ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к пропитанным смолой негибким композитным фермовым конструкциям (composite truss structure) и, более конкретно, к способам изготовления цельных композитных фермовых конструкций, имеющих два облицовочных листа и сердцевинную часть, выполненную из фермовых элементов (truss element).
УРОВЕНЬ ТЕХНИКИ
Материалы, армированные волокном и выполненные на основе смолы, являются легкими и высокопрочными и получают все более широкое применение для изготовления компонентов, предназначенных для решения различных задач, в том числе в области аэрокосмических технологий. Материалы, армированные волокном и выполненные на основе смолы, являются композитом, образованном из тканой или нетканой волокнистой ткани и смоляной матрицы. В некоторых случаях материалы, армированные волокном и выполненные на основе смолы, могут быть изготовлены в виде конструкций, имеющих свойства внутренне присущей жесткости, чтобы еще больше увеличивать прочность и долговечность любых компонентов, получаемых из этих материалов. Композитные слоистые конструкции, например, могут состоять из жесткой сердцевинной части, размещенной между двумя композитными облицовочными листами, выполненными из армированной волокном смолы. В качестве одного примера в патенте США номер 6,508,910 описаны композитные слоистые конструкции, образованные из жесткой ячеистой сердцевинной части, размещенной между двумя облицовочными листами волокнистой ткани, подвергнутой предварительному пропитыванию смолой (или ткань "препрег"). Такие архитектуры препрегов доказали свою эффективность, однако для них может потребоваться серия сложных технологических этапов, включающих множество циклов отверждения и этапов удаления воздуха из конструкции (debulking). В дополнение к этому, резка упрочненных жестких ячеистых композитных слоистых конструкций на множество компонентов может повлечь затруднения, поскольку любые открытые обрезанные края ячеистых блоков могут уменьшать долговечность продукта или могут потребовать дополнительной обработки.
Фермовые конструкции состоят из одного или большего количества треугольных или трапециевидных фермовых элементов, соединенных на "узлах". В строительной промышленности фермовые конструкции ценятся за то, что они позволяют изготавливать жесткую каркасную конструкцию, однако при этом все еще сложно встраивать фермовые элементы в композитные слоистые архитектуры в качестве обеспечивающих жесткость конструкций с использованием эффективных процессов изготовления. Хотя способ изготовления гибких композитных фермовых конструкций с одним облицовочным листом был описан в патенте США номер 8,651,419, получаемая фермовая конструкция, раскрытая в указанном документе, требует прикрепления к жесткой опорной поверхности, такой как корпус, для получения упрочненной жесткой конструкций.
Очевидна необходимость в эффективных способах изготовления, которые сделают негибкие упрочненные жесткие композитные фермовые конструкции доступными для решения различных задач.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения раскрыт способ изготовления композитной фермовой конструкции, имеющей сердцевинную часть с множеством фермовых элементов. Способ может включать в себя подготовку формованного изделия, выполненного на основе сухой ткани, посредством размещения первого слоя сухой ткани на рабочем приспособлении, имеющем нерифленую поверхность, и размещения первого слоя обтянутых тканью сердечников на первом слое сухой ткани для создания рифленой поверхности, причем каждый из обтянутых тканью сердечников включает в себя трубку из сухой ткани, обернутую вокруг сердечника. Способ может также включать в себя пропитывание формованного изделия, выполненного на основе сухой ткани, смолой, и отверждение смолы для получения композитной фермовой конструкции.
Еще в одной модификации подготовка формованного изделия, выполненного на основе сухой ткани, может также включать в себя размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников второго слоя в соответствующей канавке из канавок, сформированных на рифленой поверхности.
Еще в одной модификации подготовка формованного изделия, выполненного на основе сухой ткани, может также включать в себя размещение второго слоя сухой ткани поверх второго слоя обтянутых тканью сердечников.
Еще в одной модификации подготовка формованного изделия, выполненного на основе сухой ткани, может также включать в себя размещение одного или большего количества дополнительных слоев из обтянутых тканью сердечников поверх второго слоя обтянутых тканью сердечников, и размещение второго слоя сухой ткани поверх одного или большего количества слоев их первого, второго или дополнительных слоев из обтянутых тканью сердечников.
Еще в одной модификации способ может также включать в себя подготовку каждого из указанных обтянутых тканью сердечников посредством натягивания трубки из сухой ткани поверх сердечника или посредством создания оплетки в виде трубки из сухой ткани поверх сердечника.
Еще в одной модификации способ может также включать в себя удаление сердечников из композитной фермовой конструкции.
Еще в одной модификации удаление сердечников из композитной фермовой конструкции может включать в себя обработку сердечников растворителем.
Еще в одной модификации способ может также включать в себя нарезание композитной фермовой конструкции на множество отдельных компонентов.
Еще в одной модификации пропитывание формованного изделия, выполненного на основе сухой ткани, смолой может включать в себя:
1) размещение вакуумного мешка поверх формованного изделия, выполненного на основе сухой ткани,
2) создание в вакуумном мешке разрежения и
3) затягивание смолы в вакуумный мешок для пропитывания ею формованного изделия, выполненного на основе сухой ткани.
Еще в одной модификации подготовка формованного изделия, выполненного на основе сухой ткани, может также включать в себя вставку наполнителя в каждый промежуток в указанном формованном изделии, выполненном на основе сухой ткани.
Еще в одной модификации каждый из указанных обтянутых тканью сердечников может иметь верхнюю часть и основание, а размещение первого слоя обтянутых тканью сердечников на первом слое сухой ткани может включать в себя размещение основания каждого из обтянутых тканью сердечников в контакте с первым слоем сухой ткани.
Еще в одной модификации размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников может включать в себя размещение верхней части каждого из обтянутых тканью сердечников второго слоя в контакте с днищевой частью соответствующей канавки из канавок, сформированных на рифленой поверхности.
В соответствии еще с одним аспектом настоящего изобретения раскрыта композитная фермовая конструкция. Композитная фермовая конструкция может содержать первый облицовочный лист, второй облицовочный лист и усилительную сердцевинную часть между первым облицовочным листом и вторым облицовочным листом. Усилительная сердцевинная часть может содержать множество фермовых элементов, каждый из которых соединен с первым облицовочным листом и вторым облицовочным листом на узлах для образования цельной конструкции. Композитная фермовая конструкция может быть образована посредством пропитывания формованного изделия, выполненного на основе сухой ткани, смолой и последующего отверждения смолы.
Еще в одной модификации отвержденная смола может соединять первый облицовочный лист, второй облицовочный лист и указанное множество фермовых элементов друг с другом в виде указанной цельной конструкции.
Еще в одной модификации первый облицовочный лист и второй облицовочный лист могут проходить параллельно друг другу.
Еще в одной модификации первый облицовочный лист и второй облицовочный лист могут быть выполнены под углом относительно друг друга.
Еще в одной модификации каждый из фермовых элементов может иметь треугольное поперечное сечение.
Еще в одной модификации каждый из фермовых элементов может иметь трапециевидное поперечное сечение.
Еще в одной модификации каждый из фермовых элементов может иметь прямоугольное поперечное сечение.
В соответствии еще с одним аспектом настоящего изобретения раскрыта композитная фермовая конструкция, имеющая первый облицовочный лист, второй облицовочный лист и усилительную сердцевинную часть, содержащую множество фермовых элементов, связанных с первым облицовочным листом и вторым облицовочным листом для образования выполненной заодно целое конструкции. Композитная фермовая конструкция может быть изготовлена посредством способа, включающего в себя подготовку формованного изделия, выполненного на основе сухой ткани, посредством:
1) размещения первого слоя сухой ткани на рабочем приспособлении,
2) размещения первого слоя обтянутых тканью сердечников на первом слое сухой ткани для создания рифленой поверхности,
3) размещения второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников второго слоя в соответствующей канавке из канавок, сформированных в рифленой поверхности,
причем каждый из указанных обтянутых тканью сердечников первого слоя и второго слоя включает в себя трубку из сухой ткани, обернутую вокруг сердечника, и
4) размещения второго слоя сухой ткани поверх указанных обтянутых тканью сердечников. Способ может также включать в себя пропитывание формованного изделия, выполненного на основе сухой ткани, смолой, и отверждение смолы для получения композитной фермовой конструкции.
