Изобретение относится к прокатному производству, в частности к способам формирования бунта катанки, например из стали или цветных металлов, и устройству для его осуществления, и обеспечивает получение компактного бунта в широком диапазоне скоростей подачи проката.
Известны способы формирования бунта путем подачи катанки со скоростью до 100 м/с, формирования витков посредством виткообразователя, размещения витков на конвейере и подачи их в шахту для накопления и формирования бунта, его обвязки и опрессовки (см. например, А.А.Кугушин, Ю.А.Попов. Высокоскоростная прокатка катанки. М., Металлургия, 1982 г.). Главной особенностью известных высокоскоростных процессов производства катанки является необходимость точного согласования скорости прокатки (подачи катанки) и скорости вращения виткообразователя (проводки), что приводит к получению витков практически одного диаметра. В результате бунт, собранный из витков одного диаметра, получается рыхлым и имеет значительные габариты даже после опрессовки.
Известно устройство для осуществления указанного способа, включающее виткообразователь, содержащий проводку, виткообразующую головку и приводной двигатель, конвейер для подачи витков катанки к шахте для их накопления и укладки в бунт и устройство для опрессовки и обвязки бунта (см. там же). Виткообразующая головка известного устройства обычно представляет собой массивный конический корпус, с которым жестко связана изогнутая в пространстве направляющая (см. также ЕР 0779115, МПК В 21 С 47/14, 16.06.97 г., DE 3819981, МПК В 21 С 47/10, 14.12.89 г.). В данных устройствах внутренний диаметр проводки (направляющей) составляет примерно 2-4% от диаметра формируемых витков, поэтому при рассогласовании скорости подачи катанки и скорости вращения проводки происходит заклинивание подаваемого материала и аварийная остановка процесса.
Наиболее близким аналогом настоящего изобретения по технической сущности является способ для формирования бунта катанки, включающий непрерывную подачу катанки через проводку, формирование витков на криволинейной вогнутой поверхности и их укладку горизонтальными слоями по высоте бунта, в котором подачу катанки ведут со скоростью 35-300 м/с, отклоняют катанку на выходе из проводки под углом 15-80° к оси вращения для подачи катанки на криволинейную вогнутую поверхность и формируют витки переменного диаметра путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и ее поворота на угол 80-90° к оси вращения проводки, при этом скорость вращения проводки изменяют с учетом соотношения:
 ,
,
где ω - угловая скорость вращения проводки,
σT - предел текучести материала катанки,
а витки в виде плоской спирали переменного диаметра подают посредством конвейера на укладку в отдельно расположенную шахту (см. патент РФ №2192323, МПК В 21 В 47/0, 47/04, опубликованный 10.11.2002 г. Бюл. №31). Данный способ осуществляется посредством устройства (также описанного в указанном патенте), содержащего виткообразователь, состоящий из соединенных между собой проводки, виткообразующей головки с направляющим элементом, выполненным в виде вогнутой тарели, наружная поверхность которой образована криволинейной поверхностью, и защитным кожухом, привод и конвейер для подачи витков катанки в шахту. Известный способ позволяет получить компактный бунт катанки, однако в начале процесса формирования бунта динамических сил для полноценного изгиба переднего конца катанки (первого витка) еще недостаточно, так как катанка выпускается из выпускного конца проводки радиально относительно вращаемой проводки, при этом передний конец, двигаясь практически в радиальном направлении, ударяется в защитный кожух виткообразующей головки. (Схематично эта часть процесса показана на фиг.1, где  - скорость подачи катанки, ω - угловая скорость вращения проводки, R - радиус защитного кожуха виткообразующей головки,
- скорость подачи катанки, ω - угловая скорость вращения проводки, R - радиус защитного кожуха виткообразующей головки,  - окружная составляющая скорости катанки,
- окружная составляющая скорости катанки,  - результирующая скорость катанки в момент ее соприкосновения с защитным кожухом.) В результате прямого удара о защитный кожух катанка теряет устойчивость, а ее передний конец приобретает кривизну, превосходящую в 3-4 раза допустимое значение. Такой передний конец катанки не может нанизываться на оправку в шахте при сборе бунта, застревает на ней и мешает сбору последующих формируемых витков, что ведет к остановке процесса и отбраковке бунта, поэтому при намотке бунта по известному способу передний конец катанки необходимо удалять.
