ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к съемным сердечникам для использования при изготовлении подвергнутых соотверждению углеродно-эпоксидных конструкций и, в частности, к образованным витками податливым сердечникам, которые способствуют уменьшению или устранению коробления внешнего слоя слоистой углеродно-эпоксидной конструкции, во время наслаивания и которые легко и просто могут быть удалены после ее соотверждения.
УРОВЕНЬ ТЕХНИКИ
Углеродно-эпоксидные конструкции содержат множество углеродных волокон, внедренных в матрицу из смолы (обычно эпокси) для поддержки и связи углеродных волокон друг с другом и могут быть выполнены в виде предварительно пропитанных структур или "препрегов".
Углеродно-эпоксидные конструкции являются прочными и легкими и поэтому широко используются в самых различных отраслях промышленности как таковые или после соотверждения с другими углеродно-эпоксидными конструкциями. Например, в авиационной промышленности крылья воздушного летательного аппарата содержат подвергнутые соотверждению углеродно-эпоксидные конструкции для придания крыльям достаточной прочности, чтобы справляться с аэродинамическими нагрузками, действующими на крылья во время полета, и достаточно небольшого веса, чтобы соответствовать требованиям, предъявляемым к воздушным летательным аппаратам. Крылья воздушного летательного аппарата и его другие конструкции обычно выполнены с помощью совокупностей элементов жесткости или "стрингеров", подвергнутых соотверждению с внешним слоем слоистой конструкции (таким как обшивка воздушного летательного аппарата). Стрингеры могут быть изготовлены в виде препрега с различными сечениями, такими как двутавровое, Z-образное или "шляпообразное" сечения. "Шляпообразный стрингер" в целом образован парой стенок, проходящих вверх от основной части и соединенных в шляпной форме, охватывающей пространство шляпообразного сечения.
Для соотверждения стрингеров с обшивкой воздушного летательного аппарата обычно используется способ наслаивания. Обшивка воздушного летательного аппарата, также выполненная в виде препрега, наслаивается на стрингер, чтобы закрыть пространство шляпообразного сечения и сформировать полое внутреннее пространство. Для соотверждения стрингеров вместе с обшивкой воздушного летательного аппарата применяют нагрев и давление в автоклаве или аналогичный способ. Обычно в полое внутреннее пространство для его поддержки во время отверждения вставляют съемный сердечник. Стрингеры обеспечивают сопротивление элемента жесткости нагрузкам, прикладываемым к обшивке воздушного летательного аппарата, а полое внутреннее пространство стрингера обеспечивает небольшой вес относительно прочности этого элемента жесткости. Описанный выше способ может быть использован для соотверждения любого типа углеродно-эпоксидных конструкций, например, соотверждения обшивки воздушного летательного аппарата с нервюрами, балками и другими его конструктивными компонентами без ухудшения свойств обшивки воздушного летательного аппарата.
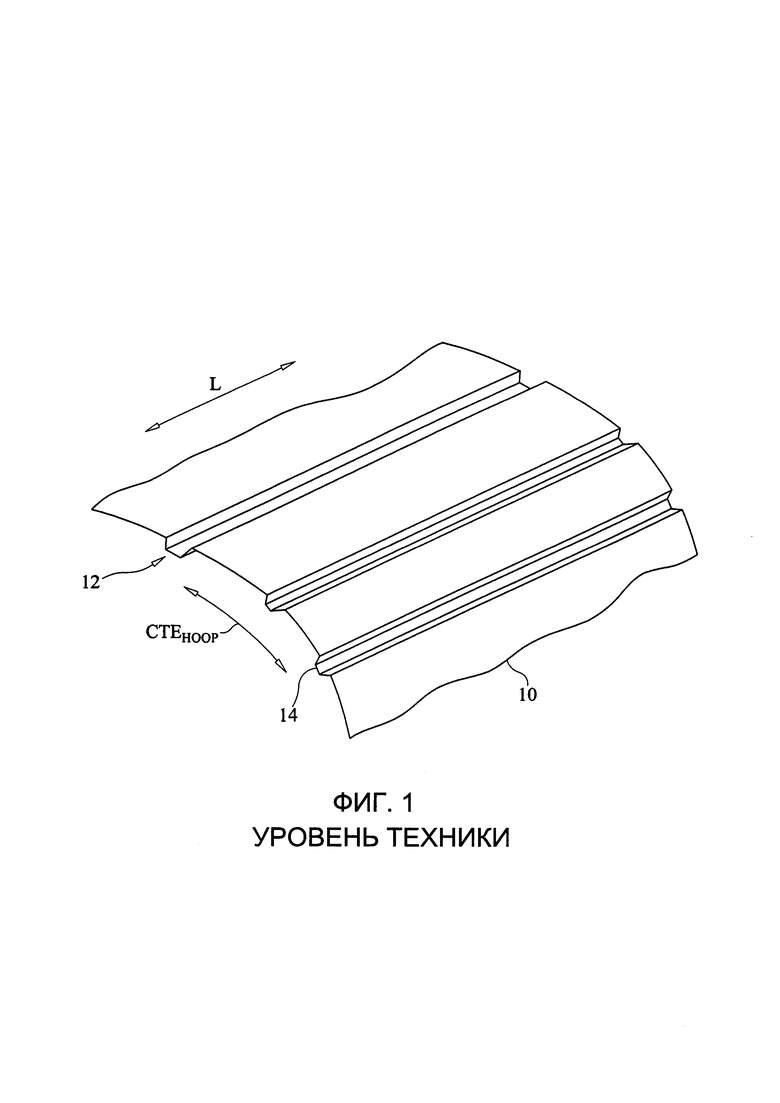
На Фиг. 1-4 показан пример обычного устройства и способа формирования полого шляпообразного стрингера для конструкции воздушного летательного аппарата и соотверждения стрингера с обшивкой воздушного летательного аппарата с помощью внутреннего съемного сердечника для опоры. Как показано на Фиг. 1, желобчатый облицовочный лист 10 имеет множество желобков 12, размещенных с интервалами под углом на расстоянии друг от друга и проходящих в целом продольно или продольном направлении L. В этом примере желобки 12 имеют в целом трапециевидное шляпообразное сечение с уголками, которые плавно искривляются и выполняют радиусный переход к нижней пластине 14. Также возможны другие формы сечения желобков, например, помимо прочего, полукруглая или V-образная форма. Желобчатый облицовочный лист 10 может быть выполнен из композиционного материала, такого как углеродные волокна или ткань в эпоксидной матрице. Другие материалы могут быть использованы сами по себе или в сочетании для изготовления желобчатого облицовочного листа 10, и другие материалы могут быть скомбинированы с композиционными материалами. Материалы или сочетания материалов имеют результирующий коэффициент CTEhoop теплового расширения облицовочного листа (отмечено двусторонней стрелкой на Фиг. 1).
