Настоящее изобретение относится к изготовлению композитных панелей, содержащих центральную ячеистую сердцевину типа сот, помещенную между двумя оболочками.
Изобретение, в частности, применимо в панелях реверсора тяги гондол турбореактивных двигателей, сформированных с использованием такой композитной панели.
Данный тип панели в общем случае содержит по меньшей мере одну аэродинамическую поверхность, полученную, когда используемая оболочка представляет собой акустическую оболочку, перфорированную множеством отверстий, обеспечивающих возможность сообщения по текучей среде между внешней и внутренней частью центральной ячеистой сердцевины композита, с образованием тем самым акустической композитной панели.
Изготовление такой панели можно осуществить посредством нескольких решений.
Первое решение состоит в использовании способа вакуумного формования предварительно пропитанной, а затем автоклавированной ткани. Тем не менее, такое решение требует склеивания нескольких деталей, изготовленных отдельно, перед сборкой для формирования композитной многослойной структуры.
Другое решение состоит в использовании технологии, известной как инфузия смолы. Технология состоит в изготовлении композитных деталей путем размещения разных слоев материалов поверх формы, с последующей диффузией смолы внутри этих разных слоев для ее полимеризации.
Данный тип технологии реализуется, в частности, в случае композитных панелей, имеющих одну аэродинамическую поверхность, поэтому для изготовления композитной панели, имеющей две аэродинамические поверхности на каждой стороне указанной панели, требуется склеивание нескольких деталей, изготовленных по отдельности.
Наконец, другим известным способом изготовления, который позволяет получить деталь с двумя аэродинамическими поверхностями, является инжекция жидкой смолы в форму, известное как RTM (Resin Transfert Molding»). Данный способ RTM состоит в инжекции смолы в сухую армирующую преформу под давлением и в закрытой форме. В оборудовании часто создают вакуум, так чтобы облегчить перемещение смолы. Основной характеристикой этого процесса является то, что он позволяет получать детали, содержащие две идеально откалиброванные гладкие поверхности.
Вместе с тем, в общем случае результатом реализации этого способа является нежелательное присутствие смолы внутри ячеек. Это особенно нежелательно, в частности, когда изготавливаемая композитная панель предназначена для формирования панели шумоподавления.
Действительно, данные панели предназначены для снижения шумовых выбросов турбореактивных двигателей, причем эти панели в общем случае имеют слоистую структуру, содержащую:
- внешнюю, проницаемую для воздуха, перфорированную оболочку (направленную к источнику шума), называемую «резистивной» или «акустической», функция которой заключается в рассеивании акустической энергии,
- структуру с сердцевиной ячеистого типа и,
- внутреннюю оболочку, образованную цельной оболочкой (напротив источника шума), называемую структурной.
В этом случае внутреннее пространство ячеек имеет особенное значение, поскольку что каждая из ячеек центральной сердцевины образует резонатор Гельмгольца.
Задачей настоящего изобретения является создание решения, позволяющего упростить изготовление композитной панели путем существенного сокращения числа этапов изготовления, в частности, путем исключения последнего этапа приклеивания элементов друг к другу, с получением в итоге композитной панели, ячейки которой сохраняют целостность.
Таким образом, изобретение относится к способу изготовления композитной панели, содержащей центральную ячеистую сердцевину, расположенную между двумя оболочками.
Согласно изобретению способ изготовления содержи следующие этапы:
- изготавливают элемент с ячеистой структурой, содержащий структуру ячеистой сердцевины, размещенную между двумя слоями структурных пластов, предназначенных для формирования оболочек,
- размещают элемент с ячеистой структурой в форме,
- формируют дренажные средства на каждой стороне структуры ячеистой сердцевины,
- выполняют инфузию элемента с ячеистой структурой так, чтобы пропитать его смолой,
- осуществляют дренаж смолы через дренажные средства в элементе с ячеистой структурой в ходе этапа инфузии, при этом указанные дренажные средства имеют геометрическую форму, обеспечивающую возможность указанного дренажа, и
- полимеризуют пропитанный элемент с ячеистой структурой для формирования композитной панели.
Термин «размещенная между двумя слоями структурных пластов» подразумевает, что структура ячеистой сердцевины находится между двумя слоями структурных пластов, при этом элементы, такие как адгезивные пленки, могут находиться между структурой ячеистой сердцевины и слоями структурных пластов.
Таким образом, после пропитки смолой комплект будет собран вместе так, чтобы сформировать одну единственную многослойную деталь.
«Структурные пласты» состоят из волокнистых слоев армирования, выполненных, например, из углерода (UD плетение или ткань), уложенные поверх друг друга, которые после пропитки их смолой посредством так называемого способа LCM (Liquid Composite Molding, литьевое формование композитов), служат для придания требуемой механической прочности, позволяющей воспринимать усилия, приложенные к той части, к которой они относятся.
Согласно одному возможному варианту осуществления дренажные средства получают с помощью процесса стабилизации так, чтобы формировать гофры вдоль каждой поверхности элемента с ячеистой структурой.
При этом способ изготовления содержит:
- предварительный этап изготовления герметизированной структуры ячеистой сердцевины перед этапом изготовления элемента с ячеистой структурой, включающий этап размещения первого стабилизирующего слоя поверх первой поверхности структуры ячеистой сердцевины и этап размещения второго стабилизирующего слоя поверх второй поверхности структуры ячеистой сердцевины,
- средства дренажа получают в ходе этапа предварительной полимеризации, на котором деформируют стабилизирующие слои для формирования гофр вдоль каждой поверхности элемента с ячеистой структурой.
Предпочтительно два стабилизирующих слоя приклеивают на периферийные края структуры ячеистой сердцевины на предварительном этапе изготовления герметизированной структуры ячеистой сердцевины.