- результирующая скорость катанки в момент ее соприкосновения с защитным кожухом.) В результате прямого удара о защитный кожух катанка теряет устойчивость, а ее передний конец приобретает кривизну, превосходящую в 3-4 раза допустимое значение. Такой передний конец катанки не может нанизываться на оправку в шахте при сборе бунта, застревает на ней и мешает сбору последующих формируемых витков, что ведет к остановке процесса и отбраковке бунта, поэтому при намотке бунта по известному способу передний конец катанки необходимо удалять.
Техническая задача, решаемая настоящим изобретением, заключается в обеспечении при формировании бунта катанки правильной спиральной формы первого витка.
Поставленная задача решается тем, что в способе формирования бунта катанки, включающем непрерывную подачу катанки через проводку, отклонение катанки на выходе из проводки под углом к оси вращения, формирование витков катанки переменного диаметра на криволинейной вогнутой поверхности путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и укладку полученных витков горизонтальными слоями по высоте бунта, согласно изобретению подачу катанки ведут со скоростью 1-300 м/с, а на выходе из проводки перед подачей на криволинейную вогнутую поверхность катанку отклоняют в пространстве таким образом, чтобы проекция оси катанки на выходе из проводки в плоскости, проведенной через ось вращения проводки и точку выхода катанки из проводки, составляла с осью вращения проводки угол 10-80°, а в плоскости, перпендикулярной оси вращения проводки, с радиусом, проведенным от оси вращения проводки к точке выхода катанки из проводки, угол 12-60°.
При такой подаче катанки в начале процесса формирования бунта не происходит центрального (прямого) удара катанки о защитный кожух виткообразующей головки и ее передний конец не деформируется недопустимым образом, а под действием динамических сил приобретает требуемую кривизну.
Заявляемый способ формирования бунта катанки позволяет в отличие от известных способов получить компактный бунт при высокой скорости подачи катанки и соответственно высокой скорости формирования бунта, в котором не только задний, но и передний конец раската имеет практически ту же кривизну, что и витки укладываемой в шахту спирали витков. Верхний предел скорости подачи катанки (300 м/с) ограничен в заявляемом способе растягивающей силой, действующей на катанку при образовании витка. При скоростях выше 300 м/с растягивающая сила приводит к изменению поперечного сечения катанки, т.е. происходит "утяжка" сечения. Нижний предел скорости ограничивается только скоростными возможностями прокатных клетей стана.
Диапазон угла поворота катанки в радиальном направлении 10-80° ограничивается, с одной стороны, контактной нагрузкой на проводку от движущейся катанки, которая недопустимо возрастает при повороте на угол больше 80°. С другой стороны, промышленные испытания показали, что минимальный угол подачи катанки из выходного конца проводки может быть принят равным 10°, так как в настоящий момент конструктивно невозможно получить угол менее 10°. Диапазон угла поворота катанки в тангенциальном направлении 12-60° ограничивается, с одной стороны, величиной составляющей усилия, действующего вдоль оси катанки при контакте с защитным кожухом виткообразующей головки, а с другой стороны, высокой контактной нагрузкой на проводку со стороны катанки.
Эксперименты показали, что скорость вращения проводки ограничивается только пределом текучести σТ материала катанки.
Как и в известном способе формирования витков (см. патент РФ №2192323), в предлагаемом способе сформированные витки переменного диаметра в виде плоской спирали укладываются на конвейер, где они равномерно распределены и где может быть произведена их термообработка, например охлаждение. Затем витки сбрасываются в отдельно расположенную шахту, где они укладываются горизонтальными слоями с образованием бунта. Циклически изменяя скорость вращения проводки в пределах  , где V - скорость подачи катанки, Rн - наружный радиус бунта катанки, Rв - внутренний радиус бунта катанки, заявляемым способом можно получить компактные бунты из высококачественного материала без опрессовки бунта, где пригодными к использованию являются как задний, так и передний концы раската.
, где V - скорость подачи катанки, Rн - наружный радиус бунта катанки, Rв - внутренний радиус бунта катанки, заявляемым способом можно получить компактные бунты из высококачественного материала без опрессовки бунта, где пригодными к использованию являются как задний, так и передний концы раската.
Заявляемый способ пригоден для катанки из любых сталей, а также из цветных металлов, например, таких как алюминий и медь.
Конструкция устройства, описанного в патенте №2192323, не позволяет осуществить предлагаемый согласно настоящему изобретению способ формирования бунта катанки, так как форма известной проводки не позволяет изменить в пространстве угол, под которым катанка выпускается из нее.