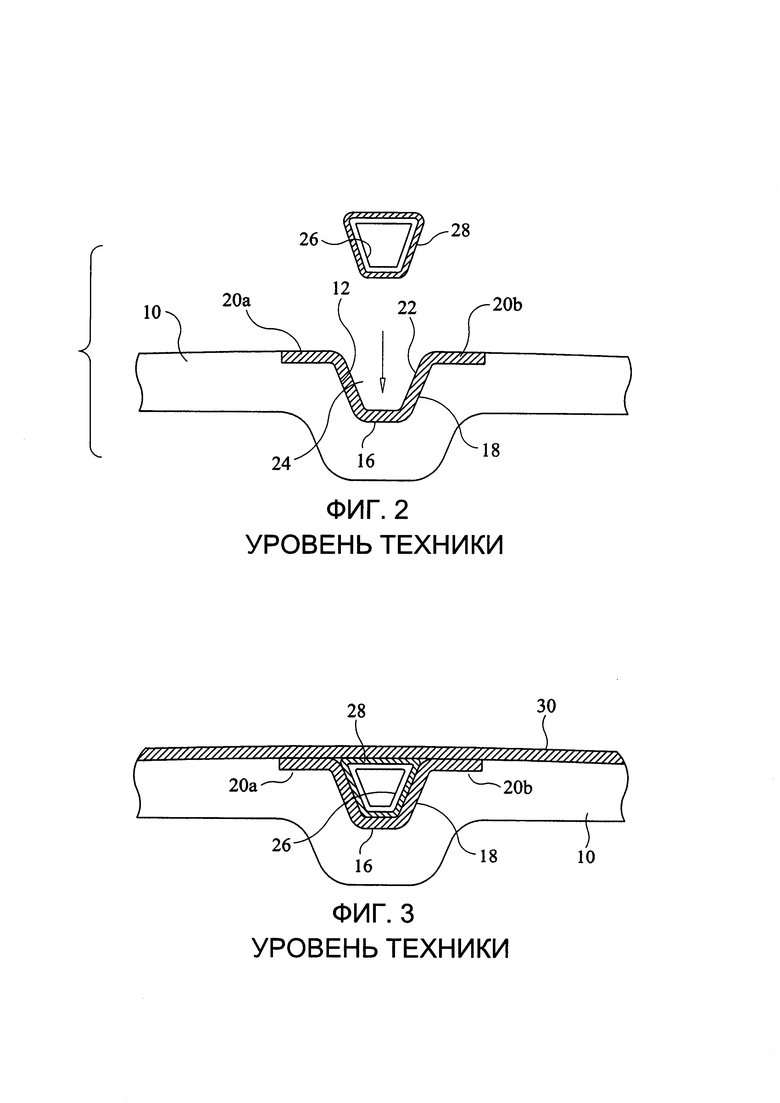
На Фиг. 2-4 показаны виды концевых сечений, иллюстрирующие различные этапы известного способа формирования стрингера 16, подвергнутого соотверждению с обшивкой воздушного летательного аппарата с использованием желобчатого облицовочного листа 10 такого типа, как показано на Фиг. 1. Стрингер 16 имеет трапециевидное или шляпообразное сечение, имеющее боковые стенки 18 и участки 20а, 20b концевых полок. Как показано на Фиг. 2, стрингер 16 размещен в одном из шляпообразных желобков 12, образованных в желобчатом облицовочном листе 10. Боковые стенки 18 стрингера 16 имеют внутренние поверхности 22, которые образуют полое внутреннее пространство 24 внутри шляпообразного стрингера 16. Жесткий шляпообразный сердечник 26 размещен внутри полого внутреннего пространства 24 стрингера 16, так что внешние поверхности 28 шляпообразного сердечника 26 находятся в поддерживающем контакте с внутренними поверхностями 22 стрингера 16 для сохранения формы стрингера 16 под воздействием сил сжатия, прикладываемых во время наслаивания и отверждения.
Как показано на Фиг. 3, после размещения сердечника 26 внутри боковых стенок 18, формирующих полое внутреннее пространство 24 стрингера 16, внешний подложечный слой 30 наносится поверх облицовочного листа 10, участков 20а, 20b концевых полок стрингера и сердечника 26 для формирования обшивки воздушного летательного аппарата, чтобы получить слоистую конструкцию. Внешний подложечный слой 30, как и стрингер 16, может быть препреговой углеродно-эпоксидной конструкцией. Внешний подложечный слой 30 подвергают соотверждению со стрингером 16 с применением достаточного количества тепла и давления в автоклаве или сходным способом. Внешний подложечный слой 30 приобретает сцепление за счет соотверждения с участками 20а, 20b полок стрингера 16 и внешней поверхностью 28 сердечника 26.
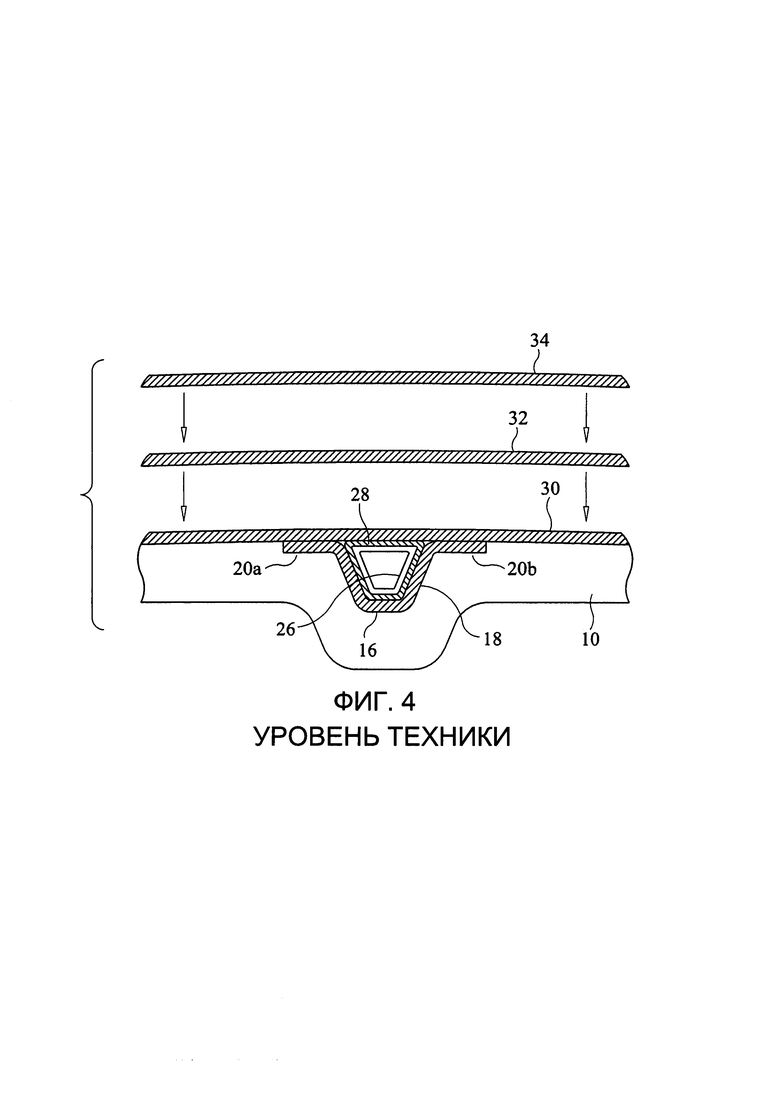
Как показано на Фиг. 4, отверждение может быть выполнено сначала путем размещения выполненной с возможностью сжатия прокладки или прокладочного листа 32 поверх внешнего подложечного слоя 30 и размещения вакуумного мешка 34 поверх прокладочного листа 32 и внешнего подложечного слоя 30, чтобы формировать среду повышенного давления для обработки в автоклаве. Воздушное пространство между вакуумным мешком 34 и внешним подложечным слоем 30 затем опорожняют, чтобы приложить ровное давление к внешнему подложечному слою 30, участкам 20а, 20b концевых полок стрингера 16 и внешней поверхности 28 сердечника 26. Внешний подложечный слой 30 после этого подвергают соотверждению с желобчатым лицевым листом 10, участками 20а, 20b концевых полок стрингера 16 и внешней поверхностью 28 сердечника 26 при температуре отверждения с использованием автоклава в условиях разрежения. После отверждения внешний подложечный слой 30 отделяют от прокладочного листа 32 и вакуумного мешка 34 и удаляют сердечник 26 в полом внутреннем пространстве 24 стрингера 16. Внешняя поверхность 28 сердечника 26 может быть изготовлена из материала или обработана материалом, который обеспечивает высвобождение от внутренних поверхностей 22 стрингера 16 следом за отверждением, чтобы обеспечить возможность удаления сердечника 26.