Раскрытые признаки, функции и преимущества могут быть реализованы независимо в различных вариантах реализации изобретения или могут быть объединены в других вариантах реализации, дополнительные сведения о которых очевидны при анализе со ссылкой на последующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
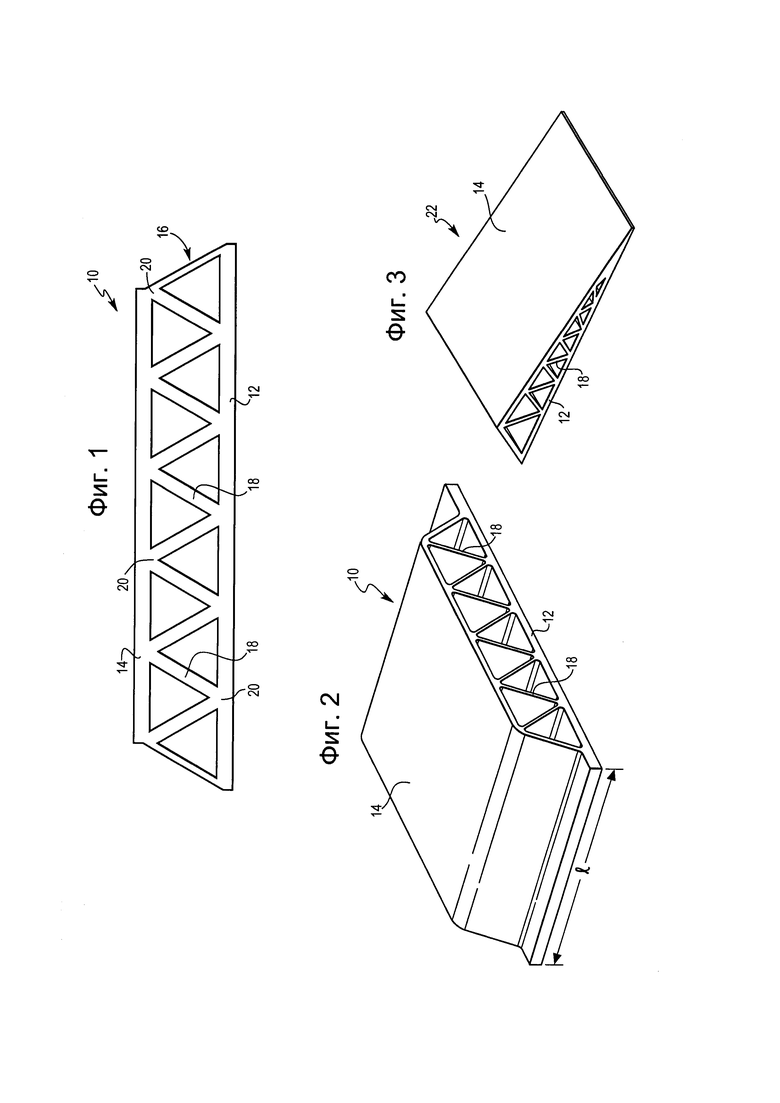
На ФИГ. 1 показан вид спереди композитной фермовой конструкции, выполненной в соответствии с настоящим изобретением.
На ФИГ. 2 показан перспективный вид композитной фермовой конструкции по ФИГ. 1.
На ФИГ. 3 показан перспективный вид аэродинамической клинообразной конструкции, имеющей композитную фермовую конструкцию, выполненную в соответствии с настоящим изобретением.
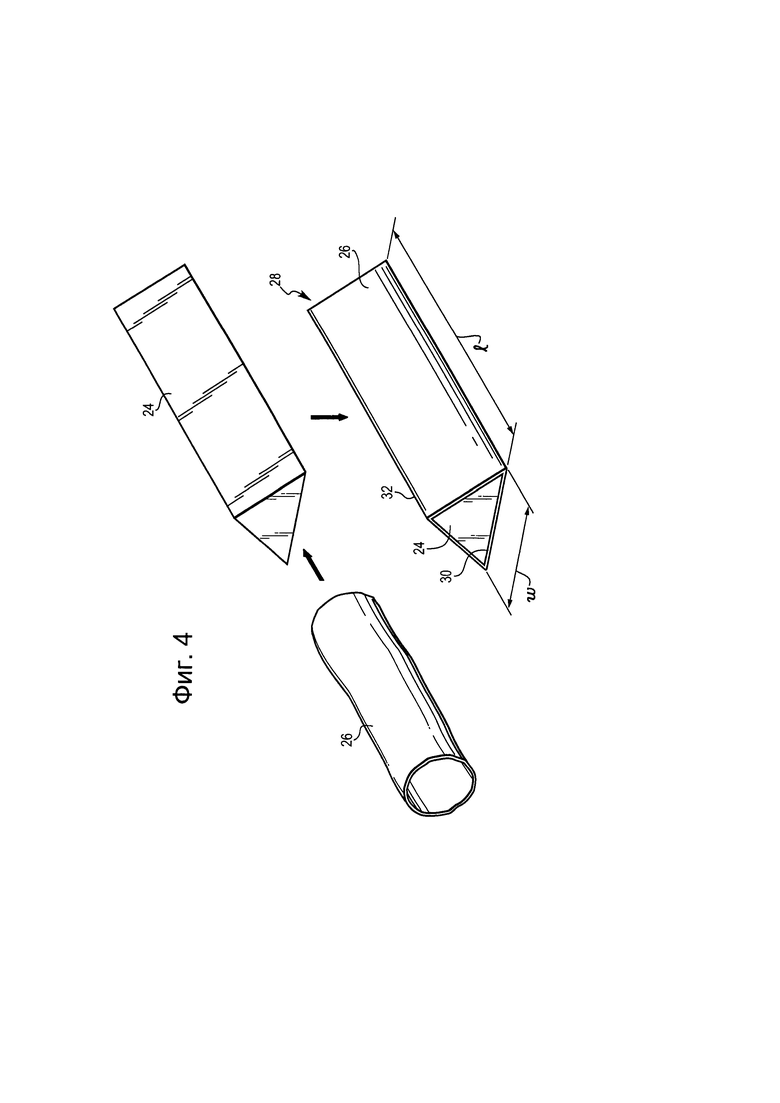
На ФИГ. 4 показан перспективный вид, схематически иллюстрирующий подготовку обтянутого тканью сердечника, в соответствии со способом по настоящему изобретению.
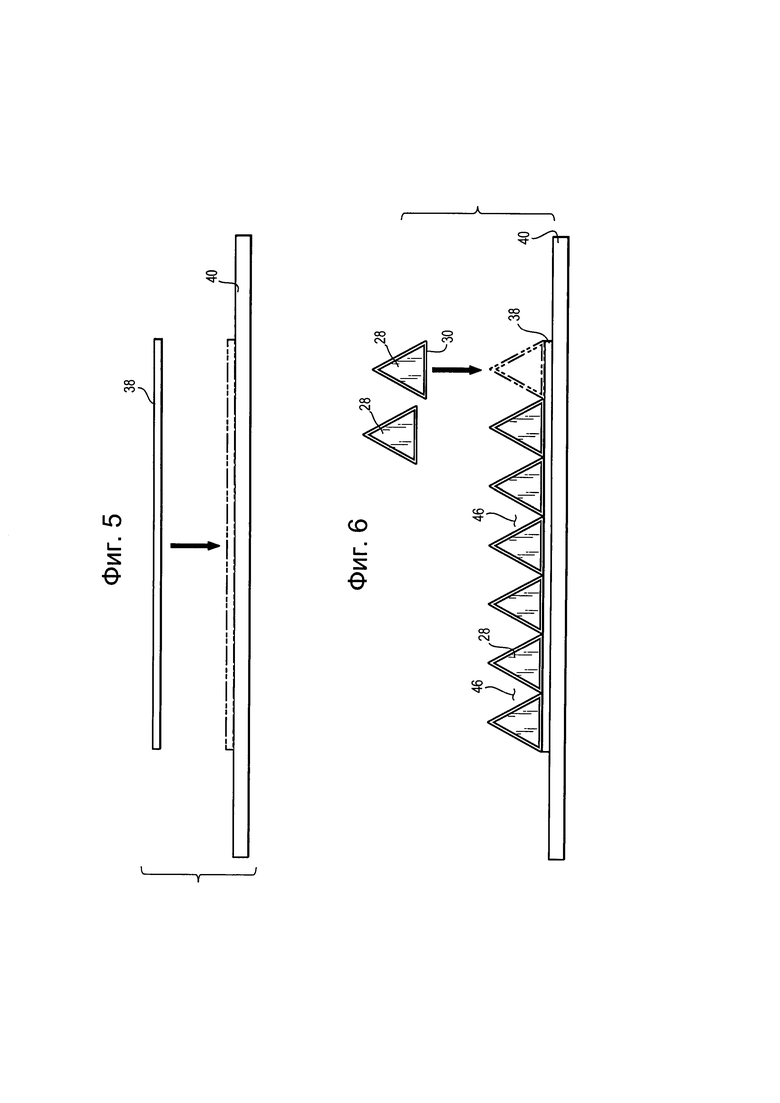
На ФИГ. 5 показан вид спереди, схематически иллюстрирующий размещение первого слоя сухой ткани на рабочем приспособлении, в соответствии со способом по настоящему изобретению.
