Изобретение относится к производству труб, в частности к формам для изготовления труб из жидкого материала, содержащего бетонную смесь, и предназначено для изготовления труб, в том числе водопроводных и канализационных.
Известна Установка для формования напорных труб, включающая наружную форму, внутри которой по ее оси расположена внутренняя форма, образуя кольцевую полость (а.с. СССР №435120, В28В 21/34, оп. 05.07.1974 г.).
Недостатками вышеуказанного известного технического решения являются значительные энергетические затраты при выполнении технологической формовки тепловой обработки изделия; возможно не уплотнение смеси в опалубке на 8-10 мм по диаметру жесткой упругой мембраны за счет термического воздействия на масло и возврат ее в исходное положение за счет вакуума.
Наиболее близким техническим решением является Форма для изготовления бетонных раструбных труб, включающая наружную и внутреннюю трубы, соосно расположенные между собой и образующие кольцевое пространство (а.с. СССР №410950, В28В 21/34, оп. 15.01.1974 г., прототип).
Недостатком вышеуказанного известного технического решения является сложность конструкции, состоящей из множества узлов и деталей, кинематические связи которых сложно согласовать с технологическим процессом:
а) внутренняя обечайка, состоящая из 5-ти вертикальных частей со сквозными щелями, которые заклеиваются клейкой лентой на стороне соприкосновения с бетоном, через которые не возможен отвод воды без разгерметизации стыков;
б) сопротивление уплотнения бетона осуществляется в начальной стадии под собственным весом наружной обечайки, а оно зависит от жесткости смеси, и требует дополнительного воздействия прессов с рычажной системой привода;
в) довольно сложная система выемки внутренней обечайки - с изотермическим прогревом и впуском холодного воздуха через систему крышки, троса и прочее.
Предлагаемое нами техническое решение устраняет вышеперечисленные недостатки и позволяет упростить технологию изготовления труб различных диаметров за счет создания технологичной формы, обеспечивающей изготовляемой трубе заданные параметры, в том числе заданную прочность и монолитность трубы.
Поставленная цель достигается тем, что Форма для изготовления труб, включающая внешнюю и внутреннюю трубы, соосно расположенные между собой и образующие кольцевое пространство, дополнительно содержит фиксаторы, две съемные торцевые заглушки, закрепленные на концевых участках внешней и внутренней труб, образуя между ними кольцевое пространство с заданными размерами, внешние вставки и, по меньшей мере, одну внутреннюю вставку, каждая из труб выполнена со сквозной продольной прорезью по всей длине, при этом сквозная продольная прорезь внешней трубы расположена в верхнем вертикальном положение, съемная торцевая заглушка выполнена с возможностью расположения и закрепления ее на концевых участках внешней и внутренней труб, внешние вставки расположены в сквозной продольной прорези внешней трубы по всей ее длине с образованием между собой проема или проемов для подачи жидкого материала в кольцевое пространство, при этом каждая из внешних вставок выполнена с возможностью расположения ее в сквозной продольной прорези внешней трубы и с возможностью поперечного перекрытия сквозной продольной прорези по наружной поверхности внешней трубы, по меньшей мере, одна внутренняя вставка расположена в сквозной продольной прорези внутренней трубы по всей ее длине, при этом внутренние вставки герметично соединены между собой посредством торцевого соединения, внутренняя вставка выполнена с возможностью расположения ее в сквозной продольной прорези внутренней трубы и с возможностью поперечного перекрытия сквозной продольной прорези по внутренней поверхности внутренней трубы, фиксатор выполнен с возможностью расположения его внутри внутренней трубы для фиксации внутренней вставки или вставок в заданном положении, фиксатор представляет собой жесткую пространственную рамную конструкцию и расположен внутри внутренней трубы в концевых ее зонах или в концевых и средней ее зонах, или по всей ее длине, съемная торцевая заглушка состоит из кольцевого диска с двумя кольцевыми обечайками, закрепляемыми на концевых участках внешней и внутренней трубах, форма дополнительно снабжена, по меньшей мере, одним центрирующим элементом, выполненным с возможностью расположения его между нижней частью фиксатора и внутренней поверхностью внутренней трубы.