Согласно другому варианту осуществления способ изготовления композитной панели содержит предварительный этап изготовления предварительно формированной структуры ячеистой сердцевины перед этапом изготовления элемента с ячеистой структурой, содержащий:
- этап размещения первого деформируемого элемента поверх формы,
- этап размещения первого стабилизирующего слоя поверх первого деформируемого элемента,
- этап размещения первой поверхности структуры ячеистой сердцевины поверх первого стабилизирующего слоя,
- этап размещения второго стабилизирующего слоя поверх второй поверхности структуры ячеистой сердцевины,
- этап размещения второго деформируемого элемента поверх второго стабилизирующего слоя, при этом первый и второй деформируемые элементы содержат каждый рифленую поверхность, предназначенную для вхождения в контакт с соответствующими стабилизирующими слоями,
- этап размещения контрформы поверх второго деформируемого элемента,
- этап вакуумной сушки, с созданием предварительно формированной структуры ячеистой сердцевины, содержащей гофры поверх указанных двух поверхностей, с формированием дренажных средств,
- предварительно формированную структуру ячеистой сердцевины используют на этапе изготовления элемента с ячеистой структурой.
Предпочтительно структура ячеистой сердцевины содержит множество ячеек, каждая из которых связана с одним гофром каждого из стабилизирующих слоев. Каждый гофр сформирован областью стабилизирующих слоев, изогнутой внутрь ячейки.
Согласно другому варианту осуществления этап изготовления элемента с ячеистой структурой включает подэтап формирования двух предварительно сформированных слоев структурных пластов перед этапом изготовления элемента с ячеистой структурой, так чтобы получить два предварительно сформированных слоя структурных пластов, каждый из которых имеет рифленую или гофрированную поверхность, предназначенную для размещения напротив одной поверхности структуры ячеистой сердцевины фомирования дренажных средств.
Предпочтительно подэтап формирования двух предварительно сформированных слоев структурных пластов включает этап размещения выбивной решетки или матрицы на форме, этап размещения слоя структурных пластов поверх выбивной решетки или матрицы, этап покрытия контрформой и этап прижатия для формирования предварительно сформированного слоя структурных пластов.
Согласно другому варианту осуществления способ изготовления композитной панели включает этап размещения нескольких дополнительных слоев волокон между структурой ячеистой сердцевины и каждым слоем структурных пластов. Дополнительные слои волокон расположены так, чтобы сформировать между ними промежутки. Этими промежутками формируются дренажные средства.
