополнительных дисков 16 к среднему уплотнению, что позволило сократить осевой размер его на Δу.
Дополнительные диски испытывают в районе радиально-осевых уплотнений перепад давления, что необходимо учитывать при расчете осевых усилий на ротор.
Таким образом, применение радиально-осевых уплотнений с дополнительными дисками позволяет существенно сократить длину ротора и расположить большее количество ступеней, особенно для ЦВД, в которых длина концевых уплотнений составляет 50…60% длины ротора. Критические частоты пропорциональны диаметру вала и обратно пропорциональны межопорному расстоянию. При сохранении количества ступеней за счет уменьшения межопорного расстояния и увеличения диаметра диафрагменных уплотнений можно получить значительное повышение жесткости ротора, что позволяет проектировать жесткие ротора с первой критической частотой более 3600 об/мин при частоте вращения 50 Гц, которые во время пуска и останова не проходят критические частоты, не имеют повышенной вибрации и соответственно уменьшается износ уплотнений.
В цилиндрах с петлевой схемой движения пара, то есть когда пар подводится в середине и имеются ступени левого и правого потоков, температуры статора и ротора существенно отличаются на различных участках в рабочем состоянии. Это позволяет применять радиально-осевые уплотнения без второго этапа сборки.
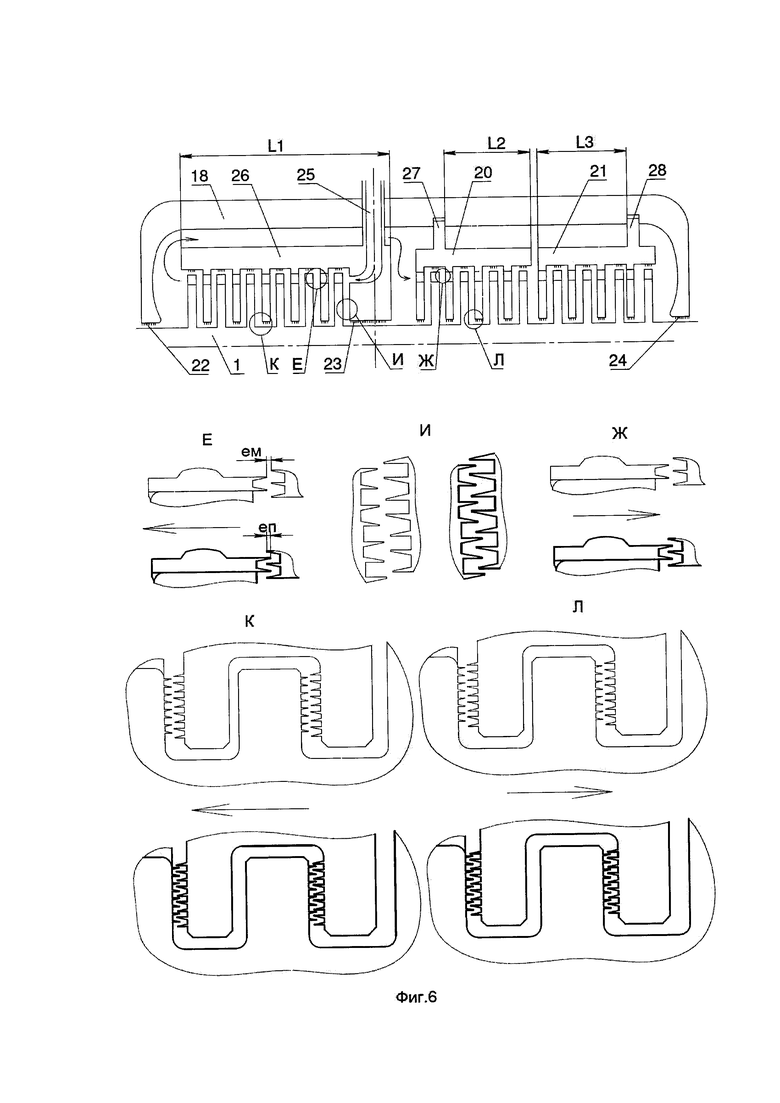
На фиг. 6 приведена схема цилиндра высокого давления с подводом пара 25 в середину цилиндра. Далее пар расширяется в левом потоке внутреннего цилиндра 26, который жестко связан в осевом направлении с наружным цилиндром 18 в районе паровпуска. После чего пар совершает разворот (направление движения пара показано стрелками) и через межкорпусное пространство направляется в правый поток, ступени которого находятся в обоймах 20 и 21. Далее рассмотрим тепловое состояние, когда упорный подшипник находится слева. На участке L1 температура наружного корпуса на 100…150°С ниже, чем ротора, что приводит к уменьшению зазоров между диафрагмой и диском данной ступени. Это уменьшение зазоров переменное и может достигать 5 мм на первых ступенях и уменьшается до 2…3 мм на последних ступенях внутреннего цилиндра, то есть имеется вариант II, рассмотренный выше. Этим естественным закрытием зазоров воспользуемся для установки радиально-осевых уплотнений в ступенях внутреннего цилиндра без второго этапа сборки, связанного с дополнительным ССР. Для этого в этих ступенях (выноска Е) устанавливается монтажный зазор ем, рассчитанный по формуле (3), который при ес=0 обеспечит в рабочем положении перекрышу еп. На выносках фиг. 6 исходное монтажное положение отображено тонкими линиями, а в рабочем положении - толстыми.