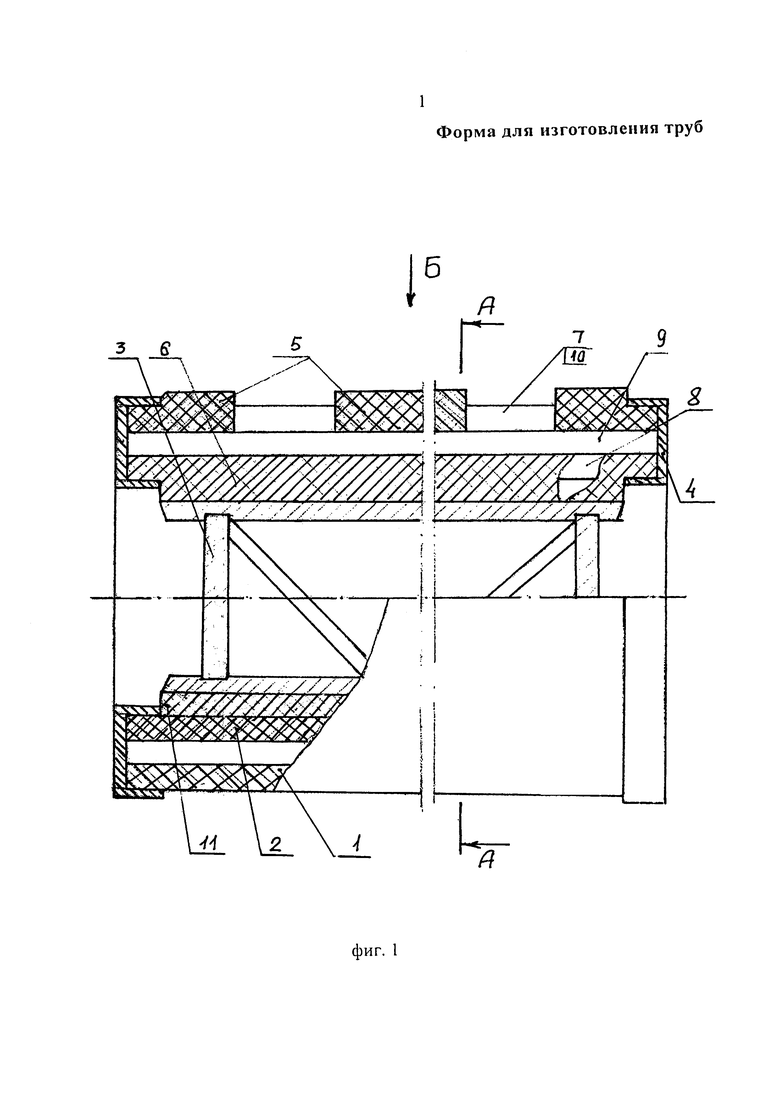
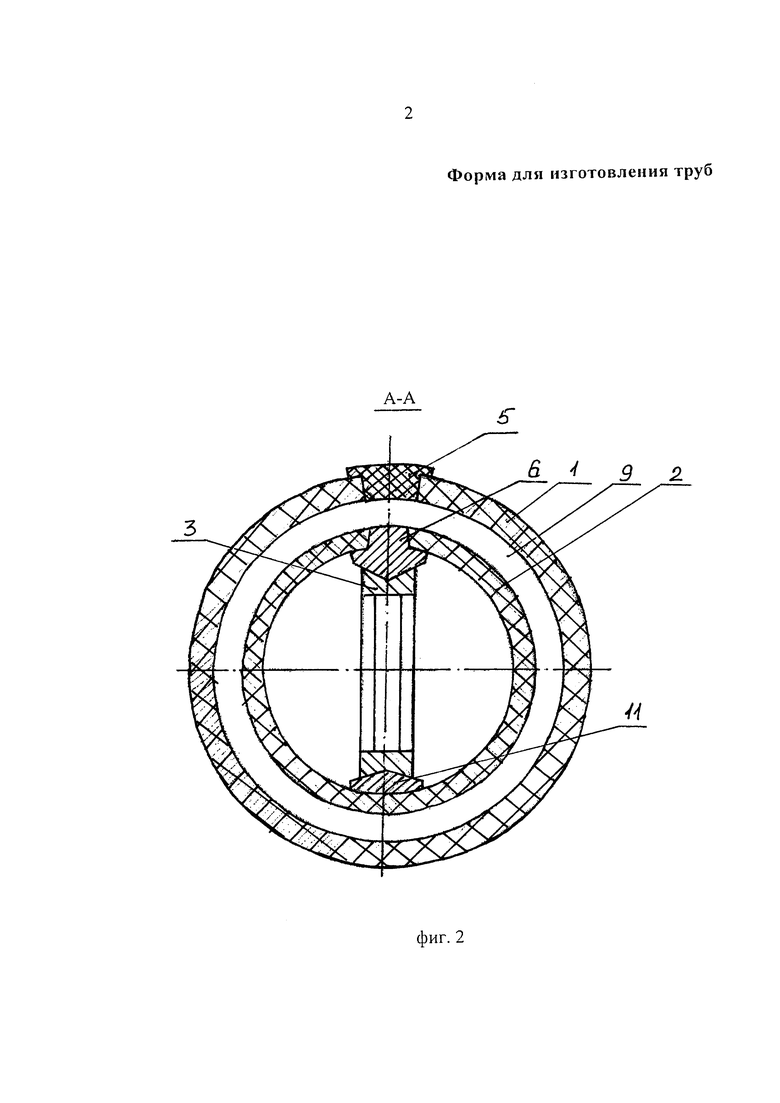
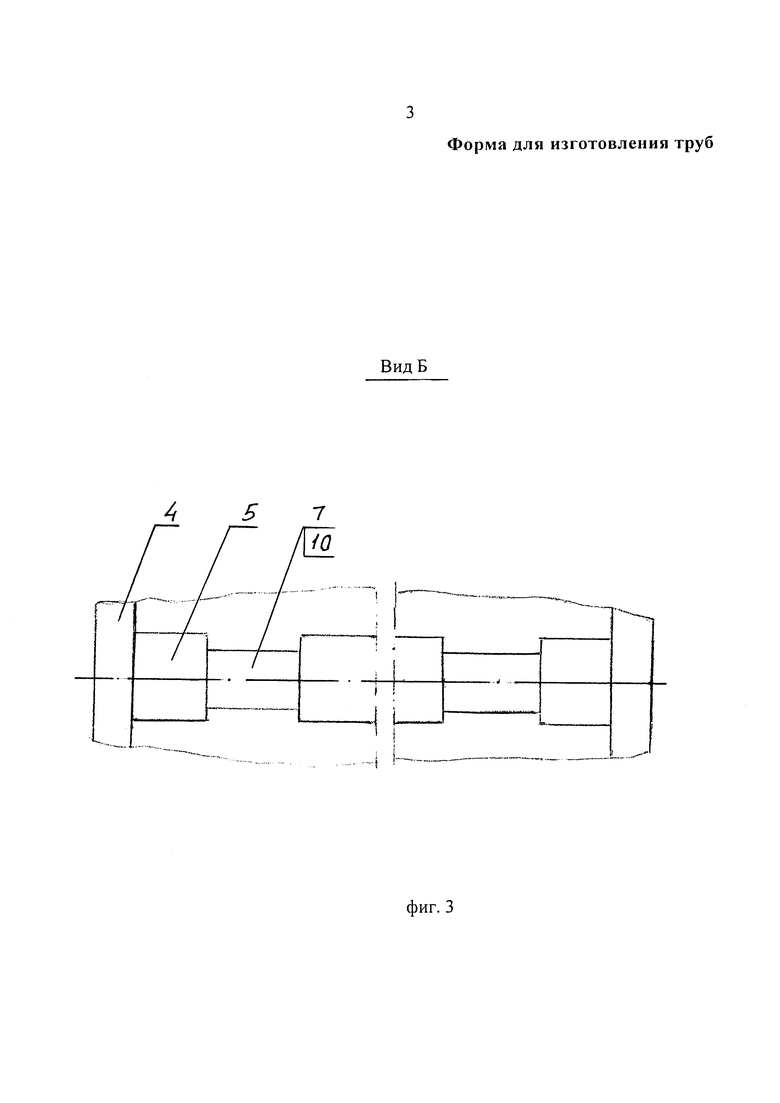
На фиг. 1 изображена Форма для изготовления труб, на фиг. 2 изображен разрез А-А на фиг. 1, на фиг. 3 изображен вид Б на фиг. 1.
