Изобретение относится к прокатному производству, в частности к способу формирования бунта катанки или арматуры различных профилей, например, из высокопрочной стали с пределом текучести свыше 300 МПа, диаметром 5,5-30 мм или цветных металлов диаметром 6-36 мм (далее катанки), и устройству для его осуществления. Настоящее изобретение обеспечивает получение компактного бунта катанки как при низкой (около 10 м/с), так и при высокой (более 100 м/с) скорости подачи проката.
Известен способ формирования бунта катанки, включающий непрерывную подачу катанки задающими роликами через вращающуюся проводку, формирование витков катанки переменного диаметра на криволинейной вогнутой поверхности путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и укладку сформированных витков катанки горизонтальными слоями по высоте бунта (см., например, международную заявку того же заявителя WO 01/89731 А1, опубл. 29.11.2001 г.). Известно также устройство для осуществления указанного способа (см. там же). При намотке (формировании бунта) в указанном устройстве катанки из материала с пределом текучести свыше 300 МПа, а также катанки диаметром более 12 мм, наматываемых при скоростях ниже 36 м/с, наблюдается увеличенный шаг витков спирали. В результате этого растянутая вдоль своей оси спираль сформированных витков катанки представляет собой жесткую пружину и не укладывается плоско на конвейер. Нормальные условия охлаждения витков в этом случае не могут быть реализованы, невозможным становится также формирование компактного бунта высокопрочной термоупрочненной катанки (из материалов с пределом текучести свыше 300 МПа) или катанки с обычными свойствами (предел текучести до 300 МПа) и диаметром свыше 12 мм. Исследования, проведенные заявителем, показали, что причина этого явления заключается в том, что в указанном известном устройстве, так же как и в других известных из уровня техники виткообразователях (см. , например, европейский патент 1940195 А2, опубл. 08.09.99 г. ), катанка подается на намотку вдоль оси вращения проводки, при этом происходит скручивание катанки, приводящее к повороту ее сечения на 360o на каждый оборот виткообразователя. Точнее - катанка скручивается на длине (L+2πR), где L - расстояние от задающих роликов до выходного конца проводки, a R - радиус формируемых витков, при этом линейное перемещение каждой точки на поверхности катанки равно длине ее окружности, т.е. - πd, d - диаметр катанки. Это соотношение остается неизменным вне зависимости от диаметра катанки или упругопластических характеристик ее материала. Как показали исследования заявителя, для материалов с пределом текучести свыше 300 МПа или катанки диаметром более 12 мм угла скручивания, равного 360o, недостаточно для того, чтобы произошла пластическая деформация в сечении катанки, достаточная для формирования плоской спирали витков, необходимой для получения в результате компактного бунта катанки.
При недостаточном скручивании в материале сечения катанки происходят лишь незначительные пластические деформации, либо скручивание вообще происходит только в упругой зоне деформации материала. Вследствие этого при выходе катанки из виткообразователя возникает "упругая отдача", которая разворачивает сформированные витки спирали катанки из плоскости их формирования и относительно друг друга, при этом шаг сформированных витков спирали недопустимо увеличивается, приводя к аварийной ситуации. Вышесказанное может быть продемонстрировано наиболее наглядно на диаграммах деформации материала, показанных на фиг. 1, где кривая "а" соответствует деформации материала с пределом текучести около 250 МПа, а кривая "б" - деформации материала с пределом текучести примерно 600 МПа. Очевидно, что для случая "а" остаточная деформация (γa) в несколько раз больше остаточной деформации случая "б" (γб) Соответственно, "упругая отдача" развернет сечение материала в случае "б" на угол, очень близкий к 360o, т.е. вернет катанку в первоначальное положение, в то время как в случае "а" виток катанки лишь незначительно изменит свое положение относительно других витков и сохранит деформированное состояние.
Наиболее близкими к заявляемому изобретению по технической сущности и достигаемому эффекту являются способ и устройство по указанной международной заявке WO 01/89731.
Техническая задача настоящего изобретения заключается в ликвидации крутильной деформации катанки на участке от задающих роликов до выходного конца проводки при формировании витков для получения компактного бунта высокопрочной катанки или катанки больших диаметров (свыше 12 мм).
В заявляемом изобретении поставленная задача решается тем, что в способе формирования бунта высокопрочной катанки или катанки большого диаметра, включающем непрерывную подачу катанки задающими роликами через вращающуюся проводку, формирование витков катанки переменного диаметра на криволинейной вогнутой поверхности путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и укладку сформированных витков катанки горизонтальными слоями по высоте бунта, катанку перед подачей в проводку поворачивают вокруг своей оси в направлении вращения проводки так, чтобы каждое ее сечение повернулось относительно другого смежного сечения на угол
γ≥arctg(πd/(L+2πR)),
где d - диаметр катанки;
L - расстояние от оси задающих роликов до выходного конца проводки виткообразователя;
R - радиус формируемых витков катанки,
а сформированные витки катанки после схода с криволинейной вогнутой поверхности подают на неподвижную направляющую, образующую с осью виткообразователя тупой угол.