Любой из самых разных сердечников может быть использован при соотверждении подвергнутых соотверждению углеродно-эпоксидных конструкций, имеющих полое внутреннее пространство. Например, есть сердечник из жесткой резины, который может быть вставлен в пространство сечения стрингера, однако оказалось, что сердечник такого типа сложно удалить из стрингеров после отверждения.
Также существует одноразовый сердечник, который может быть растворен после отверждения, однако для сердечника такого типа требуется связанный с загрязнением и непрактичный процесс растворения. Еще один тип сердечника представляет собой систему многоразового эластомерного сердечника (re-usable elastomeric mandrel system, REMS), который по существу является резиновым сердечником, заполненным керамическими шариками. Однако сердечник этого типа может оказаться непрактичным при использовании для длинных стрингеров.
Обычно используемый сердечник представляет собой гибкий эластичный баллон, выполненный с возможностью работы при повышенном давлении, который создает ровную силу, направленную против расширения, чтобы избегать сминания во время отверждения при давлении до примерно 100 фунтов на квадратный дюйм (6,90 бар). Однако во время наслаивания или установки на место в сердечнике типа эластичного баллона не создают повышенного давления, что может привести к короблению внешнего слоя слоистой конструкции и вызвать многочисленные проблемы при последующих операциях. Кроме того, сердечник типа эластичного баллона может быть неудобным в использовании, поскольку может вызывать появление складок во внешнем слое слоистой конструкции, иногда может иметь потенциальные утечки, которые должны быть проверены при каждом рабочем прогоне, должен быть вставлен и удален при каждом рабочем прогоне и/или заменен с большими затратами.
Поэтому было бы желательно создать усовершенствованный тип сердечника для использования при соотверждении полых углеродно-эпоксидных конструкций, которым можно уменьшить или устранить коробление внешнего слоя слоистой конструкции во время наслаивания и который легко и просто может быть удален после соотверждения углеродно-эпоксидных конструкций.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с предпочтительным вариантом реализации настоящего изобретения в данном документе раскрыт образованный витками податливый сердечник для использования при соотверждении полой углеродно-эпоксидной конструкции. Образованный витками податливый сердечник изготовлен из волокна, смоченного примесным материалом, который при высыхании придает волокну жесткость. Волокно, смоченное примесным материалом, сформировано витками, проходящими вдоль продольной оси и при высыхании поддерживающими внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия при использовании в качестве сердечника во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции. Образованный витками податливый сердечник выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца волокна, смоченного примесным материалом, в направлении вдоль продольной оси, так что образованный витками податливый сердечник после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации.
Образованный витками податливый сердечник содержится внутри защитного вкладыша. Защитный вкладыш образует защитный барьер для предотвращения перетекания смолы во время соотверждения в образованный витками сердечник. Предпочтительное волокно, используемое для формирования образованного витками податливого сердечника, может представлять собой натуральное или искусственное волокно, которое является достаточно пористым для поглощения обладающего текучестью примесного материала и выполнено с возможностью высыхания с такой жесткостью, чтобы оказывать сопротивление силам сжатия во время наслаивания и соотверждения. Предпочтительные волокна имеют прочность на разрыв, превышающую при высыхании прочность связи примесного материала. Предпочтительным примесным материалом может быть керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды. В предпочтительном варианте применения образованный витками податливый сердечник выполнен имеющим форму витков, размер и плотность витков, подходящие для использования в качестве сердечника для формирования стрингера в конструкции воздушного летательного аппарата. Образованный витками податливый сердечник может иметь трапециевидное или шляпообразное сечение для использования при формировании шляпообразного стрингера.
Также раскрыт способ изготовления образованного витками податливого сердечника. В этом способе используется пресс-форма, имеющая верхнюю и нижнюю формовочные половины, проходящие вдоль продольной оси и имеющие половинные углубления взаимодополняющей формы, обращенные друг к другу и вместе образующие объединенные формовочные углубления пресс-формы. Вставляют подающее устройство (applicator) через открытый конец объединенных формовочных углублений пресс-формы для подачи волокна, смоченного примесным материалом, который при высыхании придает волокну жесткость. Волокно, смоченное примесным материалом, выдавливают из выпускного конца подающего устройства для формирования образованного витками элемента с витками, заполняющими объединенные формовочные углубления пресс-формы, посредством вращения подающего устройства при отводе подающего устройства назад из объединенных формовочных углублений пресс-формы. Волокно, смоченное примесным материалом, сушат в объединенных формовочных углублениях пресс-формы, так что полученный образованный витками элемент имеет жесткость, чтобы оказывать сопротивление силам сжатия во время последующего наслаивания и отверждения при использовании в качестве сердечника для формирования полой углеродно-эпоксидной конструкции, и выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками элемента в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации.
В альтернативном варианте реализации изобретения образованный витками податливый сердечник может быть сформирован из образованного витками металлического элемента, имеющего витки, проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции, причем образованный витками податливый сердечник выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками металлического элемента в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации, а защитный вкладыш, надетый поверх образованного витками металлического элемента, изготовленного из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника от внутренних поверхностей полой углеродно-эпоксидной конструкции после отверждения. Примером метала, который может быть использован, является стальная проволока. Образованный витками металлический элемент может быть изготовлен с любой из множества форм сердечника.
Кроме того, изобретение включает варианты реализации согласно следующим пунктам:
Пункт 1. Образованный витками податливый сердечник для использования при соотверждении полой углеродно-эпоксидной конструкции, содержащий:
волокно, смоченное примесным материалом, который при высыхании придает волокну жесткость,
причем волокно сформировано витками, проходящими вдоль продольной оси и поддерживающими при высыхании внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия при использовании в качестве сердечника во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции, а
образованный витками податливый сердечник выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца волокна в направлении вдоль продольной оси, так что образованный витками податливый сердечник может быть просто удален из полой углеродно-эпоксидной конструкции после отверждения.
