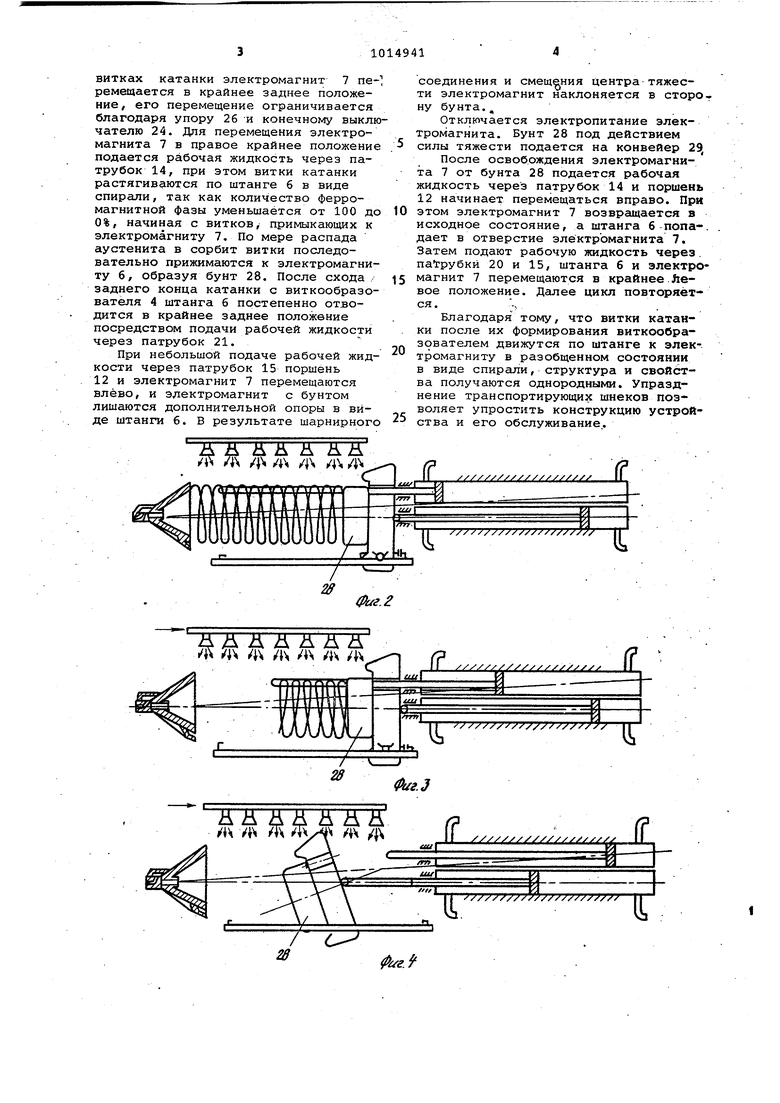
81 , foSaie жевюРт : жа юся Изобретение относится к термической обработке проката, например сорбитизации катанки, и может быть испольэовано в прокатных цехах ме таллу згических заводов. Известно устройство для термооб работки катанки с прокатного нагре ва, содержсодее механизм с вращакмци ся конусом для -образования витков вертикальные шнеки, имеющие общий привод с механизмом tlj. . Известно устройство для термообработки катанки с прокатного нагрева, содержащее, установленные на одной оси отсекатели, проводки, ви кообразователь, направлягоиие и мех низм формирования бунта 2J. Недостатками известных устройст является сложность конструкции, обусловленная наличием транспортирующих шнеков. Цель изобретения - упрощение ко струкции. Поставленная цель достигается тем, что в устройстве для термообработки катанки с прокатного нагрева, содержащем установленные на одной оси отсекатели, проводки, витко образоватёль, направляющие и механизм формирования бунта, механизм фо)мирования бунта выполнен в виде штанги и электромагнита с приводами их перемещения относительно направляющйх, установленных под углом 10-30 относительно оси виткообразо вателя и относительно друг друга. На фиг. 1 показана .схема устройс ва с электромагнитом и штангой в крайнем переднем положении; на фиг. то же, в крайнем заднем положении, на фиг. 3 - то же, после окончания (формирования ВИТКОВ виткообразовате лём в промежуточном положении/ на фиг. 4 - то же, в, крайнем заднем по ложении и с наклонным: электромагни том, на фиг. 5 - вид спереди на эле тромагнит после его отключения и па дения бунта на конвейер. Устройство для термообработки катанки с прокатного нагрева содержит водяные форсунки 1, отсекатели 2, проводки 3, установленные до виткообразователя 4 и предназначенные для предварительного подстужива нйя катанки 5. I , Механизм формирования бунта, выполненного в виде штанги б и электромагнита 7, на котором закреплены ролики 8, перемещающиеся по направляющим 9, установленных под углом 10-30° относительно оси виткообразо вателя-. Штанга и электромагнит соединены с приводами, выполненными в виде гидроцилиндров 10 и 11j благодаря которым они могут перемещать относительно друг друга. Перемещени электромагнита осуществляется путем соединения его со штоком поршня 12 гидроцилиндра 11, закрепленного на раме 13. Гидроцилиндр 11 снабжен патрубками 14 и 15, попеременно служащими для нагнетания и удешения рабочей жидкости из полости цилиндра. Шток поршня и электромагнит соединены шарниром 16, для поддержания ;щтока установлена опора 17. Перемещение штанги осуществляется путем соединения