При осуществлении заявляемого способа при прохождении катанки внутри виткообразователя в ее сечении ликвидируются крутящие напряжения, создающие "упругую отдачу". Крутящие напряжения отсутствуют и в готовом витке катанки, т. е. сформированная спираль витков имеет нормальный шаг (не более одного диаметра катанки), витки хорошо (плоско) укладываются на конвейер и собираются в компактный бунт.
Однако пластические свойства материала катанки могут меняться по длине раската и ее диаметр может колебаться в пределах допусков, поэтому все же могут появляться крутящие напряжения. Эти небольшие по величине крутящие напряжения могут вызывать в зависимости от их направления либо растягивание спирали витков катанки, либо, наоборот, поджатие витка к витку. Для обеспечения гарантированного качества укладки витков в бунт необходимо получить в готовом витке крутящие напряжения, совпадающие по направлению с направлением вращения проводки. В этом случае сформированные витки, выходящие из виткообразователя, будут прижиматься друг к другу. Для этого значение угла γ поворота каждого сечения катанки выбирают не равным, а большим величины, равной arctg(πd/(L+2πR)), в этом случае потребуется лишь отделить витки друг от друга с гарантированным постоянным шагом. Для отделения витков друг от друга виток после выхода из виткообразователя подают на стационарную (неподвижную относительно пола) направляющую поверхность, образующую с осью виткообразователя тупой угол, которая перемещает виток на необходимое расстояние от плоскости формирования витков, задавая тем самым шаг формируемой спирали витков.
Известные из уровня техники указанные выше устройства не позволяют осуществить заявляемый способ, поэтому предлагается устройство для формирования бунта катанки, реализующее заявляемый способ. Заявляемое устройство содержит задающие ролики, виткообразователь, включающий в себя соединенные между собой проводку, виткообразующую головку с направляющим средством в виде элемента с криволинейной вогнутой поверхностью и привод, снабженный устройством регулирования скорости вращения проводки, и конвейер для подачи сформированных витков катанки в шахту. Отличие заявляемого устройства заключается в том, что задающие ролики расположены по отношению к траектории подачи катанки так, что угол между их осями и перпендикуляром к траектории подачи катанки (называемый также углом перекоса роликов) составляет
γ≥arctg(πd/(L+2πR)),
где d - диаметр катанки,
L - расстояние от оси задающих роликов до выходного конца проводки виткообразователя,
R - радиус формируемых витков катанки.
Задающие ролики снабжены механизмом регулирования их осевого перемещения с фиксатором положения, механизмом перекоса осей роликов с фиксатором перекоса, механизмом сведения-разведения роликов с фиксатором положения и механизмом регулирования усилия прижатия роликов к катанке. Каждый задающий ролик снабжен индивидуальным приводом вращения, при этом скорости вращения роликов синхронизированы. Устройство может содержать два, три или четыре задающих ролика. Чем большее количество роликов содержит устройство, тем меньше будет проскальзывание катанки при ее прохождении через ролики и тем меньше будет деформироваться ее поверхность. Профиль наружной поверхности роликов должен соответствовать профилю сечения катанки в плоскости, перпендикулярной траектории подачи катанки в проводку.
Соосно виткообразователю в защитном кожухе смонтирован регулятор шага витков, имеющий одну или несколько радиально расположенных направляющих, поверхность которых составляет с осью вращения виткообразователя тупой угол. Регулятор шага витков снабжен линейным исполнительным механизмом, при этом направляющие шарнирно закреплены в точке, наиболее приближенной к оси вращения виткообразователя с возможностью поворота в сторону выхода витков катанки из виткообразователя посредством исполнительного механизма. Исполнительный механизм может представлять собой гидроцилиндр. Направляющие регулятора шага витков размещены в радиальных прорезях плоского диска, установленного в защитном кожухе соосно виткообразователю. На направляющие регулятора шага витков нанесено износостойкое покрытие, или они снабжены сменными износостойкими пластинами, закрепленными на их поверхности. Направляющие регулятора шага витков могут иметь прямоугольную форму или форму секторов диска.
