[01] Настоящее изобретение относится к способу изготовления сосудов под давлением, приспособленных для содержания текучих сред, к устройству для их изготовления и к сосудам под давлением, изготовленным этим способом. Более конкретно, настоящее изобретение касается способа обратного выдавливания для изготовления металлических сосудов, способных содержать текучие среды под давлением, пресса для выдавливания для осуществления способа и сосудов под давлением, изготовленных этим способом. В частности, но не исключительно, настоящее изобретение относится к устройству и способу для изготовления закрытых, скрепленных обручем газовых баллонов, приспособленных для содержания газов под давлением выше атмосферного, и к закрытым, скрепленным обручем газовым баллонам, изготовленным этим способом.
[02] В настоящее время сосуды под давлением изготавливают из алюминия, стали и композитных материалов. Сосуды под давлением Типа I выполнены полностью из металла, такого как сталь или сплавы алюминия. Напротив, сосуды под давлением Типа II включают металлический сосуд (обычно изготовленный из алюминия), который имеет волокнистый композитный рукав, изготовленный, например, из эпоксидной смолы, арамидных и/или углеродных волокон, который окружает только стенку цилиндрической части сосуда (именуется в настоящем документе "скрепление обручем"). Сосуды под давлением Типа II обычно имеют меньшую массу чем сосуды под давлением Типа I, поскольку стенка металлического сосуда Типа II тоньше чем сосуда под давлением Типа I, но без ухудшения эксплуатационных характеристик. Многократное использование сосудов под давлением Типа I и Типа II с газом под давлением вызывает изгиб сосуда, и такой изгиб может способствовать распространению трещин в стенке сосуда.
[03] Известные способы изготовления металлических и композитных сосудов под давлением включают горячее и холодное выдавливание заготовки из металлического материала, обычно алюминиевого сплава для получения сосудов высокого давления. В документе US3648351 приведен пример обратного выдавливания закрытого полого металлического сосуда, при котором заготовка из металлического материала выдавливается по стенкам пуансона, конец которого движется в полости матрицы. В документе WO96/11757 описан усовершенствованный способ изготовления обратным выдавливанием, в котором два материала, установленные в полость матрицы, выдавливаются вместе.
[04] Кроме того, для повышения усталостной прочности сосуда под давлением используется нагартовка. Нагартовка включает приложение давления в канале сосуда, достаточного для пластической деформации металла на внутренней поверхности. Этот способ создает сжимающие остаточные напряжения на внутренней поверхности или рядом с ней, этим повышая усталостную прочность сосуда, испытывающего циклическую нагрузку внутреннего давления. В документе WO96/11759 описана нагартовка при изготовлении сосудов под давлением, чтобы создать области пикового напряжения в стенке сосуда под давлением, удаленные от внутренней или наружной поверхности стенки.
[05] Настоящее изобретение направлено на способ изготовления сосуда под давлением, устройство для изготовления и сосуды под давлением, изготовленные этим способом, который повышает усталостную прочность сосуда под давлением.
[06] Настоящее изобретение также направлено на способ изготовления сосуда под давлением, устройство для изготовления и сосуды под давлением, изготовленные этим способом, который снижает вероятность преждевременного выхода из строя.
[07] Настоящее изобретение также направлено на способ изготовления холодным выдавливанием и устройство для изготовления, в частности подходящие для изготовления баллонов высокого давления и кожухов баллонов из алюминия серий АА6ХХХ и АА7ХХХ.
[08] Кроме того, настоящее изобретение направлено на изготовление закрытых, скрепленных обручем сосудов под давлением с улучшенными эксплуатационными характеристиками по сравнению с известными закрытыми, скрепленными обручем сосудами под давлением.
[09] Настоящее изобретение отдельно направлено на изготовление сосудов под давлением, которые соответствуют требованиям стандартов на сосуды под давлением, таких как EN12257 и/или ISO11119-1 и которые имеют внутреннюю поверхность в форме сложной кривой.
[010] Настоящее изобретение поэтому предлагает способ формования закрытого сосуда под давлением, причем способ включает: размещение заготовки из выдавливаемого металла в матрице, причем упомянутая заготовка имеет ось и переднюю поверхность; использование пуансона с продольной осью симметрии, областью торцевой поверхности и по существу цилиндрической стенкой для выдавливания металла посредством введения области торцевой поверхности пуансона в переднюю поверхность заготовки по оси заготовки, чтобы выдавливать металл в пространство между пуансоном и матрицей и по цилиндрической боковой стенке пуансона для формирования экструдата; и удаление экструдата из матрицы и придание формы открытому концу экструдата, чтобы сформировать фланец и горловину, посредством чего область торцевой поверхности пуансона имеет профиль поверхности, включающий центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с пересекающимися, но различающимися кривыми с радиусами кривизны: R, r и Rc, соответственно, причем центральная секция, по меньшей мере одно промежуточное кольцо и крайнее кольцо соединяют центральную точку, в которой торцевая поверхность пересекает продольную ось пуансона, с цилиндрической боковой стенкой пуансона на осевом расстоянии Н от центральной точки, причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра, где внутренний диаметр является диаметром цилиндрической боковой стенки пуансона в поперечном сечении.
[011] Предпочтительно, осевое расстояние Н находится в интервале от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра.
[012] В одном особо предпочтительном варианте осуществления осевое расстояние Н по существу равно внутреннему диаметру/3.
[013] Центральная секция предпочтительно имеет радиус кривизны R в интервале от 0,5 внутреннего диаметра до 1,2 внутреннего диаметра.
[014] Более предпочтительно, центральная секция имеет радиус кривизны R, по существу равный 1,1 внутреннего диаметра.
[015] Более предпочтительно, промежуточное кольцо имеет радиус кривизны r в интервале от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра.
[016] Промежуточное кольцо предпочтительно имеет радиус кривизны r в интервале от 0,12 внутреннего диаметра до 0,13 внутреннего диаметра.
[017] В еще одном предпочтительном варианте осуществления область торцевой поверхности пуансона может иметь профиль поверхности, включающий по меньшей мере два промежуточных кольца, каждое с разным радиусом кривизны поверхности.
[018] Предпочтительно, крайнее кольцо имеет радиус кривизны Rc в интервале внутренний диаметр/(3±2).
[019] Более предпочтительно, крайнее кольцо имеет радиус кривизны Rc в интервале внутренний диаметр/(3±1).
[020] Крайнее кольцо предпочтительно имеет радиус кривизны Rc, по существу равный внутреннему диаметру/2.
[021] Способ также может включать этап нагартовки сосуда под давлением.
[022] Заготовка может включать алюминиевый сплав серии АА6ХХХ.
[023] В одном особо предпочтительном варианте осуществления заготовка включает алюминиевый сплав серии АА7ХХХ.
[024] Во втором аспекте настоящее изобретение предлагает пресс для выдавливания, используемый при изготовлении закрытого сосуда под давлением, причем пресс для выдавливания включает матрицу для приема заготовки из выдавливаемого металла и пуансон, имеющий продольную ось симметрии, область торцевой поверхности и по существу цилиндрическую боковую стенку, причем область торцевой поверхности пуансона имеет профиль поверхности, включающий центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с пересекающимися, но различающимися кривыми с радиусами кривизны: R, r, и Rc, соответственно, и причем центральная секция, по меньшей мере одно промежуточное кольцо и крайнее кольцо соединяют центральную точку, где торцевая поверхность пересекает продольную ось пуансона, с цилиндрической боковой стенкой пуансона на осевом расстоянии Н от центральной точки, и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра, где внутренний диаметр является диаметр стенки цилиндрической боковой стороны пуансона в поперечном сечении.
[025] Предпочтительно, осевое расстояние Н находится в интервале от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра.
[026] В одном особо предпочтительном варианте осуществления осевое расстояние Н по существу равно внутреннему диаметру/3.
[027] Центральная секция предпочтительно имеет радиус кривизны R в интервале от 0,5 внутреннего диаметра до 1,2 внутреннего диаметра.
[028] Более предпочтительно, центральная секция имеет радиус кривизны R по существу равный 1,1 внутреннего диаметра.
[029] Промежуточное кольцо предпочтительно имеет радиус кривизны r в интервале от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра.
[030] Более предпочтительно, промежуточное кольцо имеет радиус кривизны r в интервале от 0,12 внутреннего диаметра до 0,13 внутреннего диаметра.
[031] В еще одном предпочтительном варианте осуществления область торцевой поверхности пуансона может иметь профиль поверхности, включающий по меньшей мере два промежуточных кольца, каждое с разным радиусом кривизны поверхности.
[032] Крайнее кольцо предпочтительно имеет радиус кривизны Rc в интервале внутренний диаметр/(3±2).
