Изобретение относится к области технологий производства бронезащитных материалов.
Один из способов упрочнения пористого алюминия заключается в внедрении в его поры керамического материала на основе оксида алюминия (Al2O3). Существуют способы получения керамики на основе оксида алюминия: RU 2176985, RU 2013128751, RU 2128153, RU 2205152, RU 2485074, RU 2280016. Данные способы основаны на процессе спекания заранее изготовленного мелкодисперсного порошка оксида алюминия при больших температурах, но применение данных способов для образования керамического слоя на поверхности пор не применимо ввиду большой температуры спекания, превышающей температуру плавления алюминиевой матрицы. Помимо данного недостатка данными способами невозможно сформировать локализованный объем упрочнения, поскольку не существует способа задать границы его формирования при воздействии высоких температур. Существуют способы получения оксида алюминия на поверхности алюминия, основанные на методе микродугового оксидирования: RU 2123546, RU 2361970, RU 2377341, RU 2483144, RU 2495161. Технический результат данных способов направлен на совершенствование процесса нанесения керамических покрытий на металлы вентильной группы, основной недостаток которых заключается в статическом воздействии электролита на оксидируемый образец, что делает невозможным оксидирование внутриобъемного пространства пористой алюминиевой структуры. Наиболее близким прототипом по способу получения керамического оксида алюминия в объеме пористого алюминия является изобретение RU 2621527, которое состоит в том, что заготовки из пористого открытоячеистого алюминия помещаются в емкость с однокомпонентным электролитом с жидким стеклом и подвергаются микродуговому оксидированию в анодно-катодном режиме с падающей мощностью в течение не менее 120 минут, при оксидировании на заготовках из пористого алюминия осуществляется выступ с прямоугольным профилем со сторонами 10×150 мм, который служит токопроводом для подвода электрического тока, а также в применении в процессе оксидирования системы принудительного охлаждения и компрессора для циркулирования электролита с давлением не менее 0,8 МПа. Причинами, препятствующими получению технического результата данным изобретением, является отсутствие технологических процессов по формированию границ контура локализации объема пор подвергаемых оксидированию и подачи в данный объем электролита, что делает невозможным формирование в единой открытоячеестой алюминиевой матрице двух или более слоев с различными механическими параметрами.
Технический результат изобретения состоит в обеспечении возможности формирования в единой алюминиевой пористой матрице одного или более объемов пор, упрочненных методом микродугового оксидирования, разделенных с неоксидированным объемом пор четкой границей.
Способ производства бронезащитной структуры на основе пористого алюминия с локализованным объемом упрочнения предназначен для формирования в единой алюминиевой пористой матрице одного или более объемов пор, упрочненных методом микродугового оксидирования, разделенных с неоксидированным объемом пор четкой границей. Способ производства включает четыре этапа. На первом этапе производится механическая обработка заготовки из пористого алюминия и придание ей формы, соответствующей геометрии защищаемого объекта. Форма может быть, как пластиной в виде параллепипеда, так и содержать изгибы и углы. Толщина пластины зависит от заданных критериев стойкости, но не может быть мене 10 мм. На одной из торцевых сторон заготовки пластины заранее проектируется и вытачивается выступ высотой не менее 50 мм с поперечным сечением в виде окружности. Диаметр окружности соответствует толщине пластины. Данный профиль служит токопроводом и гидропроводом для подвода электрического тока и электролита объему пор подвергающемуся микродуговому оксидированию. На втором этапе формованная заготовка из пористого алюминия с изготовленным на ней выступом помещается в центрифугу. Центрифуга представляет собой цилиндрическую емкость, на дне которой по центру закреплен вертикальный вал, соединенный с