Сущность изобретения поясняется далее на примере его конкретного осуществления со ссылкой на чертежи, на которых показано:
фиг. 1 - диаграммы деформации материала катанки в зависимости от предела текучести, где кривая "а" соответствует материалу с пределом текучести 250 МПа, кривая "б" - 600 МПа;
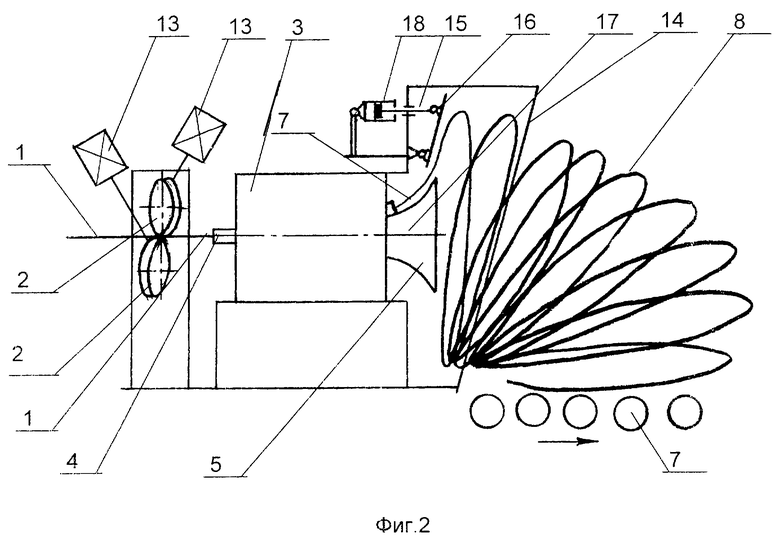
фиг. 2 - устройство для формирования бунта катанки согласно настоящему изобретению, общий вид;
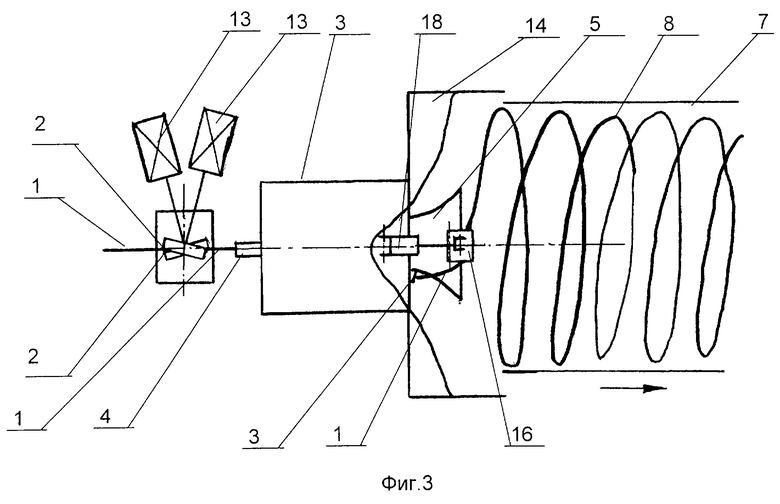
фиг. 3 - то же, вид сверху;
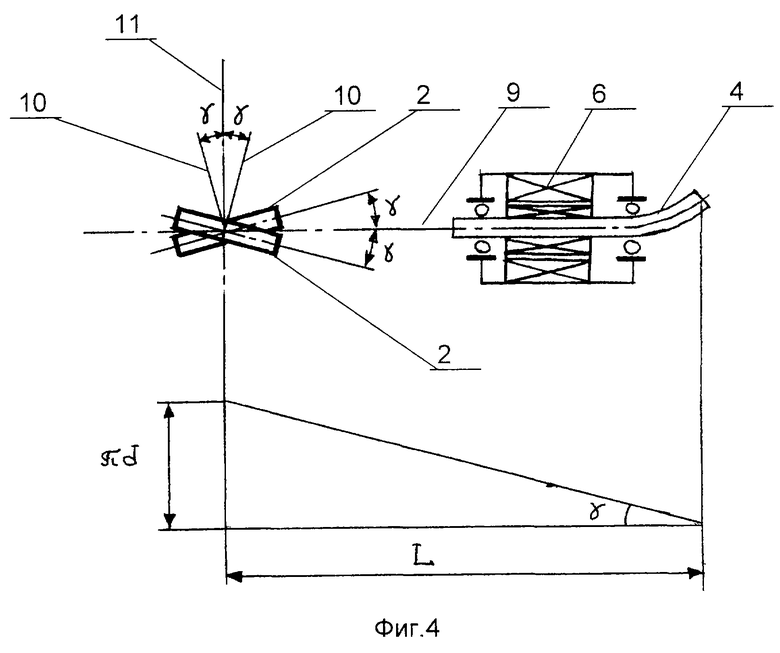
фиг. 4 - схема расположения проводки и задающих роликов;