[033] Более предпочтительно, крайнее кольцо имеет радиус кривизны Rc в интервале внутренний диаметр/(3±1).
[034] Более предпочтительно крайнее кольцо имеет радиус кривизны Rc, по существу равный внутреннему диаметру/2.
[035] В третьем аспекте настоящее изобретение предлагает закрытый сосуд под давлением, выполненный из выдавливаемого металла, причем сосуд под давлением включает закрытую секцию, по существу цилиндрическую боковую стенку с некоторым внутренним диаметром в поперечном сечении, фланец и горловину и имеет продольную ось симметрии, и причем профиль внутренней поверхности закрытой секции включает центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с пересекающимися, но разными радиусами кривизны: R, r, и Rc, соответственно, и причем центральная секция, по меньшей мере промежуточное кольцо и крайнее кольцо соединяют центральную точку, в которой закрытая секция пересекает продольную ось, с цилиндрической боковой стенкой на осевом расстоянии Н от центральной точки, и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра.
[036] Предпочтительно осевое расстояние Н находится в интервале от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра.
[037] В одном особо предпочтительном варианте осуществления осевое расстояние Н по существу равно внутреннему диаметру/3.
[038] Центральная секция предпочтительно имеет радиус кривизны R в интервале от 0,5 внутреннего диаметра до 1.2 внутреннего диаметра.
[039] Более предпочтительно, центральная секция имеет радиус кривизны R по существу равный 1,1 внутреннего диаметра.
[040] Промежуточное кольцо предпочтительно имеет радиус кривизны r в интервале от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра.
[041] Более предпочтительно, промежуточное кольцо имеет радиус кривизны r в интервале от 0,12 внутреннего диаметра до 0,13 внутреннего диаметра.
[042] В еще одном предпочтительном варианте осуществления, профиль внутренней поверхности закрытой секции может включать по меньшей мере два промежуточных кольца, каждое с разным радиусом кривизны поверхности.
[043] Крайнее кольцо предпочтительно имеет радиус кривизны Rc в интервале внутренний диаметр/(3±2).
[044] Более предпочтительно, крайнее кольцо имеет радиус кривизны Rc в интервале внутренний диаметр/(3±1).
[045] В одном особо предпочтительном варианте осуществления крайнее кольцо имеет радиус кривизны Rc, по существу равный внутреннему диаметру/2.
[046] Закрытый сосуд под давлением может включать алюминиевый сплав серии АА6ХХХ.
[047] В одном особо предпочтительном варианте осуществления закрытый сосуд под давлением включает алюминиевый сплав серии АА7ХХХ.
[048] В еще одном аспекте настоящее изобретение предлагает составной сосуд под давлением, который включает закрытый сосуд под давлением, описанный выше, и рукав из композитного материала.
[049] Композитный материал может быть выбран из углеволокнистого композита, базальтового волокна, арамидного волокна и/или стекловолокна.
[050] Способ изготовления и устройство для изготовления настоящего изобретения позволяют изготавливать закрытые сосуды высокого давления, используя холодное или теплое выдавливание, которые имеют эквивалентный или увеличенный срок службы по сравнению с эквивалентными сосудами высокого давления, изготовленными горячим выдавливанием, и которые обладают эквивалентными эксплуатационными характеристиками даже при более низком давлении нагартовки.
[051] Теперь, только для примера будет описан вариант осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
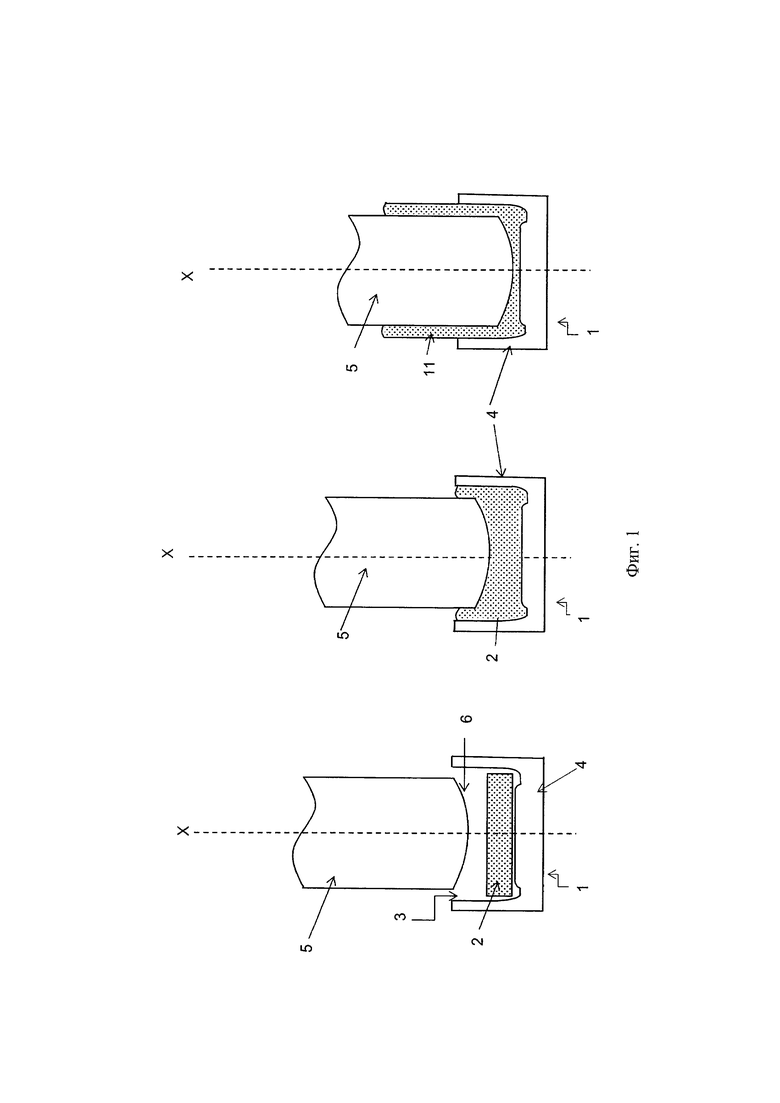
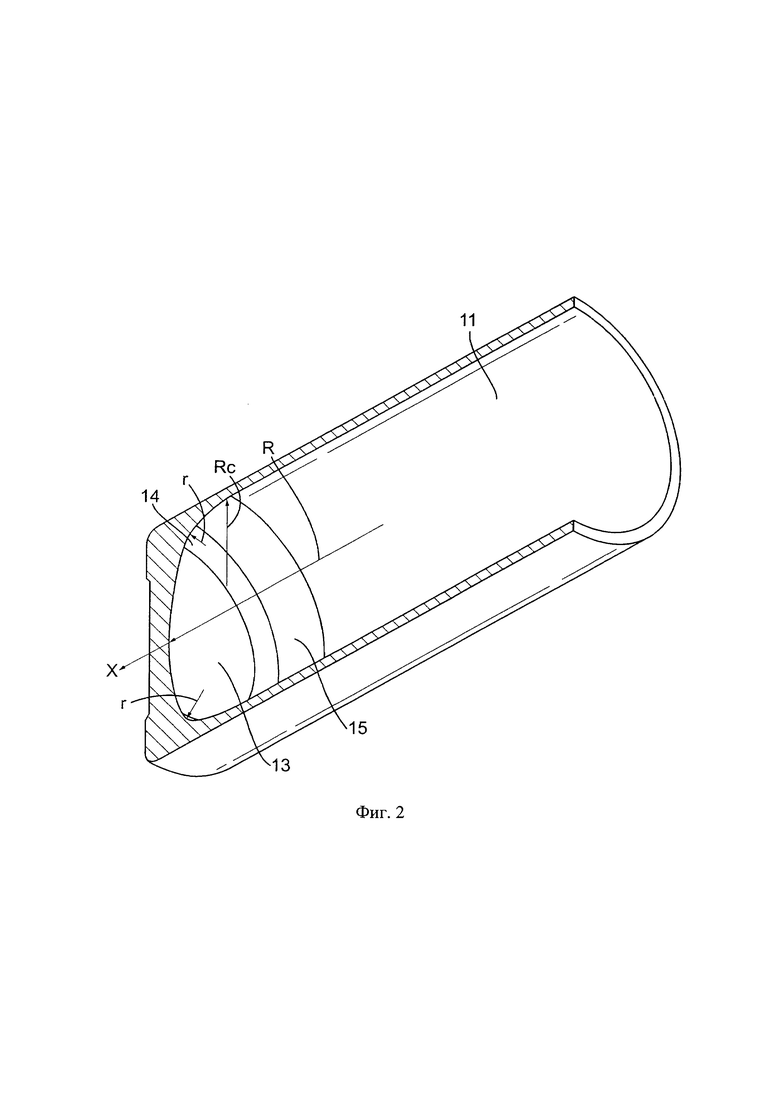
На Фиг. 1 схематически показана последовательность этапов обратного выдавливания металлической заготовки, чтобы получить закрытый сосуд высокого давления. Фиг. 2 - перспективный вид поперечного сечения закрытого конца сосуда под давлением согласно настоящему изобретению.