Согласно другому варианту осуществления способ изготовления композитной панели включает этап формирования каналов на каждой из поверхностей структуры ячеистой сердцевины перед этапом изготовления элемента с ячеистой структурой. Этими каналами формируются дренажные средства.
Таким образом, в соответствии с изобретением создается способ, позволяющий упростить изготовление композитной панели путем существенного сокращения числа этапов изготовления, в частности, за счет исключения заключительного этапа склеивания элементов вместе, с получением в итоге композитной панели, ячейки которой сохраняют свою целостность. Ячейки не закупориваются смолой.
Дренажные средства интегрированы в композитную панель. Они сформированы и используются во время способа изготовления, затем сохраняются в конечном продукте без ухудшения акустических и структурных характеристик композитной панели.
Качество поверхности достигается благодаря наложению на набор второй части формы или контрформы.
Это также снижает риск получения оболочек с разными поверхностями из-за разных процессов сушки, поскольку способ изготовления содержит только один процесс сушки.
Кроме того, используется меньше продуктов, что снижает воздействие на окружающую среду.
На полимеризацию расходуется меньше энергии.
Согласно другому аспекту изобретение относится к композитной панели, содержащей структуру ячеистой сердцевины, размещенную между двумя оболочками, полученной способом изготовления как указано выше. Дренажные средства, сформированные в ходе выполнения способа, интегрированы в композитную панель.
Изобретение также относится к элементу с ячеистой структурой, предназначенному для пропитывания смолой до этапа полимеризации, чтобы получить композитную панель, содержащую центральную ячеистую сердцевину, расположенную между двумя оболочками.
Элемент с ячеистой структурой содержит структуру ячеистой сердцевины, расположенную между двумя слоями структурных пластов, предназначенных для образования обшивки.
Согласно изобретению элемент с ячеистой структурой содержит дренажные средства для распределения смолы в ходе инфузии. Дренажные средства имеют геометрическую форму, обеспечивающую возможность дренажа смолы в элементе с ячеистой структурой в ходе инфузии.
Другие признаки и преимущества изобретения станут понятны по прочтении нижеследующего описания, приводимого исключительно для примера со ссылкой на прилагаемые чертежи, на которых:
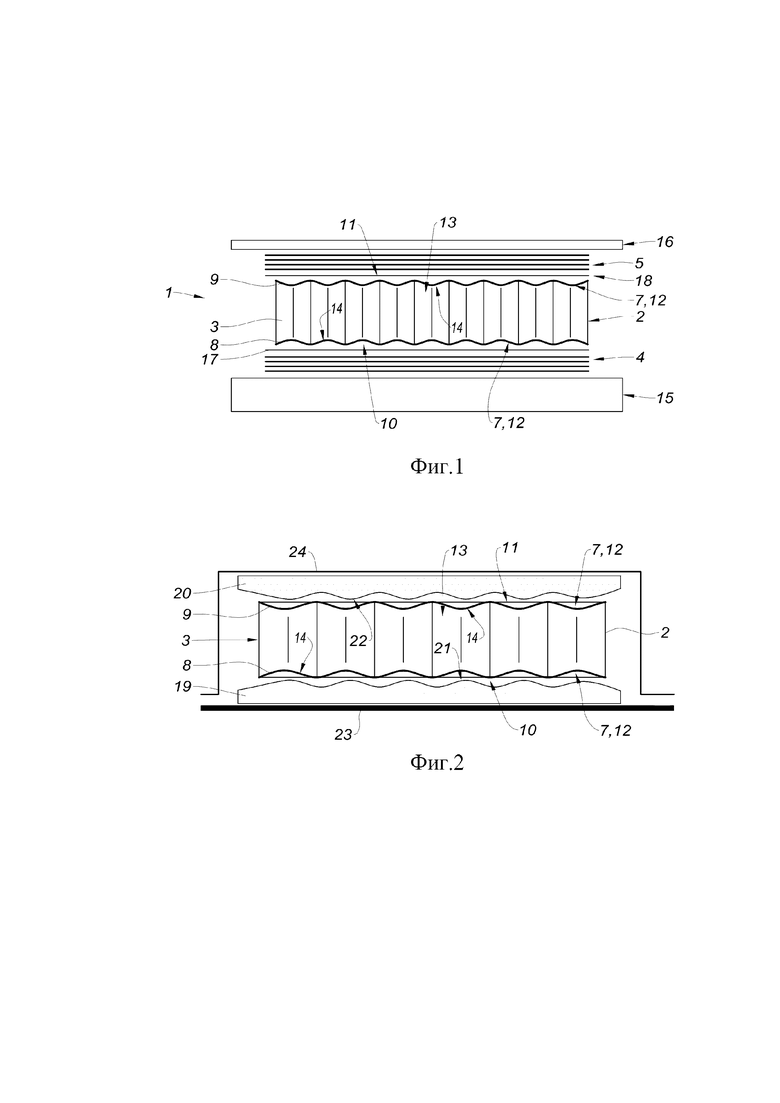
фиг. 1 - элемент с ячеистой структурой на этапе изготовления композитной панели согласно варианту осуществления изобретения, включающем процесс стабилизации,
фиг. 2 - структура ячеистой сердцевины на этапе изготовления предварительно сформированной структуры ячеистой сердцевины согласно другому варианту осуществления изобретения,
