Настоящее изобретение относится к способам и устройствам обработки непрерывного листового материала. В частности, оно относится к обработке непрерывного листового материала для использования при изготовлении стержнеобразных изделий, например, фильтрующих элементов для курительных изделий.
Для изготовления фильтрующих элементов, как правило, плоский непрерывный листовой материал проталкивают в стержень круглой формы, стержень может быть затем разделен на отдельные фильтрующие элементы. Эти стержнеобразные фильтрующие элементы имеют внутреннюю структуру, по существу, случайного порядка. Тем не менее, материал фильтрующего элемента и в особенности его расположение в фильтрующем элементе может влиять на качество фильтра и его воспроизводимость.
Существует потребность в способе и устройстве обработки листового материала для использования при изготовлении стержнеобразных изделий, которые учитывают недостатки способов известного уровня техники. В особенности существует потребность в таких способах и устройствах, которые обеспечивают возможность производства фильтрующих элементов для курительных изделий, имеющих хорошую воспроизводимость.
В соответствии с одним из аспектов настоящего изобретения предлагается способ обработки непрерывного листового материала для использования при изготовлении стержнеобразных изделий, таких как, например, фильтрующие элементы для курительных изделий. Способ включает этап обеспечения непрерывного листового материала, содержащего гофрирующую структуру, при этом гофрирующая структура проходит в продольном направлении непрерывного листового материала. Он дополнительно включает этап обеспечения первого валка и второго валка. Первый валок и второй валок содержат несколько проходящих по окружности кулачков. Проходящие по окружности кулачки первого валка и проходящие по окружности кулачки второго валка взаимодействуют друг с другом. Еще один этап включает направление непрерывного листового материала, содержащего гофрирующую структуру, между проходящими по окружности кулачками первого валка и второго валка. Таким образом, непрерывный листовой материал, содержащий гофрирующую структуру, проходящую в продольном направлении, обеспечивают волнообразной структурой, проходящей в продольном направлении непрерывного листового материала и перекрывающей гофрирующую структуру. Благодаря волнообразной структуре, расположенной в продольном направлении непрерывного листового материала (продольное направление также соответствует направлению перемещения непрерывного листового материала), листовой материал, содержащий гофрирующую структуру и содержащий волнообразную структуру, затем может быть согнут или сжат в поперечном направлении листового материала (или в поперечном направлении к направлению перемещения листового материала) в соответствии с волнообразной структурой. Волнообразная структура определяет способ, которым сгибают листовой материал при сжатии. Перекрывающая волнообразная структура имеет размеры в направлении, перпендикулярном к плоскости, образованной листовым материалом, размеры которого по меньшей мере в этом перпендикулярном направлении больше, чем размеры гофрирующей структуры в указанном перпендикулярном направлении.
При выполнении способа обработки непрерывный листовой материал направляют между первым и вторым валками, и, таким образом, между проходящими по окружности кулачками первого и второго валков. Взаимодействующие кулачки принудительно задают волнообразную форму непрерывного листового материала, определяемую кулачками, когда листовой материал проходит между двумя валками. Таким образом, волнообразную структуру накладывают на непрерывный листовой материал и создают в нем, при этом волнообразная структура перекрывает гофрирующую структуру, уже присутствующую в листовом материале. После обеспечения листового материала волнообразной структурой, листовой материал уже в определенной мере согнут по ширине листового материала. При дальнейшем сгибании листовой материал приобретает волнообразную структуру и его дополнительно уменьшают по ширине за счет сжатия в поперечном направлении. Листовой материал сжимают до окончательной, например, круглой формы. Случайный характер при сгибании гофрированного листового материала в форму стрежня может быть по меньшей мере частично заменен предопределенной и организованной структурой, задаваемой волнообразной структурой. Четко определенная структура представляет сообразную характеристику или качество, изготавливаемого таким образом изделия, например, постоянное сопротивление втягиванию на длину фильтрующего элемента. Кроме того, создание четко определенной структуры фильтрующего элемента также обеспечивает высокую воспроизводимость фильтрующих элементов с одинаковыми характеристиками. Это особенно удобно при изготовлении коротких фильтрующих элементов. В коротких фильтрующих элементах нерегулярные структуры могут иметь более заметное влияние на характеристику фильтра, чем в длинных фильтрующих элементах, где нерегулярности по меньшей мере до некоторой степени могут быть компенсированы. Сгибание листового материала дополнительно поддерживает гофрирующая структура. Гофрирующая структура, которая также расположена в продольном направлении, облегчает сгибание или сжатие листового материала в поперечном к продольному направлению листового материала. Вдобавок, гофрирующая структура поддерживает создание продольных каналов между изгибами листового материала и вдоль согнутого листового материала. Таким образом, гофрирующая структура, следующая в основном за волнообразной структурой, также поддерживает изготовление воспроизводимых изделий.
Два валка, снабженные кулачками, воздействуют на листовой материал в локализованной форме. Кулачки валков действуют, по существу, только вдоль линии, которая проходит по ширине листового материала. Таким образом, после структурирования листового материала напряжение в материале может быть сведено к минимуму - по времени и по месту. Таким образом, хрупкие материалы, например, с низким пределом прочности на разрыв также могут быть обеспечены перекрывающей структурой. Это позволяет использовать широкий ряд материалов для изготовления стержнеобразных элементов, имеющих структуру высокого порядка. Кроме того, из-за малого и короткого времени контакта кулачков с листовым материалом при структурировании листового материала, и в связи с тем, что кулачки прокатывают в то время, когда листовой материал проходит между валками, электростатический заряд материала или нагрев листового материала при прохождении между валками может быть сведен к минимуму. Обеспечение непрерывного листового материала волнообразной структурой для более контролируемых характеристик сгибания может быть благоприятным при сгибании любого вида листового материала. Тем не менее, это особенно удобно, когда пластиковый материал или материал, который нелегко удерживает свое положение в согнутом состоянии, должен быть приведен в форму стрежня.
Предпочтительно, листовой материал представляет собой пленку, изготовленную из пластмассового материала, например листового материала, изготовленного из или содержащего биополимер, такой как полимолочная кислота (PLA), или листового материала, содержащего материал на основе целлюлозы, например, бумагу, или материала, содержащего табак, например, табачный лист. В качестве альтернативы листовой материал может представлять собой металлическую фольгу или слоистые структуры, такие как ламинаты, содержащие два или более слоев, выбранных, например, из бумаги, картона, пластмассы или металла.