Форма для изготовления труб (далее по тексту - «Форма») содержит внешнюю трубу 1 и внутреннюю трубу 2, по меньшей мере, один фиксатор 3, две съемные торцевые заглушки 4, закрепленные на концевых участках внешней 1 и внутренней 2 труб, внешние вставки 5 и, по меньшей мере, одну внутреннюю вставку 6.
Внешняя труба 1 выполнена со сквозной продольной прорезью 7 по всей ее длине. Внутренняя труба 2 выполнена со сквозной продольной прорезью 8 по всей ее длине.
Съемные торцевые заглушки 4 закреплены на концевых участках внешней 1 и внутренней 2 труб посредством крепежного соединения, обеспечивая соосное положение внутренней трубы 2 по отношению к внешней трубе 1 (центрирующее расположение внешней 1 и внутренней 2 труб между собой), образуя кольцевое пространство 9 между внешней 1 и внутренней 2 трубами, форма и параметры которого обеспечивают заданные размеры изготовляемой трубы.
Каждая из съемных торцевых заглушек 4 выполнена с возможностью расположения и закрепления ее на концевых участках внешней 1 и внутренней 2 труб в заданном положении. Например, съемная торцевая заглушка 4 состоит из кольцевого диска с двумя кольцевыми обечайками, закрепляемыми на наружном и внутреннем его диаметрах (съемная торцевая заглушка 4 в виде кольцеобразного колпачка).
Сквозная продольная прорезь 7 выполнена с возможностью установки в нее внешних вставок 5.
Внешние вставки 5 расположены в сквозной продольной прорези 7 по всей ее длине с образованием между собой проема или проемов 10 для подачи в кольцевое пространство 9 жидкого материала, то есть с интервалом между собой, частично закрывая сквозную продольную прорезь 7, образуя проем или проемы 10 с заданными размерами. При этом каждый интервал - проем 10 между внешними вставками 5 в сквозной продольной прорези 7 имеет длину, например, от 20 см до 1 м, а внешняя вставка 5 выполнена с длиной, например, от 5 см до 1 м и шириной, например, от 3 до 5 см.
Каждая из внешних вставок 5 выполнена с возможностью расположения ее в сквозной продольной прорези 7 и с возможностью поперечного перекрытия ее по наружной поверхности внешней трубы 1 в месте ее расположения, обеспечивая заданные размеры кольцевому пространству 9 в месте ее установки в собранной Форме и соответственно, заданные размеры изготовляемой трубы.
Внешняя вставка 5 представляет собой, например, трапецеидальное изделие, в верхней части которого расположены выступы, форма которых выполнена с возможностью поперечного перекрытия сквозной продольной прорези 7 по наружной поверхности внешней трубы 1 в месте ее установки.
Внешняя вставка 5 представляет собой монолитное или сборное исполнение.
Сквозная продольная прорезь 8 выполнена с возможностью установки в нее, по меньшей мере, одну внутреннюю вставку 6 и, соответственно, по меньшей мере, одна внутренняя вставка 6 расположена в сквозной продольной прорези 8 внутренней трубы 2 по всей ее длине, при этом внутренние вставки 6, герметично соединены между собой посредством торцевого соединения, например, «торцевой шип», «ласточкин хвост».
Каждая из внутренних вставок 6 выполнена
с возможностью расположения ее в сквозной продольной прорези 8 и с возможностью поперечного перекрытия сквозной продольной прорези 8 по внутренней поверхности внутренней трубы 2, закрывая тем самым сквозную продольную прорезь 8 и обеспечивая заданные размеры кольцевому пространству 9 в месте ее расположения в собранной Форме.