электродвигателем. Перпендикулярно оси вала к нему прикреплены не менее четырех рычагов с расположенными по краям стаканами. Под рычагами расположены нити нагревательного элемента, размещенные радиально относительно дна емкости и оси вала. Под нагревательными элементами расположены лопасти крыльчатки, закрепленной соосно на валу. Заготовки выступами помещаются в стаканы так чтобы стороны не предназначенные для оксидирования располагались во внутрь емкости. Далее берется губчатый мягкий материал, в качестве которого может использоваться войлок либо поролон. Форма материала должна быть идентичной профилю заготовки. Губчатый материал пропитывается заранее подготовленным жидким гидрофобным диэлектрическим полимером. Далее материал крепится к стороне заготовки, не предназначенной для оксидирования клейкой лентой либо проволокой. Аналогичная операция проводится со всеми заготовками помещенными в центрифугу. Далее запускается двигатель центрифуги, заготовки начинают вращаться относительно оси вала. Под действием центростремительной силы жидкий гидрофобный диэлектрический полимер перетекает из губчатого материала в тело заготовки. Одновременно при вращении вала происходит нагрев нитей и выделение тепла, а под действием потоков воздуха, создаваемых крыльчаткой, тепло конвектирует вокруг заготовок. Под действием теплового эффекта жидкий гидрофобный диэлектрический полимер застывает на заданной толщине пористого объема заготовки, тем самым формируя границу локализованного объема, который будет подвержен микродуговому оксидированию за счет образования на стенках пор объема не предназначенного оксидированию тонкого слоя диэлектрика. Время работы центрифуги, а также технологические параметры (скорость вращения, температура нагрева нитей), подбираются опытным путем и зависят от геометрических параметров заготовки и количества необходимых к формированию объемов предназначенных для оксидирования. Если задачей является локализация объема упрочнения, который будет расположен по центру общего объема заготовки, то после пропитки жидким гидрофобным диэлектрическим полимером на заданную толщину с одной стороны расположение заготовок в центрифуге меняется другой стороной, и операция повторяется. На третьем этапе подготовленные после центрифуги заготовки помещаются в установку для последующего оксидирования локализованного объема и наращивания в нем упроченного слоя оксида алюминия. Установка для оксидирования локализованного объема пористого алюминия состоит из ванны, в которую заливается смесь электролита с жидким натриевым стеклом, компрессора для осуществления подачи электролита под давлением, охлаждающего устройства, электрических проводов, распределительной рампы и патрубков, соединяющих элементы установки. Заготовки помещаются в ванну с электролитом выступами вверх, на выступы наматываются электрические провода, которые проходят через патрубки. После надежного подсоединения проводов сверху одеваются резиновые патрубки так, чтобы зона соединения проводов оказалась внутри патрубка. Далее на местах соединения выступа с патрубками затягиваются хомуты для герметизации. Концы патрубков соединяются с распределительной рампой. Особенность патрубков заключается в том, что во внутреннем объеме расположен электрический провод, который через уплотненное отверстие выходит наружу для последующего соединения с энергетической конденсаторной установкой. Распределительная рампа соединяется патрубками с устройством охлаждения электролита, компрессором и ванной в единый контур. Выступы на заготовках обеспечивают непрерывную проводимость электрического тока и подачу под давлением в локализованный объем заготовки электролита. Поскольку на стенки пор остального объема заготовки нанесен слой диэлектрика, то площадь пор заключенная в данном объеме не будет участвовать в электрохимической реакции оксидирования. Упрочненный слой оксида алюминия будет формироваться в заданном локализованном объеме пор. На четвертом этапе заготовки прошедшие стадию формирования локализованного объема упрочнения подвергаются механической обработке, в процессе которой выступы удаляются.