Для решения поставленной выше технической задачи предлагается устройство для формирования бунта катанки, включающее виткообразователь, содержащий соединенные между собой проводку и виткообразующую головку с направляющим элементом, выполненным в виде вогнутой тарели, наружная поверхность которой образована криволинейной поверхностью, привод и конвейер для подачи витков в шахту, в котором проводка выполнена изогнутой в пространстве таким образом, чтобы проекция оси выходного конца проводки составляла в плоскости, проведенной через ось вращения проводки и точку выхода катанки из проводки (в радиальном направлении) с осью вращения проводки угол 10-80°, а в плоскости, перпендикулярной оси вращения проводки, с радиусом, проведенным от оси вращения проводки к точке выхода катанки из проводки (в тангенциальном направлении), угол 12-60°. Наружная поверхность тарели может быть образована кривой, имеющей в пределах ее поверхности не более одного экстремума. Известно, что подобные кривые, определяются уравнением:
у=Axn+Вхn-1+...+Кх+М,
где х, у - координаты точки на образующей криволинейной поверхности,
А, В,..., К, М - постоянные коэффициенты, определяемые экспериментально, исходя из получения равномерной нагрузки на тарель от движущейся катанки.
К таким кривым, в частности, относятся парабола (у=х2), гипербола  и другие.
и другие.
Проводка может быть выполнена как цельной, так и состоящей из отдельных состыкованных между собой прямолинейных частей или прямолинейных частей и изогнутого выходного конца, причем каждая следующая часть проводки, включая выходной конец, отклонена относительно предыдущей части на угол 1-10°. Количество частей проводки и их длина зависят от выбранной скорости подачи катанки и составляет, по меньшей мере, две части: одну прямолинейную часть и изогнутый конец.
Устройство, выполненное согласно настоящему изобретению, обеспечивает осуществление предлагаемого способа и получение в начале процесса формирования бунта за счет действия динамических сил требуемого изгиба переднего конца катанки и, следовательно, первого витка, имеющего правильную спиральную форму.
Сущность изобретения поясняется на примере конкретного выполнения устройства со ссылкой на чертежи, где показано:
Фиг.1 - схема взаимодействия переднего конца катанки с защитным кожухом виткообразующей головки согласно способу по патенту РФ №2192323.
Фиг.2 - устройство для формирования бунта катанки согласно настоящему изобретению.
Фиг.3 - виткообразователь согласно настоящему изобретению, вид с торца.
Фиг.4 - то же, вид А на фиг.3.
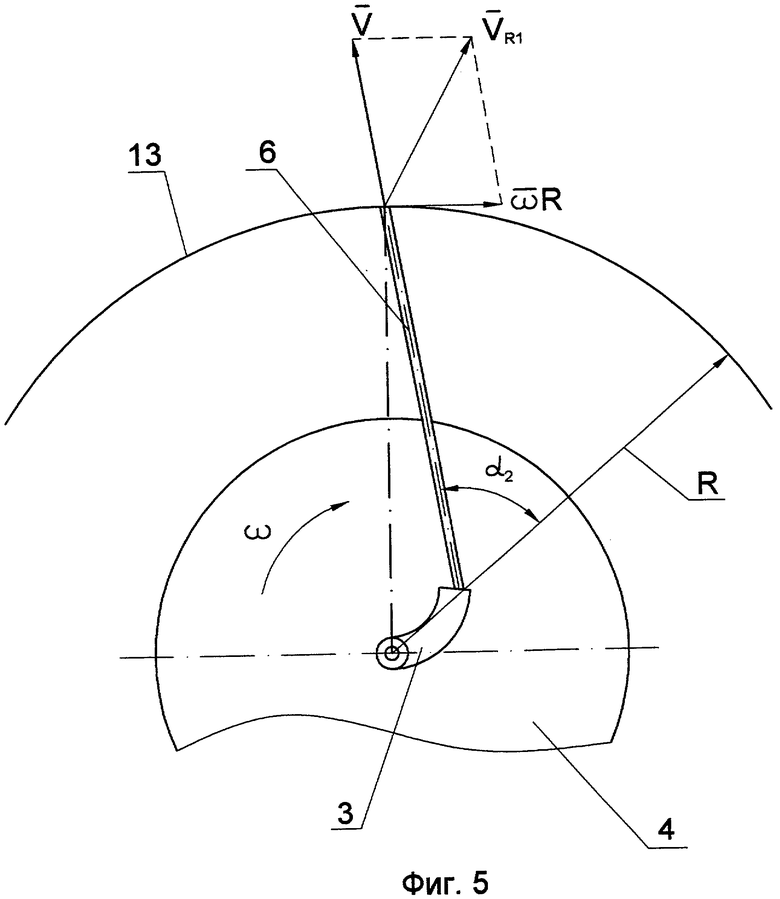
Фиг.5 - схема взаимодействия переднего конца катанки с защитным кожухом согласно предлагаемому способу.