Пункт 2. Образованный витками податливый сердечник по пункту 1, в котором витки содержатся в защитном вкладыше.
Пункт 3. Образованный витками податливый сердечник по пункту 2, в котором защитный вкладыш изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника от внутренних поверхностей полой углеродно-эпоксидной конструкции после отверждения.
Пункт 4. Образованный витками податливый сердечник по пункту 2, в котором материалом защитного вкладыша является эластомер, армированный силиконовый каучук или синтетический фторполимерный каучук.
Пункт 5. Образованный витками податливый сердечник по пункту 1, в котором волокно, используемое для формирования образованного витками податливого сердечника, представляет собой натуральное или искусственное волокно, которое является достаточно пористым для поглощения примесного материала и имеет прочность на разрыв, превышающую при высыхании прочность связи примесного материала.
Пункт 6. Образованный витками податливый сердечник по пункту 1, в котором примесный материал представляет собой керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды.
Пункт 7. Образованный витками податливый сердечник по пункту 1, в котором образованный витками податливый сердечник имеет форму витков, размер и плотность витков, подходящие для использования в качестве сердечника для формирования стрингера в конструкции воздушного летательного аппарата.
Пункт 8. Образованный витками податливый сердечник по пункту 1, в котором образованный витками податливый сердечник имеет трапециевидное или шляпообразное сечение для использования при формировании полой углеродно-эпоксидной конструкции с трапециевидным или шляпообразным сечением.
Пункт 9. Образованный витками податливый сердечник для использования при соотверждении полой углеродно-эпоксидной конструкции, содержащий:
образованный витками металлический элемент, имеющий витки, проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции,
причем образованный витками металлический элемент выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками металлического элемента в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации, и
защитный вкладыш, надетый поверх образованного витками металлического элемента, изготовленного из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника от внутренних поверхностей полой углеродно-эпоксидной конструкции после отверждения.
Пункт 10. Образованный витками податливый сердечник по пункту 9, в котором образованный витками металлический элемент изготовлен из стальной проволоки.
Пункт 11. Способ изготовления образованного витками податливого сердечника, включающий, этапы на которых:
берут пресс-форму, имеющую верхнюю и нижнюю формовочные половины, проходящие вдоль продольной оси и имеющие половинные углубления взаимодополняющей формы, обращенные друг к другу и вместе образующие объединенные формовочные углубления пресс-формы;
вставляют подающее устройство через открытый конец объединенных формовочных углублений пресс-формы и подают в подающее устройство волокно, смоченное примесным материалом, который при высыхании придает волокну жесткость;
выдавливают волокно, смоченное примесным материалом, из выпускного конца подающего устройства для формирования образованного витками элемента с витками, заполняющими объединенные формовочные углубления пресс-формы, посредством вращения подающего устройства при отводе его назад из объединенных формовочных углублений пресс-формы; и
сушат волокно, смоченное примесным материалом в объединенных формовочных углублениях пресс-формы, так что полученный образованный витками элемент имеет жесткость, чтобы оказывать сопротивление силам сжатия во время последующего наслаивания и отверждения при использовании в качестве сердечника для формирования полой углеродно-эпоксидной конструкции, и выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками элемента в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации.
Пункт 12. Способ по пункту 11, также включающий этап, на котором вдевают образованный витками податливый сердечник в защитный вкладыш.
Пункт 13. Способ по пункту 12, в котором защитный вкладыш изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника от внутренних поверхностей полой углеродно-эпоксидной конструкции после отверждения.
Пункт 14. Способ по пункту 13, в котором материалом защитного вкладыша является эластомер, армированный силиконовый каучук или синтетический фторполимерный каучук.
Пункт 15. Способ по пункту 11, при котором волокно представляет собой натуральное или искусственное волокно, которое является достаточно пористым для поглощения примесного материала и имеет прочность на разрыв, превышающую при высыхании прочность связи примесного материала.
Пункт 16. Способ по пункту 11, в котором примесный материал представляет собой керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды.
Пункт 17. Способ по пункту 11, в котором образованный витками податливый сердечник выполнен с формой витков, размером и плотностью витков во время наслаивания и отверждения стрингера.
Пункт 18. Способ изготовления образованного витками податливого сердечника по пункту 11, при котором образованный витками податливый сердечник имеет трапециевидное или шляпообразное сечение для использования при формировании полой углеродно-эпоксидной конструкции с трапециевидным или шляпообразным сечением.
Пункт 19. Способ изготовления образованного витками податливого сердечника, включающий этапы, на которых:
берут образованный витками металлический элемент, имеющий витки, проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции,
причем образованный витками податливый сердечник выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками металлического элемента в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации, и
надевают защитный вкладыш поверх образованного витками металлического элемента, причем защитный вкладыш изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника от внутренних поверхностей полой углеродно-эпоксидной конструкции после отверждения.
Пункт 20. Способ по пункту 19, в котором образованный витками металлический элемент изготовлен из стальной проволоки.
Другие объекты, признаки и преимущества различных вариантов осуществления в настоящем изобретении будут описаны в нижеследующем подробном описании со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 показан известный желобчатый облицовочный лист для формирования обшивки воздушного летательного аппарата со стрингерами.
На Фиг. 2-4 показаны виды концевых сечений, иллюстрирующие различные этапы известного способа формирования обшивки воздушного летательного аппарата со стрингерами с использованием желобчатого облицовочного листа, показанного на Фиг. 1.
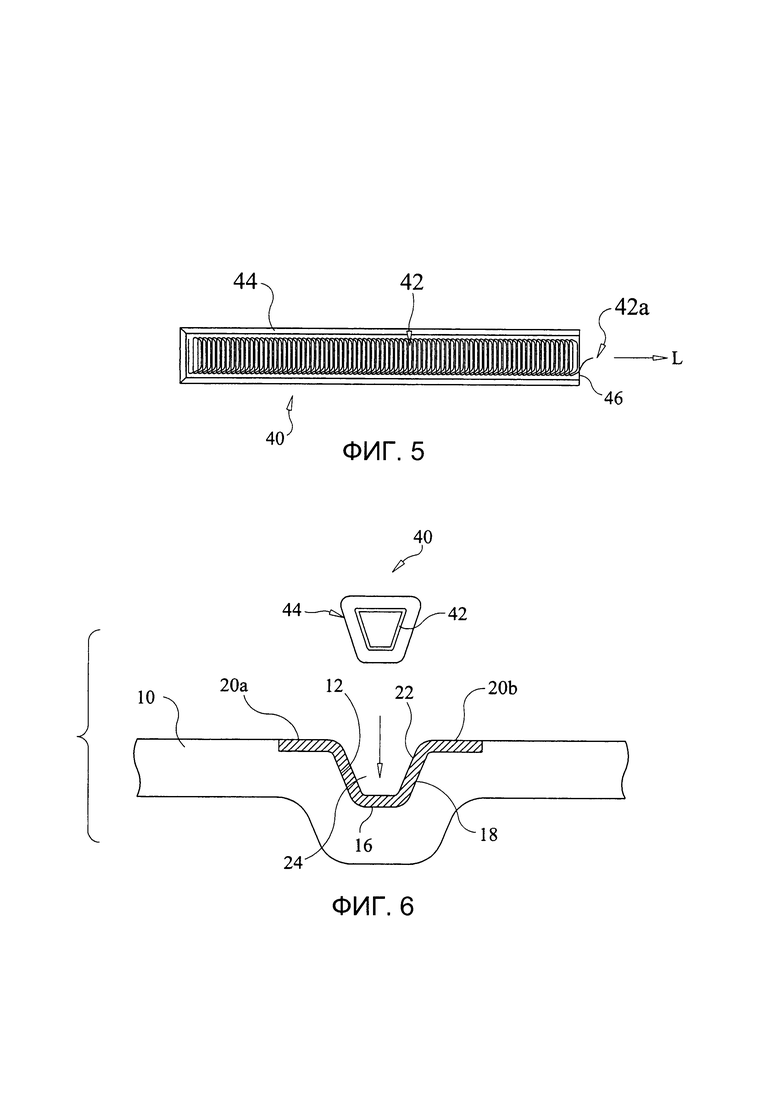
На Фиг. 5 показан вид сечения образованного витками податливого сердечника.