ее с поршнем 18, установленным в гидроцилиндре 10, закрепленном на раме 19 и снабженном патрубками 20 и 21 для подачи рабочей жидкости. Для поддержания штанги установлена опора 22. На направляющих 9 укреплены конечные выключатели 23 и 24, а на электромагните - упоры 25 и 26, ограничивающие перемещение электромагнита. Для охлаждения катанки после виткообразователя установлены воздушные форсунки 27. Термически обработанный бунт катанки 28 попадает на конвейер 29. Устройство работает следующим образом. Электромагнит 7 и штанга б перед входом катанки в устройство устанавливаются в крайнее переднее положение. Установка электромагнита производится путем его перемещения на роликах 8 по направляющим 9-под действием рабочей жидкости, подаваемой через патрубок 15, перемещающей поршень 12 влево. Перемещение в переднее положение ограничивается благодаря упору 25 и конечному выключателю 23, Штанга б выдвигается в переднее положение через отверстие в электромагните 7 под действием рабочей жидкости, подаваемой через патрубок 20 в гидроцилиндре 10, перемещающей поршень 18 влево. Расстояние между электромагнитом 7 в переднем положении и виткообразователем 4 выбирается из условия возможности размещения 50-100 витков катанки научастке штанги б, расположенном между электромагнитом 7 и виткообразователем 4. Катанка 5, выходящая их последних валков прокатного стана, проходит через водяные форсунки 1, отсекатели 2 и проводки 3 и переохлаждается до температуры распада аустенита в сор;бит. Витки катанки, -сформированные виткообразователем 4, перемещаются по штанге б в сторону уклона. Включается электромагнит 7. С целью теплоотвода от витков катанки по форсункам подается воздух. До полного распада аустенита в сорбит в передних витках (2-20 с в зависимости от марки стали) на штанге собирается 20-100 витков катанки, rio мере распада аустенита передние витки все больше притягиваются к электромагниту. После полного распада аустенита в сорбит в передних витках катанки электромагнит 7 перемещается в крайнее заднее положение, его перемещение ограничивается благодаря упору 26 и конечному выклю чателю 24. Для перемещения электромагнита 7 в правое крайнее положение подается рабочая жидкость через патрубок 14, при этом витки катанки растягиваются по штанге б в виде спирали, так как количество ферромагнитной фазы уменьшается от 100 до 0%, начиная с витков, примыкающих к электромагниту 7. По мере распада аустенита в сорбит витки последовательно прижимаются к электромагниту 6, образуя бунт 28. После схода заднего конца катанки с виткообразователя 4 штанга б постепенно отводится в крайнее заднее положение посредством подачи рабочей жидкости через патрубок 21. При небольшой подаче рабочей жидкости через патрубок 15 поршень 12 и электромагнит 7 перемещаются влево, и электромагнит с бунтом лишаются дополнительной опоры в виде штанги 6. В результате шарнирного 4 л л / /А /i /j /i