На ФИГ. 6 показан вид спереди, схематически иллюстрирующий размещение первого слоя обтянутых тканью сердечников на первом слое сухой ткани, в соответствии со способом по настоящему изобретению.
На ФИГ. 7 показан перспективный вид рифленой поверхности, образованной первым слоем обтянутых тканью сердечников, выполненных в соответствии с настоящим изобретением.
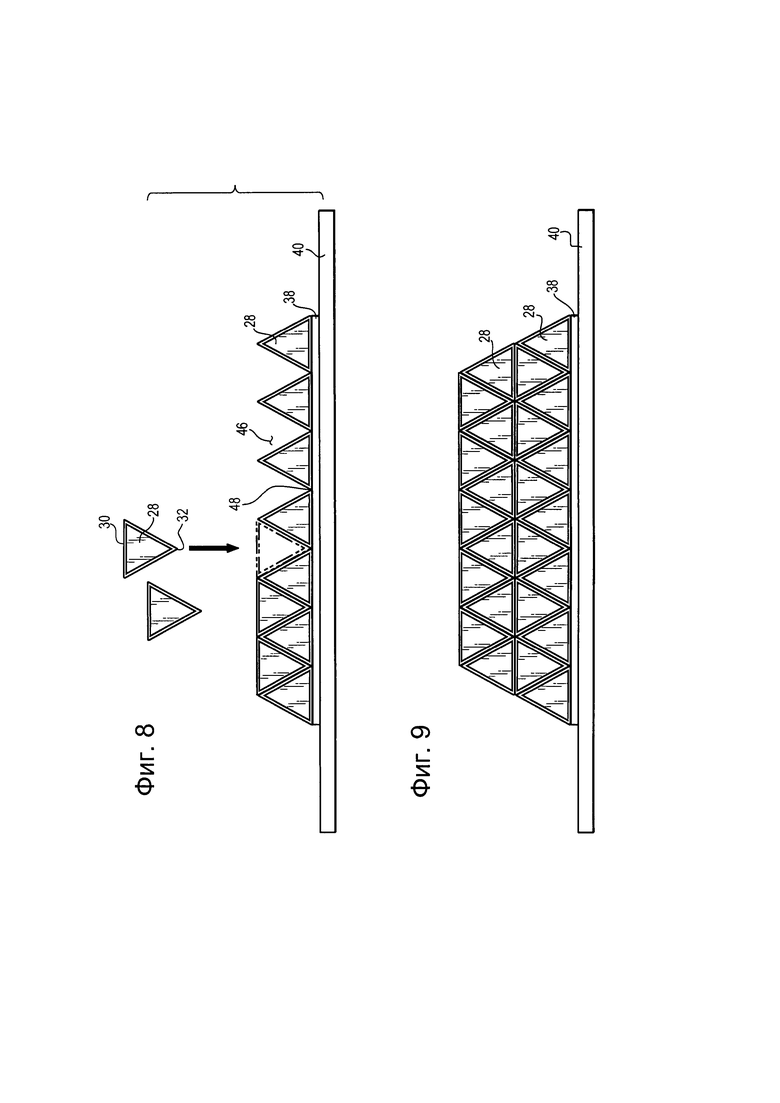
На ФИГ. 8 показан вид спереди, схематически иллюстрирующий размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников, в соответствии со способом по настоящему изобретению.
ФИГ. 9 показан вид спереди множества слоев из обтянутых тканью сердечников, уложенных на первом слое сухой ткани, выполненном в соответствии с настоящим изобретением.
На ФИГ. 10 показан вид спереди, схематически иллюстрирующий размещение второго слоя сухой ткани поверх указанных обтянутых тканью сердечников, в соответствии со способом по настоящему изобретению.
На ФИГ. 11 показан вид спереди формованного изделия, выполненного на основе сухой ткани, в соответствии с настоящим изобретением.
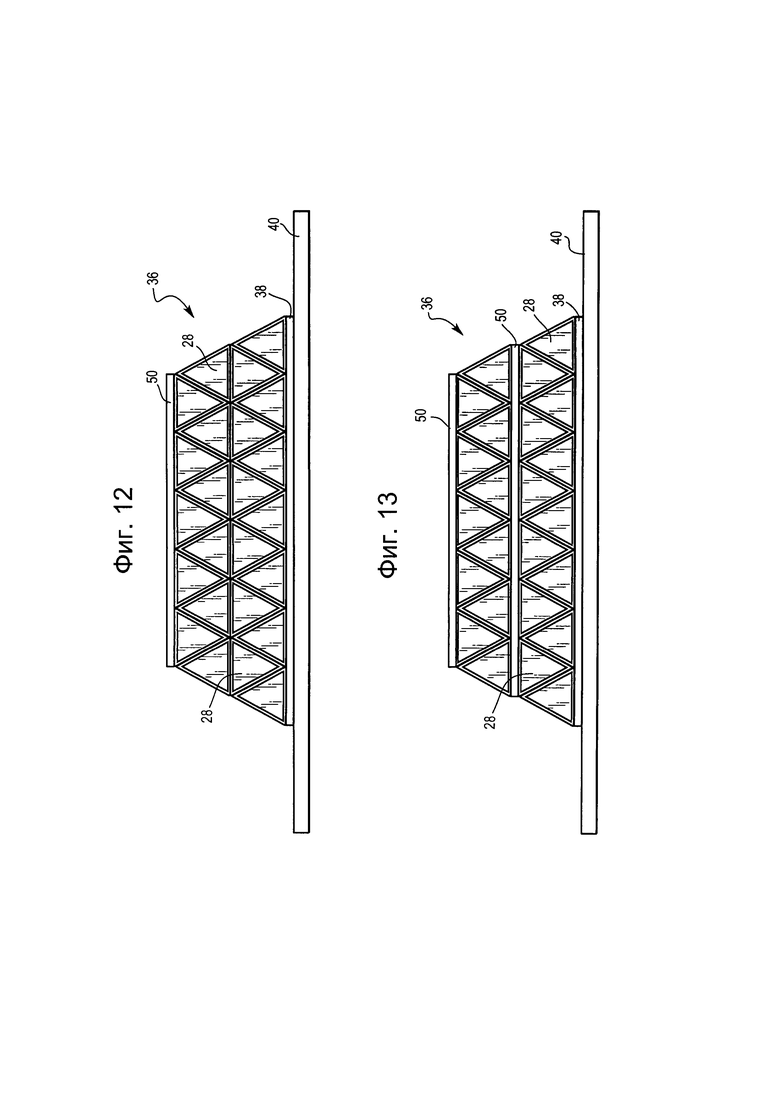
На ФИГ. 12 показан вид спереди формованного изделия, выполненного на основе сухой ткани, похожий на ФИГ. 11, но имеющего второй слой сухой ткани, размещенный поверх множества слоев из обтянутых тканью сердечников, выполненных в соответствии с настоящим изобретением.
На ФИГ. 13 показан вид спереди, похожий на ФИГ. 12, но с использованием вторых слоев сухой ткани, размещенных между слоями из обтянутых тканью сердечников, выполненных в соответствии с настоящим изобретением.