На Фиг. 6 показан вид концевого сечения, иллюстрирующий образованный витками податливый сердечник, используемый при соотверждении стрингера с желобчатым лицевым листом.
На Фиг. 7А-7Е показано несколько видов, иллюстрирующих различные этапы согласно предпочтительному варианту способа изготовления образованного витками податливого сердечника.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В последующем подробном описании описаны некоторые предпочтительные варианты реализации для иллюстрации принципов настоящего изобретения, применяемого для изготовления образованного витками податливого сердечника 40 (показанных на Фиг. 5 и 6) и использования образованного витками податливого сердечника 40 для соотверждения полой углеродно-эпоксидной конструкции в соответствии со способами соотверждения такого типа, который приведен в разделе "Уровень техники".
В предпочтительной среде использования образованный витками податливый сердечник 40 может быть применен для формирования стрингера, подвергаемого соотверждению с обшивкой воздушного летательного аппарата. Однако для специалиста в данной области техники очевидно, что принципы настоящего изобретения могут быть реализованы для решения других аналогичных задач или применены в других аналогичных условиях и/или с другими аналогичными или эквивалентными вариантами иллюстративных вариантов осуществления. Следует также отметить, что эти способы, процедуры, компоненты или функции, обычно известные специалистам в области техники, относящейся к изобретению, не описаны подробно, чтобы избежать излишне сложного описания сущности предпочтительных вариантов реализации изобретения.
Как показано на Фиг. 5, образованный витками податливый сердечник 40 содержит упрочненный примесями и образованный витками волокнистый элемент 42, вдетый в защитный вкладыш 44. Выпускной конец 42а упрочненного примесями и образованного витками волокнистого элемента 42 открыт с открытого конца 46 защитного вкладыша 44, чтобы обеспечивать возможность вытягивания выпускного конца 42а в осевом направлении вдоль продольной оси L, чтобы сминать упрочненный примесями и образованный витками волокнистый элемент 42 и простым и аккуратным образом удалить его из углеродно-эпоксидной конструкции после отверждения.
В предпочтительном варианте реализации изобретения упрочненный примесями и образованный витками волокнистый элемент 42 выполнен из натурального или искусственного волокна 48, которое смочено примесным материалом 49, обладающим текучестью (как показано, например, на Фиг. 7 В, описанной ниже). Волокно 48 должно быть достаточно пористым для поглощения примесного материала 49 и выполнено с возможностью высыхания с такой жесткостью, чтобы способствовать формированию упрочненного примесями и образованного витками волокнистого элемента 42 и чтобы оказывать сопротивление силам сжатия во время наслаивания и соотверждения. Волокно 48 предпочтительно имеет прочность на разрыв, превышающую силу сцепления высушенного примесного материала 49, так что выпускной конец 42а упрочненного примесями и образованного витками волокнистого элемента 42 может быть вытянут в осевом направлении для разрушения связей высушенного примесного материала 49 без разрушения волокна 48.
Предпочтительный примесный материал 49 представляет собой керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды. Примером является материал C-Aquapor, коммерчески доступный от компании Aero Consultants, Ltd., Ngnikon-Uster, Швейцария. Материал C-Aquapour представляет собой порошкообразный примесный материал, который легко смешивается с водой. Он может быть налит или подан под давлением в пресс-формы для формирования сложных сердечников для композитного наслаивания. C-Aquapour хорошо растворим в водопроводной воде и легко может быть смыт с готовых деталей. Предпочтительные примесные материалы должны быть в состоянии выдерживать температуру около 350 градусов по Фаренгейту (177°C). При высыхании примесный материал 49 пропитывает волокно 48 и придает жесткость полученному упрочненному примесями и образованному витками волокнистому элементу 42, так что он может сохранять свою форму при использовании в качестве сердечника под воздействием сил сжатия, прикладываемых во время последующего наслаивания и отверждения подвергнутой соотверждению углеродно-эпоксидной конструкции. В предпочтительном варианте реализации изобретения упрочненный примесями и образованный витками волокнистый элемент 42 должен быть в состоянии выдержать силы сжатия до примерно 100 фунтов на квадратный дюйм (6,90 бар) или более во время наслаивания и до примерно 15 фунтов на квадратный дюйм (1,03 бар) при разрежении во время соотверждения углеродно-эпоксидной конструкции.
В предпочтительном варианте реализации изобретения образованный витками податливый сердечник 40 содержится внутри защитного вкладыша 44 и образует защитный барьер, который во время соотверждения предотвращает перетекание смолы в образованный витками податливый сердечник 40. Защитный вкладыш 44 предпочтительно выбран из любого материала, который придает необходимые барьерные свойства, а также может иметь свойство высвобождаемости от внутренней поверхности углеродно-эпоксидной конструкции, для извлечения сердечника после отверждения. Предпочтительные материалы вкладыша включают в себя эластомер, армированный силиконовый каучук или синтетические каучуковые фторполимеры, обычно используемые для уплотнительных колец и других формованных или экструдированных изделий.
Как показано на Фиг. 6, образованный витками податливый сердечник 40, содержащий упрочненный примесями и образованный витками волокнистый элемент 42, содержащийся в защитном вкладыше 44 может быть использован для формирования шляпообразного стрингера 16 в конструкции воздушного летательного аппарата. Как описано выше в отношении известных способов формирования стрингеров, проиллюстрированных на Фиг. 1-4, шляпообразный стрингер 16 имеет трапециевидные боковые стенки 18 и участки 20а, 20b концевых полок. Боковые стенки 18 стрингера 16 имеют внутренние поверхности 22, которые образуют полое внутреннее пространство 24 внутри шляпообразного стрингера 16. Образованный витками податливый сердечник 40, выполненный в этом примере со шляпообразный сечением, размещен внутри полого внутреннего пространства 24 стрингера 16, так что внешние поверхности 28 образованного витками податливого сердечника 40 находятся в поддерживающем контакте с внутренними поверхностями 22 стрингера 16 для сохранения его формы под воздействием сил сжатия, прикладываемых во время наслаивания и отверждения. Образованный витками податливый сердечник 40 имеет внешний диаметр, который по существу соответствует внутреннему диаметру полого внутреннего пространства 24. После отверждения образованный витками податливый сердечник 40 удаляют из стрингера 16 посредством вытягивания на выпускном конце 42а образованного витками податливого сердечника 40, вызывая отделение примесного материала 49, сминание упрочненного примесями и образованного витками волокнистого элемента 42 в осевом направлении, так что он может быть вытянут из полого внутреннего пространства 24 стрингера 16. После сминания образованный витками податливый сердечник 40 имеет меньший внешний диаметр, чем внутренний диаметр полого внутреннего пространства 24.