28 21 Д Д /i Л Д L П i л i i и и и ТТ 11 и.j Ж Лчх( 44 /(И ТТ
(.2 Фиг.З соединения и смещения центра-тяжести электромагнит наклоняется в сторону бунта.. Отключается электропитание электромагнита. Бунт 28 под действием силы тяжести подается на конвейер 29, После освобождения электромагнита 7 от бунта 28 подается рабочая жидкость через патрубок 14 и поршень 12 начинает перемещаться вправо. При этом электромагнит 7 возвргицается в исходное состояние, а штанга б-попа-. дает в отверстие электромагнита 7. Затем подают рабочую ткидкость через. пагрубкй 20 и 15, штанга б и электромагнит 7 перемещаются в крайнее.Jieвое положение. Далее цикл повторяется . -, Благодаря тому, что витки катанки после их формирования виткообразователем движутся по штанге к элек-. тромагниту в разобщенном состоянии в виде спирали, структура и свойства получаются однородными. Упразднение транспортирующих шнеков позволяет упростить конструкцию устройства и его обслуживание. / //////y/y/////// f/ ///Х/х/ХХ/Х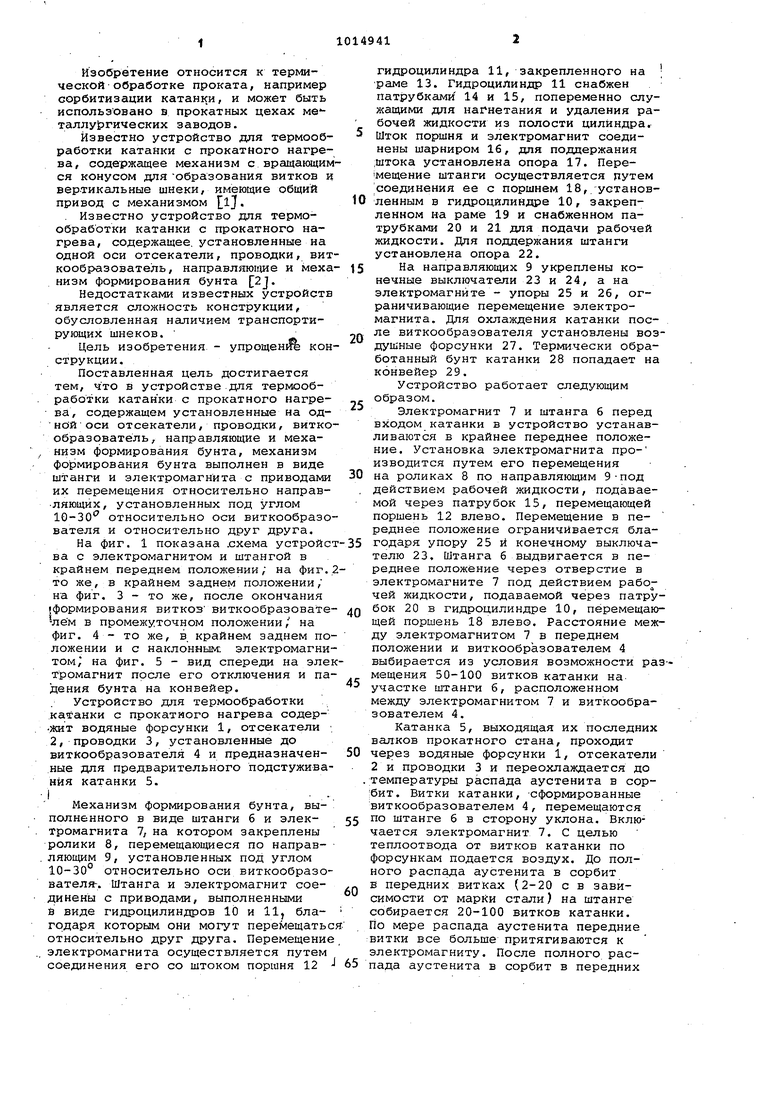
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| Устройство для сорбитизации и ускоренного охлаждения катанки | 1973 |
|
SU551381A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для термообработки проката | 1990 |
|
SU1749249A1 |
| Устройство для охлаждения катанки воздухом | 1985 |
|
SU1253692A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Устройство для ускоренного охлаждения катанки | 1981 |
|
SU996477A1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ И СПОСОБ УМЕНЬШЕНИЯ ЗАЗОРОВ МЕЖДУ КОНСТРУКТИВНЫМИ ЭЛЕМЕНТАМИ ПОДШИПНИКОВОГО УЗЛА | 2002 |
|
RU2248854C2 |

УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ КАТАНКИ С ПРОКАТНОГО НАГРЕВА, содержащее установленные на одной оси отсекатели, проводки, виткообразователь, направляющие и .механизм формирования бунта, отличающееся тем, что, с целью упрощения конструкции, механизм формирования бунта выполнен в виде штанги и электромагнита с приводами их перемещения относительно направляючщих, установленных под углом 10-ЗО относительно оси виткообразователя и относительно яруг друга.
V29
Фа9.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 0 |
|
SU218200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сорбитизации и ускоренного охлаждения катанки | 1973 |
|
SU551381A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