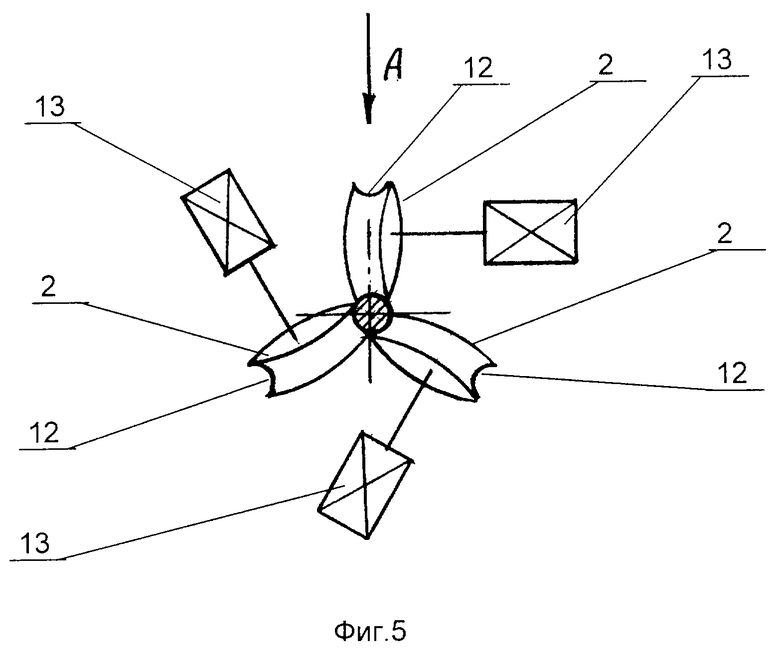
фиг. 5 - задающие ролики;
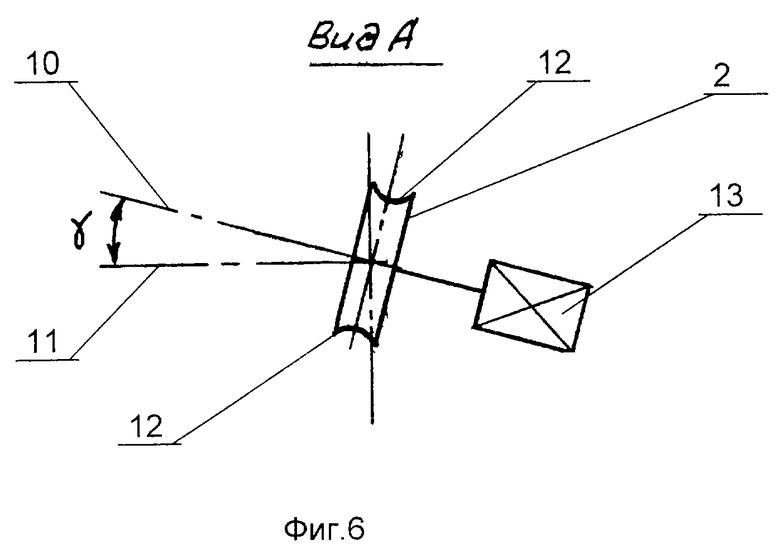
фиг. 6 - задающий ролик, вид А;
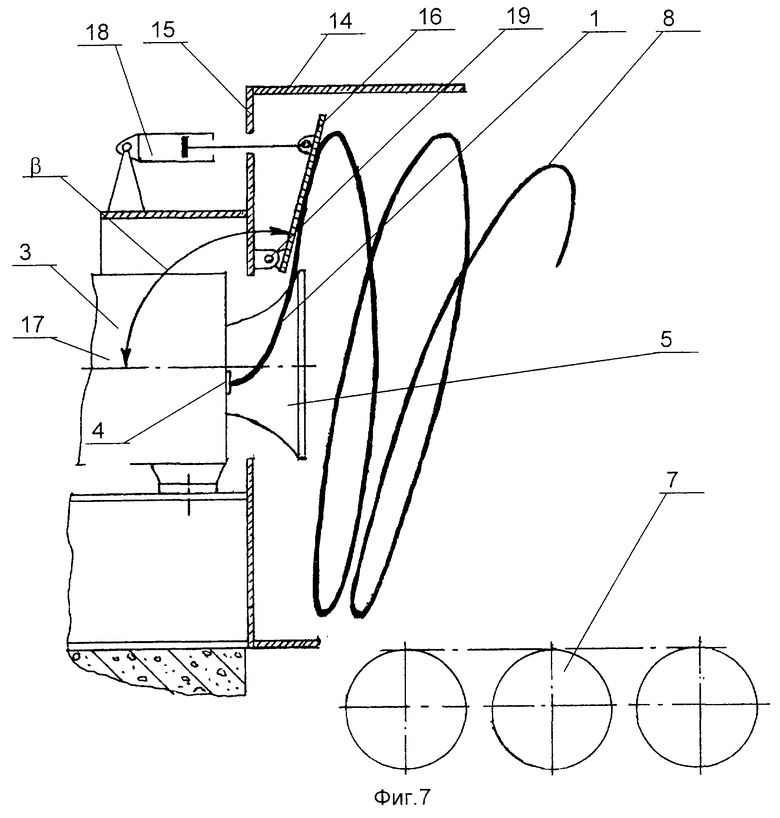
фиг. 7 - регулятор шага витков, вид сбоку;
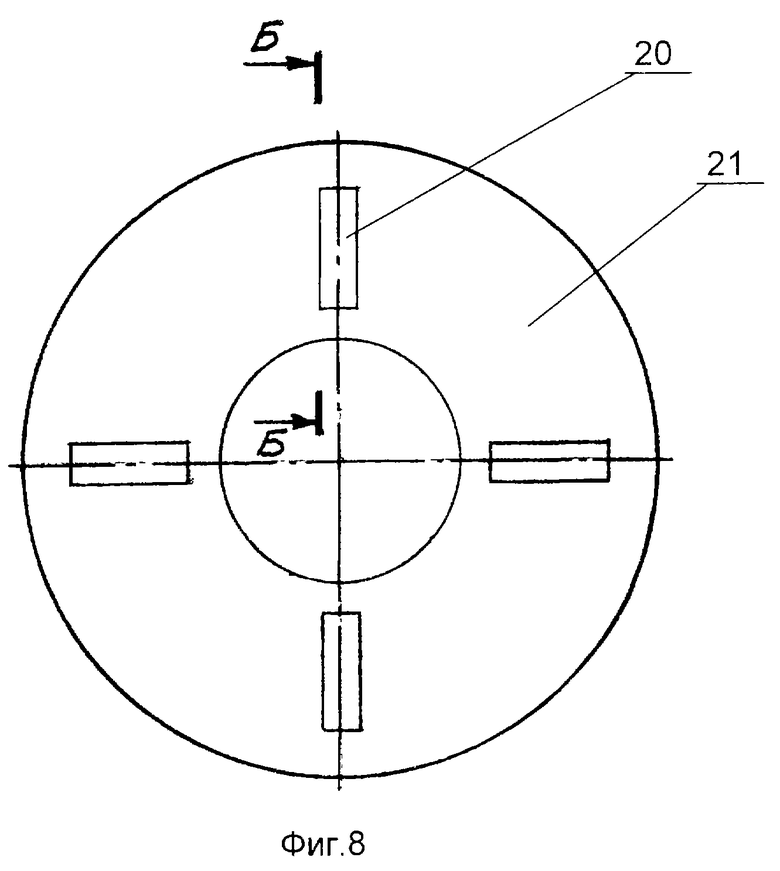
фиг. 8 - диск регулятора шага витков, вид спереди;
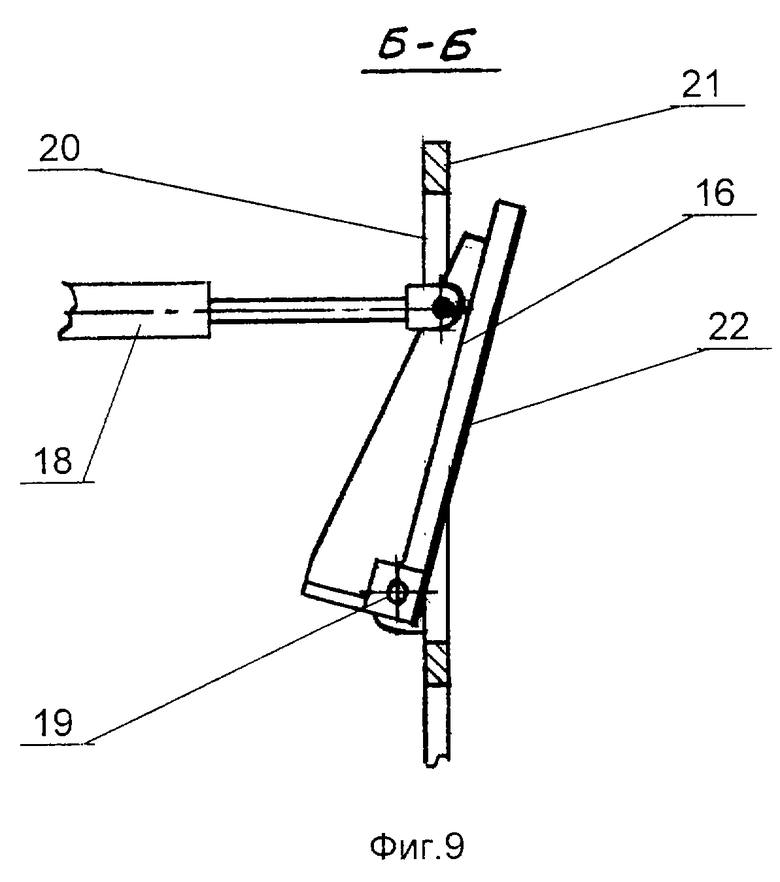
фиг. 9 - диск регулятора шага витков, вид Б-Б;
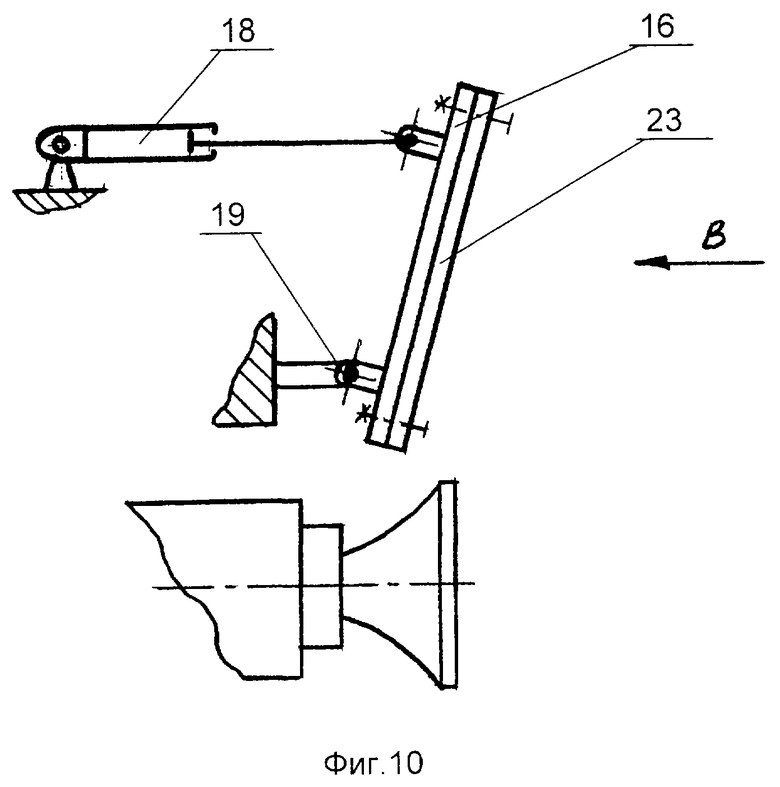
фиг. 10 - направляющая регулятора шага витков, снабженная износостойкой пластиной;
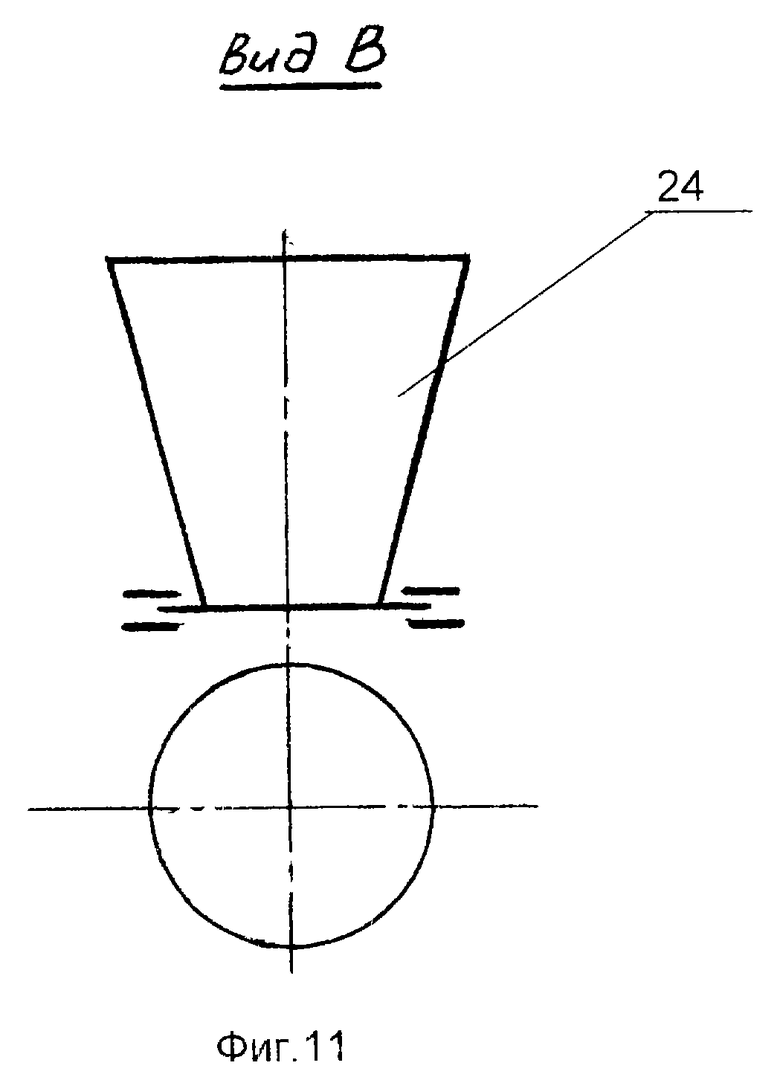
фиг. 11 - направляющая регулятора шага витков, имеющая форму сектора диска, вид В.
Устройство для формирования бунта катанки 1 (фиг.2 и 3) содержит задающие ролики 2, виткообразователь 3, включающий в себя соединенные между собой проводку 4, виткообразующую головку с направляющим средством в виде элемента 5 с криволинейной вогнутой поверхностью и привод 6, снабженный устройством регулирования скорости вращения проводки 4, и конвейер 7 для подачи сформированных витков 8 катанки в шахту (не показана). Виткообразователь может иметь любую конструкцию, но преимущественной является конструкция, содержащая направляющее средство в виде элемента 5 с криволинейной вогнутой поверхностью, т.к. она создает минимальное сопротивление движению катанки 1 за счет использования короткой проводки 4. Задающие ролики 2 (фиг. 4) расположены по отношению к траектории 9 подачи катанки 1 так, что угол γ между их осями 10 и перпендикуляром 11 к траектории 9 подачи катанки 1 составляет
γ≥arctg(πd/(L+2πR)),
где d - диаметр катанки 1;
L - расстояние от оси задающих роликов 2 до выходного конца проводки 4 виткообразователя 3;
R - радиус формируемых витков 8 катанки 1.
