со ел ел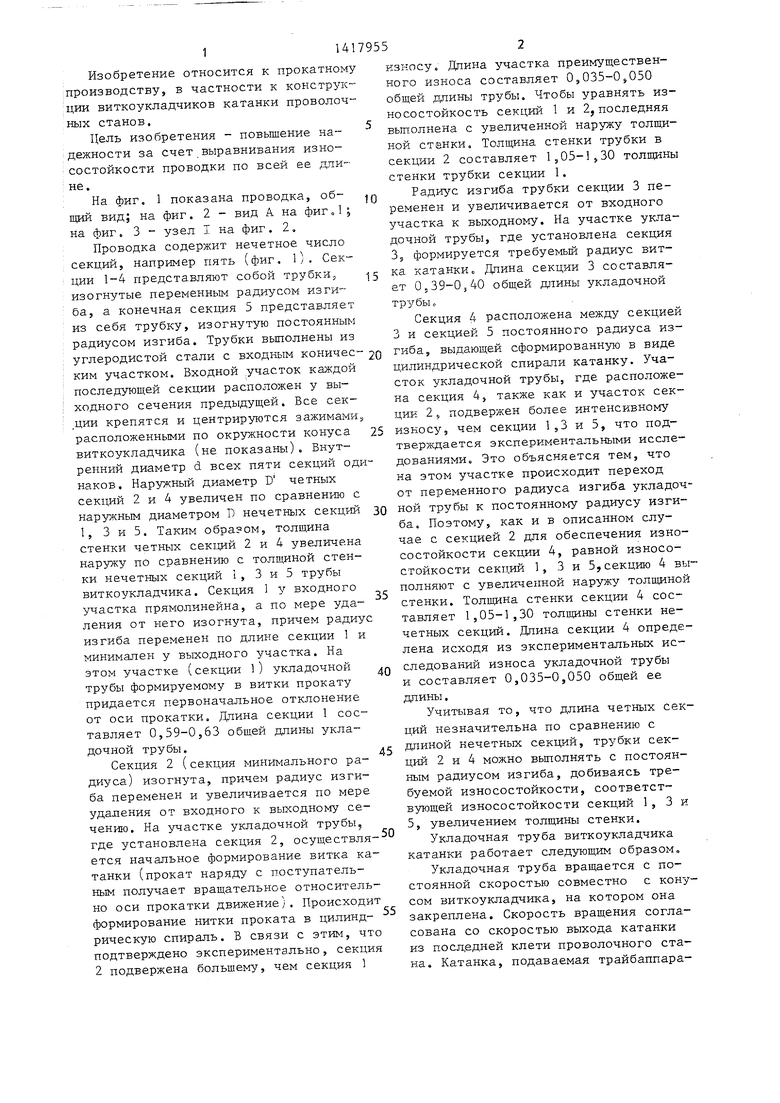
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальных укладочных труб виткоукладчика каталки | 1989 |
|
SU1682007A1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| Способ одновременного получения партии изогнутых стальных трубных изделий | 1987 |
|
SU1555017A1 |
| ОХЛАЖДАЮЩИЙ УЧАСТОК ЛИНИИ ПРОВОЛОЧНОГО СТАНА | 1992 |
|
RU2048939C1 |
| Формующая проводка для проволочной моталки | 1978 |
|
SU683823A1 |
| ВИТКООБРАЗОВАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2683172C2 |
| РЕГЕНЕРАТИВНЫЙ ВИТКОУКЛАДЧИК | 2011 |
|
RU2518867C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| Устройство для охлаждения катанки воздухом | 1985 |
|
SU1253692A1 |
| Прямоточный волочильный стан для грубо-среднего волочения проволоки | 2019 |
|
RU2741395C2 |
Изобретение относится к прокатному производству, в частности к конструкции виткоукладчиков катанки псоВидА водочных станов. Цель - повышение надежности за счет вьфавнивания износостойкости проводки по всей ее длине. Проводка вьшолнена из секций, например из пяти. Секции 1-4 представляют собой трубки, изогнутые переменным радиусом изгиба, а конечная секция 5 представляет собой трубку, изогнутую постоянным радиусом изгиба, трубки вьшолнены стальными с одинаковым внутренним диаметром, трубки четных секций выполнены с наружным диаметром, большим чем наружный диаметр трубки нечетных секций, так как они подвергаются более интенсивному износу. 3 ил. ю (Л
Фив. 2
11417955
Изобретение относится к прокатному
производству, в частности к конструкции виткоукладчиков катанки проволочных станов.