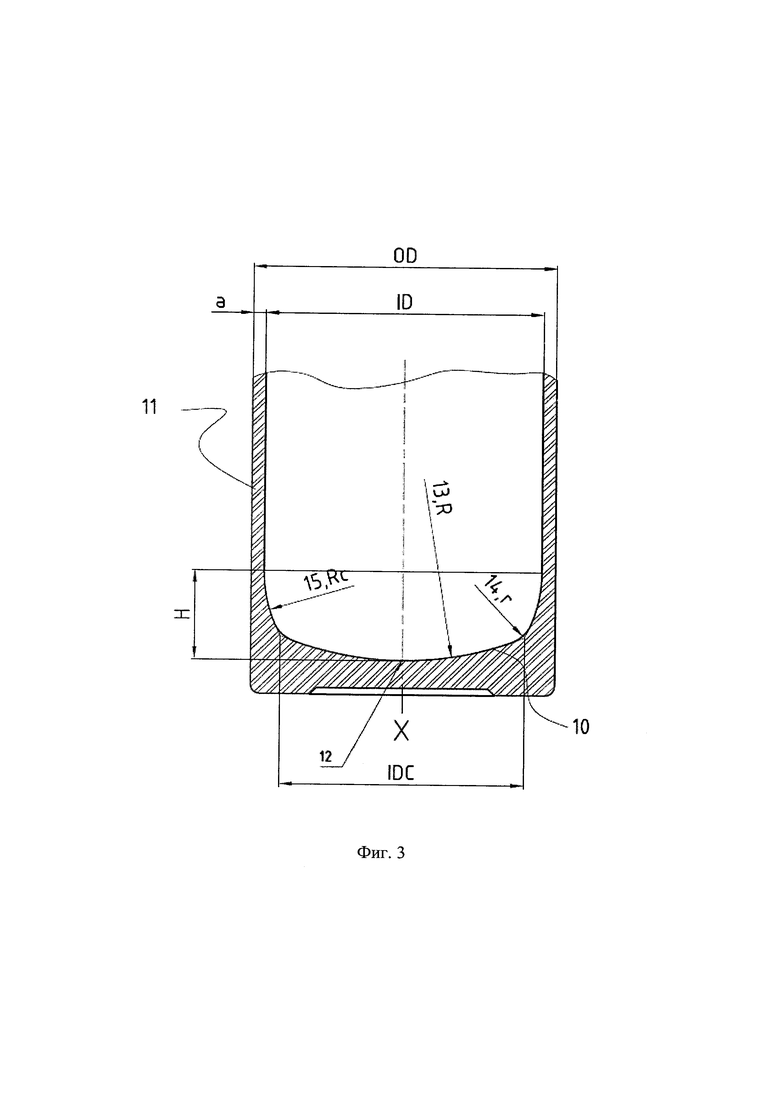
Фиг. 3 - детальное поперечное сечение закрытого конца сосуда под давлением с Фиг. 2.
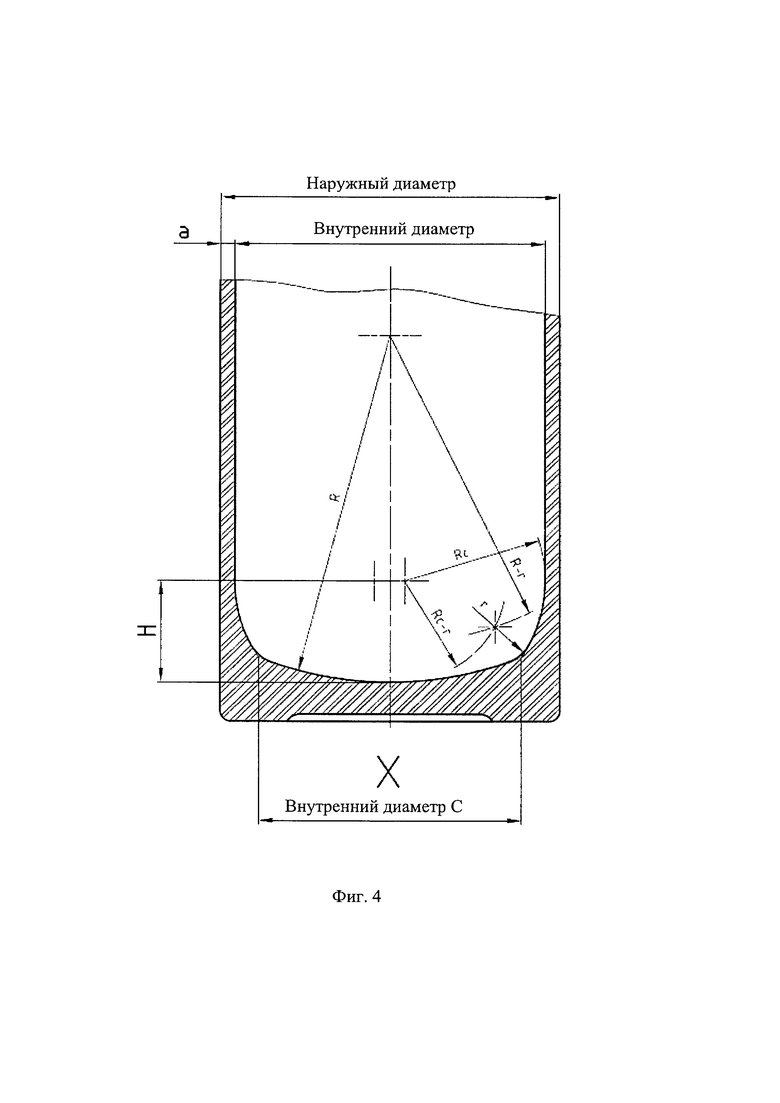
На Фиг. 4 показано отношение радиусов кривизны поверхности закрытого конца сосуда под давлением с Фиг. 2.