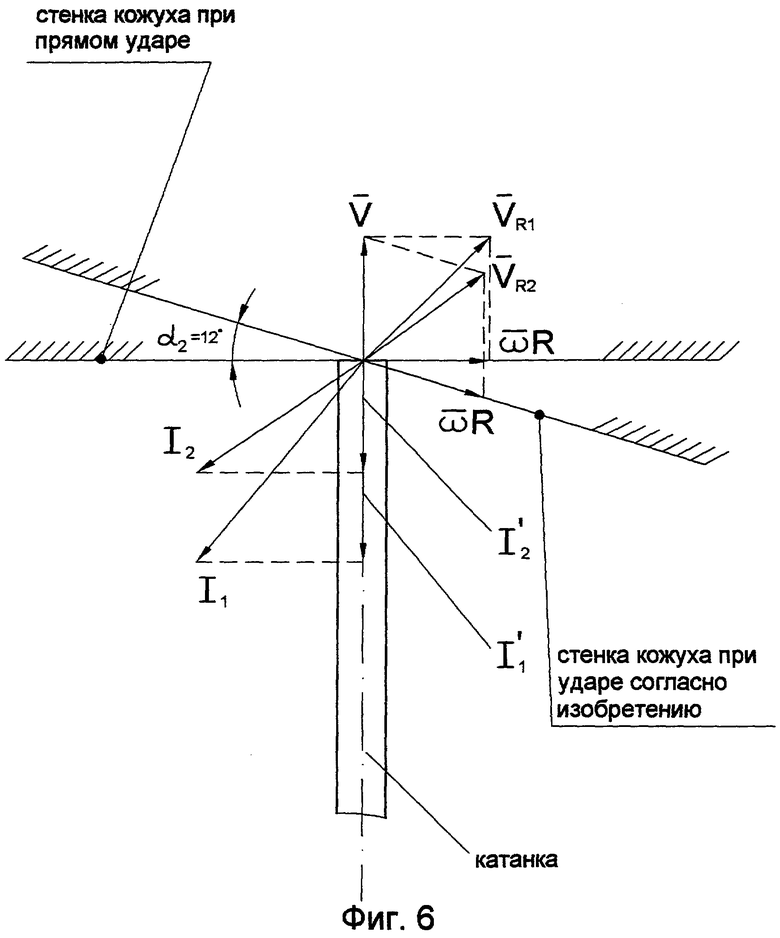
Фиг.6 - схема, представляющая импульсы, действующие на передний конец катанки при его ударе о защитный кожух в известном и предлагаемом способе.
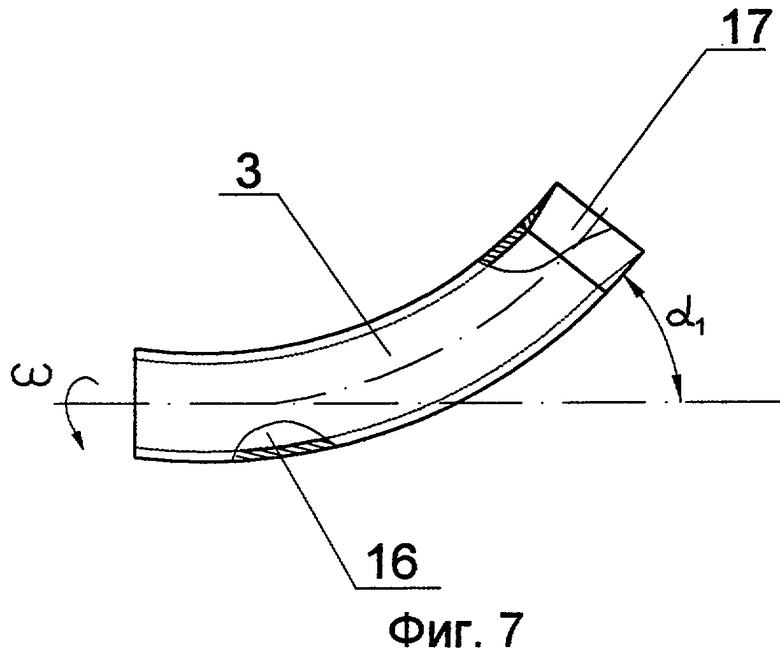
Фиг.7 - выходной конец проводки, вид спереди.