Внутренняя вставка 6 выполнена с размерами, например, длиной от 1, 5 м до 6 м и шириной от 3 до 5 см и представляет собой, например, в виде
трапецеидального изделия, в нижней части которого расположены выступы, форма которых выполнена с возможностью поперечного перекрытия сквозной продольной прорези 8 по внутренней поверхности внутренней трубы 2;
клинового изделия, в нижней части которого расположены выступы, форма которых выполнена с возможностью поперечного перекрытия сквозной продольной прорези 8 по внутренней поверхности внутренней трубы 2, например, выступы в виде закрылок.
В зависимости от размера длины внутренней трубы 2 каждая внутренняя вставка 6 представляет собой монолитное или сборное исполнение.
Фиксацию внутренней вставки 6 в сквозной продольной прорези 8 в заданном положении осуществляют посредством фиксатора или фиксаторов 3, расположенным внутри внутренней трубы 2.
Фиксатор 3 выполнен с возможностью расположения его внутри внутренней трубы 2 для фиксации внутренней вставки или вставок 6 в сквозной продольной прорези 8 в заданном положении, и с возможностью извлечения фиксатора 3 из внутренней трубы 2.
Фиксатор 3 представляет собой, например,
жесткую пространственную рамную конструкцию, состоящую из нижней и верхней балок с клиновыми пазами, 2-х торцевых стоек и раскосов, устанавливаемых в продольной плоскости распорной фермы 3 под углом, например, 45 градусов;
конструкцию в виде геометрически оформленной плиты (например, древесно-стружечной плиты, ориентированно-стружечной плиты (OSB)) или панели, в том числе из многослойных материалов, имеющих две торцевые кромки, каждая из которых выполнена в виде углового продольного паза или углового продольного паза и двух плоских участков по его краям, заданных размеров.
Фиксаторы 3 расположены внутри внутренней трубы 2: в концевых зонах внутренней трубы 2 или в концевых зонах и в средней зоне внутренней трубы 2, или внутри внутренней трубы 2 по всей ее длине, фиксируя при этом внутренние вставки или вставку 6 в сквозной продольной прорези 8 в заданном положении.
Внешняя 1 и внутренняя 2 трубы расположены горизонтально или близко к горизонтальному положению, например, с углом отклонения от горизонтали ±1°, при этом сквозная продольная прорезь 7 внешней трубы 1 расположена в верхнем вертикальном положении.
Форма для изготовления труб дополнительно снабжена, по меньшей мере, одним центрирующим элементом 11, выполненным с возможностью расположения его между нижней частью фиксатора 3 и внутренней поверхностью внутренней трубы 2, опорной ее частью, обеспечивая дополнительное центрирование фиксатора 3 по вертикальной оси Формы внутри внутренней трубы 2 и представляет собой клиновую конструкцию, например, плоские клинья с опорной поверхностью, выполненную в соответствии с внутренним диаметром трубы 2 и длиной каждой, например, L2=L/3 (при числе фиксаторов равных 2 и где L - это длина Формы), устанавливаемых со стороны внешних концов внутренней трубы 2.
Фиксатор 3 и центрирующий элемент 11 представляют собой монолитное или сборное исполнение.
Форма для изготовления труб дополнительно снабжена распорными вставками или вставкой (на фиг. не показано), выполненной с возможностью расположения ее в сквозной продольной прорези 7 и с размерами больше размеров внешней вставки 5, например, на 15-20 процентов, обеспечивая при демонтаже Формы дополнительное раскрытие внешней трубы 1 для улучшения извлечения готового изделия из нее.
Распорная вставка представляет собой, например, трапецеидальное изделие, выполненное с возможностью дополнительного раскрытия сквозной продольной прорези 7.
Форма для изготовления труб работает следующим образом.
Подготавливают жидкий материал для изготовления труб, например, жидкий материал в виде бетонной смеси, для заливки его в кольцевое пространство 9 между внешней 1 и внутренней 2 трубами.
Собирают Форму в горизонтальном положении или близко к горизонтальному положению.
В качестве внешней 1 и внутренней 2 труб используют трубы, выполненные из материала, который нейтрален к жидкому материалу для изготовления труб, например, полиэтиленовые трубы.
Для внешней 1 и внутренней 2 труб берут полиэтиленовые трубы заданных размером, например, ПЭ 100; ПЭ 80, длиной по 6 метров с размером наружного диаметра: 560 мм и 710 мм и с толщиной стенки: 26, 7 мм и 42, 1 мм.