Волнообразная структура всегда проходит в продольном направлении непрерывного листового материала, чтобы позволить сгибание листового материала в поперечном направлении непрерывного листового материала. В этом отношении волнообразная структура может проходить в строго продольном направлении, а также в продольных направлениях, незначительно отличающихся от строго продольного направления, при этом по-прежнему оставаясь перекрывающей волнообразной структурой в соответствии с настоящим изобретением.
Гофрирующая структура может быть предусмотрена в листовом материале, проходящей в точном продольном направлении, но и в продольных направлениях, незначительно отличающихся от точного продольного направления. Гофрирующая структура также может быть расположена точно параллельно волнообразной накладывающейся структуре или может незначительно отличаться от такого же точного направления волнообразной структуры. Предпочтительно, гофрирующая структура имеет размеры по меньшей мере в направлении, перпендикулярном к плоскости, образованной листовым материалом, которые меньше, чем у волнообразной структуры в этом перпендикулярном направлении. Предпочтительно, размеры гофрирующей структуры перпендикулярно плоскости перемещения листового материала составляют менее приблизительно 0,5 мм, более предпочтительно менее 0,3 мм, например 0,2 мм. Предпочтительно, поперечные размеры гофрирующей структуры, то есть расстояния между отдельными гофрированными складками в листовом материале составляют приблизительно менее 0,5 мм, более предпочтительно менее 0,3 мм, например 0,2 мм. Предпочтительно, гофрирующая структура представляет собой регулярную структуру, например, структуру, по существу, параллельных рифлений.
Согласно одному из аспектов способа в соответствии с изобретением обеспечение непрерывного листового материала, содержащего гофрирующую структуру, волнообразной структурой включает обеспечение непрерывного листового материала волнообразной структурой, имеющей размер от пика волны до впадины волны, или высоту, в диапазоне приблизительно от 10 мм до приблизительно 50 мм, предпочтительно приблизительно от 15 мм до приблизительно 35 мм. Предпочтительно, волнообразная структура описывает синусоидальную траекторию. Предпочтительно, синусоидальная или другой формы - траектория в гофрирующем устройстве имеет длину, соответствующую исходной ширине листового материала, обеспечиваемого волнообразной структурой. Предпочтительно, длина волны волнообразной структуры (расстояние от пика до пика) расположена в диапазоне приблизительно от 5 мм до приблизительно 40 мм, предпочтительно приблизительно от 10 мм до приблизительно 25 мм.
Предпочтительно, расстояние от пика до пика измеряют от центра до центра пиков или от самой высокой точки до самой высокой точки пиков. Предпочтительно, расстояние от впадины до впадины измеряют от центра до центра впадин или от самой глубокой точки до самой глубокой точки впадин.
Согласно другому аспекту способа в соответствии с изобретением способ включает этап обеспечения непрерывного листового материала, содержащего гофрирующую структуру, волнообразной структурой, при этом волнообразная структура содержит такую волнистость наивысшего возможного порядка, что листовой материал, содержащий гофрирующую структуру и содержащий указанную волнообразную структуру после сжатия в соответствии с перекрывающей волнообразной структурой вставляют в окружность, например, на входе воздушного сопла или форматного конуса, входная окружность которого имеет поперечное сечение в диапазоне приблизительно от 10 мм до приблизительно 60 мм, предпочтительно в диапазоне приблизительно от 5 мм до приблизительно 45 мм.
Согласно другому аспекту способа в соответствии с изобретением способ дополнительно включает этап ограничения скручивающего перемещения непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру. Окончательная структура согнутого листового материала дополнительно может находиться под действием ограничения скручивающего перемещения или поворота листового материала. Посредством ограничения скручивающего перемещения уже частично сжатый листовой материал не может вращаться и, таким образом, не может скрутить (регулярную) волнообразную структуру. Таким образом, посредством ограничения скручивающего перемещения может быть дополнительно снижен случайный характер листового материала в упорядочивании листового материала в конечном изделии. Таким образом, дополнительно обеспечивают или оказывают положительное влияние на характеристику конечного изделия.
Ограничение скручивающего перемещения непрерывного листового материала может быть выполнено посредством расположения направляющих, например, на каждой стороне листового материала. Согласно некоторым предпочтительным вариантам выполнения ограничение скручивающего перемещения непрерывного листового материала осуществляют посредством направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, вдоль и предпочтительно между направляющими брусьями, при этом направляющие брусья могут воздействовать на центральную часть непрерывного листового материала. Направляющие брусья, располагаемые с целью воздействия на центральную часть листового материала, не только ограничивают и предотвращают поворот листового материала во время его прохождения вдоль и предпочтительно между направляющими брусьями, но могут также направлять листовой материал в необходимом направлении. Такое необходимое направление может быть задано направлением расположения направляющих брусьев. Предпочтительно, направляющие брусья по меньшей мере частично расположены друг над другом, предпочтительно попеременно смещенными. Затем непрерывный листовой материал направляют между верхним и нижним направляющим брусом или брусьями. Расстояние между направляющими брусьями (в любом направлении) выбирают такое, которое позволяет, по существу, свободное прохождение листового материала вдоль и между направляющими брусьями. На листовой материал, направленный между и вдоль направляющих брусьев, и особенно также направленный вдоль направляющих брусьев по существу, не действует никакая сила, кроме направляющей силы и, возможно, силы, дополнительно сжимающей листовой материал в соответствии с волнообразной структурой. За счет направляющих брусьев никакая сила не действует на листовой материал, которая может наложить еще одну структуру (вслед за волнообразной структурой) на листовой материал.
Термин «центральная часть», применяемый в данном описании, включает все местоположения в плоскости, образованной листовым материалом, местоположения которой расположены ближе к центру, чем кромки боковых сторон листового материала. Предпочтительно, «центральная часть» содержит центральную продольную ось листового материала.
Согласно некоторым аспектам способа в соответствии с изобретением способ дополнительно включает этап уменьшения ширины листового материала после выполнения этапа ограничения скручивающего перемещения листового материала. Таким образом, при ограничении скручивающего перемещения листовой материал в дополнение к этому сжимают и далее приводят к его окончательной форме. Предпочтительно, уменьшение ширины листового материала осуществляют непрерывно. К тому же ширину уменьшают при непрерывном перемещении, при этом не допуская резких изменений направления перемещения листового материала и, таким образом, напряжения в листовом материале. Например, если направляющие брусья, ограничивающие скручивающее перемещение, расположены сходящимися в одной точке, сходящимися в отношении направления перемещения листового материала, то направляемый листовой материал дополнительно сгибают и, следовательно, уменьшают в ширину. Например, также с помощью расположения направляющих брусьев, имеющих (боковое) расстояние между друг другом, которое меньше, чем расстояние от пика волны до пика волны волнообразной структуры, может быть достигнуто дальнейшее уменьшение ширины листового материала.
Согласно другому аспекту способа в соответствии с изобретением способ дополнительно включает этап подачи непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, в машину для изготовления стержней, предпочтительно в форматный конус машины для изготовления стержней. При подаче листового материала в машину для изготовления стержней уже частично сжатый материал сгибают далее в соответствии с волнообразной структурой и приводят к его окончательной форме стержня. Благодаря перекрывающей волнообразной структуре, сгибание из более или менее сжатого непрерывного листового материала в стержнеобразное изделие может быть выполнено контролируемым образом в машине для изготовления стержней.
Согласно еще одному аспекту способа в соответствии с изобретением предлагается непрерывный листовой материал, изготовленный из пластмассового материала. Пластмассовый материал может, например, представлять собой ацетат целлюлозы, например, пленку из PLA (полимолочной кислоты). Четко определенная сгибающаяся структура, которая может быть задана посредством перекрывающей волнообразной структуры, например, также включающая ограничение скручивающего перемещения, особенно удачна при использовании в сочетании с пластмассовым материалом. Пластмассовые материалы, но также другие листовые материалы, зачастую не подвергают сгибанию или изгибанию в форму, отличную от первоначальной формы, которая в настоящем изобретении, по существу, представляет собой форму плоского листа. Тем не менее, способ в соответствии с изобретением также применим и к другим листовым материалам, которые должны быть приведены из плоской в трехмерную форму, имеющую четко определенную структуру. Предпочтительно, трехмерная форма имеет форму с круглым или овальным поперечным сечением, но не ограничена ими.
Согласно другому аспекту настоящего изобретения предлагается устройство для обработки непрерывного листового материала, содержащего гофрирующую структуру, для использования при изготовлении стержнеобразных изделий, таких как, например, фильтрующих элементов для курительных изделий. Устройство содержит первый валок и второй валок. Каждый первый валок и второй валок содержит несколько проходящих по окружности кулачков. Кроме того, первый валок и второй валок расположены так, чтобы обеспечить возможность проходящим по окружности кулачкам первого валка и проходящим по окружности кулачкам второго валка взаимодействовать друг с другом. К тому же непрерывный листовой материал, содержащий гофрирующую структуру, может быть обеспечен волнообразной структурой, перекрывающей гофрирующую структуру и проходящей в продольном направлении непрерывного листового материала, при направлении непрерывного листового материала, содержащего гофрирующую структуру, между проходящих по окружности кулачков первого валка и проходящих по окружности кулачков второго валка.
Преимущества аспектов устройства согласно изобретению были описаны выше в сочетании с соответствующими аспектами способа, поэтому они не будут описаны еще раз.
Предпочтительно, проходящие по окружности кулачки каждого из нескольких проходящих по окружности кулачков первого и второго валка расположены на равном расстоянии друг от друга и параллельно друг другу. Предпочтительно, первый и второй валки расположены таким образом, что проходящие по окружности кулачки лежат в плоскостях, параллельных направлению перемещения листового материала. Первый валок и второй валок дополнительно расположены с возможностью обеспечения прохождения непрерывного листового материала между кулачками первого и второго валков так, чтобы не блокировать перемещение листового материала, но обеспечивать достаточную силу или давление на листовой материал с целью наложения формы кулачков на материал.
Согласно одному из аспектов устройства в соответствии с настоящим изобретением между проходящими по окружности кулачками первого валка и проходящими по окружности кулачками второго валка предусмотрен зазор постоянной ширины. Ширина зазора для материала из ацетата целлюлозы, такого как пленка из PLA (полимолочной кислоты), предпочтительно расположена в диапазоне приблизительно от 0,2 мм до приблизительно 3 мм, более предпочтительно приблизительно от 0,25 мм до приблизительно 2 мм, например, от 0,5 мм до 1,5 мм.
Пленка из полимолочной кислоты может иметь толщину в диапазоне приблизительно от 10 микрон до приблизительно 150 микрон, предпочтительно 50 микрон плюс или минус 5 микрон. Предпочтительно, непрерывный листовой материал имеет ширину приблизительно от 150 мм до приблизительно 270 мм.
В качестве общего правила, когда термин «приблизительно» применяют в сочетании с конкретной величиной в данной заявке, следует понимать, что величина, следующая за термином «приблизительно», не обязательно должна точно равняться конкретной величине по техническим соображениям. Тем не менее, термин «приблизительно», используемый в сочетании с конкретной величиной, всегда следует расценивать как включающий в себя и явным образом выражающий конкретную величину, следующую за термином «приблизительно».
В зависимости от вида и толщины листового материала с целью обеспечения волнообразной структуры и размеров гофрирующей структуры, уже содержащейся в листовом материале, размер зазора может быть выбран и приспособлен соответствующим образом. Например, в зазоре непостоянной ширины область между пиками волн кулачков одного валка и впадинами волн соответствующих кулачков другого валка может быть меньше, чем области между пиками и впадинами для облегчения сгибания листового материала в области пиков волн образованной таким образом волнообразной структуры.
Согласно другому аспекту устройства в соответствии с изобретением расстояние между соседними проходящими по окружности кулачками первого валка находится в диапазоне приблизительно от 5 мм до приблизительно 40 мм, предпочтительно приблизительно от 15 мм до приблизительно 25 мм. Предпочтительно, длина проходящих по окружности кулачков первого валка расположена в диапазоне приблизительно от 10 мм до приблизительно 50 мм, более предпочтительно приблизительно от 15 мм до приблизительно 35 мм. В предпочтительных вариантах выполнения расстояние между соседними проходящими по окружности кулачками второго валка и длина кулачков второго валка находится в диапазоне тех же параметров, которые определены для первого валка.
Согласно другому аспекту устройства в соответствии с настоящим изобретением устройство дополнительно содержит направляющие брусья. Направляющие брусья расположены своими продольными осями в направлении перемещения непрерывного листового материала для направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего перекрывающую волнообразную структуру, вдоль направляющих брусьев в направлении перемещения, тем самым ограничивая скручивающее перемещение листового материала. Предпочтительно, волнообразная структура проходит вдоль направляющих брусьев, например, с помощью одной или нескольких кривых волнообразной структуры, проходящих вдоль верхних сторон направляющих брусьев.
Направляющие брусья могут быть дополнительно расположены рядом друг с другом, и на заданном расстоянии друг от друга, и со смещением перпендикулярно к плоскости перемещения сплошного листового материала. Таким образом, соседние направляющие брусья имеют смещение в направлениях, противоположных друг другу, для обеспечения направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего перекрывающую структуру, расположенную волнообразно между и вдоль направляющих брусьев в направлении перемещения.
Направляющие брусья расположены дальше по ходу от первого и второго валка, дальше по ходу с учетом направления перемещения непрерывного листового материала. Посредством этого листовой материал, обеспеченный перекрывающей структурой, направляют до и во время приведения к его окончательной форме. Форму волнообразной структуры поддерживают или стабилизируют посредством направляющих брусьев. Направляющие брусья могут, в частности, ограничивать или предотвращать скручивающее перемещение листового материала. Предпочтительно, направляющие брусья входят в волны волнообразной структуры и по меньшей мере частично принимают волнообразную структуру. Предпочтительно, направляющие брусья расположены точно в направлении перемещения листового материала. Тем не менее, направления, отклоняющиеся от точного направления перемещения, также поддерживают и направляют листовой материал во время перемещения в направлении перемещения.
Согласно другому аспекту устройства в соответствии с изобретением направляющие брусья расположены с расстоянием между расположенными раньше по ходу концами соседних направляющих брусьев, которое больше, чем расстояние между расположенными дальше по ходу концами соседних направляющих брусьев. При таком расположении направляющие брусья образуют направление, сходящееся вдоль длины направляющих брусьев. Предпочтительно, сходящееся направление соответствует направлению расположения центрального направляющего бруса. Предпочтительно, центральный направляющий брус представляет собой средний направляющий брус из общего нечетного числа направляющих брусьев. Тем не менее, центральный направляющий брус предпочтительно расположен в центре листового материала, проходит по центральной продольной оси листового материала.
Сходящееся направление, образованное направляющими брусьями, передают на листовой материал, направляемый вдоль или между и вдоль направляющих брусьев. Этим самым ограничено не только скручивающее перемещение листового материала, материал также дополнительно уменьшают в ширину, поддерживая в то же время формирование организованной структуры.
Согласно дополнительному аспекту данного устройства в соответствии с изобретением направляющие брусья в нечетном общем количестве расположены рядом друг с другом. Ширина расположенного раньше по ходу конца по меньшей мере одного направляющего бруса больше, чем ширина расположенного дальше по ходу конца данного направляющего бруса. Предпочтительно, расположенные раньше по ходу концы всех направляющих брусьев имеют ширину большую, чем ширина расположенных дальше по ходу концов соответствующих направляющих брусьев.