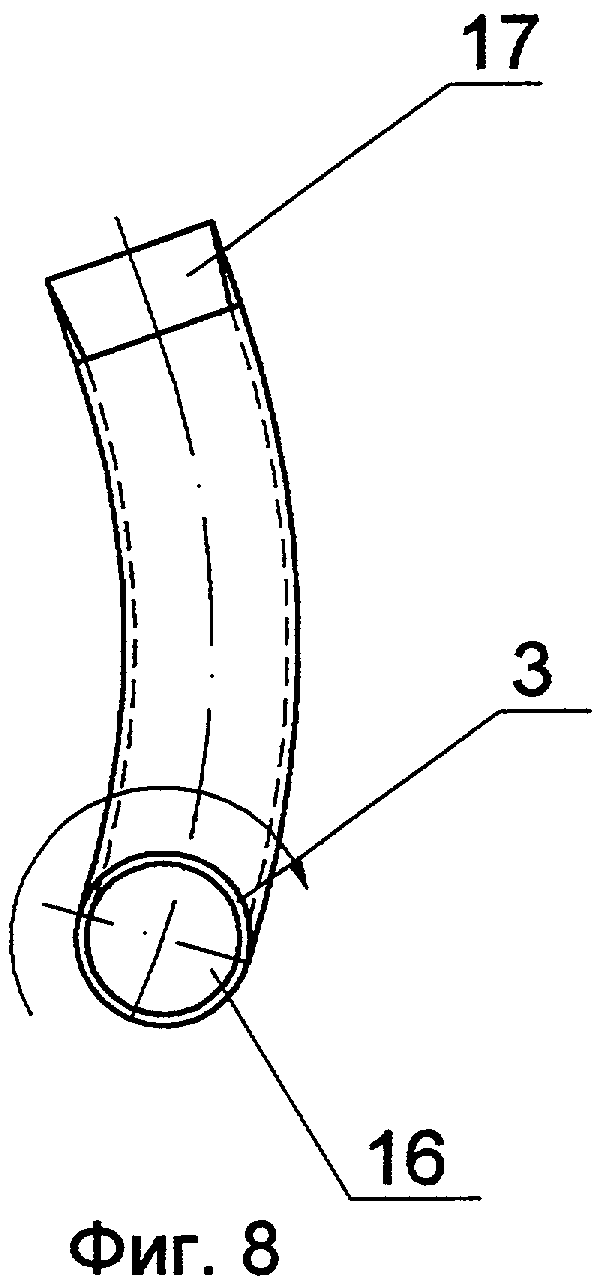
Фиг.8 - то же, вид сверху.