Внешняя труба 1 снабжена сквозной продольной прорезью 7, выполненной по всей длине и с шириной равной, например, 5 см.
Внутренняя труба 2 снабжена сквозной продольной прорезью 8, выполненной по всей длине и с шириной равной, например, 4 см.
В сквозную продольную прорезь 8 внутренней трубы 2 устанавливают внутреннюю вставку или вставки 6, например, две внутренние вставки 6 длиной по 3 м, которые соединяют их между собой посредством торцевого соединения, например, «торцевого шипа», или одну внутреннюю вставку 6 длиной 6 м.
После чего во внутрь внутренней трубы 2 устанавливают фиксатор или фиксаторы 3, которыми фиксируют внутреннюю вставку или вставки 6 в заданном положении в сквозной продольной прорези 8.
Например, два фиксатора 3 длиной по 2 м располагают внутри внутренней трубы 2 в концевых ее зонах.
Установленные во внутрь внутренней трубы 2 фиксаторы 3 дополнительно обеспечивают вертикальную жесткость самой Форме.
Например, дополнительно внутри внутренней трубы 2 располагают два центрирующих элемента 11, обеспечивающих дополнительное центрирование двух фиксаторов 3 по вертикальной оси Формы, располагая их между нижней частью соответствующего фиксатора 3 и внутренней поверхностью внутренней трубы 2, опорной ее частью.
После этого собранную конструкцию внутренней трубы 2 устанавливают внутри внешней трубы 1, располагая при этом сквозную продольную прорезь 7 внешней трубы 1 в верхнем вертикальном положении.
Затем в сквозную продольную прорезь 7 по всей длине устанавливают внешние вставки 5 с образованием между ними проема или проемов 10 для подачи жидкого материала в кольцевое пространство 9, частично закрывая при этом сквозную продольную прорезь 7.
Например, в сквозную продольную прорезь 7 при длине внешней трубы 1 равной 6 м устанавливают пять внешних вставок 5 с длиной равной 80 см с образованием между ними четыре проема 10 с длиной = 50 см.
Количество внешних вставок 5 может быть рассчитано по формуле:
N=(L/L1-1), где: L1- длина внешней вставки 5.
Внешнюю 1 и внутреннюю 2 трубы фиксируют между собой съемными торцевыми заглушками 4, закрепляя их на концевых участках посредством крепежных изделий, например, саморезами, обеспечивая соосное их расположение между собой с образованием между ними кольцевого пространства 9 с заданными размерами изготовляемой трубы.
В собранную Форму через проем или проемы 10, расположенные в верхнем вертикальном положении, подают жидкий материал, например, бетонную смесь, заполняя им кольцевое пространство 9.
Жидкий материал на основе бетонной смеси позволяет дополнительно ввести в свой состав наполнитель, например, металлическую стружку, металлическую крошку, щебень гранитный и т.п., обеспечивая готовому изделию дополнительную прочность и характеристики, например, устойчивость к щелочным средам; устойчивость к кислотным средам и т.д. -
данное техническое решение по изготовлению труб с предложенной конструкцией Формы для изготовления труб позволяет это использовать.
Далее Форму с заполненным жидким материалом оставляют на заданное время для приобретения изготовляемой трубы заданных параметров, в том числе и прочности, например, на трое суток.
После чего Форму разбирают (демонтируют) и извлекают готовую трубу, которая обеспечивает заявленный технический результат и соответствует заданным техническим требованиям и/или условиям, в том числе техническим условиям водопроводных и канализационных труб, с размерами, например:
с длиной равной, по меньшей мере, 6 м,
с внешним диаметром равным 200-1500 мм
и с толщиной стенки равной 10-100 мм.
Разбор (демонтаж) Формы осуществляют в последовательности обратной ее сборке.
Подачу в Форму и заполнение жидким материалом кольцевого пространства 9 осуществляют известным способом и известными средствами, например, растворо-бетононасосом.
Заявляемое техническое решение может быть использовано для изготовления труб различных размеров, используемых в различных отраслях, например, при строительстве, ремонте, техническом перевооружении или реконструкции объектов строительства.