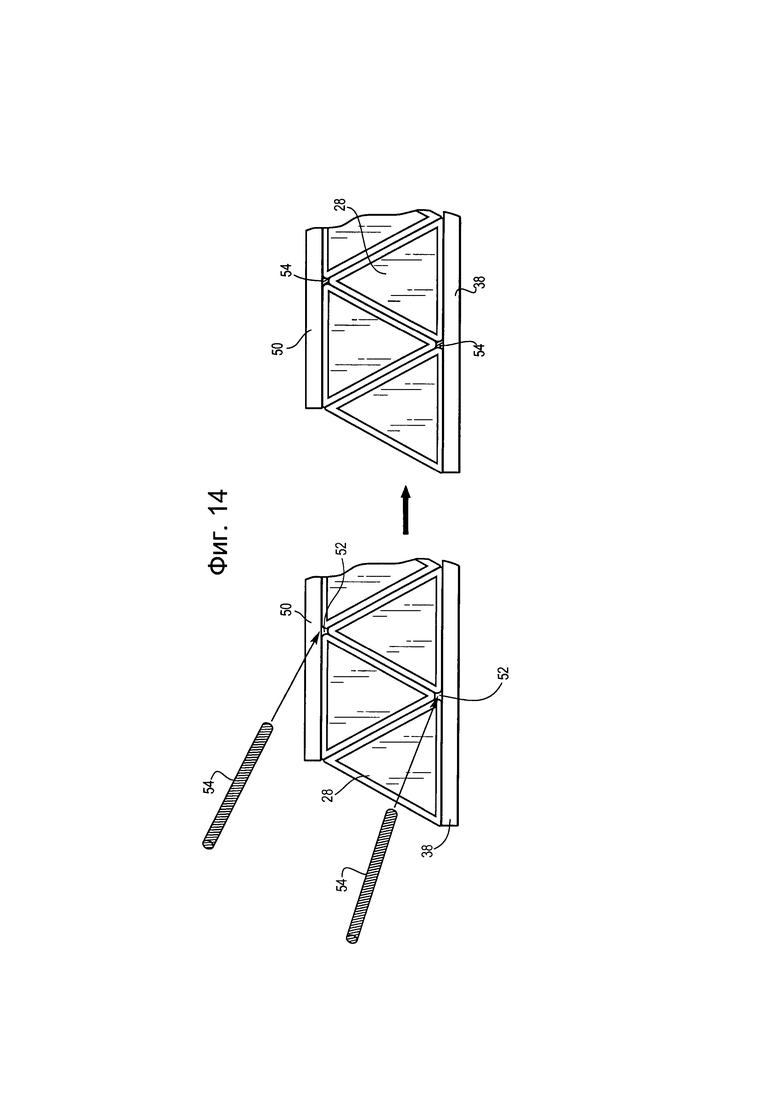
На ФИГ. 14 показан вид спереди детали 14 по ФИГ. 11, схематически иллюстрирующий заполнение промежутков в формованном изделии, выполненном на основе сухой ткани, наполнителем, в соответствии со способом по настоящему изобретению.
На ФИГ. 15 показан вид спереди, схематически иллюстрирующий пропитывание смолой и отверждение формованного изделия, выполненного на основе сухой ткани, для получения композитной фермовой конструкции, в соответствии со способом по настоящему изобретению.
На ФИГ. 16 показан перспективный вид, схематически иллюстрирующий удаление сердечников из композитной фермовой конструкции, в соответствии со способом по настоящему изобретению.
На ФИГ. 17 показан перспективный вид, схематически иллюстрирующий удаление сердечников из композитной фермовой конструкции посредством обработки растворителем, в соответствии со способом по настоящему изобретению.
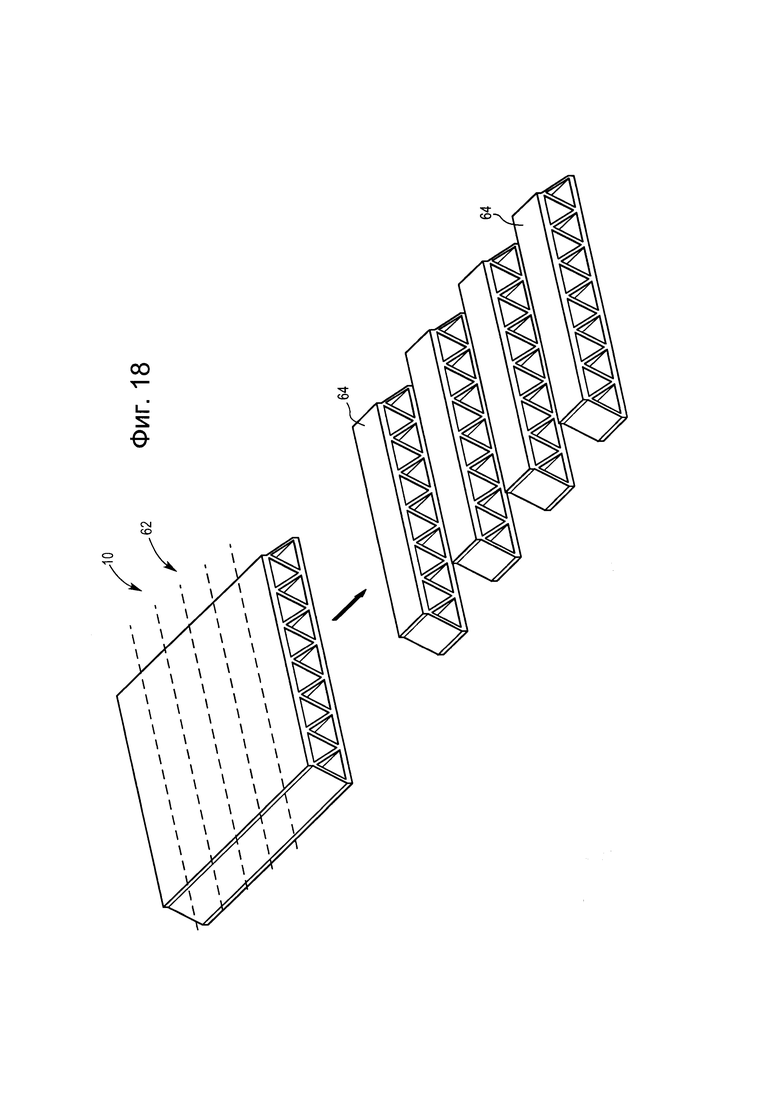
На ФИГ. 18 показан перспективный вид, схематически иллюстрирующий нарезание композитной фермовой конструкции на отдельные компоненты, в соответствии со способом по настоящему изобретению.
На ФИГ. 19 показана блок-схема, иллюстрирующая пример последовательности этапов, которые могут быть включены в изготовление компонентов, имеющих композитную фермовую конструкцию, в соответствии со способом по настоящему изобретению.
Следует отметить, что чертежи не обязательно выполнены в масштабе и что раскрытые варианты осуществления изобретения иногда показаны схематически. Следует также отметить, что последующий раздел "Осуществление изобретения" имеет по сути только иллюстративный характер и не предназначен для ограничения изобретения или его использования и применения. Таким образом, хотя настоящее изобретение, для удобства объяснения, раскрыто и описано в виде некоторых иллюстративных примеров своего осуществления, следует понимать, что оно может быть реализовано в различных других типах вариантов и в различных других системах и средах.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На чертежах, а именно, на ФИГ. 1 и 2, показана негибкая композитная конструкция 10. Негибкая композитная конструкция 10 может иметь композитное слоистое строение с первым облицовочным листом 12, вторым облицовочным листом 14 и усилительной сердцевинной частью 16 между первым облицовочным листом 12 и вторым облицовочным листом 14. Усилительная сердцевинная часть 16 может состоять из одного или большего количества фермовых элементов 18, которые могут быть соединены с первым облицовочным листом 12 и вторым облицовочным листом 14 на узлах 20 для получения цельной или выполненной заодно конструкции. Фермовые элементы 18 могут быть выровнены и проходить вдоль длины (1) композитной конструкции 10, как показано на ФИГ. 2.
Жесткость негибкой композитной конструкции 10 может быть придана посредством двух ее облицовочных листов 12, 14, ее усилительной сердцевинной части 16, а так же конструктивным строением ее материалов. Благодаря своей жесткой конструкции она может обеспечивать создание каркасной конструкции для различных компонентов без использования дополнительных усиливающих элементов или поддерживающих конструкций. В качестве неограничивающего примера, композитная фермовая конструкция 10 может обеспечивать создание жесткой каркасной конструкции для различных компонентов корпуса, а также может быть использована для решения различных задач. Кроме того, композитная фермовая конструкция 10 может быть изготовлена более эффективно, чем сравнимые композитные слоистые конструкции, известные из уровня техники (см. дополнительную подробную информацию ниже).