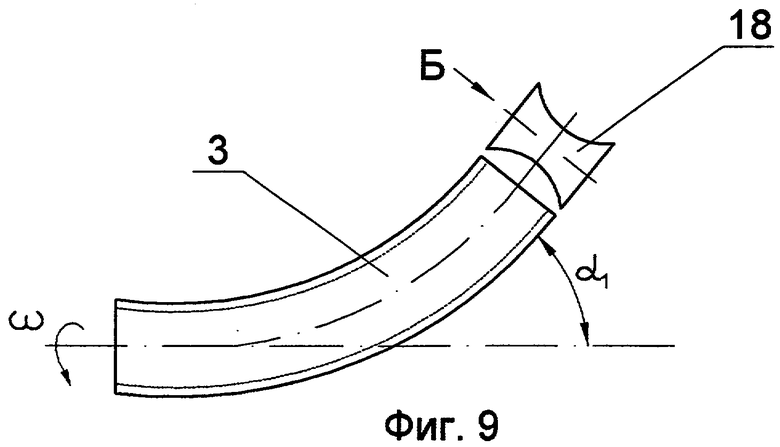
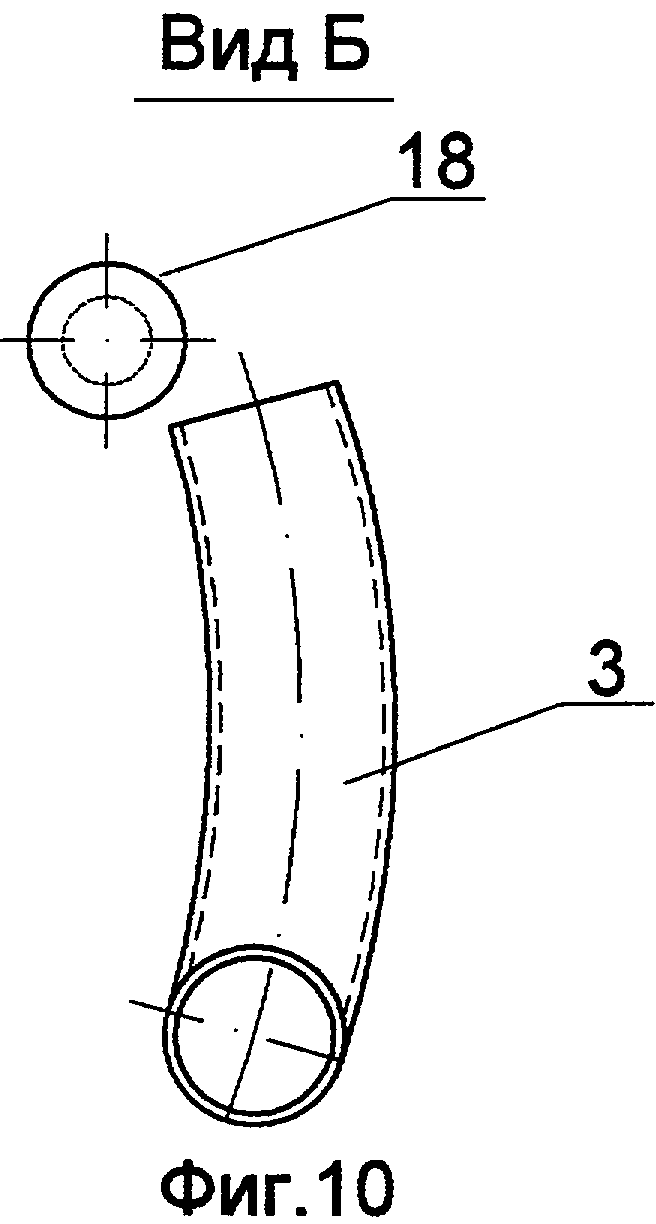
Фиг.9 - выходной конец проводки, снабженный роликом, вид спереди.
Фиг.10 - то же, вид Б на Фиг.9.
Устройство согласно настоящему изобретению (Фиг.2) включает виткообразователь 1, содержащий проводку 2 с выходным концом 3, виткообразующую головку с направляющим элементом, выполненным в виде тарели 4, и приводной двигатель (не показан), соединенные между собой, конвейер 5 для подачи витков катанки 6 к отдельно расположенной шахте 7 для их накопления и укладки в бунт 8 и устройство 9 для обвязки бунта 8. Выходной конец 3 проводки 2 изогнут в пространстве таким образом, что проекция его оси в плоскости, проведенной через ось вращения проводки и точку выхода катанки из проводки, составляет с осью вращения проводки угол α1, равный 10-80° (фиг.4), а в плоскости, перпендикулярной оси вращения проводки, с радиусом R, проведенным от оси вращения проводки к точке выхода катанки из проводки, угол α2, равный 12-60° (фиг.3). Тарель 4 выполнена вогнутой с криволинейной наружной поверхностью, примыкающей к торцу изогнутого конца 3 проводки 2 и образующей в наиболее удаленной от центра тарели 4 точке угол β к оси вращения проводки 2, равный 40-90°. Величина угла β зависит от скорости вращения проводки ω и выбранного угла α2 и обеспечивает нормальный шаг витков катанки 6 при ее подаче на конвейер 5. При угле β более 90° шаг витков катанки 6 будет направлен в сторону виткообразователя 1, что создаст аварийную ситуацию. Приводной двигатель виткообразователя 1 снабжен устройством 10 регулирования скорости вращения проводки 2. Виткообразователь 1 снабжен устройством 11 регулирования шага витков (фиг.4). Проводка 2 может быть расположена горизонтально или под углом γ к горизонтальной плоскости, равным 3-10°. Проводка 2 может быть выполнена цельной или из двух, или более частей, например двух прямолинейных частей и изогнутого конца, соединенных посредством разъемного соединения. Виткообразующая головка снабжена защитным кожухом 12 с цилиндрической внутренней поверхностью. Устройство 11 регулирования шага витков может быть выполнено в виде конусообразной оболочки, огибающей тарель 4 и установленной соосно проводке 2 на вертикальной опоре 13. Опора 13 выполнена с возможностью перемещения по направляющим 14 вдоль оси вращения проводки 2 и снабжена приводом 15. Тарель 4 установлена соосно проводке 2 с возможностью поворота относительно нее из одного фиксированного положения в другое револьверным образом, т.