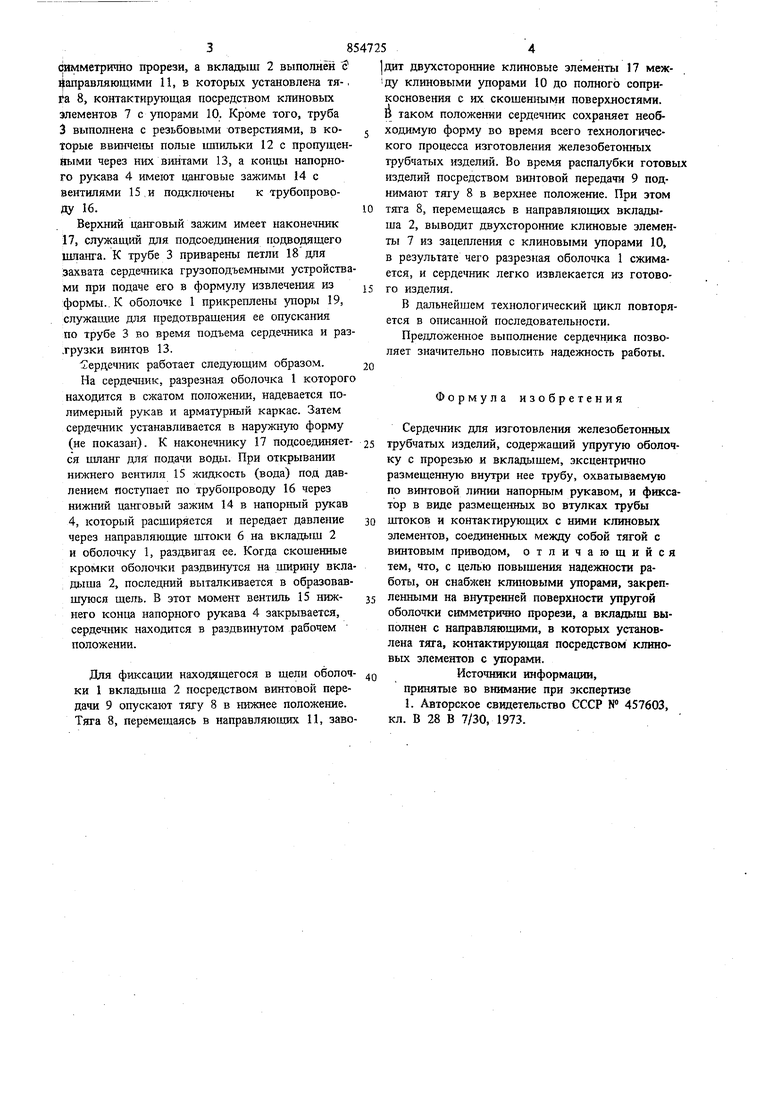
(54) СЕРДЕЧНИК ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТО ЩЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ Изобретение относится к производству желе ;зобетонных труб, футерованных полимерной пленкой, и может найти широкое применение на заводах железобетонных изделий. Наиболее близким решением к предлагаемому является сердечник для изготовления железобетонных трубчатых изделий, содержащий упругую оболочку с прорезью и вкладышем, эксцентрично размещенн)то внутри нее трубу, охватываемую по винтовой линии напорным ру кавом, и фиксатор в виде размещенных во втулках трубы щтоков и контактирующих с ними клинообразных элементов, соединенных между собой тягой с винтовым приводом 1, Недостатком известного устройства является низкая надежность работы. Цель изобретения - повышение надежности работы. Указанная цель достигается тем, что сердеч-. ник для изготовления железобетонных трубчатых изделий, солержащий упругую оболочку с прорезью и вклады1 1ем, эксцентрично размещенную внутри нее трубу, охватываемую по винтовой линии напорным рукавом, и фиксатор в виде размещенных во втулках трубы штоков к контактирующих с ними клинообразных элементов, соединенных между собой тягой с винтовым приводом, снабжен клиновыми упорами, закрепленными на внутренней поверхности упругой оболочки симметрично прорези, а вкладыш выполнен снаправляющими, в которых установлена тяга, контакткруюидая посредством клиновых элементов с упорами. На фит. 1 изображен сердечглж, продолышш разрез; на фиг. 2 - то же, поперечный разрез (раздвинутое положение); на фиг. 3 - то же, (сжатое йоложение); на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 1. Сердечник содержит упругую оболочку 1 с вкладышем 2, эксцентри шо размещенную внутри нее трубу 3, охватываемую по винтовой линии напорным рукавом 4, и фиксатор в виде размещенных во втулках 5 трубы 3 штоков 6 и контактир тощих с ними клиновых злементов 7, соединенных между собой тягой 8 с винтовым приводом 9. Сердечник снабжен клиновыми упорами 10, закрепленными на внутренней поверхности упругой оболочки 1 с имметрично прорези, а вкладыш 2 выпотшен с 1 аправляющими 11, в которых установлена тя-, 8, контактирующая посредством клиновых элементов 7 с упорами 10, Кроме того, труба 3 выполнена с резьбовыми отверстиями, в которые ввинчеш 1 полые 1Ш1Ш1ьки 12 с прооущенйыми через них винтами 13, а концы напорного рукава 4 имеют цашовые зажимы 14 с Вентилями 15.и подключены к трубопроводу 16. Bepxinm цаш-овый зажим имеет наконечник 17, служаищй для подсоединения подводящего шланга. К трубе 3 приварены петли 18 дпя захвата сердечгажа грузоподъем ш1ми устройства ми при подаче его в формулу извлечения: из формы.. К оболочке 1 прикреплены упоры 19, служащие для предотвращения ее опускания по трубе 3 во время подъема сердечника и раз .