Предлагаемое техническое решение позволяет упростить технологию изготовления труб различных диаметров, обеспечивая изготовляемой трубе заданные параметры, в том числе заданную прочность и монолитность;
б) изготовить трубу с ровной стенкой с постоянной толщиной, не имеющую мелких впадин и выпуклостей, пор и пустотелых зон;
в) изготовить трубу в полевых условиях, по месту применения, что существенно снижает затраты на производство;
г) изготовить трубу с характеристиками, позволяющими быть коррозионно-устойчивой к, например, щелочным, кислотным средам и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная форма для изготовления строительных изделий | 2019 |
|
RU2732537C2 |
| ЦЕНТРОБЕЖНЫЙ ВАРИАТОР | 2004 |
|
RU2281424C1 |
| Способ криостатирования сверхпроводниковых обмоток бесколлекторного двигателя постоянного тока | 2020 |
|
RU2735953C1 |
| Гидрораскалывающее устройство | 2016 |
|
RU2622275C1 |
| КЛЕЕНЫЙ ДЕРЕВЯННЫЙ БРУС | 2004 |
|
RU2266376C1 |
| НАПОЛЬНОЕ ГРЯЗЕЗАЩИТНОЕ ПОКРЫТИЕ | 2020 |
|
RU2762388C1 |
| Устройство для закрытого туннельного компостирования органических отходов | 2021 |
|
RU2766603C1 |
| КОРОБКА | 1991 |
|
RU2012967C1 |
| КОРОБКА | 1992 |
|
RU2024139C1 |
| ДЕРЕВЯННЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СТЕНА ЗДАНИЯ, ВОЗВЕДЕННАЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2456414C1 |
Изобретение относится к производству труб, в частности к формам для изготовления труб из жидкого материала, содержащего бетонную смесь, и предназначено для изготовления труб, в том числе водопроводных и канализационных. Форма для изготовления труб включает внешнюю и внутреннюю трубы, соосно расположенные между собой и образующие кольцевое пространство. При этом форма дополнительно содержит, по меньшей мере, один фиксатор, две съемные торцевые заглушки, образуя между ними кольцевое пространство с заданными размерами, внешние вставки и, по меньшей мере, одну внутреннюю вставку. При этом каждая из труб выполнена со сквозной продольной прорезью по всей длине. При этом сквозная продольная прорезь внешней трубы расположена в верхнем вертикальном положении. Каждая из съемных торцевых заглушек выполнена с возможностью расположения и закрепления ее на концевых участках внешней и внутренней труб. Каждая из внешних вставок выполнена с возможностью расположения ее в сквозной продольной прорези внешней трубы по всей ее длине с образованием между собой проема или проемов для подачи жидкого материала в кольцевое пространство и с возможностью поперечного перекрытия сквозной продольной прорези по наружной поверхности внешней трубы. Каждая из внутренних вставок выполнена с возможностью расположения ее в сквозной продольной прорези внутренней трубы и с возможностью поперечного перекрытия сквозной продольной прорези по внутренней поверхности внутренней трубы. При этом внутренние вставки герметично соединены между собой посредством торцевого соединения. Фиксатор выполнен с возможностью расположения его внутри внутренней трубы для фиксации внутренней вставки или вставок в сквозной продольной прорези внутренней трубы в заданном положении. Техническим результатом является упрощение технологии изготовления труб различных диаметров. 6 з.п. ф-лы, 3 ил.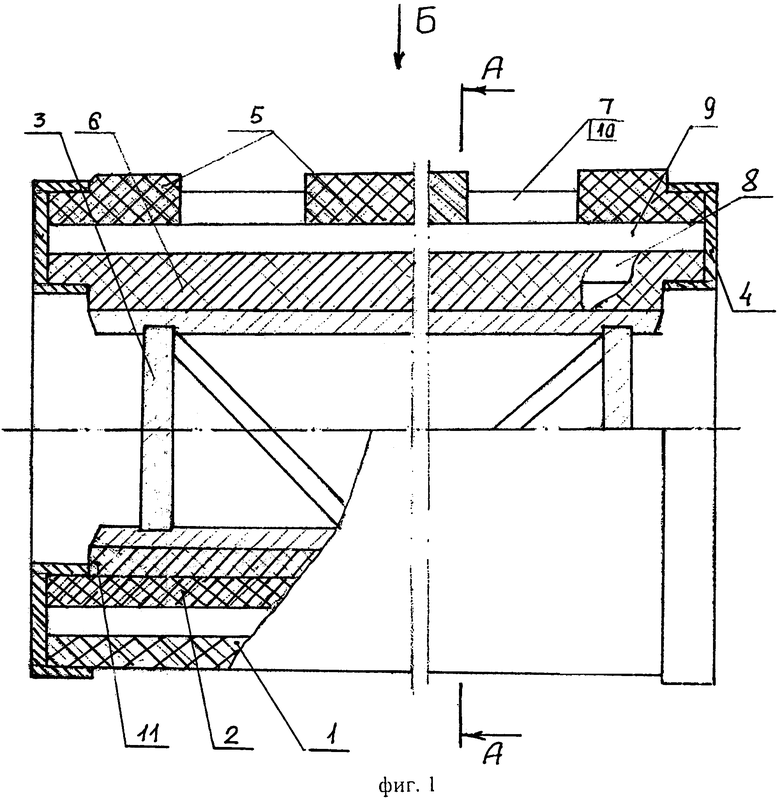