В предпочтительном варианте использования образованный витками податливый сердечник 40 выполнен имеющим форму витков, размер и плотность витков, подходящие для использования в качестве сердечника для формирования стрингера в конструкции воздушного летательного аппарата. Могут быть использованы другие формы витков, размеры и плотности для решения других задач. Например, раскрытый здесь образованный витками податливый сердечник 40 выполнен имеющим шляпообразное сечение для использования при изготовлении углеродно-эпоксидной конструкции, имеющей трапециевидное или шляпообразное сечение со шляпообразный полым внутренним пространством 24. Однако специалисту в данной области техники будет понятно, что раскрытые принципы могут быть реализованы схожим образом с образованными витками податливыми сердечниками, выполненными с другими формами сечений, для использования при изготовлении углеродно-эпоксидных конструкций, имеющих полые внутренние пространства с другими формами сечений. Форма сечения образованного витками податливого сердечника должна соответствовать форме сечения полого внутреннего пространства необходимой углеродно-эпоксидной конструкции. В дополнение, прочность на сжатие образованного витками податливого сердечника 40 может быть увеличена, чтобы обеспечить возможность применения этой техники для решения других задач. Более конкретно, толщина волокна может быть увеличена, чтобы таким образом увеличить структурную целостность образованного витками податливого сердечника 40 за счет увеличения количества материала, используемого для формирования упрочненного примесями и образованного витками волокнистого элемента 42. Это также может быть достигнуто за счет уменьшения пространства между соседними витками в упрочненном примесями и образованном витками волокнистом элементе 42, так что полученный сердечник оказывается толще и имеет большую структурную целостность и увеличенную жесткость, и т.п.
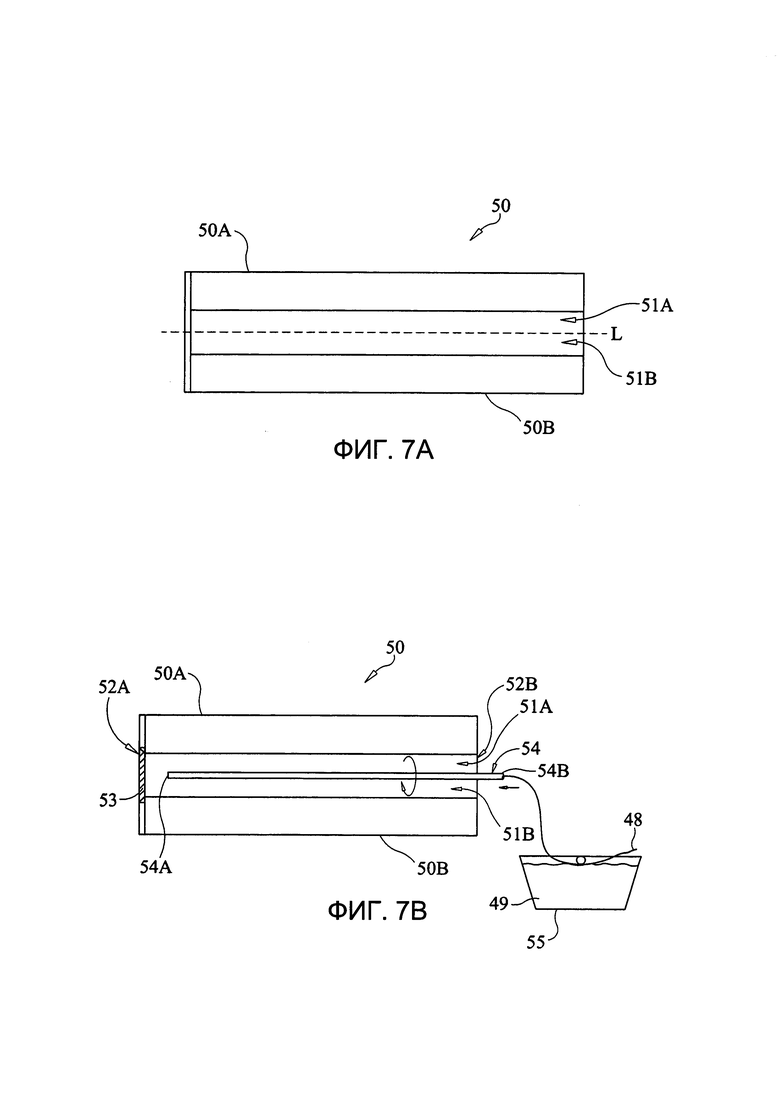
Предпочтительный способ изготовления образованного витками податливого сердечника 40 проиллюстрирован на Фиг. 7А-7Е. Как показано на Фиг. 7А, пресс-форма 50 для формирования образованного витками податливого сердечника 40 может содержать верхнюю формовочную половину 50А и нижнюю формовочную половину 50В, проходящие в направлении продольной оси L. Формовочные половины 50А и 50В имеют формовочные углубления 51А и 51В и сопряжены вместе, так что они обращены друг к другу для формирования объединенных формовочных углублений 51А, 51В для формирования в них образованного витками податливого сердечника 40. Пресс-форма может быть изготовлена из металла, дерева или твердых материалов иных типов.
Как показано на Фиг. 7 В, в качестве стопора на одном конце 52А объединенных формовочных углублений 51А, 51В, образованных сопряженными формовочными половинами 50А, 50В пресс-формы 50, может быть вставлена заглушка 53 с оставлением открытого конца 52В на противоположном конце объединенных формовочных углублений 51А, 51В. В открытый конец 52В объединенных формовочных углублений 51А, 51В может быть вставлено длинное тонкое подающее устройство 54, которое имеет выпускной конец 54А и впускной конец 54В для подачи волокна 48, смоченного примесным материалом 49, чтобы в объединенных формовочных углублениях 51А, 51В сформировать упрочненный примесям и образованный витками волокнистый элемент 42. Примесный материал 49 может быть нанесен на волокно 48 с помощью ракеля или из заполненной ванны 55. Волокно 48 может быть подано во впускной конец 54 В подающего устройства посредством подающих роликов непосредственно из заполненной ванны 55.