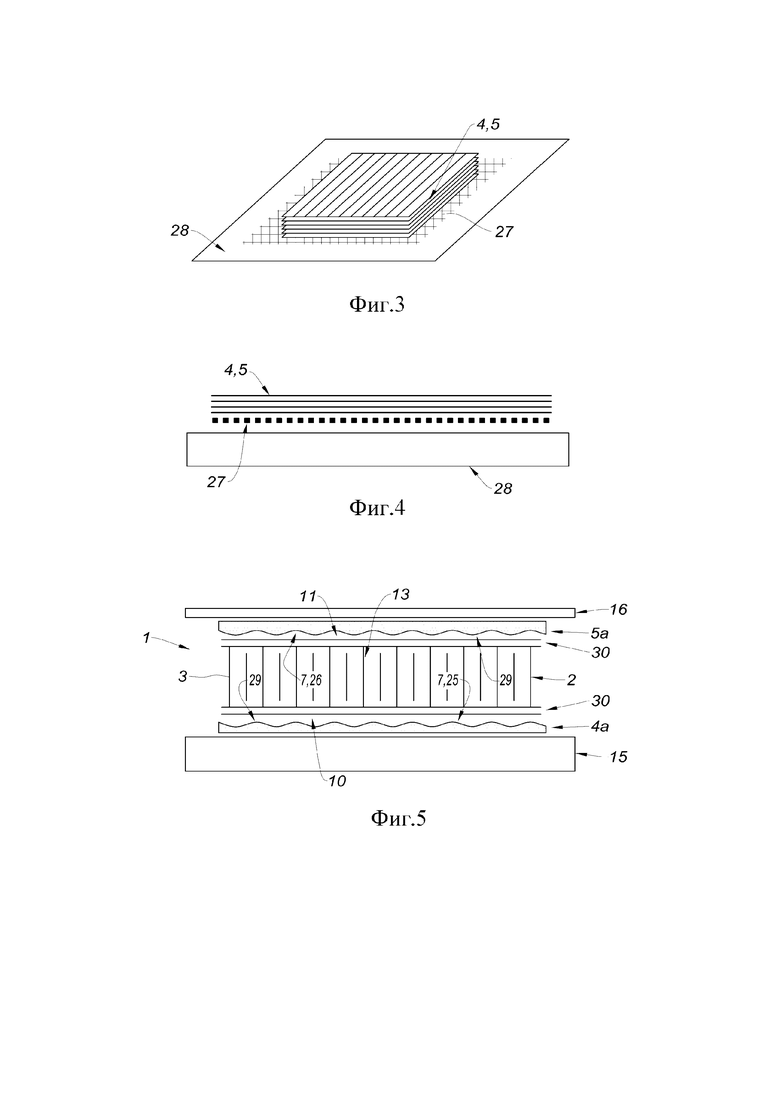
фиг. 3 - вид сверху слоя структурных пластов в ходе подэтапа формирования двух предварительно сформированных слоев пластов,
фиг. 4 - вид сбоку этих слоев структурных пластов,
фиг. 5 - элемент с ячеистой структурой на этапе изготовления композитной панели согласно варианту осуществления изобретения с использованием этих двух предварительно сформированных слоев структурных пластов,
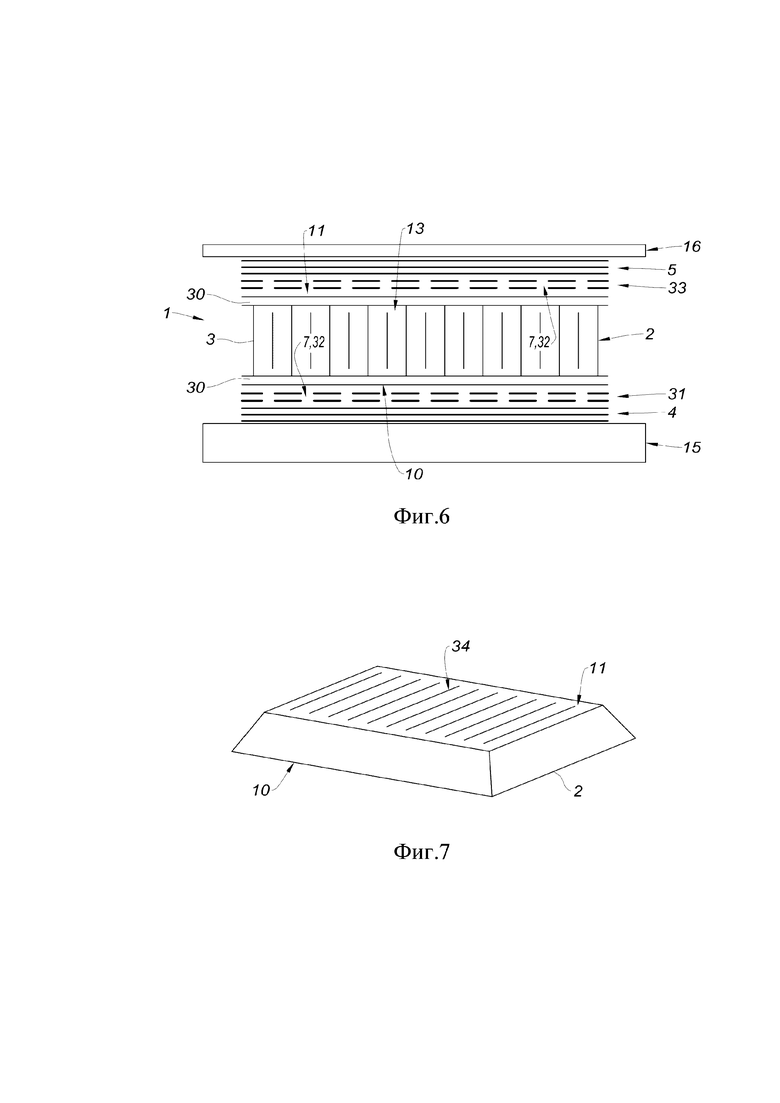
фиг. 6 - элемент с ячеистой структурой на этапе изготовления композитной панели согласно другому варианту осуществления изобретения с использованием дополнительных слоев волокон,
фиг. 7 - структура ячеистой сердцевины после этапа формирования каналов на каждой из этих поверхностей,
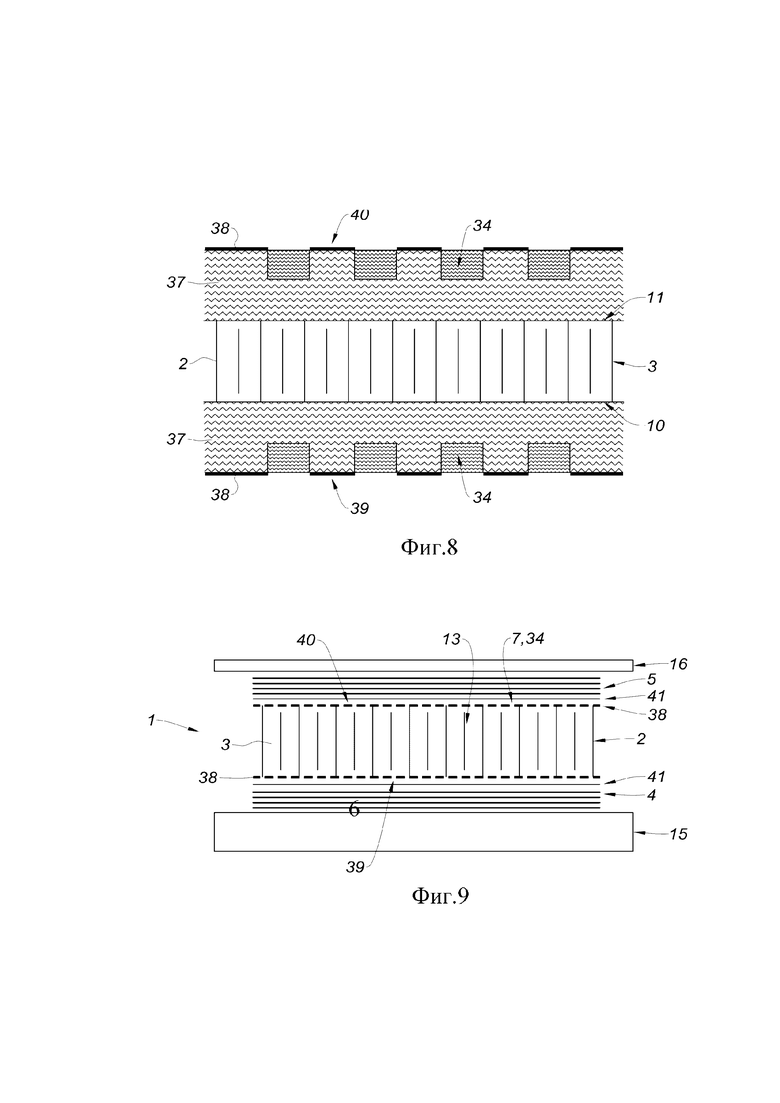
фиг. 8 - структура ячеистой сердцевины, полученная с этими каналами,
фиг. 9 - структура ячеистой сердцевины, содержащая эти каналы, на этапе изготовления композитной панели согласно другому варианту осуществления изобретения.
На всех фигурах идентичные или сходные цифровые обозначения относятся к идентичным или сходным элементам или наборам элементов.
На фиг. 1 проиллюстрирован способ изготовления композитной панели, содержащей центральную ячеистую сердцевину, расположенную между двумя оболочками, согласно одному варианту осуществления изобретения.
Способ изготовления включает этап изготовления элемента 1 с ячеистой структурой, содержащего структуру 2 ячеистой сердцевины, размещенной между двумя слоями 4, 5 структурных пластов, предназначенных для формирования оболочек композита.
Элемент 1 с ячеистой структурой представляет собой промежуточный продукт, используемый на этом этапе изготовления.
Структура 2 ячеистой сердцевины промежуточного продукта и центральная ячеистая сердцевина готового продукта (композитная панель) содержат сеть ячеистых стенок 3, формирующих ячейки 13 или полости, которые могут иметь, например, форму сот.
Композитная панель может не иметь никакой аэродинамической поверхности.
Предпочтительно она содержит одну или две аэродинамические поверхности.
Обшивки расположены напротив друг друга на каждой стороне центральной ячеистой сердцевины композита, так чтобы формировать аэродинамические поверхности.
Использование аэродинамической или акустической обшивки с множеством отверстий, обеспечивающих возможность сообщения по текучей среде между внешней и внутренней частью центральной ячеистой сердцевины композита, формирует акустическую композитную панель, которую можно использовать в качестве створки или панели реверсора тяги гондолы турбореактивного двигателя.
Способ изготовления включает этап размещения элемента с ячеистой структурой 1 в форме, содержащей первую часть 15 формы и вторую часть 16 формы.