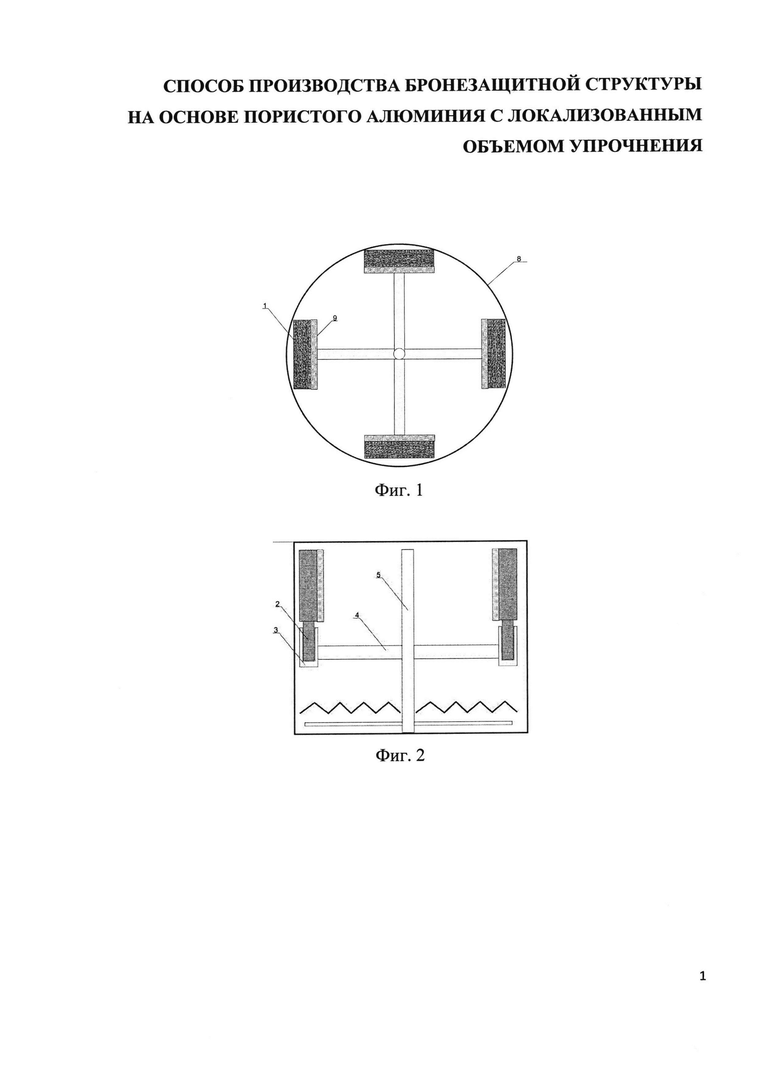
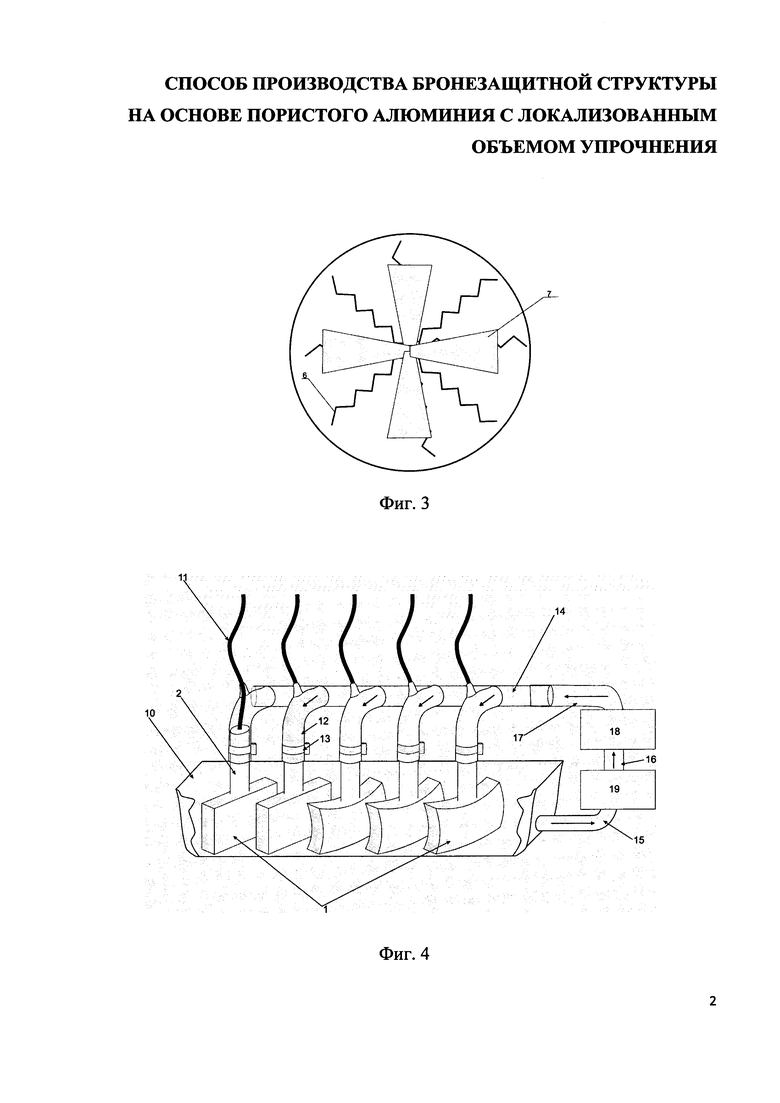
На фиг. 1, фиг. 2 и фиг. 3 изображены виды сверху, сбоку и снизу схемы расположения заготовок из пористого алюминия в центрифуге, где заготовки 1 с выступами 2 помещены в стаканы 3, расположенные на рычагах 4, закрепленных на валу 5, под рычагами расположены нити нагревательного элемента 6 и лопасти крыльчатки 7, все узлы закреплены в корпусе центрифуги 8, к одной из сторон заготовок прикреплен губчатый материал 9. На фиг. 4 изображена схема расположения заготовок из пористого алюминия со сформированным контуром объема упрочнения в установке для оксидирования, где к заготовкам помещенным в ванну с электролитом 10 подсоединены электрические провода 11, находящиеся в патрубках 12, закрепленных одним концом на выступах заготовок хомутами 13, другим концом на распределительной рампе 14, которая патрубками 15, 16 и 17 соединена в единый контур с компрессором 18 и устройством охлаждения электролита 19.
Осуществление способа производства бронезащитной структуры на основе пористого алюминия может быть произведено в следующем примере. Изготавливаются заготовки из пористого алюминия с приданием ей формы соответствующей геометрии защищаемого объекта и выступом (токопроводом и гидропроводом) как представлено на фиг. 4. Далее заготовки выступами 2 помещаются в стаканы центрифуги, как представлено на фиг. 1, фиг. 2 и фиг. 3. Подготавливается губчатый материал 9 путем пропитки его в жидком гидрофобном диэлектрическом полимере, который при помощи проволки или клейкой ленты крепится к стороне заготовки обращенной внутрь центрифуги. Далее запускается центрифуга на заданное время. В процессе вращения полимер перетекает в поры заготовки и под действием конвекции тепла, создаваемой нагревательными элементами 6 и крыльчаткой 7, затвердевает и образует на стенках пор неоксидируемого слоя диэлектрический слой. Затем заготовки помещаются в установку для оксидирования, как показано на фиг. 2. К выступам заготовок подсоединяются провода 11 и патрубки 12, которые закрепляются хомутами 13. Концы проводов подсоединяются к энергетической конденсаторной установке. Далее устройство