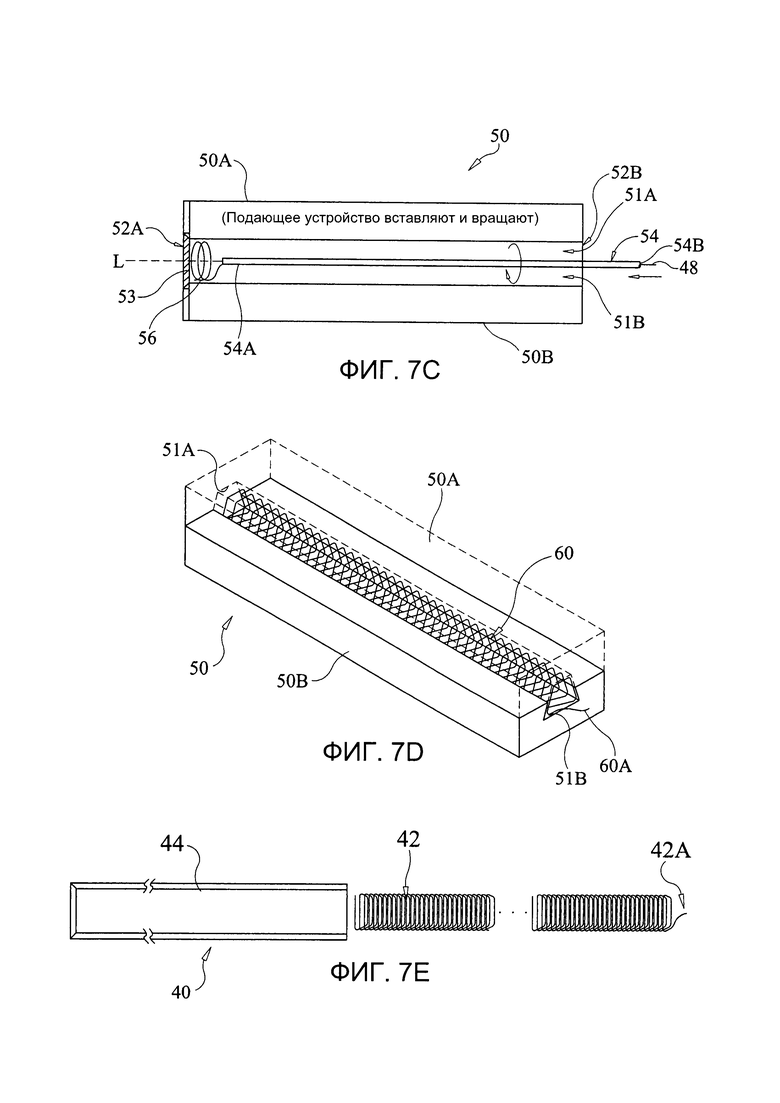
Как показано на Фиг. 1С, волокно 48, смоченное примесным материалом 49, подают во впускной конец 54В подающего устройства 54 и выдавливают на выпускном конце 54А подающего устройства 54. По мере выдавливания волокна 44 выпускной конец 54А подающего устройства совершает вращения с круговым движением, так что обработанное примесями выдавливаемое волокно 48 образует витки 56, заполняющие объединенные формовочные углубления 51А, 51В формовочных половин 50A, 50В пресс-формы 50, принимая, в результате этого, шляпообразное сечение образованного витками элемента, соответствующее шляпообразному сечению объединенных формовочных углублений 51А, 51В. Витки 56 могут принимать любую форму, задаваемую объединенными формовочными углублениями 51А, 51В.
По мере вращения выпускного конца 54А подающее устройство 54 отводят назад к открытому концу 52В объединенных формовочных углублений 51А, 51В, благодаря чему в направлении продольной оси L происходит образование последовательности витков 56. Скорость отвода подающего устройства 54 при вращении его выпускного конца 54А и выдавливании волокна 48, обработанного примесями, будет определять расстояние и плотность укладки образованных витками элементов, т.е. большая скорость отвода будет приводить к меньшему количеству витков и большему расстоянию между ними, а меньшая скорость отвода приводит к большему количеству витков и большей плотности укладки. Предпочтительная скорость отвода и, следовательно, плотность укладки образованных витками элементов, будут зависеть от величины необходимого сопротивления силам сжатия во время наслаивания и соотверждения. Обработанное примесями волокно 48 должно быть подано в подающее устройство 54 с постоянной скоростью для получения необходимой плотности укладки при ровном формообразовании витков.
Для формирования образованного витками элемента, имеющего конечную форму, подаваемым волокном 48 заполняют объединенных формовочных углублений 51А, 51В с соответствием по форме их сечению. В предпочтительном варианте реализации изобретения форма сечения объединенных формовочных углублений 51А, 51В образует трапециевидную форму сечения или форму шляпы для использования в качестве сердечника для формирования шляпообразного стрингера. Однако следует понимать, что форма сечения объединенных формовочных углублений 51А, 51В может иметь любую из множества форм и размеров, и, следовательно, этот метод формирования образованных витками элементов может быть использован для формирования сердечника любого необходимого размера и любой формы сечения.
Как показано на Фиг. 7D, процесс формирования образованных витками элементов продолжают до тех пор, пока образуемый витками элемент 60 не сформируется полностью с выходом из выпускного конца 60а. После этого готовый образованный витками элемент 60 сушат для формирования упрочненного примесями и образованного витками волокнистого элемента 42 и удаляют из пресс-формы 50. Как показано на Фиг. 7Е, упрочненный примесями и образованный витками волокнистый элемент 42 затем вставляют в трубчатый защитный вкладыш 44, как описано выше, для формирования образованного витками податливого сердечника 40.
В альтернативном варианте реализации изобретения, образованный витками податливый сердечник 40 может быть сформирован из образованного витками металлического элемента, имеющего витки, проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции. Образованный витками металлический элемент может быть выполнен имеющим заданную форму сечения сердечника или другую форму сечения с помощью любого из известных способов выполнения проводов, которые не описаны в настоящем документе. Примером металла, который может быть использован, является стальная проволока, способная выдерживать температуры в автоклаве без ухудшения своих свойств, а также сжимающую нагрузку до примерно 100 фунтов на квадратный дюйм (6,90 бар) при комнатной температуре. Образованный витками металлический элемент выполнен с возможностью сминания в осевом направлении, когда приложена сдвигающая сила, превышающая силу сопротивления, удерживающая образованный витками металлический элемент в его заданной форме, так что образованный витками сердечник может быть просто удален посредством вытягивания на конце образованного витками металлического элемента и сминания, в результате этого, образованного витками металлического элемента. Образованный витками металлический элемент может быть изготовлен с любой из множества форм сердечника.
Конечно, может быть выполнено множество модификаций и вариаций с учетом вышеизложенного описания предпочтительных вариантов для реализации принципов настоящего изобретения. Например, образованные витками податливые сердечники раскрытого здесь типа могут быть использованы для изготовления деталей любой формы или размера для применения в различных отраслях промышленности. Все такие модификации и изменения следует рассматривать в пределах сущности и объема настоящего раскрытия, как определено в формуле изобретения.
Изобретение относится к образованному витками податливому сердечнику для использования при отверждении полой углеродно-эпоксидной конструкции, способу изготовления образованного витками податливого сердечника. Стрингер в конструкции воздушного летательного аппарата изготовлен из волокна, которому придана жесткость примесным материалом, который поддерживает внешнюю форму витков, оказывающую сопротивление внешним силам сжатия при использовании в качестве сердечника во время наслаивания и отверждения, и выполнен с возможностью сминания при вытягивании конца волокна вдоль его продольной оси, так что он после отверждения может быть просто удален и изъят из эксплуатации. В способе изготовления образованного витками податливого сердечника используется пресс-форма с формованным углублением для формирования образованного витками элемента с волокном, смачиваемым примесным материалом и подаваемым посредством подающего устройства с вращением подающего устройства при отводе его назад для формирования образованного витками элемента в пресс-форме. В альтернативном варианте реализации изобретения образованный витками податливый сердечник может быть сформирован из образованного витками металлического элемента, имеющего сечение в форме сердечника и вдетого в защитный вкладыш. Изобретение обеспечивает повышение физико-механических показателей изделий. 4 н. и 16 з.п. ф-лы, 11 ил.