Способ изготовления включает этап формирования дренажных средств 7 на каждой стороне структуры 2 ячеистой сердцевины и этап инфузии элемента 1 с ячеистой структурой для пропитывания его смолой.
Способ изготовления включает этап осуществления дренажа смолы через дренажные средства 7 в элементе 1 с ячеистой структурой на этапе инфузии. Дренажные средства 7 имеют геометрическую форму, обеспечивающую возможность дренажа смолы и пропитка элемента 1 с ячеистой структурой.
Способ изготовления включает этап полимеризации пропитанного элемента с ячеистой структурой для формирования композитной панели.
Смола и компоненты панели выдерживают температуру обработки выше 160°.
Получают композиционный компонент с интегрированными дренажными средствами 7, то есть такими, которые являются частью окончательной структуры композита и полимеризация которых была завершена в один этап.
Порядок этапов не ограничен вышеуказанным и может отличаться.
Согласно предпочтительному варианту осуществления, показанному на фиг. 1, дренажные средства 7 получают посредством процесса стабилизации (или стабилизации формы) так, чтобы сформировать гофры 12 вдоль каждой поверхности 10, 11 элемента 1 с ячеистой структурой.
В ходе стабилизации гофры могут быть получены за счет разницы давлений между внутренней и внешней стороной ячеистой сердцевины и зафиксированы на этапе предварительной полимеризации.
В частности, способ изготовления композитной панели включает предварительный этап изготовления герметизированной структуры ячеистой сердцевины перед этапом изготовления элемента 1 с ячеистой структурой, включающий размещение первого стабилизирующего слоя 8 поверх первой поверхности 10 структуры 2 ячеистой сердцевины и этап размещения второго стабилизирующего слоя 9 поверх второй поверхности 11 структуры 2 ячеистой сердцевины.
Предпочтительно, два стабилизирующих слоя 8, 9 приклеивают адгезивом на периферийные края структуры 2 ячеистой сердцевины в ходе предварительного этапа изготовления герметизированной структуры 2 ячеистой сердцевины.
Герметизированная структура 2 ячеистой сердцевины является промежуточным продуктом, который затем используется для изготовления композитной панели.
Первым слоем 4 сухих структурных пластов покрывают первую часть 15 формы.
Опционально первая стеклоткань 17 может быть расположена поверх первого слоя 4 пластов.
Герметизированная структура 2 ячеистой сердцевины располагают поверх первой стеклоткани 17.
Опционально поверх герметизированной структуры 2 ячеистой сердцевины может быть расположена вторая стеклоткань 18.
Вторым слоем 5 структурных пластов покрывают вторую стеклоткань 18.
Получают элемент 1 с ячеистой структурой, содержащий структуру 2 ячеистой сердцевины, размещенную между двумя слоями 4,5 структурных пластов, которые покрыты второй частью 16 формы.
Затем выполняются этапы инфузии и полимеризации.
Дренажные средства 7 формируют на этапе полимеризации, в ходе которого стабилизирующие слои 8, 9 деформируются так, чтобы сформировать гофры 12 вдоль каждой поверхности 10, 11 элемента 1 с ячеистой структурой.
Структура 2 ячеистой сердцевины содержит множество ячеек 13, каждая из которых связана с одним гофром 12 каждого из стабилизирующих слоев 8, 9.
Каждое гофры 12 образовано областью 14 стабилизирующих слоев 8, 9 изогнутой внутрь ячейки 13. Этими гофрами 12 образованы дренажные каналы, позволяющие отводить смолу в ходе инфузии.
Согласно другому варианту осуществления, проиллюстрированному на фиг. 2, способ изготовления композитной панели содержит предварительный этап изготовления предварительно сформированной структуры 2 ячеистой сердцевины перед этапом изготовления элемента 1 ячеистой структуры, включающий:
- этап размещения первого деформируемого элемента 19 поверх формы 23,
- этап размещения первого стабилизирующего слоя 8 поверх первого деформируемого элемента 19,
- этап размещения первой поверхности 10 структуры 2 ячеистой сердцевины поверх первого стабилизирующего слоя 8,
- этап размещения второго стабилизирующего слоя 9 поверх второй поверхности 11 структуры 2 ячеистой сердцевины,
- этап размещения второго деформируемого элемента 20 поверх второго стабилизирующего слоя 9, при этом первый и второй деформируемые элементы 19, 20 предназначены для контакта со стабилизирующими слоями 8, 9 соответственно,
- этап размещения контрформы 24 поверх второго деформируемого элемента 20,
- этап вакуумной сушки, создающий предварительно сформированную структуру 2 ячеистой сердцевины, содержащую гофры 12 поверх этих двух поверхностей 10, 11, с формированием дренажных средств 7.
Первый деформируемый элемент 19 соответствует первой поверхности 10 структуры 2 ячеистой сердцевины, а второй деформируемый элемент 20 соответствует второй поверхности 11 структуры 2 ячеистой сердцевины.
Первый и второй деформируемые элементы 19, 20 образованы шаблонами формы (текстильная подкладка (например, «дышащие» слой) или силиконовые подкладки (например, слои DAM)).
Предпочтительно, на первом и втором деформируемых элементах 19, 20 осуществляется нормальное приклеивание.
Комплект сушат в условиях вакуума в соответствии с известным циклом стабилизирующих слоев 8, 9.
Полученная предварительно сформированная структура 2 ячеистой сердцевины содержит множество ячеек 13, каждая из которых связана с гофром 12 каждого из стабилизирующих слоев 8, 9.
Каждый гофр 12 сформирован областью 14 стабилизирующих слоев 8, 9, которые стали герметичными, изогнутой внутрь ячейки 13. Гофрами 12 образованы дренажные каналы, обеспечивающие дренаж смолы в ходе инфузии.
Предварительно сформированная структура 2 ячеистой сердцевины представляет собой промежуточный продукт, который затем используют на этапе изготовления элемента 1 с ячеистой структурой.
При изготовлении элемента 1 с ячеистой структурой первый слой 4 структурных пластов размещают поверх первой части 15 формы.
Затем предварительно сформированную структуру 2 ячеистой сердцевины размещают поверх первого слоя 4 пластов. Структура 2 ячеистой сердцевины опирается на ее первую поверхность 10.
Второй слой 5 структурных пластов размещают поверх второй поверхности 11 структуры 2 ячеистой сердцевины.
Затем вторую часть 16 формы размещают поверх второго слоя 5 структурных пластов, чтобы закрыть форму.
Затем в условиях вакуума и при высокой температуре, предпочтительно выше 160°С, выполняют этапы инфузии смолы и полимеризации.
Согласно другому варианту осуществления, представленному на фиг. 3-5, этап изготовления элемента 1 с ячеистой структурой содержит подэтап формирования двух предварительно сформированных слоев 4а, 5а структурных пластов перед этапом изготовления элемента 1 с ячеистой структурой.
Каждый из двух предварительно сформированных слоев 4а, 5а структурных пластов имеет рельефную или гофрированную поверхность 25, 26, предназначенную для размещения напротив поверхности 10, 11 структуры 2 ячеистой сердцевины для формирования дренажных средств 7.
В частности, на подэтапе формирования каждого из двух предварительно сформированных слоев 4а, 5а структурных пластов поверх формы 28 размещают выбивную решетку или матрицу 27 как показано на фиг. 3 и 4.
Выбивная решетка или матрица 27 не прилипает (например, изготовлена из тефлона) и содержит сетку, например, с ячейками 5×5 мм.
Каждый слой 4, 5 структурных пластов располагают поверх соответствующей выбивной решетки или матрицы 27 и может быть образован, например, несколькими порошковыми углеродными пленками.
Слой 4, 5 структурных пластов покрывается контрформой.
Каждый слой 4, 5 структурных пластов уплотняют для получения преформы и, таким образом, предварительно сформированного слоя 4a, 5a структурных пластов, имеющего рельефную или гофрированную поверхность 25, 26 с дренажными каналами 29.
Затем решетку или матрицу 27 штампа удаляют.
Как показано на фиг. 5, в ходе изготовления элемента 1 с ячеистой структурой первый предварительно сформированный слой 4a структурных пластов размещают поверх первой части 15 формы.
Затем поверх первого предварительно сформированного слоя 4а структурных пластов размещают структуру 2 ячеистой сердцевины. Структура 2 ячеистой сердцевины опирается на ее первую поверхность 10.
Поверх второй поверхности 11 структуры 2 ячеистой сердцевины размещают второй предварительно сформированный слой 5а структурных пластов.
Затем поверх второго предварительно сформированного слоя 5а структурных пластов размещают вторую часть 16 формы, чтобы закрыть форму.
Между каждым предварительно сформированным слоем 4а, 5а структурных пластов и структурой 2 ячеистой сердцевины возможно расположение стеклотканей 30.
Затем в условиях вакуума и при высокой температуре, предпочтительно выше 160°С, выполняют этапы инфузии смолы и полимеризации.
Согласно другому варианту осуществления, представленному на фиг.6, этап изготовления элемента 1 с ячеистой структурой включает размещения нескольких дополнительных слоев 31, 33 волокон между структурой 2 ячеистой сердцевины и каждым слоем 4, 5 структурных пластов.
Дополнительные слои 31, 33 волокон размещают так, чтобы сформировать промежутки 32 или дренажные каналы между ними, с образованием дренажных средств 7.
В частности, при изготовлении элемента 1 с ячеистой структурой первый слой 4 структурных пластов размещают поверх первой части 15 формы.
Первый дополнительный слой 31 волокон размещают между структурой 2 ячеистой сердцевины и первым слоем 4 структурных пластов.
Дополнительные волокна размещают так, чтобы сформировать промежутки 32 или зазоры между ними.
Затем поверх первого дополнительного слоя 31 волокон размещают структуру 2 ячеистой сердцевины. Структура 2 ячеистой сердцевины опирается на ее первую поверхность 10.
Поверх второй поверхности 11 структуры 2 ячеистой сердцевины размещают второй дополнительный слой 33 волокон.
Дополнительные волокна размещают так, чтобы сформировать промежутки 32 или зазоры между ними.
Второй слой 5 структурных пластов размещают поверх второго дополнительного слоя 33 волокон.
Затем поверх второго слоя 5 структурных пластов размещают вторую часть 16 формы, чтобы закрыть форму.
Между каждым дополнительным слоем 31, 33 волокон и структурой 2 ячеистой сердцевины возможно размещение стеклоткани 30.
Затем в условиях вакуума и при высокой температуре (предпочтительно выше 160°С) выполняют этапы инфузии смолы и полимеризации.
Геометрическая конфигурация, сформированная дополнительными слоями 31, 33 волокон, обеспечивает возможность дренажа смолы в ходе инфузии.
Согласно другому варианту осуществления, представленному на фиг. 7, этап изготовления элемента 1 с ячеистой структурой включает этап формирования каналов 34 поверх каждой поверхности 10, 11 структуры 2 ячеистой сердцевины перед этапом изготовления элемента 1 с ячеистой структурой.
Каналами 34 формируются дренажные средства 7.
На этом этапе 34 формирования канала герметизирующие слои 37 (состоящие, например, из пластов клея, стекла, углерода или подобного) приклеивают к поверхности 10, 11 структуры 2 ячеистой сердцевины, как показано на фиг. 8.
Эти герметизирующие слои 37 могут быть защищены отслаиваемой тканью 38.
На комплекте, который полимеризируется, чтобы герметизировать структуру 2 ячеистой сердцевины и связать различные слои вместе на структуре 2 ячеистой сердцевины, размещают контрформу и прижимают.
Каналы 34 могут быть получены путем протачивания обычных канавок в направлении инфузии. Выполнение канавок также может состоять из формирования сетки. Выполнение канавок осуществляется после полимеризации.
В альтернативном варианте каналы 34 могут быть изготовлены наложением углеродных, стеклянных или других волокон, разнесенных таким образом, чтобы получить каналы. Таким образом, полимеризация выполняется после размещения волокон.