Облицовочные листы 12 и 14 могут иметь гладкую и плоскую структуру, или могут быть выполнены криволинейными или согнутыми в некоторых областях, в зависимости от области применения. В дополнение к этому, облицовочные листы 12 и 14 могут проходить параллельно друг другу, как показано на ФИГ. 1 и 2, или могут быть размещены под углом по отношению друг к другу, как показано на ФИГ. 3 посредством аэродинамической клинообразной конструкции 22. Хотя фермовые элементы 18 изображены имеющими треугольное поперечное сечение на ФИГ. 1-3, они также могут иметь иные различные формы такие как, помимо прочего, трапециевидные или прямоугольные формы. Кроме того, фермовые элементы 18 могут иметь острые края (см. ФИГ. 1-3) или округлые края, а относительные размеры, формы и промежутки между фермовыми элементами 18 также могут варьироваться.
Композитная фермовая конструкция 10 может быть образована из материала, армированного волокном и выполненного на основе смолы, которая может состоять из ткани из тканых или нетканых волокон, встроенных в отвержденную смоляную матрицу. Волокна в ткани могут быть углеродными волокнами, стекловолокном, арамидными волокнами или любым другим подходящим волокном или комбинацией волокон. В дополнение к этому, отвержденная смола может соединять облицовочные листы 12 и 14 и фермовые элементы 18 друг с другом для получения композитной фермовой конструкции 10, имеющей цельную структуру (см. дополнительную подробную информацию ниже).
На ФИГ. 4-18 схематически показаны последовательность этапов и промежуточные конструкции, которые могут быть включены в изготовление компонентов, имеющих негибкую композитную фермовую конструкцию 10. В начале на ФИГ. 4 показан сердечник 24, имеющий форму поперечного сечения, соответствующую форме необходимых фермовых элементов 18, этот сердечник может быть обернут трубкой 26 из сухой ткани для получения обтянутого тканью сердечника 28, как показано. Оборачивание сердечника 24 трубкой 26 из сухой ткани может быть осуществлено посредством плотного натягивания трубки 26 из сухой ткани поверх сердечника 24 для получения покрытия из плотно посаженной ткани, натянутой без складок или по меньшей мере по существу без складок, таким образом, что обтянутый тканью сердечник 28 может соответствовать по форме сердечнику 24. В альтернативном варианте реализации изобретения оборачивание сердечника 24 трубкой 26 из сухой ткани может быть выполнено посредством создания оплетки в виде трубки 26 из сухой ткани поверх сердечника 24. Трубка 26 из сухой ткани может состоять из ткани из выполненных в виде оплетки или тканых волокон, которая является "сухой" (т.е. не подвергнутой предварительному пропитыванию смолой). При необходимости фермовые элементы могут быть выполнены имеющими треугольное поперечное сечение, сердечник 24 может иметь треугольную призматическую форму, как показано, или может иметь другие формы, если необходимы другие типы фермовых элементов. В целом, однако, сердечник 24/обтянутый тканью сердечник 28 может иметь основание 30 с шириной (w), большей чем верхняя часть 32, за исключением, конечно, случая, в котором сердечник 24 не имеет прямоугольного поперечного сечения. Кроме того, сердечник 24/обтянутый тканью сердечник 28 может быть прямым (т.е. линейным) или криволинейным/согнутым (т.е. нелинейным) по своей длине (1). Сердечник 24 может быть выполнен из твердого материала, такого как металлический материал, или может быть выполнен из твердого растворимого материала таким образом, что его можно удалить из композитной фермовой конструкции 10 посредством обработки подходящим растворителем, как подробно описано ниже. В любом случае, этап обтягивания сердечника, изображенный на ФИГ. 4, может быть повторен столько раз, сколько необходимо для получения требуемого количества обтянутых тканью сердечников 28 для описанного ниже процесса формования ткани.
На ФИГ. 5-14 показаны последовательность этапов и промежуточные конструкции, которые могут быть вовлечены в подготовку формованного изделия 36, выполненного на основе сухой ткани, (см. ФИГ. 11), который позволяет создавать тканевый скелет композитной фермовой конструкции 10. Как показано на ФИГ. 5, один или большее количество первых слоев 38 сухой ткани можно сначала разместить на рабочем приспособлении 40, которое может иметь нерифленую поверхность, которая может быть гладкой и плоской, иметь плавную криволинейность или даже резкий сгиб в некоторых местах, в зависимости от конструкции компонента, который необходимо получить. Первый слой 38 сухой ткани может состоять из одного или большего количества слоев тканой или нетканой волокнистой ткани, которая является сухой или не подвергнутой предварительному пропитыванию смолой и может обеспечивать создание тканевого скелета первого облицовочного листа 12.
Для образования тканевого скелета из фермовых элементов 18, первый слой обтянутых тканью сердечников 28 может быть размещен на первом слое 38 сухой ткани, как показано на ФИГ. 6. В частности, основания 30 каждого из обтянутых тканью сердечников 28 могут быть размещены в контакте с первым слоем 38 сухой ткани таким образом, что первый слой обтянутых тканью сердечников 28 создает рифленую поверхность 44 с канавками 46, как лучше всего показано на ФИГ. 7. Еще в одном возможном, неограничивающем примере обтянутые тканью сердечники 28 могут быть выровнены с упиранием и параллельно таким образом, что канавки 46 могут проходить параллельно друг другу, как показано. При этом, однако, возможны другие конфигурации, в частности, при использовании криволинейных или согнутых сердечников.
Как показано на ФИГ. 8, следующий этап, включающий формирование тканевого скелета из фермовых элементов 18, может включать размещение второго слоя обтянутых тканью сердечников 28 на первом слое обтянутых тканью сердечников 28 посредством размещения каждого из указанных обтянутых тканью сердечников 28 второго слоя в соответствующей канавке из канавок 46. Более конкретно, верхняя часть 32 каждого обтянутого тканью сердечника 28 второго слоя может быть размещена в контакте с днищевой частью 48 каждой канавки 46 или по меньшей мере ориентирована по направлению к днищевой части 48 каждой канавки 46 таким образом, что основание 30 каждого обтянутого тканью сердечника 28 второго слоя может быть ориентировано вверх с получением плоской или по существу плоской поверхности. Таким образом, второй слой обтянутых тканью сердечников 28 может иметь встречно-гребенчатую конструкцию с первым слоем обтянутых тканью сердечников 28. При необходимости дополнительные слои из указанных обтянутых тканью сердечников 28 могут быть уложены на первом и втором слоях обтянутых тканью сердечников 28 согласно этапам, изображенным на ФИГ. 6 и 8, для получения сердцевинной части с дополнительными фермовыми элементами (см. ФИГ. 9).
После образования необходимого количества слоев из обтянутых тканью сердечников 28 один или большее количество вторых слоев 50 сухой ткани могут быть размещены поверх обтянутых тканью сердечников 28 для получения формованного изделия 36, выполненного на основе сухой ткани, как показано на ФИГ. 10-11. При использовании более двух слоев обтянутых тканью сердечников 28 один или большее количество вторых слоев 50 сухой ткани могут быть размещены поверх всех слоев обтянутых тканью сердечников 28, как показано посредством примера на ФИГ. 12, или один или большее количество вторых слоев 50 сухой ткани могут быть размещены в необходимых положениях между слоями обтянутых тканью сердечников 28, как показано посредством примера на ФИГ. 13. Второй слой 50 сухой ткани может обеспечивать создание тканевого скелета второго облицовочного листа 14 и может состоять из одного или большего количества слоев тканой или нетканой волокнистой ткани, которая является сухой или не подвергнутой предварительному пропитыванию смолой. Однако в некоторых конструкциях, когда для композитной фермовой конструкции требуется только один облицовочный лист, второй слой 50 сухой ткани может не использоваться в формованном изделии 36.
При наличии каких-либо промежутков 52 в формованном изделии 36, выполненном на основе сухой ткани, например, между обтянутыми тканью сердечниками 28 и одним или обоими слоями 38 и 50 сухой ткани, в каждый из промежутков 52 при необходимости может быть вставлен наполнитель 54 для получения более компактного формованного изделия (см. ФИГ. 14). Наполнитель 54 может быть выполнен из сухой волокнистой ткани и может иметь любую форму, подходящую для заполнения промежутков 52. В одном неограничивающем примере наполнитель (наполнители) 54 может (могут) иметь трубчатую форму, выполненную для заполнения какого-либо промежутка (каких-либо промежутков) 52, проходящего (проходящих) вдоль длины (1) сердечников 28, обтянутых с использованием волокон, с размещением между сердечниками 28, обтянутыми с использованием волокон, и одним или обоими слоями 38 и 50 сухой ткани.