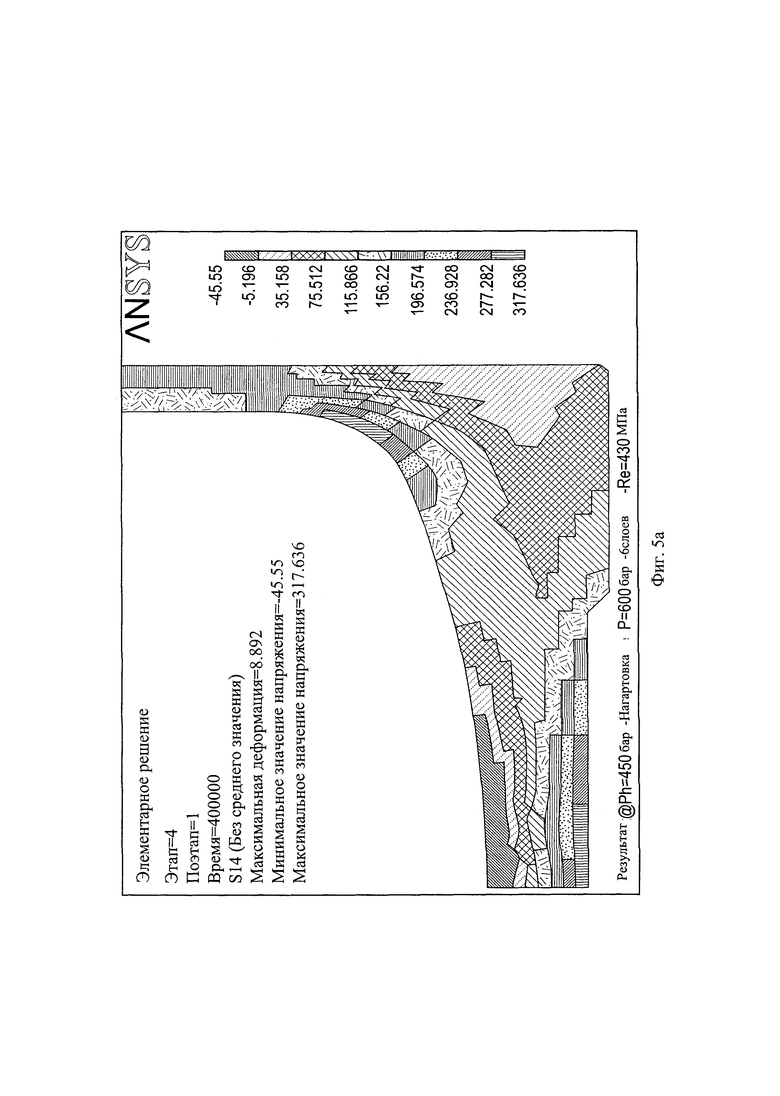
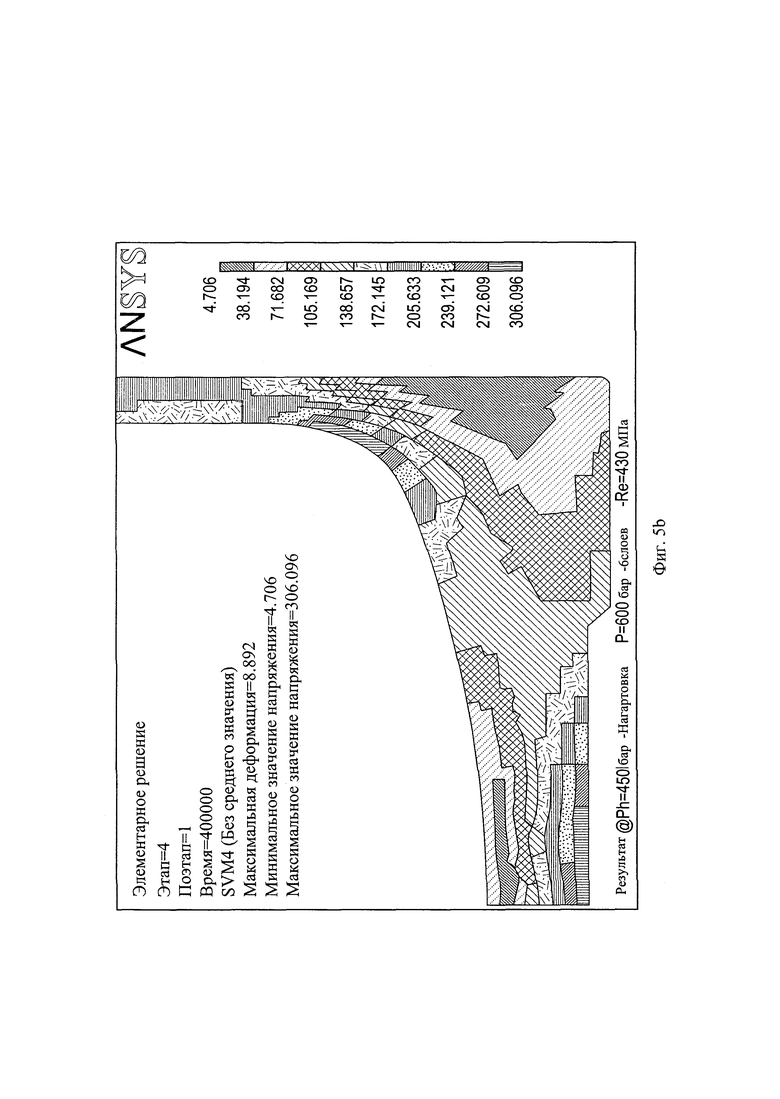
На Фиг. 5а и 5b показаны первые главные напряжения и напряжения по Мизесу с использованием анализа методом конечных элементов основания известного кожуха сосуда под давлением, скрепленного обручем.
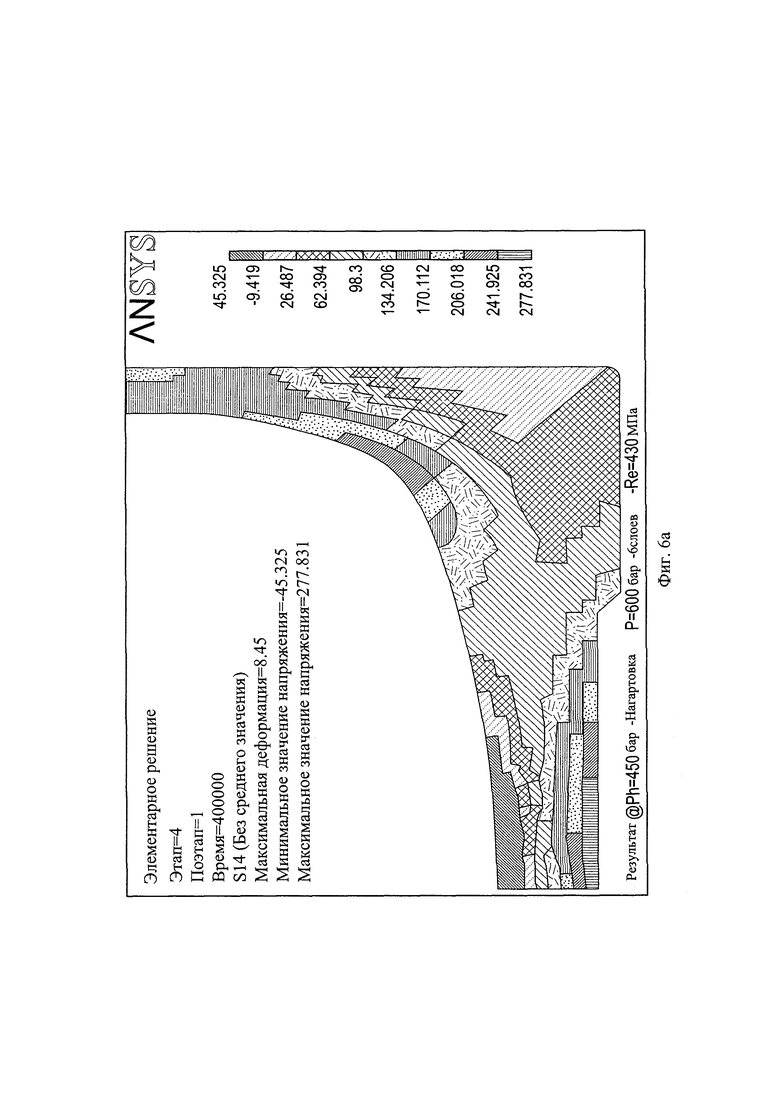
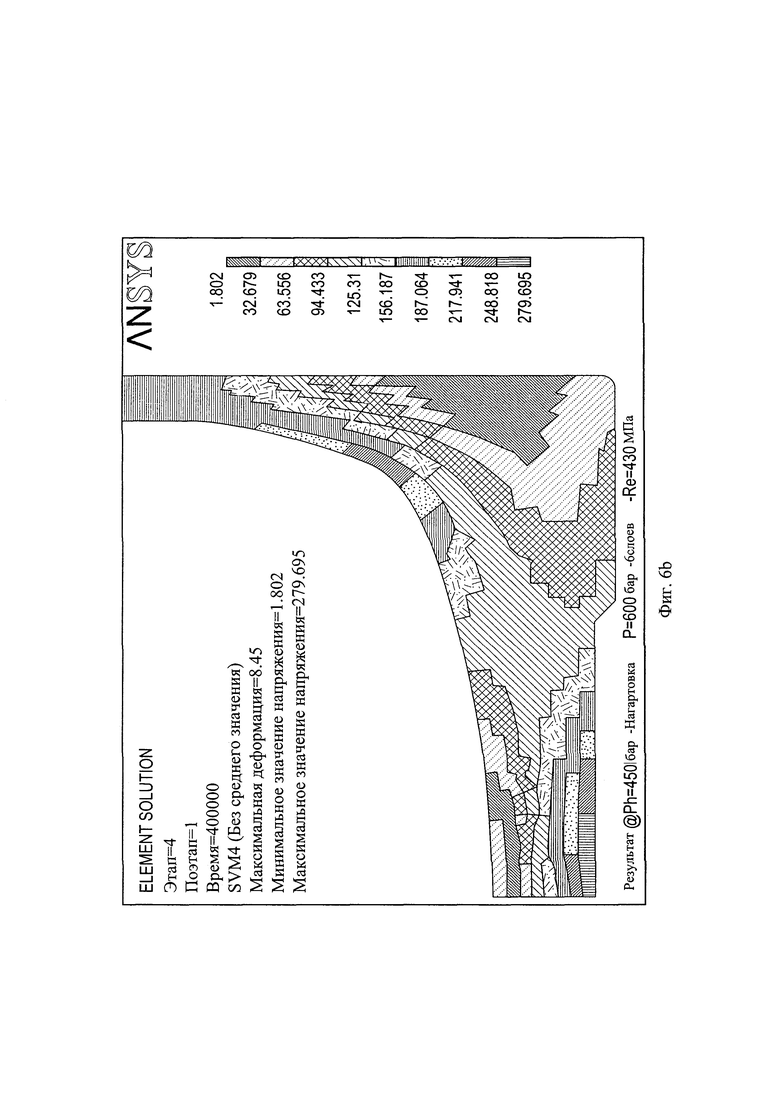
На Фиг. 6а и 6b показаны первые главные напряжения и напряжения по Мизесу с использованием анализа методом конечных элементов основания кожуха сосуда под давлением, скрепленного обручем, в соответствии с настоящим изобретением.