При нечетном числе направляющих брусьев, например, при трех или более, центральный направляющий брус может предусматривать оси симметрии в листовом материале. Небольшие, расположенные дальше по ходу концы направляющих брусьев позволяют плавное направление листового материала вдоль и за пределы направляющих брусьев. В частности, поскольку материал также сгибают дальше по ходу от направляющих брусьев, предусмотрено достаточное пространство для листового материала, когда его еще направляют на направляющих брусьях или с их помощью.
Согласно другому аспекту настоящего изобретения предлагается установка, содержащая устройство в соответствии с изобретением, описанным выше. Устройство расположено между гофрирующим устройством для обеспечения непрерывного листового материала гофрирующей структурой, проходящей в продольном направлении непрерывного листового материала, и машиной для изготовления стержней. В этом отношении длина первого валка и длина второго валка меньше, чем ширина выпускного отверстия гофрирующего устройства, и больше, чем ширина впускного отверстия машины для изготовления стрежней.
Устройство в соответствии с настоящим изобретением, таким образом, получает гофрированный листовой материал из гофрирующего устройства, а затем подает листовой материал, который теперь обеспечен перекрывающей волнообразной структурой, в машину для изготовления стержней. К тому же листовой материал может быть гофрирован и непрерывно согнут из плоской формы в окончательную форму стержня. Вдобавок, путем размещения устройства в соответствии с изобретением между гофрирующим устройством и машиной для изготовления стержней, процесс образования стержней, известный и применяемый, например, в табачной промышленности для изготовления фильтрующих элементов, может быть усовершенствован без необходимости изменения предыдущих и последующих процессов или деталей машин. Устройство в соответствии с настоящим изобретением может быть введено в существующие производственные установки для усовершенствования изготовления стержнеобразных изделий.
Способ и устройство в соответствии с изобретением предпочтительно применяют при изготовлении фильтрующих элементов для курительных изделий, таких как, например, сигареты или другие изделия, генерирующие аэрозоль, такие как, например, применяемые в электронных устройствах.
Другие дающие преимущества аспекты устройства и способа, предлагаемых согласно изобретению, станут очевидными из следующего ниже описания вариантов выполнения изобретения с помощью графических материалов, на которых:
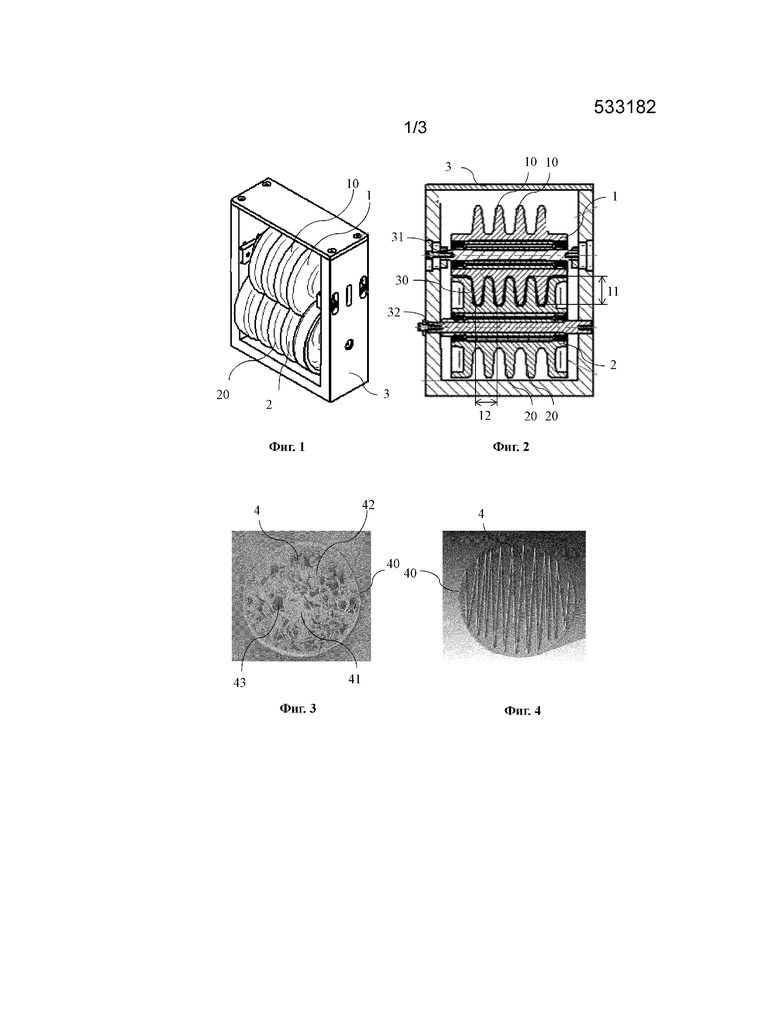
на Фиг. 1 представлен вид в перспективе устройства согласно изобретению;
на Фиг. 2 представлено поперечное сечение устройства, показанного на Фиг. 1, выполненное вдоль средней плоскости, проходящее через и вдоль центральной оси первого и второго валка;
на Фиг. 3 и Фиг. 4 показаны поперечные сечения стержнеобразного изделия со структурой случайного порядка (Фиг. 3) и оптимизированного порядка (Фиг. 4);
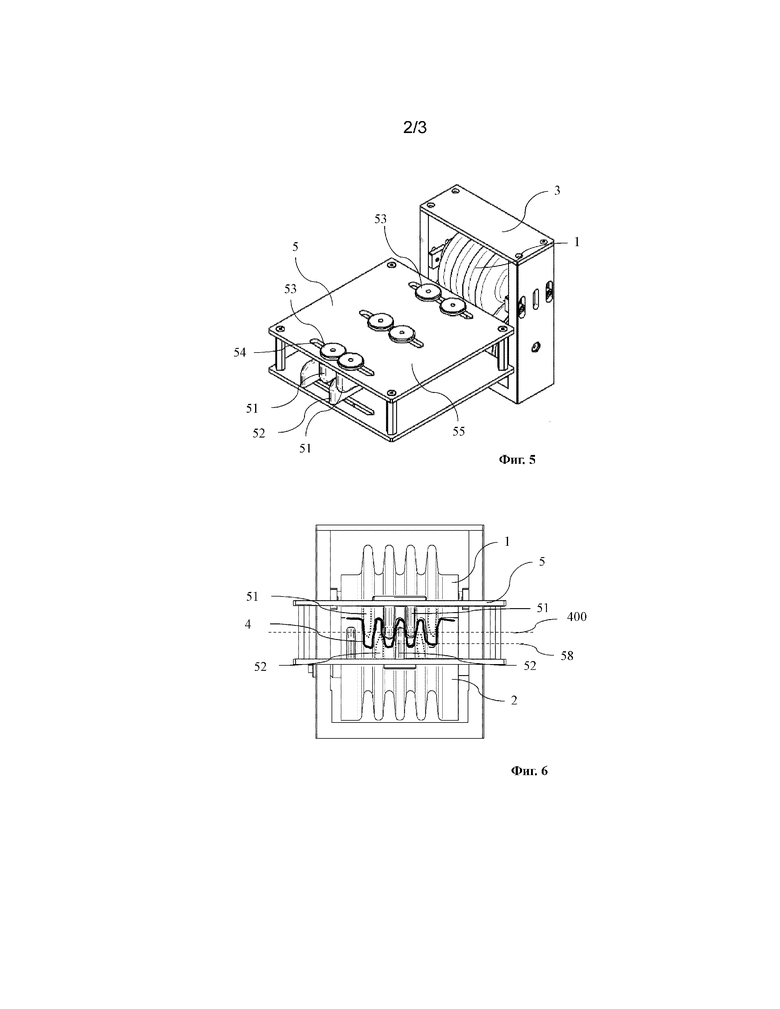
на Фиг. 5 представлено устройство в соответствии с Фиг. 1, снабженное блоком предотвращения вращения;
на Фиг. 6 представлен вид спереди устройства согласно изобретению в соответствии с Фиг. 5;
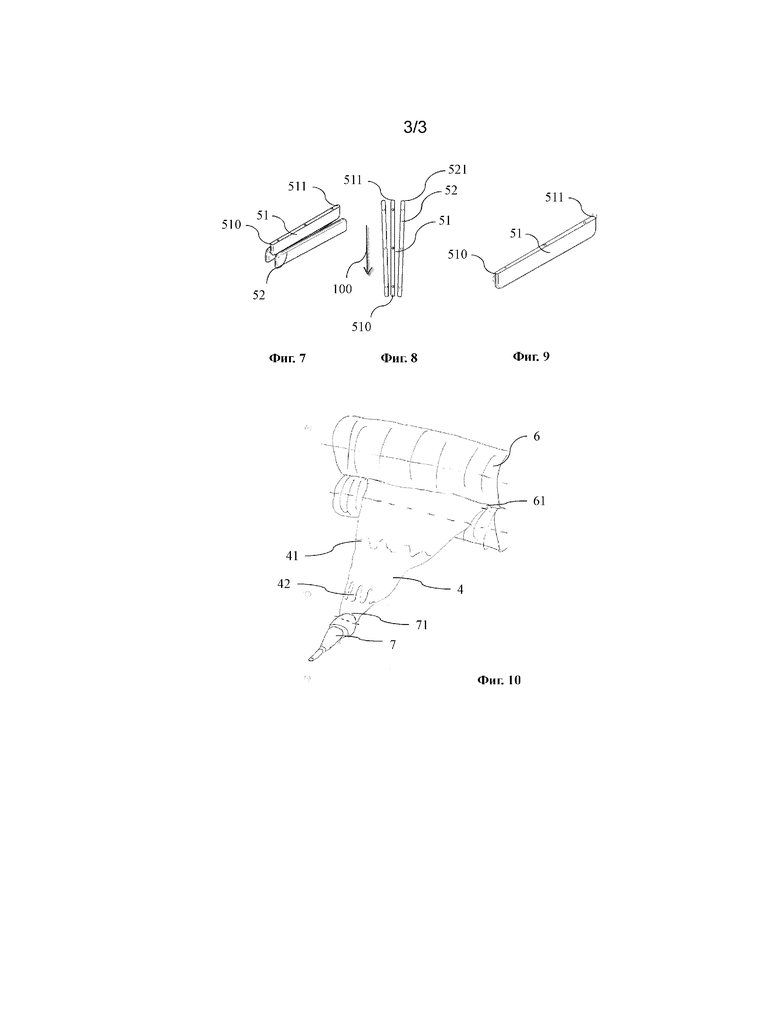
на Фиг. 7 и Фиг. 8 представлены вид в перспективе и вид сверху расположений направляющих брусьев;
на Фиг. 9 показан вариант выполнения направляющего бруса;
на Фиг. 10 приведено схематическое изображение процесса обработки непрерывного листового материала в форму стержня.