На выноске И фиг. 6 показано дополнительное уплотнение между обоймой промежуточного уплотнения 23 и диском первой ступени, а на выноске К фиг. 6 диафрагменные уплотнения, образованные дополнительными дисками. Для правого потока на выноске Ж фиг. 6 показано надбандажное уплотнение, а на выноске Л фиг. 6 диафрагменное уплотнение. Отметим, что для правого потока надбандажные радиально-осевые уплотнения ставятся между бандажем данной ступени и статором следующей ступени. Корневые радиально-осевые уплотнения в этом случае могут быть установлены только для левого потока.
Отметим, что смещения статора относительно ротора в обойменных конструкциях можно регулировать положением опорных зубьев 27, 28 на фиг. 6. Если зуб 27 установлен в обойме 20 над первой ступенью, то на участке L2 обойма будет прогреваться медленнее, а если зуб 28 в обойме 21 расположен над последней ступенью, то на участке L3 обойма будет прогреваться интенсивней. Эти обстоятельства необходимо учитывать при расчете относительных расширений.
В данной конструкции невозможно устанавливать радиальные-осевые уплотнения в переднем уплотнении 22, находящимся вблизи упорного подшипника, но можно использовать в заднем уплотнении 24, находящимся на противоположном конце ротора 1.
В двухпоточных цилиндрах, когда имеются левый и правый потоки, в ступенях одного из потоков осевые зазоры будут уменьшаться, а в ступенях другого - увеличиваться. Поэтому в потоке, где уменьшается осевой зазор используем вариант II для назначения монтажных зазоров, а в другом потоке радиально-осевые уплотнения необходимо устанавливать между дисками и диафрагмами следующих ступеней. Таким образом, можно обойтись без дополнительного ССР. При этом во втором потоке не возможно установить корневые радиально-осевые уплотнения.
Таким образом, в однопоточных цилиндрах (вариант I) монтажные зазоры рассчитываются по формуле (1) и после сборки выполняется ССР на величину, рассчитанную по формуле (2). Для цилиндров двухпоточных и двухкорпусных с петлевой схемой движения пара возможен вариант II, когда монтажные зазоры рассчитываются по формуле (3) и не требуется последующий ССР.
Предложенные радиально-осевые уплотнения имеют следующие преимущества:
- Имеют меньший эквивалентный зазор и соответственно лучшую уплотняющую способность.
- Более компактные, что позволяет сократить длину ротора.
- Для цилиндров высокого давления при сохранении количества ступеней можно получить ротор жесткого типа.
- При сохранении межосевого расстояния ротора можно расположить большее количество ступеней.
Литература
1. РТМ 108.020.33-86. Уплотнения лабиринтные стационарных паровых и газовых турбин и компрессоров. НПО ЦКТИ. 1987 г.
2. Баринберг Г.Д. и др. Паровые турбины и турбоустановки Уральского турбинного завода. Екатеринбург: "Априо". 2007 г.
3. Кириллов И.И. Теория турбомашин. М.: "Машиностроени". 1964 г.
4. Жирицкий Г.С. Конструкция и расчет на прочность деталей паровых турбин. М.: Госэнергоиздат. 1955 г.
5. Гольдберг А.А. и др. Паровые турбины и турбоустановки Уральского турбинного завода для ПГУ. Екатеринбург: "Априо". 2013 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированное уплотнение паровой турбины | 2024 |
|
RU2824911C1 |
| УПЛОТНЕНИЕ ПАРОВОЙ ТУРБИНЫ | 2016 |
|
RU2667247C2 |
| ЛУНОЧНЫЕ УПЛОТНЕНИЯ ПАРОВОЙ ТУРБИНЫ | 2017 |
|
RU2667245C2 |
| Соединение корпусов цилиндров и подшипников паровой турбины (варианты) | 2015 |
|
RU2648477C2 |
| ПАКЕТЫ РАБОЧИХ ЛОПАТОК С КОМБИНИРОВАННЫМИ ХВОСТОВИКАМИ | 2014 |
|
RU2599689C2 |
| Ступень турбомашины | 1982 |
|
SU1159970A1 |
| Осевая ступень влажнопаровой турбины | 1981 |
|
SU992754A1 |
| ПРОТОЧНАЯ ЧАСТЬ НИЗКОГО ДАВЛЕНИЯ ТУРБИНЫ | 1994 |
|
RU2050440C1 |
| ВИЛЬЧАТЫЕ ХВОСТОВИКИ РАБОЧИХ ЛОПАТОК | 2017 |
|
RU2682785C2 |
| СОТОВОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2004 |
|
RU2283962C2 |
Изобретение относится к теплоэнергетике, к устройствам уплотнения паровых турбин. Разработаны высокоэкономичные радиально-осевые концевые, промежуточные, надбандажные, корневые и диафрагменные уплотнения для многоступенчатых осевых паровых турбин, имеющих статор с горизонтальным разъемом, с концентричными осевыми гребнями, расположенными на боковых поверхностях статора и ротора. Необходимые осевые перекрыши между гребнями на рабочих режимах устанавливаются за счет выбора монтажных зазоров между гребнями уплотнений для сборки с учетом последующих температурных расширений ротора и статора на расчетных режимах и сдвига статора относительно ротора или ротора относительно статора после сборки на расчетную величину. Так же возможен вариант без сдвига. Для компактного расположения уплотнений на роторе могут выполняться диски и соответствующие им камеры в статоре. Предложенные радиально-осевые уплотнения имеют меньший эквивалентный зазор и соответственно лучшую уплотняющую способность, более компактные, что позволяет сократить длину ротора. Так же можно получить ротор жесткого типа для цилиндров высокого давления при сохранении количества ступеней. При сохранении межосевого расстояния ротора можно расположить большее количество ступеней. 6 ил.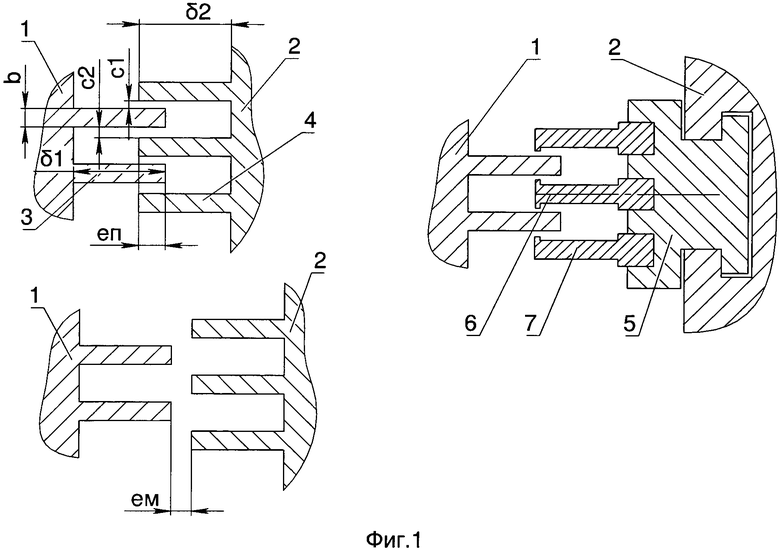
Многогребенчатые концевые, промежуточные, надбандажные, корневые и диафрагменные уплотнения для многоступенчатых осевых паровых турбин, имеющих статор с горизонтальным разъемом, с концентричными осевыми гребнями, расположенными на боковых поверхностях статора и ротора, отличающиеся тем, что необходимые осевые перекрыши между гребнями на рабочих режимах устанавливаются за счет выбора монтажных зазоров между гребнями уплотнений для сборки с учетом последующих температурных расширений ротора и статора на расчетных режимах и сдвига статора относительно ротора или ротора относительно статора после сборки на расчетную величину, возможен вариант без сдвига, для компактного расположения уплотнений на роторе могут выполнятся диски и соответствующие им камеры в статоре.
| "Тепловые и атомные электрические станции" | |||
| Справочник под общей редакцией В.А.Григорьева и В.М.Зорина, 2-е издание, книга 3, М., "Энергоатом-издат", с.206-208 | |||
| Шпиндель винтовой обувной машины | 1935 |
|
SU49940A1 |
| НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ПАРОВОЙ ТУРБИНЫ | 2001 |
|
RU2210673C2 |
| Двухпоточный цилиндр осевой турбины | 1989 |
|
SU1671908A1 |
| DE 3523469 А1, 08.01.1987. | |||