Как показано на ФИГ. 15, после подготовки формованного изделия 36, выполненного на основе сухой ткани, и установки какого-либо используемого в частном случае наполнителя (наполнителей) 54 формованное изделие 36 может сначала быть пропитано смолой в процессе 55 пропитывания смолой, а затем подвергнуто процессу 56 отверждения. Процесс 55 пропитывания смолой может быть выполнен посредством размещения формованного изделия 36, выполненного на основе сухой ткани, и рабочего приспособления 40 в вакуумном мешке 58, создания в вакуумном мешке 58 разрежения и затягивания смолы в вакуумный мешок 58 посредством давления разрежения, чтобы вызвать пропитывание ею формованного изделия 36, выполненного на основе сухой ткани. Процесс 56 отверждения может кроме того быть осуществлен посредством нагревания вакуумного мешка 58, содержащего пропитанное смолой формованное изделие 36, выполненное на основе сухой ткани, в печи при температуре и давлении, подходящих, чтобы вызвать отверждение смолы с получением отвержденного состояния. Однако процесс 56 отверждения может быть выполнен также и без использования нагревания. Во время отверждения пропитанная смолой ткань может быть соединена вместе в виде цельного блока для получения композитной фермовой конструкции 10, имеющей первый облицовочный лист 12, второй облицовочный лист 14 и фермовые элементы 18, встроенные друг в друга с получением цельной конструкции.
После удаления отвержденной композитной фермовой конструкции 10 из вакуумного мешка 58, сердечники 24 могут быть удалены из композитной фермовой конструкции 10 с использованием рабочего приспособления или могут быть вытянуты или вытолкнуты руками из композитной фермовой конструкции 10, как изображено на ФИГ. 16. В альтернативном варианте реализации изобретения, если сердечники 24 являются растворимыми сердечниками, они могут быть растворены посредством обработки сердечников 24 растворителем 60, выполненным с возможностью растворения сердечников 24 без значительного нарушения целостности композитной фермовой конструкции 10 (см. ФИГ. 17). В одном возможном варианте растворителем 60 может быть вода при условии, что сердечники 24 являются водорастворимыми, однако могут быть использованы и другие подходящие растворители. Следует отметить, что использование растворимых сердечников может облегчить удаление сердечников 24 из композитных фермовых конструкций, имеющих облицовочные листы, размещенные под углом (см. ФИГ. 3, например), и/или иных закрытых конструкций, в которых облицовочные листы затрудняют доступ к сердечникам 24.
Полученная композитная фермовая конструкция 10 может быть выполнена в виде крупной панели 62, которая может быть нарезана как нужно для получения нужного количества отдельных компонентов 64, как схематически показано на ФИГ. 18. В этом отношении, размеры панели 62 могут быть подобраны с необходимым масштабом согласно размерам компонента (компонентов) 64, а так же нужного количества компонентов. Вполне очевидно, что посредством отрезания компонентов 64 от крупной панели 62 скорость изготовления компонентов 64 может быть значительно увеличена по сравнению с формованием компонентов 64 по отдельности.
На ФИГ. 19 вместе показаны этапы, которые могут быть использованы для изготовления компонентов с композитной фермовой конструкцией 10. В начале при реализации первого блока 70 один или большее количество сердечников 24 могут быть обтянуты трубкой 26 из сухой ткани для получения необходимого количества обтянутых тканью сердечников 28, как показано на ФИГ. 4 и описано выше. С использованием обтянутых тканью сердечников 28 формованное изделие 36, выполненное на основе сухой ткани, может быть подготовлено согласно блоку 72. Блок 72 может включать:
1) размещение первого слоя 38 сухой ткани на рабочем приспособлении 40 (блок 74/ФИГ. 5),
2) размещение первого слоя обтянутых тканью сердечников 28 на первом слое 38 сухой ткани для образования рифленой поверхности 44 (блок 76/ФИГ. 6 и 7),
3) размещение второго слоя обтянутых тканью сердечников 28 на первом слое обтянутых тканью сердечников 28 (блок 78/ФИГ. 8) и
4) размещение второго слоя 50 сухой ткани поверх обтянутых тканью сердечников 28 (блок 80/ФИГ. 10).
Однако при необходимости дополнительные слои из обтянутых тканью сердечников 28 (т.е. более двух) могут быть уложены на первых двух слоях посредством повторения блоков 76/78 перед реализацией блока 80 (см. ФИГ. 9). Если используется более двух слоев из обтянутых тканью сердечников 28, второй слой 50 сухой ткани может быть размещен поверх множества слоев из обтянутых тканью сердечников 28 (см. ФИГ. 12), или один или большее количество вторых слоев 50 сухой ткани может быть размещено в необходимых положениях между слоями из обтянутых тканью сердечников (см. ФИГ. 13). В дополнение к этому, один слой из указанных обтянутых тканью сердечников 28 может быть использован для формования фермовых элементов 18, в этом случае блок 78 может быть опущен. Также необходимо отметить, что если в конечном продукте необходим только один облицовочный лист, блок 80 может быть опущен. При необходимости блок 72 может также включать вставку одного или большего количества наполнителей 54 в любой из промежутков 52, остающихся в формованном изделии 36, выполненном на основе сухой ткани (блок 82/ФИГ. 14).
Согласно следующему блоку 84 формованное изделие 36, выполненное на основе сухой ткани, может быть пропитано смолой посредством процесса 55 пропитывания смолой, как подробно описано выше. Пропитанная смолой формованная ткань затем может быть отверждена для получения композитной фермовой конструкции 10, образованной в виде крупной панели 62, согласно следующему блоку 86 (также см. ФИГ. 15). Затем из композитной фермовой конструкции 10 могут быть удалены сердечники 24 посредством удаления с помощью рабочего приспособления, удаления руками или посредством обработки растворителем, если сердечники 24 выполнены растворимыми (блок 88/ФИГ. 16-17). В завершении композитная фермовая конструкция 10 может быть нарезана на отдельные компоненты 64, имеющие необходимые размеры (блок 90/ФИГ. 18). В некоторых случаях компонент (компоненты) 64, отрезанный (отрезанные) от панели 62 может (могут) образовывать части крупного готового компонента таким образом, что компоненты 64 затем могут быть собраны с дополнительными компонентами для получения этого готового компонента.
Промышленная применимость
В целом, таким образом, следует отметить, что технология, раскрытая в настоящем документе, обладает промышленной применимостью для решения различных задач, включая, помимо прочего, изготовление композитных фермовых конструкций для применения в аэрокосмической промышленности или других отраслях промышленности. Композитные фермовые конструкции, раскрытые в настоящем документе, могут иметь прочности, сравнимые с прочностями упрочненных жестких ячеистых композитных слоистых конструкций, известных из уровня техники, и при этом могут быть изготовлены с использованием значительно меньше этапов. В частности, использование сердечников для формования сухих волокнистых тканей с получением необходимой формы сложной фермовой конструкции позволяет использовать один этап пропитывания смолой и один этап отверждения для получения пропитанной цельной композитной конструкции. Таким образом, исключаются множество этапов отверждения и этапов горячего удаления воздуха из конструкции, которые присущи известным способам изготовления препрегов согласно уровню техники, и очень простым образом эффективно увеличивается возможность применения сложных композитных фермовых конструкций в различных отраслях промышленности. Кроме того, поскольку негибкая композитная фермовая конструкция, раскрытая в настоящем документе, предположительно может быть изготовлена с использованием препрегов на основе углеродной ткани вместо материала из сухой ткани, а материал препрега обычно доступен только в виде плоских листов (не трубок), то выполнение покрытия сердечников, имеющих форму фермовых элементов, по этой причине может потребовать обработки наподобие оборачивания, при которой сердечники оборачивают с получением слоев углеродного препрега, перекрывающихся по краям. В результате при реализации этого альтернативного способа могут образовываться складки, и могут потребоваться дополнительные этапы в виде горячего удаления воздуха из конструкции для разглаживания стыков и/или складок в слоях углеродного препрега. В отличие от этого в способе, раскрытом в настоящем документе, используются выполненные в виде оплетки трубки из сухой ткани, которые могут быть подвергнуты сжатию и натянуты поверх сердечника для получения плотной посадки, которая не требует операции горячего удаления воздуха из конструкции. В дополнение к этому, формование композитного фермового элемента и с сухой волокнистой тканью может представлять собой более эффективный подход с точки зрения затрат, так как углеродные препреги обычно дороже сухих волокнистых тканей. Предполагается, что технология, раскрытая в настоящем документе, может найти широкое промышленное применение в различных отраслях, таких как, помимо прочего, аэрокосмическая промышленность.