е. посредством известного револьверного механизма. Проходное отверстие 16 изогнутого конца 3 проводки 2 может иметь круглое сечение, как показано на фиг.7, 8, или сечение может изменяться от входа к выходу от окружности к эллипсу, ориентированному своей длинной осью перпендикулярно к оси вращения проводки 2 (не показано). Наружная поверхность тарели 4 сопряжена с поверхностью проходного отверстия 16 по касательной. Изогнутый конец 3 проводки 2 может быть снабжен на выходе износостойкой втулкой 17 (фиг.7, 8) или может быть снабжен роликом 18, расположенным на выходе со стороны наиболее удаленной от оси вращения проводки 2, а его образующая расположена по касательной к внутренней поверхности отверстия 16 (фиг.9, 10).
Как видно из фиг.6, импульс  , получаемый при ударе переднего конца катанки о защитный кожух в предлагаемом способе, значительно меньше импульса
, получаемый при ударе переднего конца катанки о защитный кожух в предлагаемом способе, значительно меньше импульса  , получаемого при прямом ударе о защитный кожух в известном способе, даже при отклонении конца катанки 6 в тангенциальном направлении на минимальный угол α2=12°. Следует отметить, что чем выше скорость подачи катанки (), тем больше должен быть угол отклонения катанки в тангенциальном направлении (α2).
, получаемого при прямом ударе о защитный кожух в известном способе, даже при отклонении конца катанки 6 в тангенциальном направлении на минимальный угол α2=12°. Следует отметить, что чем выше скорость подачи катанки (), тем больше должен быть угол отклонения катанки в тангенциальном направлении (α2).
Скорость подачи катанки определяется скоростными возможностями прокатных клетей стана и составляет 1-35 м/с для цветных металлов и 10-300 м/с для черных металлов. В зависимости от них и от прочностных свойств материала катанки выбираются углы α1, α2 в указанных пределах.
Пример осуществления способа.
Катанку диаметром d=8 мм из стали 3гпс при температуре 900°С (σT=460 МПа) подавали при скорости прокатки V=42 м/с в проводку 2, конец 3 которой изогнут под углом α1=10° к оси вращения проводки в радиальном направлении и под углом α2=16° в тангенциальном направлении. Далее по тарели 4, выполненной в виде гиперболоида, катанку разворачивали на угол β=87° (угол схода катанки) в радиальном направлении. В результате не происходило прямого удара конца катанки 5 о защитный кожух 12, само усилие, воздействующее на передний конец катанки в осевом направлении, снижалось примерно в 2 раза, первый виток катанки приобретал необходимую кривизну и имел правильную спиральную форму, катанка хорошо нанизывалась на оправку при сборе бунта. Аварийных ситуаций во время осуществления способа согласно настоящему изобретению не происходило.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| Устройство для термообработки катанки с прокатного нагрева | 1980 |
|
SU1014941A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВИТКОВ ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 1993 |