[052] Хотя горячее выдавливание (когда выдавливание обычно выполняют выше температуры рекристаллизации) согласно настоящему изобретению возможно, холодное и/или теплое выдавливание (когда выдавливание выполняют ниже температуры рекристаллизации) предпочтительно из-за более низкой себестоимости. Теплое выдавливание обычно выполняют при исходной температуре заготовки 100-250°С, тогда как холодное выдавливание обычно выполняют при исходной температуре заготовки ниже 100°С, предпочтительно при окружающей температуре. Однако точные условия выдавливания не существенны для настоящего изобретения и можно использовать известные условия выдавливания.
[053] Способ изготовления закрытого сосуда под давлением, показанный на Фиг. 1, включает использование пресса 1 для обратного выдавливания металлической заготовки 2. Заготовку из металлического материала 2, например, из алюминиевого сплава, располагают на дне полости 3 в матрице 4 (также называется "гильза для выдавливания"). Пуансон 5, который предпочтительно цилиндрический в поперечном сечении по существу с параллельными боковыми стенками, предназначен для возвратно-поступательного движения по общей оси X пуансона 5, матрицы 4 и заготовки 2. Пуансон 5 вводят в полость 3 матрицы, так что торцевая поверхность 6 пуансона 5 контактирует с поверхностью заготовки 2, обращенной к отверстию полости 3 матрицы. Непрерывное возвратно-поступательное движение пуансона 5 к закрытому концу полости 3 матрицы вжимает область торцевой поверхности 6 пуансона в металлическую заготовку 2. Это заставляет металлический материал заготовки 2 выдавливаться по боковым стенкам пуансона 5. Скорость, с которой экструдат выходит из полости 3 матрицы, обычно составляет от 50 до 500 см/мин, и смазка (не показана) также может подаваться по меньшей мере туда, где торцевая поверхность 6 пуансона 5 контактирует с заготовкой 2, чтобы уменьшить требуемое давление выдавливания. Возвратно-поступательное движение пуансона 5 продолжается до тех пор, пока торцевая поверхность 6 пуансона не достигнет заданного расстояния от внутреннего дна полости 3 матрицы, обычно соответствующего желательной толщине закрытого конца получаемого сосуда под давлением. Кроме того, радиальное расстояние боковой стенки пуансона 5 от цилиндрической внутренней поверхности матрицы 4 обычно соответствует толщине цилиндрической боковой стенки сосуда под давлением. Таким образом, внутренний профиль закрытого конца сосуда под давлением соответствует наружному профилю пуансона 5.
[054] Формование закрытого конца сосуда под давлением вначале дает обычно чашеобразный экструдат с основанием, параллельными боковыми стенками и открытым верхом. Открытый верх экструдата затем выравнивают и нагревают, обычно индукционным нагревом, до 300-450°С перед формованием горловины с использованием известных способов обжима или быстрого вращения. Полученное полое тело обрабатывают теплом, закаливают, обычно в холодной воде и дают отстояться. Известные финишные операции, такие как нагартовка и дробеструйная обработка, также могут быть выполнены для завершения изготовления сосуда под давлением.
[055] Описанный выше способ выдавливания отличается от известного обратного выдавливания металлической заготовки использованием нового, имеющего признаки изобретения пресса 1 для выдавливания. Конструкционные признаки пресса 1 для выдавливания общеизвестны, за исключением наружной поверхности 10 торцевой поверхности пуансона 5, которая более подробно описана ниже. Как уже сказано, профиль внутренней поверхности закрытого конца сосуда под давлением соответствует профилю наружной поверхности 10 пуансона 5, и поэтому наружная поверхность 10 пуансона 5 описана здесь со ссылками на Фиг. 2-4, где показано поперечное сечение закрытого конца сосуда под давлением, изготовленного с использованием матрицы 4 и пуансона 5 пресса 1 для выдавливания.
[056] В общем и со ссылкой на Фиг. 2 и 3, сосуд под давлением имеет внешний или наружный диаметр OD, который по существу равен внутреннему диаметру цилиндрической боковой стенки гильзы или матрицы 4, и внутренний диаметр, который по существу равен наружному цилиндрическому диаметру наружной боковой стенки пуансона 5. Разница а между внутренним и наружным диаметрами соответствует толщине по существу цилиндрической боковой стенки 11 сосуда под давлением, т.е., а=(наружный диаметр -внутренний диаметр)/2, что по существу также соответствует зазору или радиальной разнице боковых стенок пуансона 5 и матрицы 4.
[057] Основные признаки профиля наружной поверхности 10 пуансона 5 включают центральную точку 12 там, где торец пуансона 5 пересекает продольную ось симметрии X, центральную секцию 13 и по меньшей мере два кольца 14, 15, которые соединяют центральную точку 12 с по существу цилиндрической боковой стенкой 11 пуансона 5. Если смотреть по оси X, центральная секция 13 и два кольца 14 и 15 вращательно симметричны по отношению к оси X и концентричны по отношению друг к другу. Напротив, можно ясно видеть, что профили поверхностей центральной секции 13 и двух колец 14 и 15 в вертикальном поперечном сечении на Фиг. 3 и 4 имеют разные, но пересекающиеся кривизны поверхностей. В каждом случае кривизна поверхности центральной секции 13, промежуточного кольца 14 и крайнего кольца 15 выходит за их границы и имеет радиус R, r и Rc, соответственно.
[058] Центральная точка 12 лежит в центре центральной секции 13. Профиль поверхности центральной секции 13 имеет кривизну радиуса R от 0,5 внутреннего диаметра до 1,2 внутреннего диаметра, более предпочтительно от 0,8 внутреннего диаметра до 1,2 внутреннего диаметра и еще более предпочтительно 1 внутренний диаметр <R<1,2 внутреннего диаметра. Наружный край центральной секции 13 примыкает или пересекает внутренний край первой выступающей секции, называемой здесь промежуточное кольцо 14, которое имеет кривизну радиуса r от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра, более предпочтительно от 0,1 внутреннего диаметра до 0,25 внутреннего диаметра, и еще более предпочтительно 0,1 внутреннего диаметра <r<0,15 внутреннего диаметра. В свою очередь наружный край промежуточного кольца 14 примыкает или пересекает внутренний край второй выступающей секции, называемой здесь вторым или крайним кольцом 15, которое имеет кривизну радиуса Rc = внутреннему диаметру/(3±2), более предпочтительно Rc = внутреннему диаметру/(3±1), еще более предпочтительно 0,4 внутреннего диаметра <Rc<0,6 внутреннего диаметра. Хотя интервалы возможных значений кривизны центральной секции 13 и двух колец 14, 15 перекрывают друг друга, для любого конкретного пуансона 5 центральная секция и два кольца, определяющие наружную поверхность 10, будут иметь, каждый, кривизну поверхности, которая отличается от кривизны поверхности других, и радиус кривизны поверхности промежуточного кольца 14 всегда будет меньше чем кривизна центральной секции 13 и крайнего кольца 15.
[059] Со ссылкой на Фиг. 4, поскольку центральная секция 13 вращательно симметрична по отношению к оси X, радиус R кривизны поверхности центральной секции измеряют из точки (исходной) на расстоянии R по оси X. Кроме того, пересечение центральной секции 13 с промежуточным кольцом 14, пересечение промежуточного кольца 14 с крайним кольцом 15 и пересечение крайнего кольца 15 на цилиндрической боковой стенке 11 сливаются, чтобы обеспечить отсутствие разрывов в профиле поверхности торца пуансона 5, которые могут уменьшать прочность баллона. Это требует, чтобы в каждом пересечении касательная к кривизне поверхности любой стороны стыка (такие касательные перпендикулярны линии стыка) была по существу совмещена с другими касательными и, предпочтительно, являлась общей. В случае пересечения крайнего кольца 15 с цилиндрической боковой стенкой 11 касательная к кривизне поверхности крайнего кольца 15 (перпендикулярная линии в случае пересечения) по существу совмещена с поверхностью цилиндрической боковой стенки 11.
[060] Поперечное сечение через пуансон 5 в стыке крайнего кольца 15 с цилиндрической боковой стенкой 11 пересекает ось X на расстоянии Н выше центральной точки 12. Расстояние Н составляет от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра, более предпочтительно от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра, еще более предпочтительно Н = внутренний диаметр/3. Поскольку касательная к кривизне поверхности крайнего кольца 15 по существу совмещена с цилиндрической стенкой 11 на стыке крайнего кольца 15 с боковой стенкой 11, радиус Rc кривизны поверхности крайнего кольца измеряют из точки (исходной), которая лежит в плоскости поперечного сечения через пуансон 5 на высоте Н выше центральной точки 12.
[061] Таким образом, чтобы обеспечить слияние кривизны промежуточного кольца 14 с кривизной центральной секции 13 и крайнего кольца 15, радиус г промежуточного кольца 14 измеряют из точки (исходной), соответствующей пересечению Rc-r и R-r. Кроме того, диаметр поперечного сечения по внутреннему диаметру С центра промежуточного кольца 14 меньше или равен OD-(3ха), где OD - это наружный цилиндрический диаметр сосуда под давлением (равный внутреннему цилиндрическому диаметру матрицы 4), и а - это толщина стенки сосуда под давлением (равна расстоянию между цилиндрической боковой стенкой матрицы 4 и пуансоном 5).
[062] Хотя на чертежах показано одно промежуточное кольцо 14, профиль внутренней поверхности сосуда под давлением (а также профиль наружной поверхности пуансона 5) может включать больше одного промежуточного кольца, причем каждое промежуточное кольцо имеет свой радиус кривизны поверхности и каждое промежуточное кольцо сливается на его краях с краями соседних колец, т.е., касательные к кривизне поверхности каждого промежуточного кольца на краях промежуточного кольца по существу совмещены с касательными к кривизне поверхности соседних колец. Кроме того, хотя на чертежах показана кривизна поверхности центральной секции 13, определяемая одним радиусом, также возможно, что центральная секция 13 может состоять из внутренней центральной секции, которая по существу плоская, и наружной центральной секции, концентрической к внутренней центральной секции, которая имеет кривизну поверхности радиуса R.
Пример 1
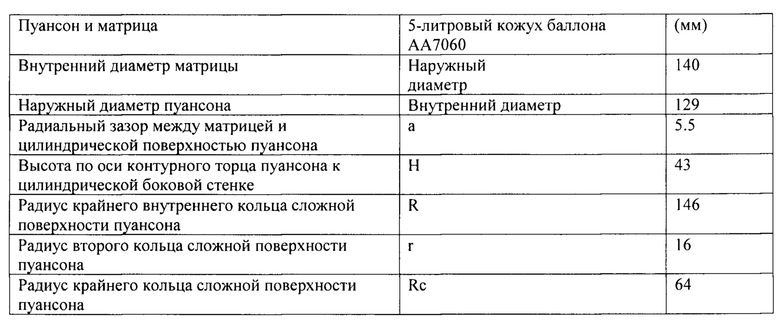
[063] Первый набор примеров размеров матрицы 4 и пуансона 5 пресса для выдавливания согласно настоящему изобретению и соответствующие размеры кожуха 5-литрового баллона АА7060, полученные с использованием матрицы и пуансона, приведены ниже.
Полная высота баллона = 465 мм
Полная масса баллона = 4,8 кг
Пример 2
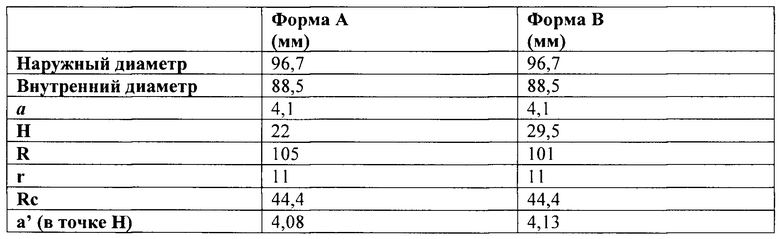
[064] Второй набор примеров размеров известного кожуха из сплава АА7060 для 2-литрового баллона из углеродных волокон, скрепленного обручем (и соответствующие размеры матрицы 4 и пуансона 5 известного пресса для выдавливания) (Форма А) и сходные размеры кожуха из сплава АА7060 для 2-литрового баллона из углеродных волокон, скрепленного обручем (и соответствующие матрица и пуансон) (Форма В) в соответствии с настоящим изобретением приведены ниже.
[065] Результаты сравнительного испытания выхода из строя сосудов под давлением, изготовленных холодным выдавливанием с использованием пресса для выдавливания, описанного в Примере 2, и кожухов из алюминиевого сплава 7060 2-литровых баллонов, скрепленных обручем (Форма А), изготовленных холодным выдавливанием с известной матрицей для обратного выдавливания, приведены ниже в Таблице 1.
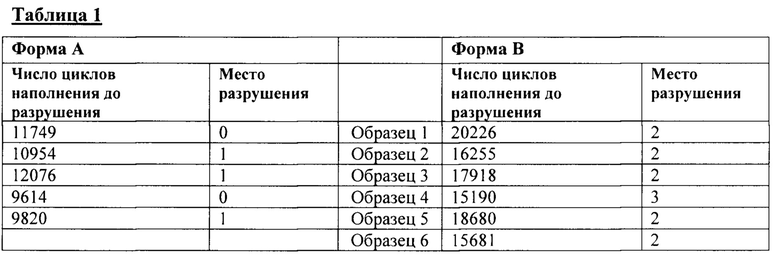
Место разрушения 0 = утечка, положение неизвестно;
Место разрушения 1 = разрыв в дне баллона;
Место разрушения 2 = утечка в теле баллона и
Место разрушения 3 = утечка во фланце.
[066] Характеристики срока службы и разрушения кожухов из алюминиевого сплава 7060 5-литровых баллонов, скрепленных обручем (Форма В), которые изготовлены холодным выдавливанием с использованием устройства, описанного в Примере 1, выше, сравнили с эксплуатационными характеристиками кожухов из алюминиевого сплава 7060 5-литровых баллонов (Форма А), также изготовленных холодным выдавливанием, но с использованием известной матрицы для обратного выдавливания. Результаты по сроку службы (число циклов наполнения до разрушения) и местам разрушения приведены ниже в Таблице 2.
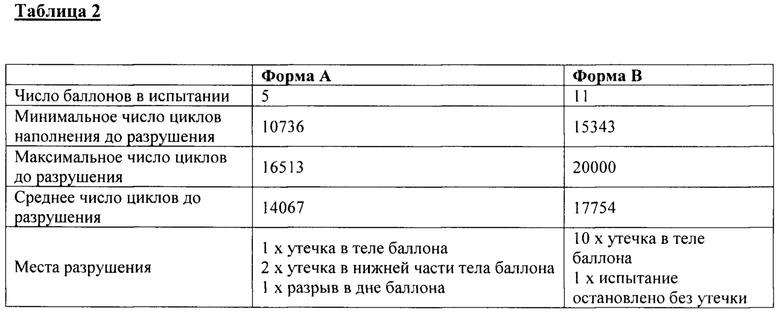
[067] Результаты в Таблицах 1 и 2 четко показывают значительное улучшение в характеристиках разрушения по сравнению с эквивалентными известными сосудами под давлением.
[068] В испытаниях до разрушения были использованы 27 сосудов под давлением, имеющих размеры, указанные в Примере 1. Пять групп по пять сосудов под давлением каждая подвергли испытанию циклическим изменением давления, причем каждая группа сосудов под давлением имела разную величину нагартовки. Еще два сосуда под давлением (без нагартовки) подвергли испытанию прочности на разрыв. Каждый из проверяемых сосудов под давлением был 5-литровым сосудом под давлением, изготовленным с использованием матрицы 4 и пуансона 5 с размерами, приведенными в Примере 1, способом холодного обратного выдавливания из алюминиевого сплава 7060, который был скреплен обручем из углеродного волокна. Подробности величины нагартовки для каждой группы сосудов под давлением и результаты испытаний приведены ниже в Таблице 3.
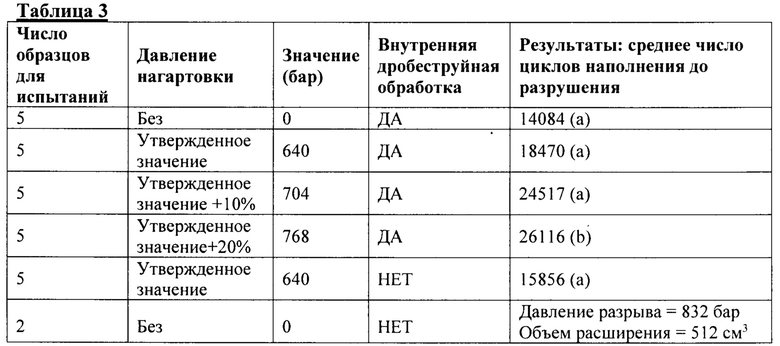
(a) представляет разрушение в стенке тела баллона,
(b) представляет разрушения в разных частях баллона.
В вышеуказанных испытаниях два сосуда под давлением, подвергнутые давлению нагартовки 110%, и три сосуда под давлением, подвергнутые давлению нагартовки 120% показали отслоение углеродных волокон от наружного кожуха.
[069] Как сказано в документе WO96/11759, эффективность нагартовки для улучшения усталостных характеристик, как известно, зависит от конструкции закрытого конца сосуда под давлением. Например, сосуды под давлением с полусферическими закрытыми концами не показывают значительного улучшения усталостных характеристикам после нагартовки. Напротив, сосуды под давлением с закрытыми концами в форме полуэллипсоидной или торосферической тарелки, как известно, обладают улучшенными характеристиками с нагартовкой. Таким образом, нагартовка придает улучшенные усталостные характеристики сосудам под давлением, имеющим закрытый конец, соединенный с цилиндрической боковой стенкой участком стыка. Давление нагартовки обычно составляет от 75% до 95% от минимального давления разрыва по соответствующему стандарту. Алюминиевые баллоны высокого давления для газа обычно выполнены так, что напряжение в цилиндрической боковой стенке при рабочем давлении не превышает половины напряжения текучести сплава, и что разрывное давление баллона по меньшей мере в 2,5 раза больше рабочего давления. Таким образом, для баллона из алюминиевого сплава серии АА7ХХХ, имеющего, например, напряжение текучести 450 МПа, конструкция должна быть такой, чтобы напряжения в стенках не превышали 225 МПа.
[070] Информация в Таблицах 1 - 3 четко показывает, что сосуды под давлением, скрепленные обручем, которые изготовлены способом и устройством настоящего изобретения, также получают преимущество от нагартовки и дробеструйной обработки, имея неожиданное улучшение в характеристиках разрушения по сравнению с эквивалентными известными сосудами под давлением. Это позволяет сосудам под давлением, изготовленным способом и устройством настоящего изобретения, иметь по меньшей мере эквивалентные, а потенциально улучшенные характеристики разрушения при пониженных давлениях нагартовки.
[071] Анализ методом конечных элементов сосуда под давлением, скрепленного обручем, который изготовлен способом и устройством, описанными выше, показал, что внутренний профиль закрытого конца сосудов под давлением согласно настоящему изобретению приводит к заметному снижению максимальных напряжений по сравнению с сосудами под давлением с известным внутренним профилем на закрытом конце.
[072] При использовании анализа методом конечных элементов структура (в данном случае закрытый конец сосуда под давлением) разбивают на множество небольших частей (конечное число элементов) разных типов, размеров и форм. Предполагается, что такие элементы имеют упрощенную модель деформации (линейной или квадратичной и т.д.) и соединены в "узлах", обычно расположенных на углах или краях элементов. Затем элементы собирают математически, используя базовые правила строительной механики, т.е., равновесие сил и непрерывность смещений, что дает большую систему совместных уравнений. Решением системы совместных уравнений можно получить деформированную форму конструкции под нагрузкой, и по этой деформированной форме могут быть вычислены внутренние напряжения и деформации.
[073] Модель для анализа методом конечных элементов была основана на кожухе из алюминиевого сплава 7060 и углеродном композитном рукаве с внутренним диаметром = 88,5 вместе с четырьмя разными наборами размеров для профиля внутренней поверхности сосуда под давлением: Анализ 1, Анализ 2, Анализ 3 и Анализ 4. Анализ методом конечных элементов использовал каждый Анализ со следующими этапами нагрузки: давление нагартовки = 600 бар; рабочее давление = 300 бар; давление испытания - 450 бар и минимальное расчетное разрывное давление = 752 бар, чтобы идентифицировать первое главное напряжение и напряжение по Мизесу при давлении испытания 450 бар после нагартовки. Результаты приведены в Таблице 4, ниже. Анализ 1 соответствует известному сосуду под давлением, отрегулированному для включения трех концентрических пересекающихся радиуса, тогда как Анализ 4 соответствует сосуду под давлением, изготовленному способом и устройством, описанными выше, Анализ 4 является особо предпочтительным вариантом осуществления. Анализы 2 и 3 были включены только для целей сравнения.
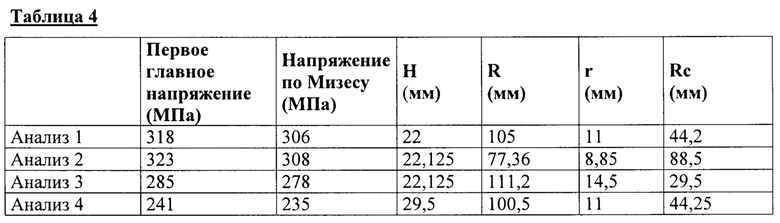
[074] На Фиг. 5а и 5b показаны главные напряжения и напряжения по Мизесу для Анализа 1, и на Фиг. 6а и 6b показаны главные напряжения и напряжения по Мизесу для Анализа 4. На Фиг. 5 и 6 показано, что расположение максимального напряжения в области соединения остается по существу таким же для Анализа 1 и Анализа 4 (то же самое относится к Анализу 2 и Анализу 3, не показаны). На Фиг. 5 и 6 также показано, что в сосудах под давлением типа II, изготовленных способом и устройством, описанными выше, максимальное напряжение по Мизесу остается на внутренней поверхности сосуда под давлением даже после нагартовки. Однако результаты в Таблице 4 четко показывают, что абсолютные значения первого главного напряжения и напряжения по Мизесу значительно ниже для Анализ 4 чем для
любого другого из Анализов. Анализ методом конечных элементов также показывает, что главными факторами, способствующими снижению максимального напряжения, являются значения Н и Rc.
[075] Описанные выше способ и устройство подходят в частности, но без ограничения, для изготовления холодным выдавливанием сосудов под давлением из алюминиевых сплавов серий АА6ХХХ и АА7ХХХ (согласно Реестру 2009 компании the Aluminum Association Inc.) и для кожухов баллонов типа I и типа II, соответственно, которые соответствуют требованиям к усталости стандартов на сосуды под давлением, скрепленные обручами, например, EN12257 и ISO11119-1, и соответствующих стандартов, применяемых в других регионах мира. Более того, с использованием описанных выше способа и устройства баллоны типа II, которые по меньшей мере соответствуют и часто превосходят характеристики разрушения эквивалентных известных баллонов, могут быть изготовлены с применением нагартовки при пониженном давлении.
[076] Следует понимать, что описанные выше варианты осуществления выбраны только как примеры предпочтительных вариантов осуществления. В способ изготовления, устройство для изготовления и в сосуды под давлением, полученные с использованием описанных выше способа и устройства, могут быть внесены изменения, но без нарушения объема изобретения, определенного прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАЙНЕРА ДЛЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2652413C2 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| ВЕНТИЛЬ И ВЕНТИЛЬ-РЕГУЛЯТОР ДЛЯ ИСПОЛЬЗОВАНИЯ С БАЛЛОНАМИ ДЛЯ СЖАТОГО ГАЗА, В ЧАСТНОСТИ КИСЛОРОДНЫМИ БАЛЛОНАМИ | 2004 |
|
RU2338944C2 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) | 2004 |
|
RU2331830C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| КОНИЧЕСКИЙ МЕТАЛЛИЧЕСКИЙ СТАКАН И СПОСОБ ЕГО ФОРМОВАНИЯ | 2019 |
|
RU2781951C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
Изобретение относится к области изготовления сосуда высокого давления. Закрытый сосуд высокого давления сформован из выдавливаемого в процессе экструзии металла. Сосуд содержит секцию закрытого конца, цилиндрическую боковую стенку с внутренним диаметром в поперечном сечении, фланец и горловину и имеет продольную ось симметрии, причем профиль внутренней поверхности секции закрытого конца включает центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с разными значениями радиусов кривизны их поверхностей R, r и Rc соответственно, причем указанные крайнее кольцо, по меньшей мере одно промежуточное кольцо и центральная секция образуют поверхность, соединяющую цилиндрическую боковую стенку с центральной точкой, в которой секция закрытого конца пересекает продольную ось симметрии, причем поперечное сечение через стык крайнего кольца с цилиндрической боковой стенкой пересекает продольную ось симметрии на осевом расстоянии Н от указанной центральной точки и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра. Сосуд может быть изготовлен холодным или теплым выдавливанием и имеет эквивалентный или увеличенный срок службы по сравнению с известными сосудами, изготовленными горячим выдавливанием, 4 н. и 18 з.п. ф-лы, 6 ил., 6 табл.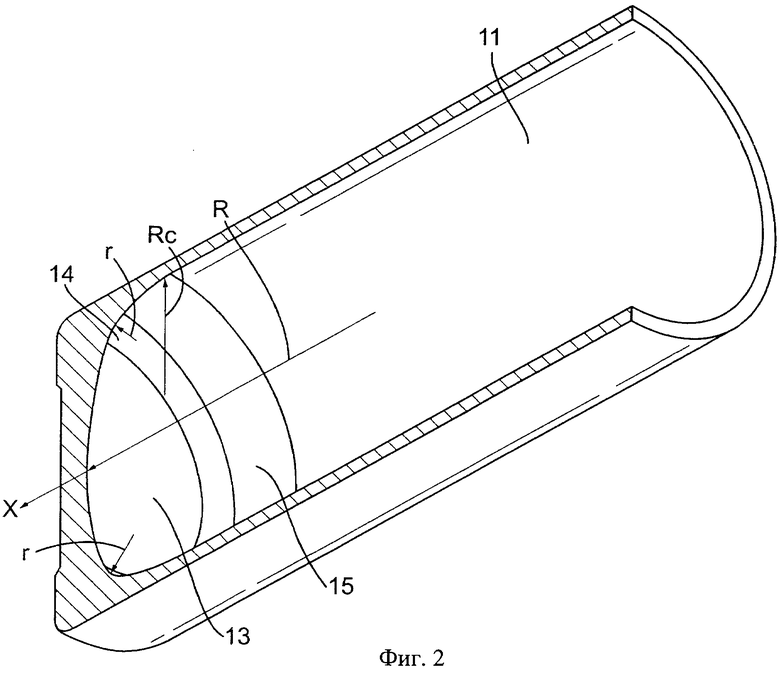
1. Способ формования закрытого сосуда высокого давления, включающий: размещение металлической заготовки в матрице пресса для экструдирования, причем упомянутая заготовка имеет ось и переднюю поверхность;
экструдирование заготовки с использованием пуансона с продольной осью симметрии, областью торцевой поверхности и цилиндрической боковой стенкой, обеспечивающего выдавливание металла заготовки посредством введения области торцевой поверхности пуансона в переднюю поверхность заготовки по оси заготовки с выдавливанием металла в пространство между пуансоном и матрицей и по цилиндрической боковой стенке пуансона с формированием экструдата; и
удаление экструдата из матрицы и изменение формы открытого конца экструдата для формирования фланца и горловины, при этом указанная область торцевой поверхности пуансона имеет профиль поверхности, включающий центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с разными значениями радиусов кривизны их поверхностей R, r и Rc соответственно,
причем указанные крайнее кольцо, по меньшей мере одно промежуточное кольцо и центральная секция вместе образуют поверхность, соединяющую
цилиндрическую боковую стенку пуансона с центральной точкой, в которой область торцевой поверхности пуансона пересекает продольную ось симметрии пуансона, причем поперечное сечение пуансона через стык крайнего кольца с цилиндрической боковой стенкой пересекает продольную ось симметрии пуансона на осевом расстоянии Н от указанной центральной точки и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра, где внутренним диаметром является диаметр поперечного сечения цилиндрической боковой стенки пуансона.
2. Способ по п. 1, отличающийся тем, что осевое расстояние Н находится в интервале от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра.
3. Способ по п. 1 или 2, отличающийся тем, что центральная секция имеет радиус кривизны R в интервале от 0,5 внутреннего диаметра до 1,2 внутреннего диаметра.
4. Способ по любому из пп. 1-3, отличающийся тем, что по меньшей мере одно промежуточное кольцо имеет радиус кривизны r в интервале от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра.
5. Способ по любому из пп. 1-4, отличающийся тем, что область торцевой поверхности пуансона имеет профиль поверхности, включающий по меньшей мере два промежуточных кольца с разным радиусом кривизны поверхности.
6. Способ по любому из пп. 1-5, отличающийся тем, что крайнее кольцо имеет радиус кривизны Rc, по существу равный внутреннему диаметру/2.
7. Пресс для производства закрытого сосуда высокого давления, содержащий матрицу для приема металлической заготовки экструдируемого металла и пуансон, имеющий продольную ось симметрии, область торцевой поверхности и цилиндрическую боковую стенку, причем область торцевой поверхности пуансона имеет профиль поверхности, включающий центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с разными значениями радиусов кривизны их поверхностей R, r и Rc соответственно, причем указанные крайнее кольцо, по меньшей мере одно промежуточное кольцо и центральная секция вместе образуют поверхность, соединяющую цилиндрическую боковую стенку пуансона с центральной точкой, в которой область торцевой поверхности пуансона пересекает продольную ось симметрии пуансона,
причем поперечное сечение пуансона через стык крайнего кольца с цилиндрической боковой стенкой пересекает продольную ось симметрии пуансона на осевом расстоянии Н от указанной центральной точки и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра, где внутренним диаметром является диаметр поперечного сечения цилиндрической боковой стенки пуансона.
8. Пресс по п. 7, отличающийся тем, что осевое расстояние Н равно внутреннему диаметру/3.
9. Пресс по п. 7, отличающийся тем, что центральная секция имеет радиус кривизны R, равный 1,1 внутреннего диаметра.
10. Пресс по любому из пп. 7-9, отличающийся тем, что промежуточное кольцо имеет радиус кривизны r в интервале от 0,12 внутреннего диаметра до 0,13 внутреннего диаметра.
11. Пресс по любому из пп. 7-10, отличающийся тем, что область торцевой поверхности пуансона имеет профиль поверхности, включающий по меньшей мере два промежуточных кольца с разным радиусом кривизны поверхности.
12. Пресс по любому из пп. 7-11, отличающийся тем, что крайнее кольцо имеет радиус кривизны Rc в интервале от  внутреннего диаметра до
внутреннего диаметра до  внутреннего диаметра.
внутреннего диаметра.
13. Закрытый сосуд высокого давления, сформованный из выдавливаемого в процессе экструзии металла, включающий секцию закрытого конца, цилиндрическую боковую стенку с внутренним диаметром в поперечном сечении, фланец и горловину и имеет продольную ось симметрии, причем профиль внутренней поверхности секции закрытого конца включает центральную секцию, по меньшей мере одно промежуточное кольцо и крайнее кольцо с разными значениями радиусов кривизны их поверхностей R, r и Rc соответственно,
причем указанные крайнее кольцо, по меньшей мере одно промежуточное кольцо и центральная секция образуют поверхность, соединяющую цилиндрическую боковую стенку с центральной точкой, в которой секция закрытого конца пересекает продольную ось симметрии,
причем поперечное сечение через стык крайнего кольца с цилиндрической боковой стенкой пересекает продольную ось симметрии на осевом расстоянии Н от указанной центральной точки и причем осевое расстояние Н находится в интервале от 0,28 внутреннего диаметра до 0,5 внутреннего диаметра.
14. Сосуд по п. 13, отличающийся тем, что осевое расстояние Н находится в интервале от 0,3 внутреннего диаметра до 0,4 внутреннего диаметра.
15. Сосуд по п. 13 или 14, отличающийся тем, что центральная секция имеет радиус кривизны R в интервале от 0,5 внутреннего диаметра до 1,2 внутреннего диаметра.
16. Сосуд по любому из пп. 13-15, отличающийся тем, что промежуточное кольцо имеет радиус кривизны r в интервале от 0,1 внутреннего диаметра до 0,5 внутреннего диаметра.
17. Сосуд по любому из пп. 13-16, отличающийся тем, что профиль внутренней поверхности секции закрытого конца включает по меньшей мере два промежуточных кольца с разным радиусом кривизны поверхности.
18. Сосуд по любому из пп. 13-17, отличающийся тем, что крайнее кольцо имеет радиус кривизны Rc от 1/5 внутреннего диаметра до 1 внутреннего диаметра.
19. Сосуд по любому из пп. 13-18, отличающийся тем, что он выполнен из алюминиевого сплава серии АА6ХХХ.
20. Сосуд по любому из пп. 13-18, отличающийся тем, что он выполнен из алюминиевого сплава серии АА7ХХХ.
21. Сосуд высокого давления, содержащий закрытый сосуд высокого давления по любому из пп. 13-20 и рукав из композитного материала.
22. Сосуд по п. 21, отличающийся тем, что композитный материал включает одно или больше из углеродных волокон, базальтовых волокон, арамидных волокон и стекловолокна.
| US 6491182 B1, 10.12.2002 | |||
| Устройство для обратного прессования изделий | 1989 |
|
SU1796309A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| DE 202006019115 U1, 30.04.2008. | |||