Величина указанного угла γ определяется из следующих условий. Например, задающие ролики 2 выполнены цилиндрическими с овальными вогнутыми наружными поверхностями 12, зажимающими катанку 1 при ее подаче в проводку 4 виткообразователя 3, и установлены так, что ось 10 каждого ролика 2 составляет с траекторией 9 движения катанки 1 угол меньше 90o (фиг.3). При этом сведенные вместе наружные поверхности 12 роликов 2 в сечении, перпендикулярном траектории 9 движения катанки 1, образуют окружность. Величина угла перекоса задающих роликов 2 относительно траектории 9 движения катанки выбирается такой, чтобы на длине L задающие ролики 2 поворачивали сечение катанки 1 на угол, равный 360o. Этот поворот соответствует перемещению, равному длине окружности катанки πd. Исходное значение угла перекоса роликов 2 выбирается из соотношения
γ0 = arctg(πd/(L+2πR)),
где γ0 - угол отклонения оси 10 ролика от перпендикуляра 11 при перекосе роликов 2.
Задающие ролики 2 снабжены механизмом регулирования их осевого перемещения с фиксатором положения для точной установки задающих роликов в исходное положение и механизмом перекоса осей 10 роликов с фиксатором перекоса. Для осуществления захвата катанки в начале процесса намотки задающие ролики снабжены механизмом сведения-разведения роликов 2 с фиксатором положения (не показаны). Чтобы сечение катанки 1 не деформировалось роликами, задающие ролики 2 снабжены механизмом регулирования усилия прижатия роликов к катанке (не показаны). Наружное сжатие катанки может осуществляться посредством гидроцилиндра или пневмоцилиндра. Каждый задающий ролик 2 снабжен индивидуальным приводом 13 вращения, при этом скорости вращения роликов 2 синхронизированы. Устройство может содержать два, три или четыре задающих ролика 2. Наружные поверхности 12 роликов соответствуют профилю катанки 1.
Соосно виткообразователю 3 в защитном кожухе 14 смонтирован регулятор 15 шага витков, имеющий одну или несколько радиально расположенных направляющих 16, поверхность которых составляет с осью 17 вращения виткообразователя 3 тупой угол β. Регулятор 15 шага витков снабжен линейным исполнительным механизмом 18, при этом направляющие 16 шарнирно закреплены в точке 19, наиболее приближенной к оси 17 вращения виткообразователя 3 с возможностью поворота в сторону выхода витков 8 катанки из виткообразователя 3 посредством исполнительного механизма 18, представляющего собой, например, гидроцилиндр. Направляющие 16 регулятора шага витков размещены в радиальных прорезях 20 плоского диска 21, установленного в защитном кожухе 14 соосно виткообразователю 3. На направляющие 16 регулятора шага витков нанесено износостойкое покрытие 22, или они снабжены сменными износостойкими пластинами 23, закрепленными на их поверхности. Направляющие 16 регулятора шага витков могут иметь прямоугольную форму или форму секторов 24 диска.
Работа устройства будет описана далее совместно с примером осуществления способа.
Например, необходимо сформировать бунты катанки при следующих исходных данных:
- диаметр катанки 6 мм,
- предел текучести материала катанки 570 МПа,
- скорость подачи катанки от прокатного стана 100 м/с,
- расстояние от оси задающих роликов до выходного конца проводки виткообразователя 1300 мм,
- радиус формируемых витков 520 мм.
Исходя из этих данных определяют минимальный угол γ перекоса задающих роликов 2 из соотношения
Устанавливают угол перекоса задающих роликов γ≥γ0 и фиксируют оси 10 роликов в этом положении посредством фиксатора положения.