грузки винтов 13. сердечник работает следующим образом. На сердечник, разрезная оболочка 1 которог находится в сжатом положении, надевается полимерный рукав и арматурный каркас. Затем сердечник устанавливается в наружную форму (не показан). К наконечнику 17 подсоединяет ся щланг для подачи воды. При открывании нижнего вентиля 15 жидкость (вода) под давлением поступает по трубопроводу 16 через нижний цанговый зажим 14 в напорный рукав 4, который расщиряется и передает давление через направляющие штоки 6 на вкладыш 2 и оболочку 1, раздвигая ее. Когда скошенные кромки оболочки раздвинутся на ширину вкла дыща 2, последний выталкивается в образовав шуюся щель. В этот момент вентиль 15 нижнего конца напорного рукава 4 закрывается, сердеч1шк находится в раздв1гаутом рабочем положении. Для фиксации находящегося в щели оболоч ки 1 вкладыща 2 посредством винтовой передачи 9 опускают тягу 8 в нижнее положение. Тяга В, перемещаясь в направляющих 11, заво дит двухсторонние клиновые элементы 17 между клиновыми упорами 10 до полного соприкосновения с их скощенными поверхностями. В таком положении сердеч1шк сохраняет необходимую форму во время всего технологического процесса изготовления железобетонных фубчатых изделий. Во время распалубки готовых изделий посредством винтовой передачи 9 поднимают тягу 8 в верхнее положение. При этом тяга 8, перемещаясь в направляющих вкладыша 2, выводит двухсторонние клиновые элементы 7 из зацеплен1ш с клиновыми упорами 10, в результате чего разрезная оболочка 1 сжимается, и сердечник легко извлекается из готовоГО изделия. В дальнейшем технологический цикл повторяется в описа1шой последовательности. Предложенное выполнение сердечника позволяет значительно повысить надежность работы. Формула изобретения Сердечник для изготовления железобетонных трубчатых изделий, содержащий упругую оболочку с прорезью и вкладыщем, эксцентрично размещенную внутри нее трубу, охватываемую по винтовой линии напорным рукавом, и фиксатор в виде размещенных во втулках трубы штоков и контактирующих с ними клиновых элементов, соединенных между собой тягой с винтовым приводом, отличающийся тем, что, с целью повыщения надежности работы, он снабжен клиновыми упорами, закрепленными на внутренней поверхности упругой оболочки симметрично прорези, а вкладыш выполнен с направляющими, в которых установлена тяга, контактирующая посредством клиновых элементов с упорами. Источнзпси информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 457603, кл. В 28 В 7/30, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник | 1980 |
|
SU893547A2 |
| Сердечник | 1973 |
|
SU457603A1 |
| Сердечник для изготовления трубчатых изделий | 1982 |
|
SU1065213A1 |
| СЕРДЕЧНИК19 | 1973 |
|
SU408804A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| Опалубка для изготовления трубчатых изделий из бетонной смеси | 1981 |
|
SU1000538A1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Пустотообразователь | 1990 |
|
SU1712157A1 |
| Сердечник формы для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU874375A1 |
| Наголовник вибратора для обсадных труб | 1982 |
|
SU1155675A1 |

ZZZZ3ZZZZ2
7 r f 4f-tf-vf laiHp
ТТТТТЖЛЛЛ
ж
}f