В альтернативном варианте каналы 34 могут быть изготовлены установкой штампа (например, тефлоновой сетки) поверх ткани и под контрформой. Полимеризация выполняется после установки штампа.
Затем удаляют отслаиваемые ткани.
На фиг. 8 представлена полученная структура 2 ячеистой сердцевины с каналами 34.
Таким образом, структура 2 ячеистой сердцевины содержит две канавчатые внешние поверхности 39, 40.
При изготовлении элемента 1 с ячеистой структурой как показано на фиг. 9 первый слой 4 структурных пластов размещают поверх первой части 15 формы.
Затем на первом слое 4 структурных пластов размещают канавчатую структуру 2 ячеистой сердцевины. Канавчатая структура 2 ячеистой сердцевины опирается на ее первую канавчатую внешнюю поверхность 39.
Второй слой 5 структурных пластов размещают на второй канавчатой внешней поверхности 40 структуры 2 ячеистой сердцевины.
Затем поверх второго слоя 5 структурных пластов размещают вторую часть 16 формы, чтобы закрыть форму.
Опционально между каждым слоем 4, 5 структурных пластов и канавчатой структурой 2 ячеистой сердцевины может быть расположен слой стеклоткани 4.
Затем выполняют этапы инфузии смолы и полимеризации в условиях вакуума и при высокой температуре.
Таким образом, смола дренируется через каналы 34.
Выше описан пример осуществления изобретения. Очевидно, что различные варианты изобретения могут быть осуществлены специалистом без изменения сущности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКУСТИЧЕСКАЯ ОБОЛОЧКА ДЛЯ АКУСТИЧЕСКОЙ ПАНЕЛИ ГОНДОЛЫ ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2550318C2 |
| ИЗГОТОВЛЕНИЕ ПРОПИТАННОЙ СМОЛОЙ ЦЕЛЬНОЙ КОМПОЗИТНОЙ ФЕРМОВОЙ КОНСТРУКЦИИ | 2015 |
|
RU2686894C2 |
| ТОПЛИВНЫЙ БАК | 1993 |
|
RU2111869C1 |
| Ячеистый многослойный композитный материал и способ его производства | 2020 |
|
RU2772271C2 |
| СПОСОБ СОЕДИНЕНИЯ ЯЧЕИСТЫХ ЗВУКОПОГЛОЩАЮЩИХ ПАНЕЛЕЙ | 2008 |
|
RU2469852C2 |
| МИНИАТЮРНАЯ МАТРИЧНАЯ СТРУКТУРА ЯЧЕЕК И СПОСОБ ПОЛУЧЕНИЯ МИНИАТЮРИЗОВАННОЙ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ МИНИАТЮРНОЙ МАТРИЧНОЙ СТРУКТУРЫ ЯЧЕЕК | 2006 |
|
RU2377125C1 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| СПОСОБЫ ВНУТРЕННЕЙ ИЗОЛЯЦИИ МНОГОСЛОЙНОЙ СТРУКТУРЫ С ГОФРИРОВАННОЙ СЕРДЦЕВИНОЙ | 2016 |
|
RU2704410C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| ЛЕГКАЯ КОМПОЗИТНАЯ СТРУКТУРА КАБИНЫ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2558400C2 |
Группа изобретений относится к способу изготовления композитной панели, композитной панели, и к элементу с ячеистой структурой. Согласно способу изготавливают элемент с ячеистой структурой, содержащий структуру ячеистой сердцевины, размещенную между двумя слоями структурных пластов, предназначенными для формирования оболочек. Размещают элемент с ячеистой структурой в форме, формируют дренажные средства на каждой стороне структуры ячеистой сердцевины. Обеспечивают инфузию элемента с ячеистой структурой для пропитывания его смолой. Выполняют дренаж смолы в элементе с ячеистой структурой через дренажные средства на этапе инфузии, причем дренажные средства имеют геометрическую форму, обеспечивающую возможность указанного дренажа. Выполняют полимеризацию пропитанного элемента с ячеистой структурой для формирования композитной панели. Группа изобретений позволяет упростить изготовление композитной панели путем существенного сокращения числа этапов изготовления, в частности, путем исключения последнего этапа приклеивания элементов друг к другу, с получением в итоге композитной панели, ячейки которой сохраняют целостность. 3 н. и 9 з.п. ф-лы, 9 ил.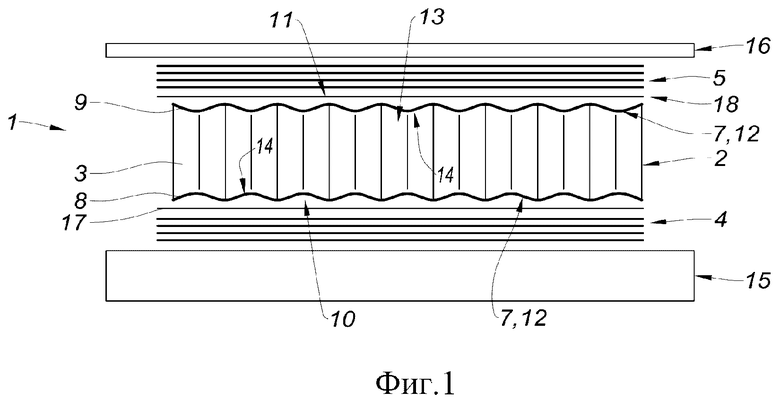
1. Способ изготовления композитной панели, содержащей центральную ячеистую сердцевину, расположенную между двумя оболочками, причем способ изготовления содержит следующие этапы:
- изготавливают элемент (1) с ячеистой структурой, содержащий структуру (2) ячеистой сердцевины, расположенную между двумя слоями (4, 5) структурных пластов, предназначенных для формирования оболочек,
- размещают элемент (1) с ячеистой структурой в форме,
- формируют дренажные средства (7) на каждой стороне структуры (2) ячеистой сердцевины,
- выполняют инфузию элемента (1) с ячеистой структурой так, чтобы пропитать его смолой,
- осуществляют дренаж смолы через дренажные средства (7) в элементе (1) с ячеистой структурой в ходе этапа инфузии, причем дренажные средства (7) имеют геометрическую форму, обеспечивающую возможность осуществления указанного дренажа, и
- полимеризуют пропитанный элемент (1) с ячеистой структурой для формирования композитной панели.