ВЫВОДЫ
Далее настоящий документ содержит варианты реализации изобретения согласно следующим пунктам:
1. Способ изготовления композитной фермовой конструкции, имеющей сердцевинную часть с множеством фермовых элементов, включающий в себя:
- подготовку формованного изделия, выполненного на основе сухой ткани, посредством способа, включающего в себя
- размещение первого слоя сухой ткани на рабочем приспособлении, имеющем нерифленую поверхность, и
- размещение первого слоя обтянутых тканью сердечников на первом слое сухой ткани для создания рифленой поверхности, причем каждый из указанных обтянутых тканью сердечников включает в себя трубку из сухой ткани, обернутую вокруг сердечника;
- пропитывание формованного изделия, выполненного на основе сухой ткани, смолой и
- отверждение смолы для получения композитной фермовой конструкции.
2. Способ по пункту 1, согласно которому подготовка формованного изделия, выполненного на основе сухой ткани, кроме того включает в себя размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников второго слоя в соответствующей канавке из канавок, сформированных на рифленой поверхности.
3. Способ по пункту 2, согласно которому подготовка формованного изделия, выполненного на основе сухой ткани, кроме того включает в себя размещение второго слоя сухой ткани поверх второго слоя обтянутых тканью сердечников.
4. Способ по пункту 2, согласно которому подготовка формованного изделия, выполненного на основе сухой ткани, кроме того включает в себя:
размещение одного или большего количества дополнительных слоев из обтянутых тканью сердечников поверх второго слоя обтянутых тканью сердечников; и
размещение второго слоя сухой ткани поверх одного или большего количества слоев их первого, второго или дополнительных слоев из обтянутых тканью сердечников.
5. Способ по пункту 3, кроме того включающий в себя подготовку каждого из указанных обтянутых тканью сердечников посредством натягивания трубки из сухой ткани поверх сердечника или посредством создания оплетки в виде трубки из сухой ткани поверх сердечника.
6. Способ по пункту 3, кроме того включающий в себя удаление сердечников из композитной фермовой конструкции после отверждения смолы для получения композитной фермовой конструкции.
7. Способ по пункту 6, согласно которому удаление сердечников из композитной фермовой конструкции включает в себя обработку сердечников растворителем.
8. Способ по пункту 6, кроме того включающий в себя нарезание композитной фермовой конструкции на множество отдельных компонентов.
9. Способ по пункту 6, согласно которому пропитывание смолой формованного изделия, выполненного на основе сухой ткани, включает в себя:
размещение вакуумного мешка поверх формованного изделия, выполненного на основе сухой ткани;
создание в вакуумном мешке разрежения и
затягивание смолы в вакуумный мешок для пропитывания ею формованного изделия, выполненного на основе сухой ткани.
10. Способ по пункту 6, согласно которому подготовка формованного изделия, выполненного на основе сухой ткани, кроме того включает в себя вставку наполнителя в каждый промежуток в указанном формованном изделии, выполненном на основе сухой ткани.
11. Способ по пункту 6, согласно которому каждый из указанных обтянутых тканью сердечников имеет верхнюю часть и основание, а
размещение первого слоя обтянутых тканью сердечников на первом слое сухой ткани включает в себя размещение основания каждого из обтянутых тканью сердечников в контакте с первым слоем сухой ткани.
12. Способ по пункту 11, согласно которому размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников включает в себя размещение верхней части каждого из обтянутых тканью сердечников второго слоя в контакте с днищевой частью соответствующей канавки из канавок, сформированных на рифленой поверхности.
13. Композитная фермовая конструкция, содержащая:
первый облицовочный лист;
второй облицовочный лист и
усилительную сердцевинную часть между первым облицовочным листом и вторым облицовочным листом, содержащую множество фермовых элементов, каждый из которых соединен с первым облицовочным листом и вторым облицовочным листом на узлах для образования цельной конструкции,
причем композитная фермовая конструкция образована посредством пропитывания формованного изделия, выполненного на основе сухой ткани, смолой и последующего отверждения смолы.
14. Композитная фермовая конструкция по пункту 13, в которой формованное изделие, выполненное на основе сухой ткани, сформовано с использованием растворимых сердечников, выполненных с возможностью удаления из композитной фермовой конструкции посредством обработки растворителем.
15. Композитная фермовая конструкция по пункту 14, в которой смола при отверждении соединяет первый облицовочный лист, второй облицовочный лист и указанное множество фермовых элементов друг с другом в виде указанной цельной конструкции.
16. Композитная фермовая конструкция по пункту 15, в которой первый облицовочный лист и второй облицовочный лист проходят параллельно друг другу.
17. Композитная фермовая конструкция по пункту 15, в которой первый облицовочный лист и второй облицовочный лист выполнены под углом относительно друг друга.
18. Композитная фермовая конструкция по пункту 15, в которой каждый из фермовых элементов имеет треугольное поперечное сечение.
19. Композитная фермовая конструкция по пункту 15, в которой каждый из фермовых элементов имеет трапециевидное поперечное сечение.
20. Композитная фермовая конструкция по пункту 15, в которой каждый из фермовых элементов имеет прямоугольное поперечное сечение.
21. Композитная фермовая конструкция, имеющая первый облицовочный лист, второй облицовочный лист и усилительную сердцевинную часть, содержащую множество фермовых элементов, связанных с первым облицовочным листом и вторым облицовочным листом для образования выполненной заодно целое конструкции, причем
композитная фермовая конструкция изготовлена посредством способа, включающего в себя:
подготовку формованного изделия, выполненного на основе сухой ткани, посредством способа, включающего в себя
размещение первого слоя сухой ткани на рабочем приспособлении,
размещение первого слоя обтянутых тканью сердечников на первом слое сухой ткани для создания рифленой поверхности,
размещение второго слоя обтянутых тканью сердечников на первом слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников второго слоя в соответствующей канавке из канавок, сформированных в рифленой поверхности, причем каждый из указанных обтянутых тканью сердечников первого слоя и второго слоя включает в себя трубку из сухой ткани, обернутую вокруг сердечника, и
размещение второго слоя сухой ткани поверх обтянутых тканью сердечников;
пропитывание формованного изделия, выполненного на основе сухой ткани, смолой и
отверждение смолы для получения композитной фермовой конструкции.
22. Композитная фермовая конструкция по пункту 21, кроме того включающая в себя удаление сердечников из композитной фермовой конструкции после отверждения смолы посредством обработки сердечников растворителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННАЯ ВОЛОКНАМИ ПОЛИМЕРНАЯ НЕФТЕПРОМЫСЛОВАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2564335C2 |
| ОБРАЗОВАННЫЙ ВИТКАМИ ПОДАТЛИВЫЙ СЕРДЕЧНИК | 2015 |
|
RU2688576C2 |
| КОМПОЗИТНАЯ СИСТЕМА С ОДНОНАПРАВЛЕННЫМИ ВОЛОКНАМИ ДЛЯ РЕМОНТА И АРМИРОВАНИЯ КОНСТРУКЦИЙ | 2015 |
|
RU2706663C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПАНЕЛИ | 2019 |
|
RU2800439C2 |
| ОТВЕРЖДАЕМЫЕ ПРЕПРЕГИ С ОТВЕРСТИЯМИ В ПОВЕРХНОСТИ | 2013 |
|
RU2618068C2 |
| КОМПОЗИЦИЯ И ИЗГОТОВЛЕННЫЕ ИЗ НЕЕ ГИПСОВОЕ КОМПОЗИЦИОННОЕ ИЗДЕЛИЕ И ГИПСОВЫЙ МАТЕРИАЛ НА ОСНОВЕ ВЛАЖНЫХ ВОЛОКОН | 2006 |
|
RU2407716C2 |
| ХОККЕЙНАЯ КЛЮШКА СО СМЕННЫМ КРЮКОМ, ВЫПОЛНЕННАЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СМЕННЫЙ КРЮК ДЛЯ НЕЁ | 2023 |
|
RU2814675C1 |
| КОМПОЗИТ ДЛЯ АРМИРОВАНИЯ АСФАЛЬТОВОГО ДОРОЖНОГО ПОКРЫТИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2425189C1 |
| ИЗДЕЛИЯ И СПОСОБЫ НАНЕСЕНИЯ МАСКИРОВОЧНОГО ПОКРЫТИЯ НА ОСНОВУ ИЛИ ЗАЩИТЫ ОСНОВЫ | 2008 |
|
RU2486061C2 |
| АРМИРОВАННОЕ ВОЛОКНИСТОЕ ИЗОЛИРУЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО АРМИРОВАНИЯ | 2005 |
|
RU2339518C2 |





Изобретение относится к способу изготовления композитной фермовой конструкции. Техническим результатом является повышение эффективности способа изготовления фермовых конструкций. Технический результат достигается способом изготовления композитной фермовой конструкции, имеющей сердцевинную часть с множеством фермовых элементов, который включает подготовку формованного изделия, выполненного на основе сухой ткани, посредством способа, включающего в себя размещение первого слоя сухой ткани на рабочем приспособлении, имеющем нерифленую поверхность, и размещение первого слоя обтянутых тканью сердечников, имеющих острые края, на первом слое сухой ткани для создания рифленой поверхности с канавками. Причем каждый из обтянутых тканью сердечников включает в себя трубку из сухой ткани, обернутую вокруг сердечника. Затем размещают второй слой обтянутых тканью сердечников, имеющих острые края, на первом слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников второго слоя в соответствующей канавке из указанных канавок. Размещают один или больше дополнительных слоев сухой ткани поверх первого и второго слоев обтянутых тканью сердечников. Размещают третий слой обтянутых тканью сердечников, имеющих острые края, на одном или большем количестве дополнительных слоев сухой ткани для создания рифленой поверхности с канавками. Размещают четвертый слой обтянутых тканью сердечников, имеющих острые края, на третьем слое обтянутых тканью сердечников посредством размещения каждого из указанных обтянутых тканью сердечников четвертого слоя в соответствующей канавке из указанных канавок. Размещают один или больше вторых слоев сухой ткани поверх третьего и четвертого слоев обтянутых тканью сердечников. Затем пропитывают формованное изделие, выполненное на основе сухой ткани, смолой и отверждают смолу для получения композитной фермовой конструкции. 2 н. и 14 з.п. ф-лы, 19 ил.
1. Способ изготовления композитной фермовой конструкции (10), имеющей сердцевинную часть (16) с множеством фермовых элементов (18), включающий в себя:
- подготовку формованного изделия (36), выполненного на основе сухой ткани, посредством способа, включающего в себя
размещение первого слоя (38) сухой ткани на рабочем приспособлении (40), имеющем нерифленую поверхность, и
размещение первого слоя обтянутых тканью сердечников (28), имеющих острые края, на первом слое сухой ткани для создания рифленой поверхности (44) с канавками (46), причем каждый из обтянутых тканью сердечников включает в себя трубку (26) из сухой ткани, обернутую вокруг сердечника (24);
размещение второго слоя обтянутых тканью сердечников (28), имеющих острые края, на первом слое обтянутых тканью сердечников (28) посредством размещения каждого из указанных обтянутых тканью сердечников (28) второго слоя в соответствующей канавке из указанных канавок (46);
размещение одного или большего количества дополнительных слоев сухой ткани поверх первого и второго слоев обтянутых тканью сердечников (28);
размещение третьего слоя обтянутых тканью сердечников (28), имеющих острые края, на указанных одном или большем количестве дополнительных слоев сухой ткани для создания рифленой поверхности с канавками;
размещение четвертого слоя обтянутых тканью сердечников (28), имеющих острые края, на третьем слое обтянутых тканью сердечников (28) посредством размещения каждого из указанных обтянутых тканью сердечников (28) четвертого слоя в соответствующей канавке из указанных канавок; и
размещение одного или большего количества вторых слоев (50) сухой ткани поверх третьего и четвертого слоев обтянутых тканью сердечников (28);
- пропитывание формованного изделия (36), выполненного на основе сухой ткани, смолой и
- отверждение (56) смолы для получения композитной фермовой конструкции.
2. Способ по п. 1, кроме того, включающий в себя подготовку каждого из указанных обтянутых тканью сердечников (28) посредством натягивания трубки (26) из сухой ткани поверх сердечника (24) или посредством создания оплетки в виде трубки из сухой ткани поверх сердечника;
и, кроме того, включающий в себя удаление сердечников (24) из композитной фермовой конструкции (10) после отверждения смолы для получения композитной фермовой конструкции.
3. Способ по п. 2, согласно которому удаление сердечников (24) из композитной фермовой конструкции (10) включает в себя обработку сердечников растворителем (60).
4. Способ по любому из пп. 2-3, кроме того, включающий в себя нарезание композитной фермовой конструкции (10) на множество отдельных компонентов.
5. Способ по п. 2, согласно которому пропитывание (55) смолой формованного изделия (36), выполненного на основе сухой ткани, включает в себя:
размещение вакуумного мешка (58) поверх формованного изделия, выполненного на основе сухой ткани;
создание в вакуумном мешке разрежения и
затягивание смолы в вакуумный мешок для пропитывания (55) ею формованного изделия, выполненного на основе сухой ткани.
6. Способ по п. 2, согласно которому подготовка формованного изделия (36), выполненного на основе сухой ткани, кроме того, включает в себя вставку наполнителя (54) в каждый промежуток (52) в указанном формованном изделии, выполненном на основе сухой ткани.
7. Способ по любому из пп. 2-3, 5-6, согласно которому каждый из указанных обтянутых тканью сердечников (28) имеет верхнюю часть (32) и основание (30), и при этом
размещение первого слоя обтянутых тканью сердечников (28) на первом слое (38) сухой ткани включает в себя размещение основания каждого из обтянутых тканью сердечников в контакте с первым слоем (38) сухой ткани; а
размещение второго слоя обтянутых тканью сердечников (28) на первом слое обтянутых тканью сердечников включает в себя размещение верхней части каждого из обтянутых тканью сердечников второго слоя в контакте с днищевой частью (48) соответствующей канавки из канавок (46), сформированных на рифленой поверхности (44).
8. Способ по п. 1, согласно которому обтянутые тканью сердечники (28) выполнены нелинейными по своей длине.
9. Композитная фермовая конструкция (10), содержащая:
первый облицовочный лист (12);
второй облицовочный лист (14) и
усилительную сердцевинную часть (16) между первым облицовочным листом и вторым облицовочным листом, содержащую множество фермовых элементов (18), имеющих острые края, каждый из которых соединен с первым облицовочным листом или вторым облицовочным листом на узлах (20) для образования цельной конструкции, причем сердцевинная часть содержит по меньшей мере четыре слоя фермовых элементов (18) и дополнительный облицовочный лист, обеспеченный между первым слоем фермовых элементов и вторым слоем фермовых элементов с одной стороны и третьим слоем фермовых элементов и четвертым слоем фермовых элементов с другой стороны, так что каждый фермовый элемент (18) соединен с дополнительным облицовочным листом;
причем композитная фермовая конструкция образована посредством пропитывания (55) смолой формованного изделия (36), выполненного на основе сухой ткани, и последующего отверждения (56) смолы.
10. Композитная фермовая конструкция (10) по п. 9, в которой формованное изделие (36), выполненное на основе сухой ткани, сформовано с использованием растворимых сердечников (24), выполненных с возможностью удаления из композитной фермовой конструкции посредством обработки растворителем (60); и при этом
смола соединяет при отверждении первый облицовочный лист (12), второй облицовочный лист (14) и указанное множество фермовых элементов (18) друг с другом в виде указанной цельной конструкции.
11. Композитная фермовая конструкция (10) по п. 10, в которой первый облицовочный лист (12) и второй облицовочный лист (14) проходят параллельно друг другу.
12. Композитная фермовая конструкция (10) по п. 10, в которой первый облицовочный лист (12) и второй облицовочный лист (14) выполнены под углом относительно друг друга.
13. Композитная фермовая конструкция (10) по п. 10, в которой каждый из фермовых элементов (18) имеет треугольное поперечное сечение.
14. Композитная фермовая конструкция (10) по п. 10, в которой каждый из фермовых элементов (18) имеет трапециевидное поперечное сечение.
15. Композитная фермовая конструкция (10) по п. 10, в которой каждый из фермовых элементов (18) имеет прямоугольное поперечное сечение.
16. Композитная фермовая конструкция (10) по п. 10, в которой фермовые элементы (18) выполнены нелинейными по своей длине.
| US 4223053 A, 16.09.1980 | |||
| US 20130020438 А1, 24.01.2013 | |||
| WO 1991014565 А1, 03.10.1991 | |||
| Концевая секция механизированной крепи | 1981 |
|
SU967147A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕКОМПОЗИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2396168C2 |