|
RU2097157C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ И СПОСОБ УМЕНЬШЕНИЯ ЗАЗОРОВ МЕЖДУ КОНСТРУКТИВНЫМИ ЭЛЕМЕНТАМИ ПОДШИПНИКОВОГО УЗЛА | 2002 |
|
RU2248854C2 |
| ВИТКООБРАЗОВАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2683172C2 |
| Устройство для охлаждения катанки воздухом | 1985 |
|
SU1253692A1 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ РАЗМЕРОВ | 2007 |
|
RU2338611C1 |
| Устройство для сорбитизации и ускоренного охлаждения катанки | 1973 |
|
SU551381A1 |
Изобретение относится к способу формирования бунта катанки, например, из стали или цветных металлов, и устройству для его осуществления. Способ формирования бунта катанки включает непрерывную подачу катанки через проводку, отклонение катанки на выходе из проводки под углом к оси вращения, формирование витков катанки переменного диаметра на криволинейной вогнутой поверхности путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и укладку полученных витков горизонтальными слоями по высоте бунта, при этом подачу катанки ведут со скоростью 1-300 м/с, а на выходе из проводки перед подачей на криволинейную вогнутую поверхность катанку отклоняют в пространстве таким образом, чтобы проекция оси выходного конца проводки в плоскости, проведенной через ось вращения проводки и точку выхода катанки из проводки, составляла с осью вращения проводки угол 10-80°, а в плоскости, перпендикулярной оси вращения проводки, с радиусом, проведенным от оси вращения проводки к точке выхода катанки из проводки, угол 12-60°. Устройство для формирования бунта катанки включает виткообразователь, содержащий соединенные между собой проводку и виткообразующую головку с направляющим элементом, выполненным в виде вогнутой тарели, наружная поверхность которой образована криволинейной поверхностью, привод и конвейер для подачи витков в шахту, проводка выполнена изогнутой в пространстве таким образом, чтобы проекция оси катанки на выходе из проводки в плоскости, проведенной через ось вращения проводки и точку выхода катанки из проводки, составляла с осью вращения проводки угол 10-80°, а в плоскости, перпендикулярной оси вращения проводки, с радиусом, проведенным от оси вращения проводки к точке выхода катанки из проводки, угол 12-60°. Изобретение обеспечивает получение бунта катанки правильной спиральной формы первого витка и исключение аварийных ситуаций. 2 н. и 2 з.п. ф-лы, 10 ил.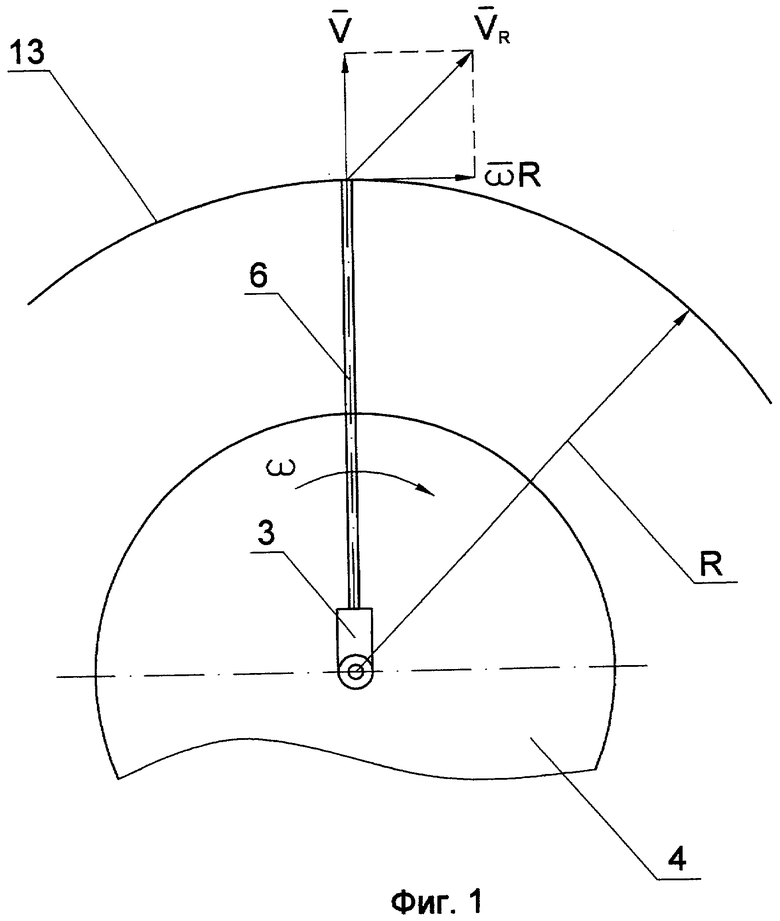
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| Устройство для выжигания надписей на колбасах | 1927 |
|
SU20474A1 |
| US 6565031 A, 25.04.2002 | |||
| US 6543712 A, 07.02.2002 | |||
| US 6345780 B1, 12.02.2002 | |||
| DE 10035532 A1, 31.01.2002. | |||