оксидирования запускается. Компрессор 18 начинает подавать под давлением электролит на распределительную рампу, которая распределяет потоки по патрубкам. Электролит под давлением проникает во внутренний объем заготовки и под воздействием электрического тока происходит электрохимическая реакция на поверхности стенок пор в объеме, который не был подвержен пропитки гидрофобным диэлектрическим полимером. После оксидирования формируется структура сочетающая в себе несколько чередующихся слоев, ограниченных объемом пор с образовавшимся слоем оксида алюминия и без него. После оксидирования заготовки извлекаются из установки, а выступы механическим путем удаляются.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРОНЕЗАЩИТНАЯ СТРУКТУРА НА ОСНОВЕ ПОРИСТОГО АЛЮМИНИЯ С ЛОКАЛИЗОВАННЫМ ОБЪЕМОМ УПРОЧНЕНИЯ | 2018 |
|
RU2680948C1 |
| БРОНЕЗАЩИТНАЯ СТРУКТУРА НА ОСНОВЕ ПОРИСТОГО АЛЮМИНИЯ И СПОСОБ ЕЁ ПРОИЗВОДСТВА | 2016 |
|
RU2621527C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСПОРИСТОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2713763C1 |
| Теплопередающая стенка теплообменника и способ формирования покрытия для интенсификации теплообмена теплопередающей стенки теплообменника | 2021 |
|
RU2793671C2 |
| Способ получения керамоматричного покрытия на стали, работающего в высокотемпературных агрессивных средах | 2018 |
|
RU2678045C1 |
| СПОСОБ ФОРМИРОВАНИЯ БАРЬЕРНОГО ПОКРЫТИЯ НА ПАЯНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОДАХ ГЕНЕРАТОРА ОЗОНА | 2016 |
|
RU2640586C1 |
| Композиционное износостойкое химическое покрытие и способ его получения | 2023 |
|
RU2812435C1 |
| Способ получения функционально-градиентных покрытий на металлических изделиях | 2021 |
|
RU2763698C1 |
| Способ нанесения износостойкого покрытия на сталь | 2017 |
|
RU2695718C1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЕГО ПОВЕРХНОСТИ | 2009 |
|
RU2421536C1 |
Изобретение относится к области технологий производства бронезащитных материалов. Способ включает изготовление заготовок из пористого алюминия с приданием им формы, соответствующей геометрии защищаемого объекта, при этом на торцевой стороне заготовки вытачивают выступ с поперечным сечением в виде окружности для подвода электрического тока и электролита к объему пор, подвергаемых микродуговому оксидированию (МДО), далее контур локализации объема пор, подвергаемого МДО, фиксируют путем пропитки пор неоксидируемого слоя заготовки на заданную глубину гидрофобным диэлектрическим полимером с применением центрифуги, затем проводят упрочнение локализованного объема пор заготовок МДО в ванне с электролитом с применением системы принудительного охлаждения и циркуляции электролита, а после МДО выступы на заготовках механически удаляют. Технический результат: обеспечение возможности формирования в единой алюминиевой пористой матрице одного или более объемов пор, упрочненных методом МДО, разделенных с неоксидированным объемом пор четкой границей. 1 з.п. ф-лы, 4 ил.
1. Способ производства бронезащитной структуры на основе пористого алюминия с локализованным объемом упрочнения, включающий изготовление заготовок из пористого алюминия с приданием им формы, соответствующей геометрии защищаемого объекта, отличающийся тем, что на торцевой стороне заготовки вытачивают выступ с поперечным сечением в виде окружности для подвода электрического тока и электролита к объему пор, подвергаемых микродуговому оксидированию (МДО), далее контур локализации объема пор, подвергаемого МДО, фиксируют путем пропитки пор неоксидируемого слоя заготовки на заданную глубину гидрофобным диэлектрическим полимером с применением центрифуги, затем проводят упрочнение локализованного объема пор заготовок МДО в ванне с электролитом с применением системы принудительного охлаждения и циркуляции электролита, а после МДО выступы на заготовках механически удаляют.
2. Способ по п. 1, отличающийся тем, что принудительную циркуляцию электролита осуществляют непосредственной его подачей под давлением на выступы заготовок через патрубки, подсоединенные к распределительной рампе.
| БРОНЕЗАЩИТНАЯ СТРУКТУРА НА ОСНОВЕ ПОРИСТОГО АЛЮМИНИЯ И СПОСОБ ЕЁ ПРОИЗВОДСТВА | 2016 |
|
RU2621527C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 1991 |
|
RU2026890C1 |
| Блочко для гиревых часов | 1927 |
|
SU8198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ | 0 |
|
SU346398A1 |