1. Форма для изготовления труб, включающая внешнюю и внутреннюю трубы, соосно расположенные между собой и образующие кольцевое пространство, отличающаяся тем, что она дополнительно содержит, по меньшей мере, один фиксатор, две съемные торцевые заглушки, образуя между ними кольцевое пространство с заданными размерами, внешние вставки и, по меньшей мере, одну внутреннюю вставку, каждая из труб выполнена со сквозной продольной прорезью по всей длине, при этом сквозная продольная прорезь внешней трубы расположена в верхнем вертикальном положении, каждая из съемных торцевых заглушек выполнена с возможностью расположения и закрепления ее на концевых участках внешней и внутренней труб, каждая из внешних вставок выполнена с возможностью расположения ее в сквозной продольной прорези внешней трубы по всей ее длине с образованием между собой проема или проемов для подачи жидкого материала в кольцевое пространство и с возможностью поперечного перекрытия сквозной продольной прорези по наружной поверхности внешней трубы, каждая из внутренних вставок выполнена с возможностью расположения ее в сквозной продольной прорези внутренней трубы и с возможностью поперечного перекрытия сквозной продольной прорези по внутренней поверхности внутренней трубы, при этом внутренние вставки герметично соединены между собой посредством торцевого соединения, фиксатор выполнен с возможностью расположения его внутри внутренней трубы для фиксации внутренней вставки или вставок в сквозной продольной прорези внутренней трубы в заданном положении.
2. Форма для изготовления труб по п. 1, отличающаяся тем, что фиксатор представляет собой жесткую пространственную рамную конструкцию.
3. Форма для изготовления труб по п. 1, отличающаяся тем, что фиксатор расположен внутри внутренней трубы в концевых ее зонах.
4. Форма для изготовления труб по п. 1, отличающаяся тем, что фиксатор расположен внутри внутренней трубы в концевых зонах и в средней ее зоне.
5. Форма для изготовления труб по п. 1, отличающаяся тем, что фиксатор расположен внутри внутренней трубы по всей ее длине.
6. Форма для изготовления труб по п. 1, отличающаяся тем, что торцевая съемная заглушка состоит из кольцевого диска с двумя кольцевыми обечайками, закрепляемыми на концевых участках внешней и внутренней труб.
7. Форма для изготовления труб по п. 1, отличающаяся тем, что она дополнительно снабжена, по меньшей мере, одним центрирующим элементом, выполненным с возможностью расположения его между нижней частью фиксатора и внутренней поверхностью внутренней трубы.
| 1972 |
|
SU410950A1 | |
| Установка для формования трубчатых изделий из бетонных смесей | 1985 |
|
SU1360992A1 |
| Сердечник для изготовления железобетонных трубчатых изделий | 1979 |
|
SU854725A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ | 1999 |
|
RU2152303C1 |
| Прибор для определения фактической прлощади контакта изделий | 1976 |
|
SU557262A1 |