В процессе работы устройства катанка 1, выходящая от прокатного стана, подается в задающие ролики 2, которые в свою очередь подают катанку 1 в виткообразователь 3. За счет перекоса осей 10 задающих роликов 2 сечение катанки 1 при прохождении роликов 2 будет закручиваться в направлении, совпадающем с направлением вращения проводки. В результате каждое сечение катанки 1 будет повернуто на выходе из проводки виткообразователя на угол, больший чем 360o, что не только скомпенсирует деформации кручения катанки 1 в виткообразователе 3, но и создает в ней крутящие напряжения, поджимающие виток к витку на выходе из виткообразователя 3. Виткообразователь 3 вращается с переменной скоростью для формирования витков 8 переменного диаметра. Катанка 1, выходя из виткообразователя 3, подается на направляющую 16 регулятора 15 шага витков, расположенную под тупым углом β к оси 17 виткообразователя 3 и, скользя по направляющей 16, перемещается вдоль оси 17 виткообразователя 3 от плоскости формирования витков 8 на расстояние, примерно равное диаметру катанки 1. Витки 8, имеющие переменный диаметр, получают гарантированный шаг, поэтому они хорошо в виде плоской спирали укладываются на конвейер 7 и собираются в компактный бунт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| ВИТКООБРАЗОВАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2683172C2 |
| Устройство для термообработки катанки с прокатного нагрева | 1980 |
|
SU1014941A1 |
| СПОСОБ НАМОТКИ ТОНКОЙ ЛЕНТЫ В РУЛОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2256519C1 |
| ДВУХПЕТЛЕВОЙ СТРОП, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2097302C1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ РАЗМЕРОВ | 2007 |
|
RU2338611C1 |
Использование: изобретение относится к прокатному производству, в частности к способу и устройству для формирования бунта катанки или катанки различных профилей из высокопрочной стали с пределом текучести свыше 300 МПа, диаметром 5,5-30 мм или цветных металлов диаметром 6-36 мм. Сущность: способ формирования бунта высокопрочной катанки или катанки большого диаметра включает непрерывную подачу катанки задающими роликами через вращающуюся проводку, формирование витков катанки переменного диаметра на криволинейной вогнутой поверхности путем изменения скорости вращения проводки и обеспечения двух степеней свободы для движения катанки под действием динамических сил и укладку полученных витков горизонтальными слоями по высоте бунта, при этом перед подачей в проводку катанку поворачивают вокруг своей оси в направлении вращения проводки так, чтобы каждое сечение катанки повернулось относительно другого смежного сечения на угол γ≥arctg(πd/(L+2πR)), где d - диаметр катанки; L - расстояние от оси задающих роликов до выходного конца проводки виткообразователя; R - радиус формируемых витков, а сформированные витки катанки после схода с криволинейной вогнутой поверхности подают на неподвижную направляющую, образующую с осью виткообразователя тупой угол. Устройство для формирования бунта катанки содержит задающие ролики, виткообразователь и конвейер для подачи сформированных витков катанки в шахту. Виткообразователь включает в себя соединенные между собой проводку, виткообразующую головку с направляющим средством в виде элемента с криволинейной вогнутой поверхностью и привод, снабженный устройством для регулирования скорости вращения проводки. Задающие ролики расположены по отношению к траектории подачи катанки так, что угол между их осями и перпендикуляром траектории подачи катанки равен γ. Изобретение обеспечивает получение компактного бунта катанки как при низкой (около 10 м/с), так и при высокой (более 100 м/с) скорости подачи проката. 2 с. и 12 з.п. ф-лы, 11 ил.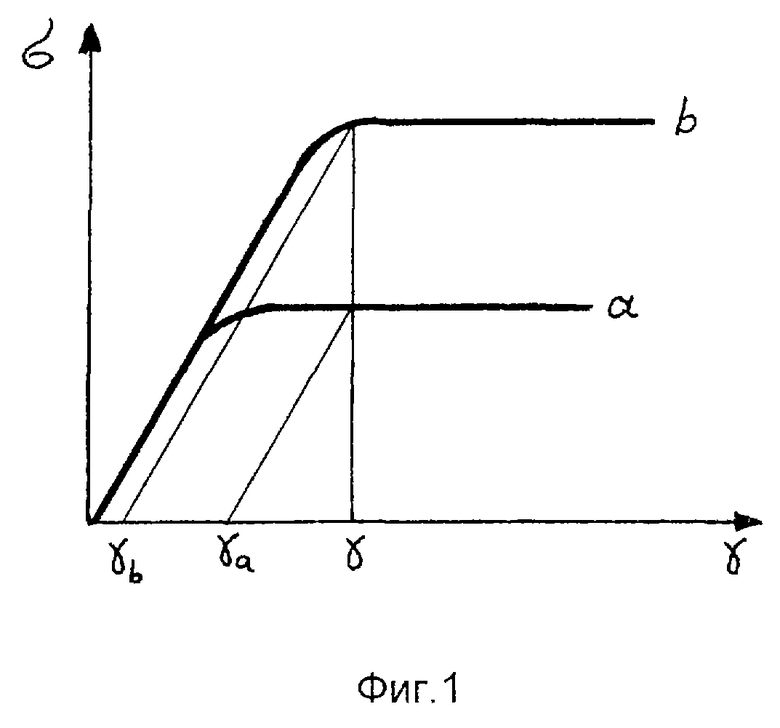
γ≥arctg(πd/(L+2πR)),
где d – диаметр катанки;
L – расстояние от оси задающих роликов до выходного конца проводки виткообразователя;
R – радиус формируемых витков,
а сформированные витки катанки после схода с криволинейной вогнутой поверхности подают на неподвижную направляющую, образующую с осью виткообразователя тупой угол.
γ≥arctg(πd/(L+2πR)),
где d – диаметр катанки;
L – расстояние от оси задающих роликов до выходного конца проводки виткообразователя;
R – радиус формируемых витков катанки.
| Устройство для выжигания надписей на колбасах | 1927 |
|
SU20474A1 |
| US 6565031 A, 25.04.2002 | |||
| US 6543712 A, 07.02.2002 | |||
| US 6345780 B1, 12.02.2002 | |||
| DE 10035532 A1, 31.01.2002. | |||