2. Способ изготовления композитной панели по п. 1, причем дренажные средства (7) получают посредством стабилизации так, чтобы сформировать гофры (12) вдоль каждой поверхности (10, 11) элемента (1) с ячеистой структурой.
3. Способ изготовления композитной панели по п. 2, причем способ содержит:
- предварительный этап изготовления герметизированной структуры (2) ячеистой сердцевины перед этапом изготовления элемента (1) с ячеистой структурой, включающий этап размещения первого стабилизирующего слоя (8) поверх первой поверхности (10) структуры (2) ячеистой сердцевины и этап размещения второго стабилизирующего слоя (9) поверх второй поверхности (11) структуры (2) ячеистой сердцевины,
- дренажные средства (7) получают на этапе предварительной полимеризации, в ходе которого стабилизирующие слои (8, 9) деформируют так, чтобы сформировать гофры (12) вдоль каждой поверхности (10, 11) элемента (1) с ячеистой структурой.
4. Способ изготовления композитной панели по п. 3, причем два стабилизирующих слоя (8, 9) наклеивают на периферийные края структуры (2) ячеистой сердцевины в ходе предварительного этапа изготовления герметизированной структуры (2) ячеистой сердцевины.
5. Способ изготовления композитной панели по п. 1, причем способ содержит предварительный этап изготовления предварительно сформированной структуры (2) ячеистой сердцевины перед этапом изготовления элемента (1) с ячеистой структурой, включающий:
- этап размещения первого деформируемого элемента (19) поверх формы (23),
- этап размещения первого стабилизирующего слоя (8) поверх первого деформируемого элемента (19),
- этап размещения первой поверхности (10) структуры (2) ячеистой сердцевины поверх первого стабилизирующего слоя (8),
- этап размещения второго стабилизирующего слоя (9) поверх второй поверхности (11) структуры (2) ячеистой сердцевины,
- этап размещения второго деформируемого элемента (20) поверх второго стабилизирующего слоя (9), причем первый и второй деформируемые элементы (19, 20) предназначены для вхождения в контакт с соответствующими стабилизирующими слоями (8, 9),
- этап размещения контрформы (24) поверх второго деформируемого элемента (20),
- этап вакуумной сушки с образованием предварительно сформированной структуры (2) ячеистой сердцевины, содержащей гофры (12) поверх указанных двух поверхностей (10, 11), с формированием дренажных средств (7),
- используют предварительно формированную структуру (2) ячеистой сердцевины на этапе изготовления элемента (1) с ячеистой структурой.
6. Способ изготовления композитной панели по любому из пп. 3-5, причем структура (2) ячеистой сердцевины содержит множество ячеек (13), каждая из которых связана с гофром (12) каждого из стабилизирующих слоев (8, 9), при этом каждый гофр (12) сформирован областью (14) стабилизирующих слоев (8, 9), изогнутой внутрь ячейки (13).
7. Способ изготовления композитной панели по п. 1, причем этап изготовления элемента (1) с ячеистой структурой включает подэтап формирования двух предварительно сформированных слоев (4a, 5a) структурных пластов перед этапом изготовления элемента (1) с ячеистой структурой, так чтобы получить два предварительно сформированных слоя (4a, 5a) структурных пластов, каждый из которых имеет рельефную или гофрированную поверхность (25, 26), предназначенную для размещения напротив одной поверхности (10, 11) структуры (2) ячеистой сердцевины, с формированием дренажных средств (7).
8. Способ изготовления композитной панели по п. 7, причем подэтап формирования двух предварительно сформированных слоев (4a, 5a) структурных пластов включает этап размещения выбивной решетки или матрицы (27) на форме (28), этап размещения слоя (4, 5) структурных пластов поверх выбивной решетки или матрицы (27), этап покрытия контрформой и этап прижатия для формирования предварительно сформированного слоя (4a, 5а) структурных пластов и гофр, с формированием дренажных средств (7).
9. Способ изготовления композитной панели по п. 1, причем способ включает этап размещения нескольких дополнительных слоев волокон (31, 33) между структурой (2) ячеистой сердцевины и каждым слоем (4, 5) структурных пластов, при этом дополнительные слои волокон (31, 33) располагают так, чтобы сформировать между ними промежутки (32), причем указанными промежутками (32) формируются дренажные средства (7).
10. Способ изготовления композитной панели по п. 1, причем способ включает этап формирования каналов (34) на каждой из поверхностей (10, 11) структуры (2) ячеистой сердцевины перед этапом изготовления элемента (1) с ячеистой структурой, причем указанными каналами (34) формируются дренажные средства (7).
11. Композитная панель, содержащая структуру (2) ячеистой сердцевины, размещенную между двумя оболочками, причем композитная панель получена посредством способа изготовления по любому из пп. 1-10, причем дренажные средства (7), сформированные при осуществлении указанного способа, интегрированы в композитную панель.
12. Элемент (1) с ячеистой структурой, предназначенный для пропитывания смолой до этапа полимеризации так, чтобы получить композитную панель, содержащую центральную ячеистую сердцевину, расположенную между двумя оболочками, при этом элемент (1) с ячеистой структурой содержит структуру (2) ячеистой сердцевины, расположенную между двумя слоями (4, 5) структурных пластов, предназначенных для формирования оболочек, причем элемент (1) с ячеистой структурой содержит дренажные средства (7) для распределения смолы в ходе инфузии, причем дренажные средства (7) имеют геометрическую форму, обеспечивающую возможность дренажа смолы в элементе (1) с ячеистой структурой в ходе инфузии.
| DE 10358295 A1, 19.05.2005 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО ТЕРМОКОНСТРУКЦИОННОГО МАТЕРИАЛА И СОТОВАЯ СТРУКТУРА | 1993 |
|
RU2111122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2623781C2 |
| WO 2011096935 A1, 11.08.2011 | |||
| WO 2008118649 A1, 02.10.2008. | |||