Цель изобретения - повышение надежности за счет выравнивания износостойкости проводки по всей ее длине.
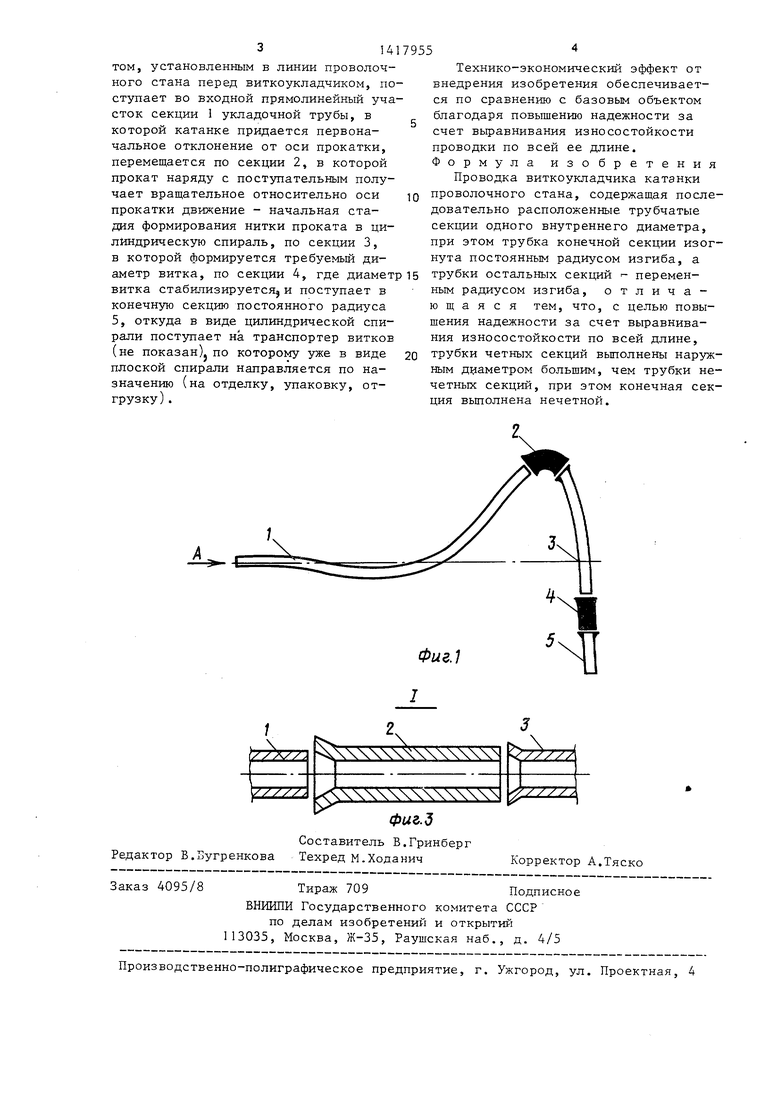
На фиг. 1 показана проводка, общий вид; на фиг. 2 - вид А на фиг„1; на фиг. 3 - узел I на фиг. 2,
Проводка содержит нечетное число секций, например пять (фиг. 1). Секции 1-4 представляют собой трубки, изогнутые переменным радиусом изгиба, а конечная секция 5 представляет из себя трубку, изогнутую постоянным радиусом изгиба. Трубки вьшолнены из
углеродистой стали с входным коничес- 20 гиба, выдающей сформированную в виде
30
35
КИМ участком. Входной участок каждой последующей секции расположен у выходного сечения предыдущей. Все сек- ,ции крепятся и центрируются зажимами расположенными по окружности конуса виткоукладчика (не показаны). Внутренний диаметр d всех пяти секций одинаков. Наружный диаметр D четных секций 2 и 4 увеличен по сравнению с наружным диаметром D нечетных секций 1, 3 и 5, Таким образом, толщина стенки четных секций 2 и 4 увеличена наружу по сравнению с толщиной стенки нечетных секций 1, 3 и 5 трубы виткоукладчика. Секция 1 у входного участка прямолинейна, а по мере удаления от него изогнута, причем радиус изгиба переменен по длине секции 1 и минимален у выходного участка. На этом участке (секции О укладочной трубы формируемому в витки прокату придается первоначальное отклонение от оси прокатки. Длина секции 1 составляет 0,59-0,63 общей длины укладочной трубы.
Секция 2 (секция минимального радиуса) изогнута, причем радиус изгиба переменен и увеличивается по мере удаления от входного к выходному сечению. На участке укладочной трубы, где установлена секция 2, осуществля ется начальное формирование витка катанки (прокат наряду с поступательным получает вращательное относительно оси прокатки движение). Происходит формирование нитки проката в цилинд- рическую спираль. В связи с этим, что подтверждено зкспериментально, секция 2 подвержена большему, чем секция 1
цилиндрической спирали катанку. Участок укладочной трубы, где расположена секция 4, также как и участок секции 2 5 подвержен более интенсивному 25 износу, чем секции 1,3 и 5, что подтверждается экспериментальными исследованиями. Это обьясняется тем, что на этом участке происходит переход от переменного радиуса изгиба укладоч ной трубы к постоянному радиусу изгиба. Поэтому, как и в описанном случае с секцией 2 для обеспечения износостойкости секции 4, равной износостойкости секций 1, 3 и 5,секцию 4 вы полняют с увеличенной наружу толшдной стенки. Толщина стенки секции 4 составляет 1,05-1,30 толш11ны стенки нечетных секций. Длина секции 4 определена исходя из экспериментальных исследований износа укладочной трубы и составляет 0,035-0,050 общей ее длины,
Учитывая то, что длина четных секций незначительна по сравнению с длиной нечетных секций, трубки секций 2 и 4 можно выполнять с постоянным радиусом изгиба, добиваясь требуемой износостойкости, соответствующей износостойкости секций 1, 3 и 5, увеличением толщины стенки.
Укладочная труба виткоукладчика катанки работает следующим образом.
Укладочная труба вращается с постоянной скоростью совместно с конусом виткоукладчика, на котором она закреплена. Скорость вращения согласована со скоростью выхода катанки из последней клети проволочного стана. Катанка, подаваемая трайбаппара40
45
,50
износу. Длина участка преимущественного износа составляет 0,035-0,050 общей длины трубы. Чтобы уравнять износостойкость секций 1 и 2jпоследняя выполнена с увеличенной наружу толщиной стйнки. Толщина стенки трубки в секции 2 составляет 1,05-1,30 толщины стенки трубки секции 1.
Радщ -с изгиба трубки секции 3 переменен и увеличивается от входного участка к выходному. На участке укладочной трубы, где установлена секция 3, формируется требуемьй радиус витка катанки Длина секции 3 составляет 0,39-0,40 общей длины укладочной трубыс
Секция 4 расположена между секцией 3 и секцией 5 постоянного радиуса из20 гиба, выдающей сформированную в виде
30
35
то я
цилиндрической спирали катанку. Участок укладочной трубы, где расположена секция 4, также как и участок секции 2 5 подвержен более интенсивному 25 износу, чем секции 1,3 и 5, что подтверждается экспериментальными исследованиями. Это обьясняется тем, что на этом участке происходит переход от переменного радиуса изгиба укладочной трубы к постоянному радиусу изгиба. Поэтому, как и в описанном случае с секцией 2 для обеспечения износостойкости секции 4, равной износостойкости секций 1, 3 и 5,секцию 4 выполняют с увеличенной наружу толшдной стенки. Толщина стенки секции 4 составляет 1,05-1,30 толш11ны стенки нечетных секций. Длина секции 4 определена исходя из экспериментальных исследований износа укладочной трубы и составляет 0,035-0,050 общей ее длины,
Учитывая то, что длина четных секций незначительна по сравнению с длиной нечетных секций, трубки секций 2 и 4 можно выполнять с постоянным радиусом изгиба, добиваясь требуемой износостойкости, соответствующей износостойкости секций 1, 3 и 5, увеличением толщины стенки.
Укладочная труба виткоукладчика катанки работает следующим образом.
Укладочная труба вращается с постоянной скоростью совместно с конусом виткоукладчика, на котором она закреплена. Скорость вращения согласована со скоростью выхода катанки из последней клети проволочного стана. Катанка, подаваемая трайбаппара40
45
50
ФиеЛ
А.
Ь
/у////
0мг. J
| Патент СИА № 4242892, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