На Фиг. 1 и Фиг. 2 первый валок 1 и второй валок 2 расположены друг над другом и удерживаются в каркасе 3 с помощью соответствующих осей 31, 32 первого и второго валка в 1, 2. Каждый первый валок 1 и второй валок 2 снабжены несколькими проходящими по окружности кулачками 10, 20. Кулачки 10, 20 каждого валка 1, 2 расположены параллельно друг другу и равномерно распределены по всей длине каждого валка 1, 2.
Первый и второй валок 1, 2 расположены таким образом, что проходящие по окружности кулачки 10 первого валка 1 и проходящие по окружности кулачки второго валка 2 взаимодействуют друг с другом. Валки также расположены таким образом, что образуют зазор 30 между кулачками 10, 20 первого и второго валка в 1, 2. Предпочтительно, форма кулачков 10 первого валка 1 и форма кулачков 20 второго валка 2 соответствуют друг другу так, чтобы образовывать постоянный зазор 30 вдоль длины валков 1, 2 при взаимодействии кулачков 10, 20. Высота 11 кулачков 10, 20, то есть расстояние между пиком волны и впадиной волны, может быть расположена в диапазоне приблизительно от 25 мм до приблизительно 30 мм, например, 28 мм, и расстояние от кулачка до кулачка (расстояние от пика волны до пика волны) может быть приблизительно от 15 мм до приблизительно 25 мм, например, 20 мм, для круглой формы, образуемой листовым материалом на входе машины для изготовления стержней, вход которой имеет круглый диаметр от приблизительно 25 мм до приблизительно 30 мм, например 27 мм.
Посредством вертикальной регулировки одного или обоих валков 1, 2 или посредством замены первого валка 1 или второго валка 2, может быть отрегулирована ширина зазора 30 или форма зазора 30 . Зазор 30 регулируют, чтобы позволить листу материала проходить между первым и вторым валком 1, 2. Зазор 30 также регулируют, чтобы принудительно задать волнообразную структуру, соответствующую форме взаимодействующих кулачков 10, 20 первого и второго валков 1, 2, непрерывного листового материала, направляемого между кулачками. Форма зазора 30 может быть предусмотрена с целью гарантирования, что листовой материал 4 с заданной шириной может полностью соответствовать волнообразному конструктивному исполнению кулачков 10, 20 валков. Предпочтительно, листовой материал проходит по всей длине валков 1, 2, и материал не выходит за пределы валков в процессе изготовления. Предпочтительно, зазор 30 дополнительно регулируют в зависимости от толщины и жесткости листового материала, подлежащего обработке. Предпочтительно, зазор между кулачками двух валков расположен в диапазоне приблизительно от 0,2 мм до приблизительно 3 мм, более предпочтительно приблизительно от 0,25 мм до 2 мм, например, от 0,5 мм до 1,5 мм.
При направлении непрерывного листового материала между первым и вторым валками 1, 2 валки начинают вращение вокруг осей 31, 32 посредством силы трения между листовым материалом и кулачками 10, 20. Таким образом, можно избежать или свести к минимуму трение скольжения, которое будет действовать на листовой материал при использовании стационарного элемента для обеспечения волнообразной структуры, путем предоставления двух взаимодействующих валков, вращающихся соответственно по или против направления перемещения листового материала. Сила, действующая на листовой материал и обусловленная валками, расположена и ограничена областью, где взаимодействуют первый и второй валки 1, 2. Эта область взаимодействия в основном ограничена линией, расположенной в поперечном направлении к направлению перемещения листового материала.
Оси 31, 32 также могут быть приведены в движение от внешнего двигателя, и скорости вращения валков 1, 2 могут быть синхронизированы с линейной скоростью (скоростью перемещения) листового материала, направляемого между валками.
На Фиг. 3 показано поперечное сечение стержнеобразного изделия 40 со структурой случайного порядка. Данное стержнеобразное изделие было изготовлено путем сжатия непрерывного плоского листового материала, содержащего гофрирующую структуру, но без перекрывающей волнообразной структуры, в форму стержня, как известно в данной области техники. Вследствие неконтролируемого сгибания листового материала конечный продукт демонстрирует области 41 плотно расположенного листового материала, области 42 неплотного расположения листового материала и области 43 без листового материала (пустоты). Фильтрующие элементы, изготовленные таким образом, имеют характеристики, например, сопротивление втягиванию, которые трудно определить точно. Вдобавок, вследствие случайного порядка воспроизводимость фильтрующих элементов, имеющих те же характеристики, также имеет ограниченные возможности. Это может особенно влиять на курительные изделия, состоящие из нескольких сегментов, при этом каждый сегмент может быть короче, чем в обычных курительных изделиях. Это также может влиять на изделие, где более эффективный материал позволяет производство более коротких сегментов.
На Фиг. 4 показано поперечное сечение стержнеобразного изделия 40 с листовым материалом 4, согнутым согласно способу в соответствии с изобретением, имеющего структуру с оптимизированным порядком. Из фигуры можно отметить усовершенствования по сравнению с Фиг. 3, касающиеся уменьшения пустот и лучшего общего распределения.
На Фиг. 5 блок 5 предотвращения вращения расположен рядом с и дальше по ходу (дальше по ходу по отношению к направлению перемещения листового материала) от первого и второго валков 1, 2. Блок 5 предотвращения вращения содержит два верхних направляющих бруса 51 и один нижний направляющий брус 52, расположенный между двумя верхними направляющими брусьями 51. Верхний и нижний направляющие брусья 51, 52 расположены со смещением в противоположных направлениях, перпендикулярных плоскости перемещения листового материала, в которой листовой материал направлен вдоль и между направляющими брусьями. Направляющие брусья 51, 52 расположены со своими продольными осями, по существу, расположенными в направлении перемещения листового материала. Дополнительные направляющие брусья могут быть расположены рядом с направляющими брусьями 51, 52, чтобы иметь больше направляющих для оставшегося пути гофрированного материала.
Направляющие брусья 51, 52 закрепляют на несущем каркасе 55. Несущий каркас 55 содержит прорези 54, в которых подвижно располагают направляющие брусья 51,52 и фиксируют с помощью крепежных средств 53, например винтов. Прорези 54 позволяют боковое или поперечное (поперечное по отношению к направлению перемещения листового материала) перемещение направляющих брусьев 51, 52. Это позволяет изменение бокового расстояния от и между направляющими брусьями. Такое расстояние между направляющими брусьями 51, 52 может быть постоянным по всей длине направляющих брусьев или может, как на графическом материале, быть уменьшено с увеличением расстояния до валков 1, 2. Другими словами, расположенные раньше по ходу концы 511, 521 соседних направляющих брусьев 51, 52 отстоят друг от друга дальше, чем расположенные дальше по ходу концы 510, 520 соседних направляющих брусьев. Этим самым направляющие брусья описывают сходящееся направление, что также можно видеть на Фиг. 8. Здесь направление перемещения листового материала обозначено стрелкой 100 (показан один верхний направляющий брус 51 и два нижних направляющих бруса 52). При направлении листового материала, обеспеченного волнообразной структурой посредством обработки с помощью первого и второго валков 1, 2, вдоль и между тремя направляющими брусьями 51, 52, волнообразную структуру достигают за счет расположения направляющих брусьев. Верхний и нижний направляющие брусья альтернативно взаимодействуют с формой волны волнообразной структуры листового материала. С одной стороны, это обеспечивает устойчивость листового материала, имеющего волнообразную структуру, к вращательному перемещению (за счет продольного расположения направляющих брусьев подобно боковым стенкам) при последующей обработке. С другой стороны, это обеспечивает возможность дальнейшего сгибания листового материала (за счет уменьшения его ширины) направляющим способом.
На Фиг. 6 показан вид спереди листового материала 4, обрабатываемого в блоке 5 предотвращения вращения. Блок 5 предотвращения вращения расположен параллельно первому и второму валку 1, 2 в таком месте, что листовой материал 4, покидающий зазор 30 первого и второго валка 1, 2, подают между направляющими брусьями 51, 52 блока 5 предотвращения вращения предпочтительно посредством линейного и прямого перемещения. Верхние и нижние направляющие брусья расположены со смещением 58 от плоскости 400 перемещения листового материала 4. Смещение 58 указано только для нижнего направляющего бруса 52.
Рядом с двумя верхними 51 и одним нижним направляющим брусом 52 могут быть расположены дополнительные направляющие брусья, как показано пунктирными линиями. Дополнительные верхние и нижние направляющие брусья 51, 52 также расположены попеременно. Общее число направляющих брусьев 51, 52 является нечетным, чтобы обеспечить симметрию относительно продольной оси нижнего центрально расположенного направляющего бруса 52.
На Фиг. 7 расположены три направляющих бруса 51, 52, сходящиеся в поперечном направлении (поперечном относительно листового материала) подобно Фиг. 5. Направляющие брусья 51, 52 также расположены сходящимися по отношению к плоскости 400 перемещения листового материала 4. Смещение 58 направляющих брусьев по отношению к плоскости 400 перемещения на расположенном раньше по ходу конце 510 направляющих брусьев больше, чем на расположенном дальше по ходу конце 511. Направляющие брусья могут также иметь постоянную ширину, как показано на Фиг. 7, или разную ширину по всей длине направляющего бруса 51, предпочтительно, они имеют меньшую ширину, на расположенном дальше по ходу конце 510, чем на расположенном раньше по ходу конце 511, как показано на Фиг. 9.
На Фиг. 10 показано схематическое изображение процесса обработки непрерывного листового материала 4 в форму стрежня, как предпочтительно применяемую при изготовлении курительных изделий или элементов курительных изделий, таких как фильтрующие элементы. Для наглядности устройство в соответствии с настоящим изобретением было опущено. Тем не менее, волнообразная структура 41, предусмотренная на листовом материале 4, а также структуры, получаемые при дальнейшем сгибании листового материала 4 в форму стержня, обозначены линиями 41, 42. Плоский непрерывный листовой материал 4 обрабатывают и обеспечивают гофрирующей структурой, проходящей в продольном направлении непрерывного листового материала во время направления через два гофрирующих валка 6. Для обеспечения гофрирующей структуры поверхность одного или обоих гофрирующих валков 6 может предусматривать выступы, неровности, режущие кромки, гребни, впадины и т. д., как известно в данной области техники.
Конус или машина для изготовления стержней, например, содержащая форматный конус и воздушное сопло 7, расположены дальше по ходу от гофрирующих валков 6 в направлении перемещения листового материала 4. На своем пути между гофрирующими валками 6 и впускным отверстием 71 воздушного сопла 7, непрерывный листовой материал 4 сгибают из плоской формы в форму стержня, определяемую воздушным соплом 7. Устройство в соответствии с изобретением расположено между гофрирующими валками 6 и воздушным соплом 7 стрежня для обеспечения листового материала 4 волнообразной структурой 41. Ширина первого и второго валков 1,2 устройства в соответствии с изобретением, меньше, чем ширина выпускного отверстия 61 гофрирующих валков 6 и больше, чем ширина впускного отверстия 71 воздушного сопла 7. Предпочтительно, ширина первого и второго валков 1, 2 приспособлена к ширине листового материала 4, и к продольному положению валков 1, 2 между гофрирующим валком 6 и воздушным соплом 7 (продольному по отношению к расстоянию между гофрирующим устройством и машиной для изготовления стержней). Это обеспечивает возможность непрерывного сгибания листового материала 4 без резких изменений ширины или направления потока и, следовательно, уменьшения напряжение в листовом материале 4 при его обработке. Предпочтительно, ширина исходного плоского листового материала 4 (плоского, включая гофрирующую структуру) такова, что после введения листового материала между валками с кулачками, материал проходит к обоим концам валков для использования всей длины валков. Тем не менее, листовой материал предпочтительно не выходит за концы валков, чтобы предотвратить неконтролируемое сжимание листового материала и отсутствие обеспечения листового материала волнообразной структурой. После обеспечения листового материала 4 волнообразной структурой 41 листовой материал сгибают в соответствии с волнообразной структурой и структурировано приводят в его окончательную форму стержня в машине для изготовления стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО ГОФРИРОВАННОГО ЛИСТОВОГО МАТЕРИАЛА | 2014 |
|
RU2674746C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЗИГЗАГООБРАЗНОГО СКЛАДЫВАНИЯ ПОЛОСОВОЙ ПЛЕНКИ | 1996 |
|
RU2113391C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПО СУЩЕСТВУ ПЛОСКОГО НЕПРЕРЫВНОГО МАТЕРИАЛА | 2015 |
|
RU2696400C2 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2763209C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765704C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2757892C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ВЫТЯГИВАНИЯ ПЛЕНОЧНОГО ПОЛОТНА | 2005 |
|
RU2352462C2 |
Способ обработки непрерывного листового материала для использования при изготовлении стержнеобразных изделий включает следующие этапы: обеспечение непрерывного листового материала, содержащего гофрирующую структуру, проходящую в продольном направлении непрерывного листового материала. Он дополнительно включает этап обеспечения первого валка и второго валка, причем первый валок и второй валок содержат несколько проходящих по окружности кулачков, при этом проходящие по окружности кулачки первого валка и проходящие по окружности кулачки второго валка взаимодействуют друг с другом. Способ дополнительно включает этап направления непрерывного листового материала, содержащего гофрирующую структуру, между проходящими по окружности кулачками первого валка и второго валка. Тем самым, непрерывный листовой материал, содержащий гофрирующую структуру, обеспечен волнообразной структурой, волнообразная структура проходит в продольном направлении непрерывного листового материала и перекрывает гофрирующую структуру. 3 н. и 10 з.п. ф-лы, 10 ил.
1. Способ обработки непрерывного листового материала для применения при изготовлении стержнеобразных изделий, причем указанный способ включает этапы:
- обеспечения непрерывного листового материала, содержащего гофрирующую структуру, при этом гофрирующая структура проходит в продольном направлении непрерывного листового материала; обеспечения первого валка и второго валка, при этом первый валок и второй валок содержат несколько проходящих по окружности кулачков, причем проходящие по окружности кулачки первого валка и проходящие по окружности кулачки второго валка взаимодействуют друг с другом;
- направления непрерывного листового материала, содержащего гофрирующую структуру, между проходящими по окружности кулачками первого валка и второго валка, тем самым обеспечивая непрерывный листовой материал, содержащий гофрирующую структуру, проходящую в продольном направлении, волнообразной структурой, причем волнообразная структура проходит в продольном направлении непрерывного листового материала и при этом волнообразную структуру накладывают на гофрирующую структуру,
- ограничения скручивающего перемещения непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, посредством направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, между и вдоль направляющих брусьев, при этом направляющие брусья воздействуют на центральную часть непрерывного листового материала.
2. Способ по п. 1, отличающийся тем, что обеспечение непрерывного листового материала, содержащего гофрирующую структуру, волнообразной структурой включает обеспечение непрерывного листового материала волнообразной структурой, имеющей размеры от пика волны до впадины волны в диапазоне приблизительно от 10 мм до приблизительно 50 мм.
3. Способ по п. 1 или 2, отличающийся тем, что дополнительно включает этап уменьшения ширины непрерывного листового материала после выполнения этапа ограничения скручивающего перемещения листового материала.
4. Способ по любому из пп. 1-3, отличающийся тем, что дополнительно включает этап подачи непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, в машину для изготовления стержней.
5. Способ по любому из пп. 1-4, отличающийся тем, что предусматривает непрерывный листовой материал, изготовленный из пластмассового материала, такого как ацетат целлюлозы.
6. Установка, содержащая устройство обработки непрерывного листового материала, содержащего гофрирующую структуру, для использования при изготовлении стержнеобразных изделий, причем устройство содержит первый валок и второй валок, каждый первый валок и второй валок содержит несколько проходящих по окружности кулачков, причем первый валок и второй валок расположены так, чтобы обеспечить возможность проходящим по окружности кулачкам первого валка и проходящим по окружности кулачкам второго валка взаимодействовать друг с другом для обеспечения непрерывного листового материала, содержащего гофрирующую структуру, волнообразной структурой, наложенной на гофрирующую структуру и проходящую в продольном направлении непрерывного листового материала при направлении непрерывного листового материала, содержащего гофрирующую структуру, между проходящими по окружности кулачками первого валка и проходящими по окружности кулачками второго валка, при этом устройство дополнительно содержит направляющие брусья, каждый из которых имеет продольную ось, причем направляющие брусья расположены своими продольными осями в направлении перемещения непрерывного листового материала для направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, вдоль направляющих брусьев в направлении перемещения, тем самым ограничивая скручивающее перемещение листового материала, при этом устройство расположено между гофрирующим устройством для обеспечения непрерывного листового материала гофрирующей структурой, проходящей в продольном направлении непрерывного листового материала, и машиной для изготовления стержней, и при этом длина первого валка устройства и длина второго валка устройства меньше, чем ширина выпускного отверстия гофрирующего устройства, и больше, чем ширина впускного отверстия машины для изготовления стрежней.
7. Установка по п. 6, содержащая зазор постоянной ширины, располагающийся между проходящими по окружности кулачками первого валка и проходящими по окружности кулачками второго валка.
8. Установка по п. 6, отличающаяся тем, что расстояние между соседними проходящими по окружности кулачками первого валка находится в диапазоне приблизительно от 5 мм до приблизительно 40 мм.
9. Установка по любому из пп.6-8, отличающаяся тем, что в указанном устройстве направляющие брусья дополнительно расположены рядом друг с другом и на заданном расстоянии друг от друга и дополнительно расположены со смещением перпендикулярно к плоскости перемещения сплошного листового материала, при этом соседние направляющие брусья имеют смещение в направлениях, противоположных друг другу, для обеспечения возможности направления непрерывного листового материала, содержащего гофрирующую структуру и содержащего волнообразную структуру, расположенную волнообразно между и вдоль направляющих брусьев в направлении перемещения.
10. Установка по любому из пп. 6-8, отличающаяся тем, что направляющие брусья расположены с расстоянием между расположенными раньше по ходу концами соседних направляющих брусьев, которое больше, чем расстояние между расположенными дальше по ходу концами соседних направляющих брусьев.
11. Установка по п. 9, отличающаяся тем, что направляющие брусья расположены с расстоянием между расположенными раньше по ходу концами соседних направляющих брусьев, которое больше, чем расстояние между расположенными дальше по ходу концами соседних направляющих брусьев.
12. Установка по любому из пп. 6-8, отличающаяся тем, что в указанном устройстве направляющие брусья в нечетном общем количестве расположены рядом друг с другом и при этом ширина расположенного раньше по ходу конца по меньшей мере одного направляющего бруса больше, чем ширина расположенного дальше по ходу конца этого направляющего бруса.
13. Применение способа по любому из пп. 1–5 или установки по любому из пп. 6–12 при изготовлении фильтрующих элементов для курительных изделий, таких как сигареты.
| Висячий замок | 1936 |
|
SU49933A1 |
| US 2873965 A, 17.02.1959 | |||
| US 3472236 A, 14.10.1969. | |||