1. Образованный витками податливый сердечник (40) для использования при соотверждении полой углеродно-эпоксидной конструкции, содержащий:
волокно (48), смоченное примесным материалом (49), который при высыхании придает волокну (48) жесткость,
причем волокно (48) сформировано витками (56), проходящими вдоль продольной оси и поддерживающими при высыхании внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия при использовании в качестве сердечника во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции, а
образованный витками податливый сердечник (40) выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца волокна (48) в направлении вдоль продольной оси, так что образованный витками податливый сердечник (40) может быть просто удален из полой углеродно-эпоксидной конструкции после отверждения.
2. Образованный витками податливый сердечник (40) по п. 1, в котором витки (56) содержатся в защитном вкладыше (44).
3. Образованный витками податливый сердечник (40) по п. 2, в котором защитный вкладыш (44) изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника (40) от внутренних поверхностей (22) полой углеродно-эпоксидной конструкции после отверждения.
4. Образованный витками податливый сердечник (40) по п. 2, в котором материалом защитного вкладыша (44) является эластомер, армированный силиконовый каучук или синтетический фторполимерный каучук.
5. Образованный витками податливый сердечник (40) по п. 1, в котором волокно (48), используемое для формирования образованного витками податливого сердечника (40), представляет собой натуральное или искусственное волокно (48), которое является достаточно пористым для поглощения примесного материала (49) и имеет прочность на разрыв, превышающую при высыхании прочность связи примесного материала (49).
6. Образованный витками податливый сердечник (40) по п. 1, в котором примесный материал (49) представляет собой керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды.
7. Образованный витками податливый сердечник (40) по п. 1, в котором образованный витками податливый сердечник (40) имеет форму витков, размер и плотность витков, подходящие для использования в качестве сердечника для формирования стрингера (16) в конструкции воздушного летательного аппарата.
8. Образованный витками податливый сердечник (40) по п. 1, в котором образованный витками податливый сердечник (40) имеет трапециевидное или шляпообразное сечение для использования при формировании полой углеродно-эпоксидной конструкции с трапециевидным или шляпообразным сечением.
9. Образованный витками податливый сердечник (40) для использования при соотверждении полой углеродно-эпоксидной конструкции, содержащий:
образованный витками металлический элемент (60), имеющий витки (56), проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции,
причем образованный витками металлический элемент (60) выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками металлического элемента (60) в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации, и
защитный вкладыш (44), надетый поверх образованного витками металлического элемента (60), изготовленного из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника (40) от внутренних поверхностей (22) полой углеродно-эпоксидной конструкции после отверждения.
10. Образованный витками податливый сердечник (40) по п. 9, в котором образованный витками металлический элемент (60) изготовлен из стальной проволоки.
11. Способ изготовления образованного витками податливого сердечника (40), включающий этапы, на которых:
берут пресс-форму (50), имеющую верхнюю и нижнюю формовочные половины (50А, 50В), проходящие вдоль продольной оси и имеющие половинные углубления взаимодополняющей формы, обращенные друг к другу и вместе образующие объединенные формовочные углубления (51А, 51В) пресс-формы (50);
вставляют подающее устройство (54) через открытый конец (46) объединенных формовочных углублений (51А, 51В) пресс-формы (50) и подают в подающее устройство (54) волокно (48), смоченное примесным материалом (49), который при высыхании придает волокну (48) жесткость;
выдавливают волокно (48), смоченное примесным материалом (49), из выпускного конца (54А) подающего устройства (54) для формирования образованного витками элемента (42) с витками (56), заполняющими объединенные формовочные углубления (51А, 51В) пресс-формы (50), посредством вращения подающего устройства (54) при отводе его назад из объединенных формовочных углублений (51А, 51В) пресс-формы (50); и
сушат волокно (48), смоченное примесным материалом (49), в объединенных формовочных углублениях (51А, 51В) пресс-формы (50), так что полученный образованный витками элемент (42) имеет жесткость, чтобы оказывать сопротивление силам сжатия во время последующего наслаивания и отверждения при использовании в качестве сердечника (40) для формирования полой углеродно-эпоксидной конструкции, и выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками элемента (60) в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации.
12. Способ по п. 11, также включающий этап, на котором вдевают образованный витками податливый сердечник (40) в защитный вкладыш (44).
13. Способ по п. 12, в котором защитный вкладыш (44) изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника (40) от внутренних поверхностей (22) полой углеродно-эпоксидной конструкции после отверждения.
14. Способ по п. 13, при котором материалом защитного вкладыша (44) является эластомер, армированный силиконовый каучук или синтетический фторполимерный каучук.
15. Способ по п. 11, в котором волокно (48) представляет собой натуральное или искусственное волокно (48), которое является достаточно пористым для поглощения примесного материала (49) и имеет прочность на разрыв, превышающую при высыхании прочность связи примесного материала (49).
16. Способ по п. 11, в котором примесный материал (49) представляет собой керамический порошок, находящийся во взвешенном состоянии в текучей среде на основе воды.
17. Способ по п. 11, в котором образованный витками податливый сердечник (40) выполнен с формой витков, размером и плотностью витков во время наслаивания и отверждения стрингера (16).
18. Способ изготовления образованного витками податливого сердечника (40) по п. 11, при котором образованный витками податливый сердечник (40) имеет трапециевидное или шляпообразное сечение для использования при формировании полой углеродно-эпоксидной конструкции с трапециевидным или шляпообразным сечением.
19. Способ изготовления образованного витками податливого сердечника (40), включающий этапы, на которых:
берут образованный витками металлический элемент (56), имеющий витки (56), проходящие вдоль продольной оси и поддерживающие внешнюю форму витков, которая оказывает сопротивление внешним силам сжатия во время последующего наслаивания и отверждения полой углеродно-эпоксидной конструкции,
причем образованный витками податливый сердечник (40) выполнен с возможностью сминания в осевом направлении посредством сдвигающих сил, прикладываемых при вытягивании конца образованного витками металлического элемента (60) в направлении вдоль продольной оси, так что он после отверждения может быть просто удален из полой углеродно-эпоксидной конструкции и изъят из эксплуатации, и
надевают защитный вкладыш (44) поверх образованного витками металлического элемента, причем защитный вкладыш (44) изготовлен из материала, который обеспечивает возможность высвобождения образованного витками податливого сердечника (40) от внутренних поверхностей (22) полой углеродно-эпоксидной конструкции после отверждения.
20. Способ по п. 19, в котором образованный витками металлический элемент (60) изготовлен из стальной проволоки.
| US 5766204 A, 16.06.1998 | |||
| US 5827598 A, 27.10.1998 | |||
| CN 101484290 A, 15.07.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |

