ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к раствору для поверхностной обработки, дающему в результате поверхностной обработки покрытие, обладающее превосходной водонепроницаемостью, стойкостью к растворителям и адгезией с покрытым стальным листом.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы для того, чтобы защитить окружающую среду и предотвратить глобальное потепление, имеется растущая потребность в снижении потребления химического топлива. Эта потребность повлияла на различные отрасли обрабатывающей промышленности. Например, автомобили, играющие важную роль в перевозках при повседневной жизнедеятельности, не являются исключением. Повышения эффективности использования топлива и т.п. пытаются достичь через сокращение веса кузовов автомобилей и т.п. Однако у автомобилей простое снижение веса кузовов не допустимо с точки зрения качества продукта. Необходимая безопасность должна гарантироваться в любом случае.
[0003] Большая часть конструкции кузова автомобиля выполнена из железа, в частности стального листа. Снижение массы стального листа важно для снижения веса кузова автомобиля. Однако, как было объяснено выше, невозможно просто уменьшить массу стального листа. При уменьшении веса необходимо, чтобы была гарантирована механическая прочность стального листа. Сходные требования к стальному листу предъявляются в различных отраслях обрабатывающей промышленности помимо автомобилестроения.
[0004] По этой причине проводятся НИОКР для повышения механической прочности стального листа с тем, чтобы получить стальной лист, позволяющий сохранить или еще больше повысить механическую прочность даже при уменьшении его толщины по сравнению со стальным листом, используемым в настоящее время.
[0005] В общем, материал с высокой механической прочностью часто имеет низкую фиксируемость формы при гибке или других процессах формования, так что при его обработке давлением до сложных форм сам процесс обработки становится трудным. В качестве одного из средств решения этой относящейся к формуемости проблемы используется так называемое «горячее прессование» (также называемое «горячей штамповкой» или «закалкой в штампах»).
[0006] При горячем прессовании формуемый материал однократно нагревают до высокой температуры, чтобы заставить его размягчиться, прессуют, а затем охлаждают. Поскольку в соответствии с таким горячим прессованием материал нагревают однократно до высокой температуры, чтобы заставить его размягчиться, он может легко прессоваться штампом. Кроме того, благодаря упрочнению за счет охлаждения при контакте со штампом после формования механическая прочность материала повышается. Следовательно, горячее прессование позволяет получать продукты и с хорошей фиксируемостью формы, и с высокой механической прочностью.
[0007] Однако при применении горячего прессования к стальному листу его нагревают, например, до 800°C или более высокой температуры, так что железо на поверхности стального листа окисляется, образуя окалину (оксиды). Следовательно, после горячего прессования необходим процесс удаления окалины, а значит, производительность падает. Кроме того, в случае детали, требующей коррозионной стойкости, необходимо обрабатывать поверхность детали после ее формования для того, чтобы предотвратить образование ржавчины, или для того, чтобы покрыть металл. По этой причине дополнительно необходимы процесс очистки поверхности и процесс поверхностной обработки, и производительность падает.
[0008] В качестве такого способа подавления падения производительности существует способ предварительного покрывания стального листа. В большинстве случаев в качестве обычных материалов для покрывания стального листа используются органические материалы, неорганические материалы и различные другие материалы. Среди них стальной лист, покрытый цинковым покрытием, которое обеспечивает протекторную защиту стального листа от коррозии, широко используется в качестве предназначенного для автомобилей и т.п. стального листа с точки зрения эффективности защиты от коррозии и технологии производства.
[0009] Однако температура нагрева при горячем прессовании (700-1000°C) является более высокой, чем температура разложения органических материалов и температура плавления и температура кипения металлических материалов покрытия, таких как материалы на основе Zn, так что при нагреве во время горячего прессования слой металлического покрытия на поверхности стального листа иногда плавится и испаряется, и свойства поверхности заметно ухудшаются.
[0010] Соответственно в качестве стального листа для горячего прессования часто используется, например, стальной лист, покрытый содержащим Al металлом, имеющим более высокую температуру плавления и температуру кипения по сравнению с покрытием из органического материала или металлическим покрытием на основе Zn, так называемый алюминированный стальной лист.
[0011] При покрытии стального листа содержащим Al металлом возможно предотвратить образование окалины на поверхности стального листа и сделать процесс удаления окалины и другие процессы ненужными, что позволяет повысить производительность. Кроме того, покрытие содержащим Al металлом также обладает эффектом защиты от ржавчины, поэтому коррозионная стойкость после окраски также улучшается.
[0012] Патентный документ 1 раскрывает метод использования соединения типа вюрцита (ZnO) для покрывания поверхности алюминированного стального листа и улучшения смазывающей способности при горячем прессовании и химической конвертируемости (способности образовывать химическое покрытие) после горячего прессования. Этот метод эффективен для улучшения смазывающей способности при горячем прессовании, дает превосходную химическую конвертируемость после горячего прессования, а также улучшает коррозионную стойкость после окраски.
[0013] Однако в патентном документе 1 в качестве связующего для соединения типа вюрцита в виде частиц ZnO используется водорастворимая смола, кремнийорганический аппрет и т.п., так что это покрытие обладает слабой водонепроницаемостью и низкой стойкостью к растворителям. Кроме того, адгезия между этим покрытием и алюминированным стальным листом является недостаточной. Следовательно, в тех местах, где покрытие из ZnO отпадает, смазывающая способность при горячем прессовании, химическая конвертируемость после горячего прессования и коррозионная стойкость после окраски также проявляются неустойчиво. Кроме того, частицы ZnO в растворе для обработки являются недостаточно устойчивыми, поэтому частицы ZnO легко агрегируются и осаждаются, в результате чего производительность падает.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0014] Патентный документ 1: WO2009/131233A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0015] Как объяснено выше, покрытый Al стальной лист с высокой точкой плавления Al (алюминированный стальной лист) считается перспективным в качестве стального листа для автомобиля, где требуется коррозионная стойкость. Был предложен метод использования соединения типа вюрцита в виде частиц ZnO и водорастворимой смолы для покрывания поверхности алюминированного стального листа, чтобы тем самым улучшить смазывающую способность при горячем прессовании и химическую конвертируемость после горячего прессования. Однако, поскольку при использовании водорастворимой смолы не может быть получена достаточная ее эффективность в качестве связующего, покрытие становится неудовлетворительным в плане водонепроницаемости и стойкости к растворителям. Кроме того, не может быть получена адгезия покрытия из ZnO к покрытому стальному листу. В результате, в действительности, смазывающая способность при горячем прессовании, химическая конвертируемость после горячего прессования и коррозионная стойкость после окраски не могут быть устойчиво получены. Кроме того, при использовании кремнийорганического аппрета в качестве связующего остается кремнезем после нагревания, и химическая конвертируемость во время окраски нарушается, поэтому не может быть получена коррозионная стойкость после окраски.
[0016] Следовательно, настоящее изобретение, с учетом вышеупомянутой проблемы, нацелено на улучшение водонепроницаемости, стойкости к растворителям и адгезии с покрытым стальным листом у полученного при поверхностной обработке покрытия в таком стальном листе для того, чтобы устойчиво гарантировать формуемость во время горячего прессования, химическую конвертируемость после горячего прессования, коррозионную стойкость после окраски и свариваемость методом точечной сварки, и имеет своей задачей предложение решающего эту проблему раствора для поверхностной обработки покрытого стального листа под горячее прессование.
РЕШЕНИЕ ПРОБЛЕМЫ
[0017] Авторы изобретения провели интенсивные исследования по решению вышеуказанной проблемы и в результате обнаружили, что при использовании раствора для поверхностной обработки, содержащего конкретную водную дисперсию ZnO и диспергируемой в воде органической смолы, для формирования получаемого при поверхностной обработке покрытия, содержащего частицы ZnO и диспергируемую в воде органическую смолу в конкретном массовом соотношении, на поверхности покрытого стального листа, улучшаются водонепроницаемость, стойкость к растворителям и адгезия покрытия с покрытым стальным листом, а также дополнительно устойчиво гарантируются смазывающая способность при горячем прессовании, химическая конвертируемость после горячего прессования, коррозионная стойкость после окраски и свариваемость методом точечной сварки. Таким образом, суть настоящего изобретения заключается в следующем:
[0018] (1) Раствор для поверхностной обработки покрытого стального листа под горячее прессование, содержащий водную дисперсию ZnO (A) и диспергируемую в воде органическую смолу (B), причем
водная дисперсия ZnO (A) содержит воду и частицы ZnO, имеющие средний размер частиц 10-300 нм,
диспергируемая в воде органическая смола (B) имеет средний размер частиц эмульсии 5-300 нм, и
массовое соотношение (WA/WB) массы (WA) частиц ZnO в водной дисперсии ZnO к массе (WB) твердого содержимого в диспергируемой в воде органической смоле составляет от 30/70 до 95/5.
[0019] (2) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с пунктом (1), в котором диспергируемая в воде органическая смола (B) представляет собой один или более типов смолы, выбираемых из группы, состоящей из диспергируемой в воде полиуретановой смолы, диспергируемой в воде эпоксидной смолы, диспергируемой в воде акриловой смолы и диспергируемой в воде полиэфирной смолы.
[0020] (3) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с пунктом (1) или (2), в котором диспергируемая в воде органическая смола (B) имеет среднечисловую молекулярную массу 10000 или более.
[0021] (4) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с любым из пунктов (1)-(3), в котором диспергируемая в воде органическая смола (B) представляет собой один или более типов смолы, имеющих кислотное число 5-45 мгKOH/г и выбираемых из группы, состоящей из диспергируемой в воде полиуретановой смолы, диспергируемой в воде акриловой смолы и диспергируемой в воде полиэфирной смолы.
[0022] (5) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с любым из пунктов (1)-(4), содержащий по меньшей мере один тип добавки (C), выбираемой из соединений, содержащих элементы, выбранные из группы, состоящей из B, Mg, Si, Ca, Ti, V, Zr, W и Ce.
[0023] (6) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с пунктом (5), в котором массовое соотношение (WC/WA) массы (WA) частиц ZnO в водной дисперсии ZnO к массе (WC) добавки (C) составляет от 0,05 до 0,6.
[0024] (7) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с любым из пунктов (1)-(6), в котором частицы ZnO имеют соотношение размеров (длинная ось/короткая ось) от 1 до 2,8.
[0025] (8) Раствор для поверхностной обработки покрытого стального листа под горячее прессование в соответствии с любым из пунктов (1)-(7), в котором водная дисперсия ZnO (A) содержит один или оба из анионного диспергатора и неионного диспергатора.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0026] В соответствии с настоящим изобретением возможно обеспечить конкретный раствор для поверхностной обработки, обладающий превосходной стабильностью во время хранения, содержащий водную дисперсию ZnO и диспергируемую в воде органическую смолу. Кроме того, возможно использовать получаемое при такой поверхностной обработке покрытие для того, чтобы гарантировать водонепроницаемость, стойкость к растворителям и адгезию покрытия с покрытым стальным листом, а также для устойчивого получения покрытого стального листа, обладающего превосходной смазывающей способностью при горячем прессовании, химической конвертируемостью после горячего прессования, коррозионной стойкостью после окраски и свариваемостью методом точечной сварки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
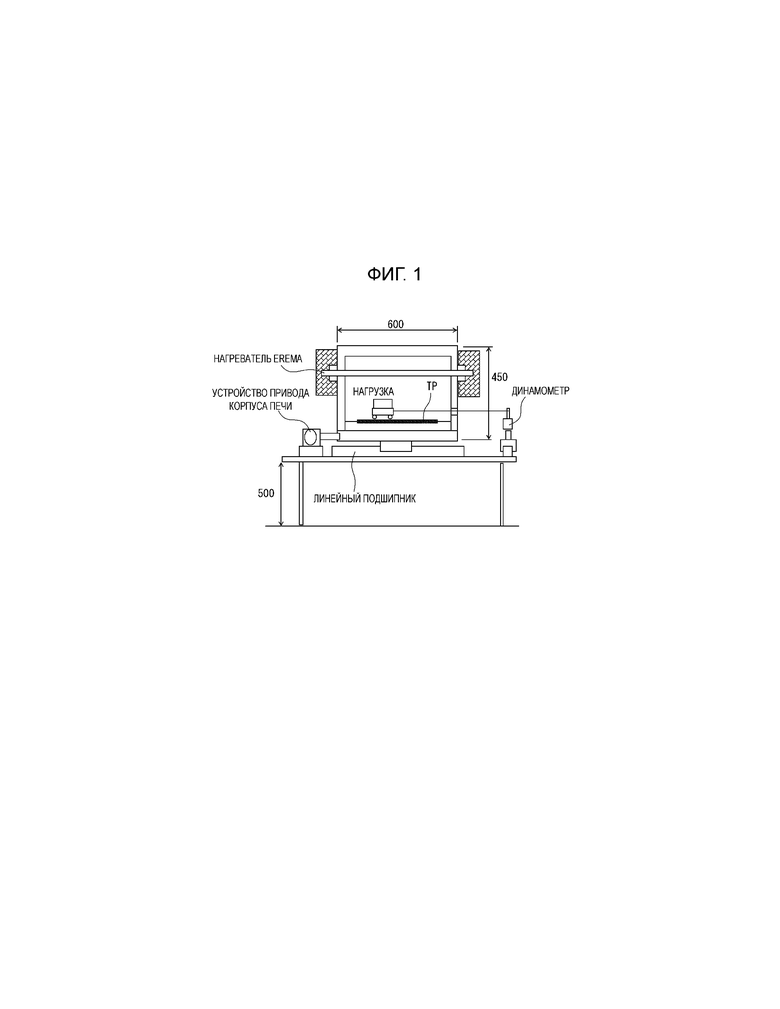
[0027] Фиг. 1 представляет собой схематический вид горячего тестера Боудена, используемого в примерах.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
<Покрытый стальной лист>
[0028] Стальной лист, который способен использовать раствор для поверхностной обработки по настоящему изобретению, является покрытым стальным листом, например, стальным листом, на одной или обеих сторонах которого сформирован слой металлического покрытия, содержащий по меньшей мере Al.
(Стальной лист)
[0029] Стальной лист предпочтительно представляет собой стальной лист, имеющий требуемые механические свойства после горячего прессования (означающие различные характеристики, включая предел прочности при растяжении, предел текучести, относительное удлинение, способность к вытяжке, твердость, ударную вязкость, предел усталости, предел ползучести и т.п., относящиеся к механической деформации и разрушению). Вышеупомянутый стальной лист, например, содержит, в мас.%, по меньшей мере одно или более из C: 0,1-0,4%, Si: 0,01-0,6%, Mn: 0,5-3%, Ti: 0,01-0,1% и B: 0,0001-0,1%, а также остаток – Fe и неизбежные примеси. «Горячее прессование» означает, например, доведение стального листа до 900°C путем повышения температуры атмосферы до 900°C, затем выдержку листа при этой температуре в течение 1 минуты и быстрое его охлаждение с помощью штампа.
(Слой металлического покрытия)
[0030] Слой металлического покрытия покрытого стального листа, как было объяснено выше, сформирован на одной или обеих сторонах стального листа. Слой металлического покрытия, например, сформирован способом нанесения покрытия окунанием в расплав, но способ формирования слоя металлического покрытия не ограничивается способом нанесения покрытия окунанием в расплав. Цель формирования слоя металлического покрытия включает предотвращение образования окалины (оксидов железа) на поверхности стального листа во время нагрева при горячем прессовании, так что слой металлического покрытия предпочтительно сформирован на обеих сторонах стального листа.
[0031] Слой металлического покрытия должен содержать по меньшей мере Al. Содержание Al в слое металлического покрытия составляет по меньшей мере 10 мас.%, обычно 80 мас.% или более. Отличающиеся от Al компоненты особенно не ограничены, но может быть добавлен Si по следующим причинам.
[0032] Si представляет собой элемент, подавляющий образование слоя сплава Fe-Al во время нанесения покрытия окунанием в расплав. Если количество добавляемого Si в содержащем Al слое металлического покрытия составляет менее 3 мас.%, во время нанесения покрытия окунанием в расплав, слой сплава Fe-Al вырастает толстым. Кроме того, во время обработки давлением существует повышенная вероятность разрушения слоя металлического покрытия и ухудшения коррозионной стойкости. Кроме того, если количество добавляемого Si в содержащем Al слое металлического покрытия составляет более 15 мас.%, то содержащий Al слой металлического покрытия будет иметь ухудшенную обрабатываемость давлением и коррозионную стойкость. По этой причине количество добавляемого Si в содержащем Al слое металлического покрытия предпочтительно составляет 3-15 мас.%.
[0033] Содержащий Al слой металлического покрытия с вышеописанным химическим составом предотвращает коррозию стального листа во время транспортировки перед горячим прессованием, во время транспортировки после горячего прессования, а также во время применения покрытого стального листа в качестве автомобильной детали. Кроме того, во время нагревания при горячем прессовании он предотвращает образование окалины (оксидов железа) на поверхности стального листа. Эти эффекты получаются, когда содержание Al в слое металлического покрытия составляет 10 мас.% или более, а предпочтительнее 80 мас.% или более.
[0034] За счет присутствия содержащего Al слоя металлического покрытия на одной или обеих сторонах стального листа процесс удаления окалины после горячего прессования, процесс очистки поверхности, процесс поверхностной обработки и т.п. могут быть опущены или упрощены, поэтому производительность улучшается. Кроме того, Al-содержащий слой металлического покрытия имеет более высокую температуру плавления и температуру кипения, чем покрытие из органического материала или покрытие из другого металлического материала (например, материала на основе Zn), так что во время горячего прессования становится возможной высокотемпературная обработка давлением.
[0035] Часть Al, содержащегося в содержащем Al слое металлического покрытия, сплавляется с Fe в стальном листе во время нанесения покрытия окунанием в расплав и во время горячего прессования. Соответственно, Al-содержащий слой металлического покрытия не обязательно образован единственным слоем с постоянным химическим составом, но является слоем металлического покрытия, включающим в себя частично сплавленные слои (слои сплава).
<Раствор для поверхностной обработки>
[0036] Раствор для поверхностной обработки покрытого стального листа под горячее прессование по настоящему изобретению представляет собой раствор для поверхностной обработки покрытого стального листа под горячее прессование, содержащий водную дисперсию ZnO (A), состоящую из диспергированных в воде частиц ZnO со средним размером 10-300 нм, а также диспергируемую в воде органическую смолу (B), имеющую средний размер частиц эмульсии от 5 до 300 нм и имеющую массовое отношение (WA/WB) массы частиц ZnO в водной дисперсии ZnO (WA) к массе твердого содержимого в диспергируемой в воде органической смоле (WB) от 30/70 до 95/5.
[0037] Упомянутое здесь «массовое отношение (WA/WB)» можно получить, например, взяв заданное количество раствора для поверхностной обработки (массой W) и нагрев его в атмосфере при 900°C, чтобы испарить содержащуюся воду и сжечь диспергируемую в воде органическую смолу, а затем, обозначив оставшееся количество ZnO как WA и вычислив WB из W-WA, найти (WA/WB).
(Водная дисперсия ZnO (A))
[0038] Частицы ZnO, содержащиеся в водной дисперсии ZnO (A), используемой в настоящем изобретении, имеют средний размер частиц 10-300 нм. Считается, что в водной дисперсии ZnO (A) частицы ZnO могут быть частично агрегированы. Следовательно, употребляемый здесь термин «средний размер частиц» означает средний размер частиц, включая также агрегированные частицы. Если средний размер частиц ZnO превышает 300 нм, они осаждаются и легко превращаются в плотную массу, так что устойчивость раствора для поверхностной обработки при хранении не может быть гарантирована. Кроме того, если средний размер частиц ZnO составляет менее 10 нм, они легко агрегируются и осаждаются с течением времени, делая невозможным обеспечение устойчивости раствора для поверхностной обработки при хранении. В этом случае иногда становится необходимым добавлять большое количество диспергатора, чтобы стабилизировать дисперсию в растворе для поверхностной обработки, хотя это и не является предпочтительным.
[0039] Средний размер частиц ZnO в водной дисперсии ZnO может быть измерен, например, анализатором гранулометрического состава на основе динамического рассеяния света (Microtrac UPA-EX150, производства компании Nikkiso Co., Ltd.). Альтернативно, он может быть найден аналогичным образом с помощью способа нанесения раствора для поверхностной обработки на поверхность покрытого стального листа, его сушки с получением покрытия, исследования поверхности в сканирующем электронном микроскопе с автоэлектронной эмиссией (СЭМ-АЭ), измерения длинной оси и короткой оси 100 или более частиц ZnO и нахождения их среднего значения, либо с помощью способа нанесения раствора для поверхностной обработки на поверхность покрытого стального листа, его сушки с получением покрытия и исследования сечения поверхности в просвечивающем электронном микроскопе (ПЭМ).
[0040] Соотношение размеров (длинная ось/короткая ось) частиц ZnO, содержащихся в водной дисперсии ZnO (A), используемой в настоящем изобретении, предпочтительно составляет от 1 до 2,8. Если это соотношение размеров составляет более чем 2,8, хорошая смазывающая способность при горячем прессовании не может быть получена. Если это соотношение размеров составляет от 1 до 2,8, форма частиц ZnO достаточно близка к сферической форме, и поверхность частицы имеет низкую плоскостность, поэтому становится малой площадь контакта во время горячего прессования, становится малым коэффициент трения, а смазывающая способность при горячем прессовании становится превосходной.
[0041] Соотношение размеров частиц ZnO может быть получено путем нанесения раствора для поверхностной обработки на поверхность покрытого стального листа, его сушки с получением покрытия, исследования поверхности в сканирующем электронном микроскопе с автоэлектронной эмиссией (СЭМ-АЭ), измерения длинной оси и короткой оси 100 или более частиц ZnO и нахождения их среднего значения. Альтернативно, оно может быть аналогичным образом получено путем нанесения раствора для поверхностной обработки на поверхность покрытого стального листа, его сушки с получением покрытия и исследования сечения поверхности в просвечивающем электронном микроскопе (ПЭМ).
[0042] Для обеспечения стабильности хранения раствора для поверхностной обработки в качестве диспергатора водной дисперсии ZnO предпочтительно добавляют один или оба из анионного диспергатора и неионного диспергатора. При использовании катионного диспергатора стабильность в качестве раствора для обработки при смешивании с диспергируемой в воде органической смолой не может быть гарантирована. В качестве примеров пригодного для использования анионного диспергатора можно упомянуть нафталинсульфонат аммония, нафталинсульфонат натрия, полиакрилат аммония, полиакрилат натрия и т.п. В качестве примеров пригодного для использования неионного диспергатора можно упомянуть полиоксиэтиленнафтиловый эфир, полиоксиэтиленалкиловый эфир и т.п.
(Диспергируемая в воде органическая смола (B))
[0043] Покрытие, полученное из диспергируемой в воде органической смолы (B), используемой в настоящем изобретении, обладает превосходной водонепроницаемостью и стойкостью к растворителям, а кроме того, улучшает адгезию с покрытым стальным листом как связующее частиц ZnO. Здесь «диспергируемая в воде органическая смола» является водной дисперсией органической смолы, имеющей средний размер частиц эмульсии 5 нм или более. Средний размер частиц (медианный размер) может быть измерен, например, анализатором гранулометрического состава на основе динамического рассеяния света (Microtrac UPA-EX150, производства компании Nikkiso Co., Ltd.). Следует отметить, что, например, водорастворимая смола, такая как полиакриловая кислота или поливиниловый спирт, или растворимый в воде полимерный прекурсор, такой как гидролизованный продукт кремнийорганического аппрета, не образует эмульсии, а поэтому не является «диспергируемой в воде органической смолой».
[0044] Среднечисловая молекулярная масса диспергируемой в воде органической смолы (B) предпочтительно составляет 10000 или более. Если среднечисловая молекулярная масса диспергируемой в воде смолы (B) составляет 10000 или более, свойство барьера при формировании в покрытие повышается, так что повышаются свойство кислородного барьера и свойство барьера для водяного пара, а также может быть легко получена стойкость к воде и растворителям. Среднечисловая молекулярная масса может быть измерена с использованием гель-проникающей хроматографии (ГПХ) и т.п.
[0045] Кислотное число диспергируемой в воде органической смолы (B) предпочтительно составляет в диапазоне 5-45 мгKOH/г, более предпочтительно 10-25 мгKOH/г. Если кислотное число диспергируемой в воде органической смолы (B) составляет менее 5 мг KOH/г, сродство к воде становится ниже, и диспергирование смолы в жидкости в виде эмульсии становится затруднительным, так что достаточная устойчивость при хранении не может быть гарантирована, и, кроме того, адгезия к покрытому стальному листу иногда не может быть получена. Если кислотное число составляет более чем 45 мг KOH/г, количество гидрофильных групп в анионных группах становится чрезмерным, и вода легко впитывается при формировании покрытия, водонепроницаемость становится недостаточной, и адгезия между частицами ZnO и покрытым стальным листом иногда не может быть получена. Если кислотное число составляет 5-45 мг KOH/г, устойчивость при хранении раствора для обработки может быть гарантирована, и одновременно может быть получена водонепроницаемость во время формирования покрытия.
[0046] Кислотное число измеряли с помощью способа, основанного на японском промышленном стандарте JIS K0070-1992. Образец растворяли в метилэтилкетоне и добавляли раствор фенолфталеина, приготовив раствор образца. Этот раствор образца титровали 0,1N раствором гидроксида калия в этаноле и по конечной точке вычисляли кислотное число. Кроме того, еще один раствор образца, состоящий только из метилэтилкетона, титровали для того, чтобы получить значение для холостой пробы. Кислотное число вычисляли по формуле 1.
Кислотное число [мгKOH/г]={0,1[N] × (титруемое количество раствора образца - значение для холостой пробы)[мл] × 56,11 [г/моль]}/количество образца [г] Формула 1
[0047] Если средний размер частиц эмульсии диспергируемой в воде органической смолы становится менее чем 5 нм, образующая эмульсию органическая смола часто приобретает слишком высокое кислотное число и/или слишком низкую молекулярную массу. По этой причине барьерное свойство покрытия и стойкость к воде и растворителям становятся ниже, водонепроницаемость и стойкость к растворителям становятся недостаточными, и адгезия между частицами ZnO и покрытым стальным листом не может быть получена, поэтому такая смола не подходит в качестве диспергируемой в воде органической смолы (B) по настоящему изобретению. С другой стороны, если средний размер частиц эмульсии превышает 300 нм, формирование покрытия происходит плохо и образуется бугристое неровное покрытие, поэтому невозможно получить достаточную водонепроницаемость и стойкость к растворителям. Кроме того, частицы эмульсии становятся крупнее, чем частицы ZnO, так что в процессе нанесения и сушки раствора для поверхностной обработки однородность покрытия частицами ZnO иногда нарушается, частицы ZnO образуют неравномерное покрытие, и формуемость во время горячего прессования, химическая конвертируемость после горячего прессования, коррозионная стойкость после окраски и свариваемость методом точечной сварки не могут быть устойчиво получены.
(Массовое отношение (WA/WB) содержания твердых веществ)
[0048] В растворе для поверхностной обработки покрытого стального листа для горячего прессования по настоящему изобретению масса используемых частиц ZnO составляет от 30 мас.% до 95 мас.% от общего содержания твердых веществ в растворе для поверхностной обработки, более предпочтительно от 35 мас.% до 80 мас.%. Кроме того, масса используемой диспергируемой в воде органической смолы составляет от 5 мас.% до 70 мас.% по твердому содержимому смолы от общего содержания твердых веществ в растворе для поверхностной обработки, более предпочтительно от 20 мас.% до 65 мас.%. Следует отметить, что в данном случае «твердое содержимое» означает твердый компонент, образующий покрытие, и не включает растворитель и т.п. Массовое отношение (WA/WB) массы (WA) твердого содержимого частиц ZnO к массе (WB) твердого содержимого в диспергируемой в воде органической смоле составляет от 30/70 до 95/5.
[0049] Если массовое отношение (WA/WB) составляет менее чем 30/70, доля твердого содержимого диспергируемой в воде органической смолы в покрытии становится больше, так что смола остается на покрытом стальном листе после нагревания, и химическая конвертируемость становится недостаточной, поэтому коррозионная стойкость после окраски не может быть получена. С другой стороны, если значение (WA/WB) превышает 95/5, связующее действие диспергируемой в воде смолы становится недостаточным, адгезия частиц ZnO к покрытому стальному листу становится недостаточной, частицы ZnO отваливаются, и смазывающая способность при горячем прессовании, химическая конвертируемость после горячего прессования и коррозионная стойкость после окраски проявляются неустойчиво.
[0050] Диспергируемая в воде органическая смола (B) особенно не ограничивается по типу, при условии, что она имеет средний размер частиц эмульсии 5-300 нм. В качестве конкретных примеров могут быть упомянуты диспергируемая в воде полиуретановая смола, диспергируемая в воде эпоксидная смола, диспергируемая в воде акриловая смола и диспергируемая в воде полиэфирная смола.
[0051] Тип диспергируемой в воде полиуретановой смолы особенно не ограничивается, при условии, что нерастворимая в воде полиуретановая смола диспергируется в воде. Может использоваться водная дисперсия обычной полиуретановой смолы, такой как конденсационный полимер, получаемый из диизоцианата или полиизоцианата, имеющего две или более изоцианатных группы в одной молекуле, и диола или полиола, имеющего две или более гидроксильные группы в одной молекуле. В качестве способа диспергирования может использоваться любой из способа принудительного эмульгирования с использованием поверхностно-активного вещества или растворимого в воде полимера или другого диспергатора для водной дисперсии и способа самоэмульгирования, подразумевающего включение гидрофильных групп в структуру.
[0052] Тип диспергируемой в воде эпоксидной смолы особенно не ограничивается, при условии, что нерастворимая в воде эпоксидная смола диспергируется в воде. Например, может использоваться соединение полиглицидилового эфира и одноядерного многоатомного фенольного соединения, соединение полиглицидилового эфира и многоядерного многоатомного фенольного соединения, полиглицидиловый эфир многоатомных спиртов или другие водные дисперсии. Следует отметить, что часть эпоксидной смолы может быть модифицирована винилом, акрилом, фосфорной кислотой, изоцианатом, амином или силилом. В качестве способа диспергирования также может использоваться способ принудительного эмульгирования с использованием поверхностно-активного вещества, водорастворимого полимера или другого диспергатора для водной дисперсии, или способ самоэмульгирования без использования мыла за счет введения гидрофильных групп путем модификации.
[0053] Тип диспергируемой в воде акриловой смолы особенно не ограничивается, при условии, что нерастворимая в воде акриловая смола диспергируется в воде. Кроме того, она также может быть смолой, полученной любым способом полимеризации. Например, могут быть упомянуты гомополимер или сополимер диспергируемого в воде акрилового мономера, полученный путем эмульсионной полимеризации, полимеризации в растворе, зародышевой полимеризации типа ядро-оболочка и т.п. в присутствии инициатора полимеризации и эмульгатора.
[0054] Тип диспергируемой в воде полиэфирной смолы особенно не ограничивается, при условии, что нерастворимая в воде полиэфирная смола диспергируется в воде. Например, может быть упомянута водная дисперсия конденсационной смолы, полученной из многоосновных кислот, выбираемых из малеиновой кислоты, фумаровой кислоты, итаконовой кислоты, янтарной кислоты, глутаровой кислоты, пробковой кислоты, адипиновой кислоты, азелаиновой кислоты, себациновой кислоты, димерной кислоты, тримерной кислоты, изофталевой кислоты, терефталевой кислоты, тримеллитовой кислоты, тримезиновой кислоты, пиромеллитовой кислоты, нафталиндикарбоновой кислоты и других многоосновных кислот, и многоатомных спиртов, выбираемых из этиленгликоля, диэтиленгликоля, триметилолпропана, неопентилгликоля, 1,4-CHDM, полимерного полиола, поликапролактонового полиола, поликарбонатного диола, полибутадиенового полиола, неопентилгликоля, метилпентадиола и других полиолов.
(Улучшающая коррозионную стойкость добавка (C))
[0055] Улучшающая коррозионную стойкость добавка (C), используемая в настоящем изобретении, представляет собой по меньшей мере один тип добавки, выбираемый из соединений, включающих элементы, выбираемые из B, Mg, Si, Ca, Ti, V, Zr, W и Ce, и дополнительно улучшает коррозионную стойкость после окраски. Содержание улучшающей коррозионную стойкость добавки (C) предпочтительно составляет от 5 мас.% до 60 мас.% от массы частиц ZnO в растворе для поверхностной обработки, более предпочтительно в диапазоне от 5 мас.% до 20 мас.%. Если ее содержание составляет менее 5 мас.%, эффект улучшения коррозионной стойкости после окраски, после горячего прессования получается в недостаточной степени. Если ее содержание составляет более 60 мас.%, добавка (C) мешает травильному действию кислоты на частицы ZnO. Кроме того, травильное действие кислоты на саму добавку (C) неудовлетворительное. По этой причине иногда травление кислотным компонентом, требуемое во время химической конверсионной обработки, подавляется, химическая конвертируемость после горячего прессования становится недостаточной, и, наоборот, коррозионная стойкость после окраски падает. Следует отметить, что, как известно, химическая конверсионная обработка, такая как обработка для формирования покрытия из фосфата цинка, образует покрытие при приведении кислого раствора химической конверсионной обработки в контакт с основным материалом из металла и т.п. для его травления. В это время значение рН раствора химической конверсионной обработки около поверхности контакта повышается, за счет чего формируется покрытие. Следовательно, когда травильный эффект является низким, химическая конвертируемость склонна падать.
[0056] В качестве улучшающей коррозионную стойкость добавки (C) могут быть упомянуты, например, борная кислота, борат цинка, фосфат магния-аммония, гидрофосфат магния, оксид магния, ацетилацетонат магния, цитрат магния, силикат магния, коллоидный кремнезем, силикат натрия, силикат лития, силикат калия, 3-глицидоксипропилтриметоксисилан, 3-глицидоксипропилтриэтоксисилан, 3-аминопропилтриэтоксисилан, N-2-(аминоэтил)-3-аминопропилтриметоксисилан, оксид кальция, фосфат кальция, оксид титана, титан-фтористоводородная кислота, гексафтортитанат аммония, бис(ацетилацетонат) диизопропоксититана, бис(триэтаноламинат) диизопропоксититана, метаванадат аммония, фторид ванадия, фосфат ванадила, оксалат ванадия, оксиацетилацетонат ванадия, окситриизопропоксид ванадия, оксид циркония, циркон-фтористоводородная кислота, гексафторцирконат аммония, вольфрамат аммония, вольфрамат натрия, нитрат церия, оксид церия и т.п.
(pH)
[0057] Раствор для поверхностной обработки по настоящему изобретению предпочтительно имеет значение pH 6-12, более предпочтительно 8-11. Если pH находится в этом диапазоне, устойчивость при хранении раствора для поверхностной обработки также является хорошей. Если pH является слишком низким или слишком высоким, устойчивость при хранении раствора для поверхностной обработки иногда не может быть получена.
[0058] В качестве регулятора pH можно использовать общеизвестные. Например, могут быть упомянуты фосфорная кислота, фтористоводородная кислота, азотная кислота, муравьиная кислота, уксусная кислота, молочная кислота, гликолевая кислота, фосфоновая кислота, лимонная кислота, винная кислота, аммиак, гидроксид натрия, моноэтаноламин, диэтаноламин, триэтаноламин, этилендиамин и т.п.
(Растворитель)
[0059] В качестве растворителя раствора для поверхностной обработки по настоящему изобретению используется вода, но в соответствии с потребностью, такой как улучшение высушиваемости покрытия, он также может быть водным растворителем, к которому добавлен водорастворимый органический растворитель на основе спирта, кетона или целлозольва. Количество растворителя в растворе для поверхностной обработки по настоящему изобретению особенно не ограничивается, но предпочтительно его количество от 30 мас.% до 99 мас.% от общей массы раствора для обработки, а от 50 мас.% до 90 мас.% - более предпочтительно.
(Другие добавки)
[0060] Добавки воска, пигмента, поверхностно-активного вещества, противопенного агента, выравнивающего агента, загустителя и т.п. могут быть введены в раствор для поверхностной обработки по настоящему изобретению в диапазоне, не выходящем за рамки сути настоящего изобретения или не ухудшающем эффективность покрытия.
(Способ приготовления раствора для поверхностной обработки)
[0061] Способ приготовления раствора для поверхностной обработки по настоящему изобретению особенно не ограничивается. Раствор может быть получен известным способом. Например, он может быть приготовлен путем добавления к водной дисперсии ZnO (A) заданного количества диспергируемой в воде органической смолы (B) и их смешивания и перемешивания.
[0062] Далее будет объяснен предпочтительный режим обработки стального листа с использованием раствора для поверхностной обработки по настоящему изобретению.
<Покрытый стальной лист для горячего прессования с покрытием поверхностной обработки>
В вышеупомянутом покрытом стальном листе для горячего прессования, имеющем покрытие поверхностной обработки по настоящему изобретению, количество ZnO вышеупомянутого покрытия в пересчете на Zn предпочтительно составляет от 0,3 до 2 г/м2 на одну сторону, более предпочтительно от 0,5 до 1,5 г/м2. Если количество ZnO покрытия составляет меньше чем 0,3 г/м2, смазывающая способность во время горячего прессования не получается, а если оно свыше 2 г/м2, смазывающая способность во время горячего прессования далее не улучшается, а, напротив, свариваемость методом точечной сварки падает.
(Способ производства покрытого стального листа под горячее прессование)
[0063] Способ производства покрытого стального листа под горячее прессование, имеющего покрытие поверхностной обработки по настоящему изобретению, является способом производства, включающим процесс нанесения с нанесением раствора для поверхностной обработки по настоящему изобретению на поверхность покрытого стального листа, содержащего Al, и процесс термосушки с термической сушкой раствора для поверхностной обработки, нанесенного на поверхность покрытого стального листа, чтобы получить покрытие. Следует отметить, что перед нанесением раствора для поверхностной обработки по настоящему изобретению на покрытый стальной лист, содержащий Al, также можно выполнить предварительную обработку, нацеленную на удаление масла или грязи. Эта предварительная обработка особенно не ограничивается. Например, могут быть упомянуты промывка горячей водой, промывка растворителем, щелочное обезжиривание и промывка, и т.п.
[0064] Средство для нанесения в вышеупомянутом процессе нанесения особенно не ограничивается. Например, могут быть упомянуты обычно используемые способы нанесения валиком, разбрызгиванием, распылением сжатым воздухом, безвоздушным распылением, поливом, кистью, погружением и т.п.
[0065] В качестве средства для термической сушки в вышеупомянутом процессе термосушки могут быть упомянуты сушилка, печь с горячим воздухом, печь высокочастотного индукционного нагрева, печь с инфракрасным излучением и т.п. Температура термосушки в процессе нагрева и сушки является максимальной температурой пластинки, составляющей предпочтительно 50-200°C, более предпочтительно 60-150°C. Если максимальная температура пластинки находится в этом диапазоне, скорость испарения влаги становится высокой, и эффективность сушки повышается.
[0066] В соответствии с настоящим изобретением на поверхности покрытого стального листа образуется специальное покрытие поверхностной обработки, содержащее частицы ZnO, поэтому получают стальной лист, обладающий отличной водонепроницаемостью, стойкостью к растворителям, адгезией к покрытому стальному листу, смазывающей способностью при горячем прессовании и дополнительной химической конвертируемостью после горячего прессования, коррозионной стойкостью после покрытия и свариваемостью методом точечной сварки. Причина этого не совсем ясна, но считается, что это происходит из-за следующих действий и эффектов.
[0067] Водонепроницаемость, стойкость к растворителям и адгезия к покрытому стальному листу покрытия поверхностной обработки, полученного из диспергируемой в воде органической смолы, зависят от молекулярной массы и кислотного числа органической смолы. Если диспергируемая в воде органическая смола имеет средний размер частиц 5 нм или более, среднечисловая молекулярная масса органической смолы превышает 10000, поэтому стойкость к воде или растворителю высока, и может быть получено прочное покрытие. Кроме того, считается, что кислотное число диспергируемой в воде органической смолы приводит к адгезии не только из-за сродства с водой, но и взаимодействия между частицами ZnO и поверхностью металлического покрытия.
[0068] В качестве причины того, почему покрытие поверхностной обработки, содержащее частицы ZnO, обеспечивает высокую смазывающую способность, считается, что в кристаллической структуре ZnO становится частицами более близкими к сферическим формам, чем другие вещества, и имеет меньшее сопротивление трения со штампом, используемым для прессового формования (штамповки). Кроме того, считается, что ZnO имеет высокую температуру плавления (примерно 1975°C) и не плавится даже при высокой температуре в ходе горячего прессования (примерно 800°C или более) и т.п.
[0069] В качестве причины того, почему наличие частиц ZnO на покрытом стальном листе, содержащем Al, приводит к тому, что химическое конверсионное покрытие хорошо формируется, можно рассмотреть изменение реакционной способности с кислотой. При реакции химической конверсии из-за травления материала кислотой значение pH на границе материала возрастает и образуется химическое конверсионное покрытие. Предполагается, что при нагреве покрытого стального листа, содержащего Al, до 800°C или более поверхность металлического покрытия становится слоем сплава Al-Fe, чрезвычайно инертным по отношению к кислоте, и реакция химической конверсии становится более трудно протекающей. С другой стороны, если покрытый стальной лист, содержащий Al, имеет покрытие, содержащее частицы ZnO, нагретая поверхность металлического покрытия становится слоем оксида Al-Zn, вследствие чего материал становится способным протравливаться при химической конверсии, поэтому химическое конверсионное покрытие хорошо формируется и может проявляться коррозионная стойкость после окраски методом электроосаждения.
Примеры
[0070] Далее будут приведены примеры для пояснения настоящего изобретения, однако настоящее изобретение не ограничено этими примерами.
(1) Тестовый материал
[0071] Стальную полосу с показанными в Таблице 1 компонентами стали довели до толщины листа в 1,4 мм с помощью процессов обычной горячей прокатки, травления и холодной прокатки, а затем на нее нанесли Al-ое покрытие на непрерывной линии нанесения покрытий окунанием в расплав с печью неокисляющего типа. Ванна для нанесения Al-го покрытия содержала 9% Si и 2% Fe. Количество наносимого покрытия регулировали так, чтобы оно составляло 40 г/м2 на одну сторону.
[0072] Таблица 1. Компоненты стали тестового материала (мас.%)
(2) Предварительная обработка (промывка)
[0073] В качестве способа получения тестовой пластинки сначала поверхность тестовой пластинки обрабатывали составом PALKRINTM N364S производства компании Nihon Parkerizing Co., Ltd., чтобы удалить масло и грязь с поверхности. Затем поверхность промывали водопроводной водой, и было подтверждено, что поверхность металлического материала на 100% смачивалась водой. После этого поверхность смывали чистой водой (деминерализованной водой), а затем сушили в печи в атмосфере с 70°C. Эту пластинку использовали в качестве тестовой.
(3) Способ получения водной дисперсии ZnO
[0074] В шаровую мельницу загружали 300 г порошка оксида цинка с начальным размером частиц 500 нм и 30 г диспергатора на 670 г воды. Шарики из диоксида циркония с диаметром 0,3 мм использовали для диспергирования содержимого до заданного среднего размера частиц. Распределение частиц по размерам измеряли анализатором гранулометрического состава на основе динамического рассеяния света (Microtrac UPA-EX150, производства компании Nikkiso Co., Ltd.). Медианный размер (d50) принимали за средний размер частиц оксида цинка.
(4) Диспергируемая в воде органическая смола
(Диспергируемая в воде полиуретановая смола)
[0075] Полиуретановая смола A – Superflex 150 (производства компании DKS Co. Ltd.)
(Диспергируемая в воде акриловая смола)
Способ синтеза акриловой смолы A
[0076] В качестве состава мономеров использовали 72 части метилметакрилата, 27 частей бутилакрилата и 1 часть метакриловой кислоты. В качестве способа синтеза, вышеупомянутые мономеры смешивали со 100 частями 10%-го по массе водного раствора эмульгатора, содержащего реакционноспособный неионный эмульгатор и полиоксиэтиленоктилфениловый эфир (HLB17.9), смешанные в соотношении 6:4, а затем использовали гомогенизатор для эмульгирования при 5000 об/мин в течение 10 минут с получением эмульгированного раствора мономеров. Затем в четырехгорлую колбу, оборудованную мешалкой, дефлегматором, термометром и насосом подачи мономера, добавили 150 частей водного раствора эмульгатора и выдерживали при 40-50°C. С помощью капельных воронок добавляли 5%-ый по массе водный раствор персульфата аммония (50 частей) и вышеупомянутый эмульгированный раствор мономеров. Эти воронки были присоединены к разным отверстиям колбы. Раствор добавляли по каплям примерно 2 часа и повышали температуру до 60°C, продолжая перемешивать его в течение примерно 1 часа для проведения реакции. Реакционный раствор охлаждали до комнатной температуры при перемешивании, получив водную дисперсию акриловой смолы A. Эта акриловая смола является анионной.
Способ синтеза акриловых смол B-G
[0077] Способ синтеза, аналогичный способу синтеза акриловой смолы A, использовали для получения водных дисперсий акриловых смол B-G с составами мономеров, показанными в Таблице 2.
[0078] Таблица 2
(Диспергируемая в воде полиэфирная смола)
Способ синтеза полиэфирной смолы A
[0079] Анионную полиэфирную смолу, получаемую реакцией конденсации спиртового компонента, состоящего из этиленгликоля в количестве 3,2 части и неопентилгликоля в количестве 30,9 частей, и кислотного компонента, состоящего из изофталевой кислоты в количестве 16,5 частей, терефталевой кислоты в количестве 38,2 частей, адипиновой кислоты в количестве 7,8 частей и тримеллитового ангидрида в количестве 3,4 части, синтезировали следующим способом: в круглодонную колбу емкостью 1000 мл, снабженную трубкой Клайзена и воздушным холодильником, помещали весь кислотный компонент, весь спиртовый компонент и катализатор (ацетат кальция: 0,25 г, н-бутилтитанат: 0,1 г), внутренность колбы продували азотом и нагревали содержимое до 180°C для расплавления. Далее температуру ванны повышали до 200°C, затем содержимое нагревали с перемешиванием в течение примерно 2 часов, чтобы вызвать реакцию этерификации или переэтерификации. Затем температуру ванны повышали до 260°C, а спустя примерно 15 минут внутренность колбы откачивали до 0,5 мм рт.ст., чтобы вызвать реакцию в течение примерно 3 часов (реакцию поликонденсации). После завершения реакции системе давали охладиться при подаче азота и вынимали содержимое. К вынутому содержимому добавляли подходящее количество аммиачной воды, чтобы получить конечное значение pH 6-7. Эту смесь нагревали с перемешиванием в автоклаве при 100°C в течение 2 часов, получив диспергируемую в воде полиэфирную смолу.
Способы синтеза полиэфирных смол B-G
[0080] Для получения водных дисперсий полиэфирных смол B-G использовали способы синтеза, аналогичные способу синтеза полиэфирной смолы A, с составами мономеров, показанными в Таблице 3.
[0081] Таблица 3
(Диспергируемая в воде эпоксидная смола)
[0082] Эпоксидная смола A – ADEKA Resin EM-0430 (производства компании ADEKA Corporation)
(Водорастворимая смола)
[0083] Полиакриловая кислота A – Jurymer AC-10SL (производства компании Toagosei Co., Ltd.)
(5) Состав раствора для поверхностной обработки
[0084] Водную дисперсию ZnO и диспергируемую в воде органическую смолу смешали в воде так, чтобы соотношение компонентов в композиции стало равно указанному в Таблице 4 (массовое отношение (WA/WB)), получив раствор для поверхностной обработки. Кроме того, диспергируемая в воде органическая смола была измерена на средний размер частиц (медианный размер) анализатором гранулометрического состава на основе динамического рассеяния света (Microtrac UPA-EX150, производства компании Nikkiso Co., Ltd.). Результаты показаны в Таблице 4.
(6) Способ обработки
[0085] Одну сторону предварительно обработанной тестовой пластинки покрывали раствором для поверхностной обработки с помощью ракельного устройства для нанесения и нагревали для высушивания, получив покрытие поверхностной обработки. Нанесенное количество ZnO (в пересчете на Zn) в образовавшемся при поверхностной обработке покрытии и температура нагрева (PMT: максимальная температура металла) показаны в Таблице 4. Полученную стальную пластинку с обработанной поверхностью оценивали нижеследующими способами.
[0086] Таблица 4
(7) Способы оценки
Водонепроницаемость
[0087] Стальную пластинку с обработанной поверхностью выдерживали в камере с постоянной температурой и постоянной влажностью при температуре 50°C и влажности 98% в течение 72 часов. Оставшуюся долю частиц ZnO измеряли методом XRF до и после испытания.
E (превосходно): Оставшаяся доля 95-100%
G (хорошо): Оставшаяся доля 90-94%
F (удовлетворительно): Оставшаяся доля 50-89%
P (плохо): Оставшаяся доля 49% или менее
Стойкость к растворителям
[0088] Использовали смоченную в этаноле марлю для протирки стальной пластинки с обработанной поверхностью при усилии 500 г с 50 проходами туда и обратно. Оставшуюся долю частиц ZnO измеряли методом XRF до и после испытания.
E (превосходно): Оставшаяся доля 95-100%
G (хорошо): Оставшаяся доля 90-94%
F (удовлетворительно): Оставшаяся доля 50-89%
P (плохо): Оставшаяся доля 49% или менее
Адгезия покрытия поверхностной обработки
[0089] Стальную пластинку с обработанной поверхностью испытывали на отслаивание с помощью ленты Cellophane®. Оставшуюся долю частиц ZnO измеряли методом XRF до и после испытания.
E (превосходно): Оставшаяся доля 95-100%
G (хорошо): Оставшаяся доля 90-94%
F (удовлетворительно): Оставшаяся доля 50-89%
P (плохо): Оставшаяся доля 49% или менее
Устойчивость раствора для поверхностной обработки при хранении
[0090] Об устойчивости при хранении судили по изменению содержания твердых веществ. Если содержание твердых веществ в растворе для поверхностной обработки составляло 90% или более от начального, считалось, что устойчивость при хранении сохранилась. (Следует отметить, что случай, когда устойчивость при хранении не сохраняется, представляет собой такое состояние, при котором компоненты раствора для поверхностной обработки выпали в осадок, и поэтому содержание твердых веществ в растворе для поверхностной обработки упало до величины менее 90%.) Раствор для поверхностной обработки хранили, выдерживая при температуре 40°C, и оценивали время, в течение которого могла сохраняться устойчивость при хранении. Содержание твердых веществ вычисляли по изменению веса, полученному после отбирания произвольного количества раствора для поверхностной обработки и сушки его в сушильной печи горячим воздухом при 110°C в течение 2 часов.
G (хорошо): Устойчивость при хранении 3 месяца или более
F (удовлетворительно): Устойчивость при хранении от 1 месяца до менее чем 3 месяцев
P (плохо): Устойчивость при хранении менее 1 месяца
Смазывающая способность при горячем прессовании
[0091] Использовали горячий тестер Боудена, показанный на Фиг. 1. Контактор весом 1 кг помещали на тестовую пластинку (ТП). В этом состоянии тестовую пластинку помещали в печь с выдержкой при 900°C. К тестовой пластинке была приварена термопара. При достижении 900°C температуру печи понижали. При достижении 700°C печь с тестовой пластинкой приводили в движение. Прикладываемая в это время нагрузка измерялась динамометром. Эту нагрузку делили на вес контактора, получая динамический коэффициент трения. Критерии оценки были следующими:
G (хорошо): Коэффициент трения 0,5 или менее
F (удовлетворительно): Коэффициент трения от 0,5 до менее чем 0,7
P (плохо): Коэффициент трения свыше 0,7
Свариваемость методом точечной сварки
[0092] Тестовую пластинку нагревали в атмосфере до 900°C, затем выдерживали там в течение 1 минуты и быстро охлаждали посредством штампа. Тестовую пластинку сваривали при условиях: источник питания переменного тока, медный электрод с диспергированным глиноземом, электрод формы DR (рабочий конец 6φ-40R), сила прижатия 400 кгс, время сварки 20 циклов, нижний предел размера ядра сварной точки 4√t и верхний предел разбрызгивания, оценив подходящий диапазон тока. Критерии оценки были следующими:
G (хорошо): Подходящий диапазон тока 1,5 кА или более
P (плохо): Подходящий диапазон тока менее 1,5 кА
Химическая конвертируемость после нагрева
[0093] Тестовую пластинку нагревали в атмосфере до 900°C, затем выдерживали в течение 1 минуты и быстро охлаждали посредством штампа. Эту тестовую пластинку очищали с использованием щелочного обезжиривающего средства FC-E2001 производства компании Nihon Parkerizing Co., Ltd. для удаления грязи с ее поверхности. После этого ее промывали водой и погружали в раствор кондиционера поверхности PREPALENETM X производства компании Nihon Parkerizing Co., Ltd. для цинк-фосфатной обработки, разбавленным водопроводной водой до 3 г/л, при комнатной температуре на 30 секунд. После этого агент цинк-фосфатной поверхностной обработки PALBONDTM SX35 производства компании Nihon Parkerizing Co., Ltd. разбавили до 48 г/л водопроводной водой с тем, чтобы отрегулировать его общую кислотность, свободную кислотность и концентрацию ускорителя в соответствии с инструкциями. Тестовую пластинку погружали в этом раствор при 35°C на 2 минуты.
G (хорошо): Образуется плотное покрытие из фосфата цинка
P (плохо): Покрытие из фосфата цинка не образуется
Коррозионная стойкость после окраски
[0094] После вышеописанной химической конверсионной обработки нанесли эпоксидную краску катионного электроосаждения GT-100 производства компании Kansai Paint Co., Ltd с толщиной 15 мкм. После разрезания осуществляли комплексное коррозионное испытание JASO-M610, созданное Обществом инженеров автомобильной промышленности Японии (Society of Automotive Engineers of Japan, Inc.), в течение 180 циклов (60 дней) для измерения максимальной ширины вздутия с одной стороны от разреза. Критерии оценки были следующими:
E (превосходно): вздутие менее 3 мм
G (хорошо): вздутие 3-6 мм
P (плохо): вздутие свыше 6 мм
Таблица 5 показывает результаты оценки.
[0095] Таблица 5
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0096] В соответствии с настоящим изобретением путем покрывания покрытого стального листа покрытием поверхностной обработки, обладающим превосходной водонепроницаемостью, стойкостью к растворителям и адгезией, становится возможным устойчиво гарантировать смазывающую способность при горячем прессовании, химическую конвертируемость после горячего прессования, коррозионную стойкость после окраски и свариваемость методом точечной сварки при горячем прессовании. Соответственно, настоящее изобретение расширяет сферу применения покрытого стального листа под горячее прессование и повышает применимость покрытых стальных листов в автомобилях и промышленном оборудовании, что является конечным назначением, и поэтому его промышленная применимость является высокой.
Изобретение относится к поверхностной обработке алюминированного стального листа под горячее прессование. Предложенный раствор содержит водную дисперсию ZnO (A) и диспергируемую в воде органическую смолу (B), причем водная дисперсия ZnO (A) содержит воду и частицы ZnO, имеющие средний размер частиц 10-300 нм, а диспергируемая в воде органическая смола (B) имеет средний размер частиц эмульсии 5-300 нм, и массовое соотношение (WA/WB) массы (WA) частиц ZnO в водной дисперсии ZnO к массе (WB) твердого содержимого в диспергируемой в воде органической смоле составляет от 30/70 до 95/5. При этом водная дисперсия ZnO (A) содержит по меньшей мере один из анионного диспергатора и неионного диспергатора. Тенхическим результатом является обеспечение раствора для поверхностной обработки, обладающего превосходной стабильностью во время хранения, гарантирующего водонепроницаемость, стойкость к растворителям и адгезию покрытия с покрытым стальным листом после его поверхностной обработки, а также получение покрытого стального листа, обладающего превосходной смазывающей способностью при горячем прессовании, химической конвертируемостью после горячего прессования, коррозионной стойкостью после окраски и свариваемостью методом точечной сварки. 6 з.п. ф-лы, 1 ил., 5 табл.
1. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование, содержащий водную дисперсию ZnO (A) и диспергируемую в воде органическую смолу (B), причем
водная дисперсия ZnO (A) содержит воду и частицы ZnO, имеющие средний размер частиц 10-300 нм,
диспергируемая в воде органическая смола (B) имеет средний размер частиц эмульсии 5-300 нм, и
массовое соотношение (WA/WB) массы (WA) частиц ZnO в водной дисперсии ZnO к массе (WB) твердого содержимого в диспергируемой в воде органической смоле составляет от 30/70 до 95/5, и
при этом водная дисперсия ZnO (A) содержит один или оба из анионного диспергатора и неионного диспергатора.
2. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по п. 1, в котором диспергируемая в воде органическая смола (B) представляет собой один или более типов смолы, выбираемых из группы, состоящей из диспергируемой в воде полиуретановой смолы, диспергируемой в воде эпоксидной смолы, диспергируемой в воде акриловой смолы и диспергируемой в воде полиэфирной смолы.
3. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по п. 1 или 2, в котором диспергируемая в воде органическая смола (B) имеет среднечисловую молекулярную массу 10000 или более.
4. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по любому из пп. 1-3, в котором диспергируемая в воде органическая смола (B) представляет собой один или более типов смолы, имеющих кислотное число 5-45 мгKOH/г и выбираемых из группы, состоящей из диспергируемой в воде полиуретановой смолы, диспергируемой в воде акриловой смолы и диспергируемой в воде полиэфирной смолы.
5. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по любому из пп. 1-4, содержащий по меньшей мере один тип добавки (C), выбранной из соединений, содержащих элементы, выбираемые из группы, состоящей из B, Mg, Si, Ca, Ti, V, Zr, W и Ce.
6. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по п. 5, в котором массовое соотношение (WC/WA) массы (WA) частиц ZnO в водной дисперсии ZnO к массе (WC) добавки (C) составляет от 0,05 до 0,6.
7. Раствор для поверхностной обработки алюминированного стального листа под горячее прессование по любому из пп. 1-6, в котором частицы ZnO имеют соотношение размеров (длинная ось/короткая ось) от 1 до 2,8.
| WO 2013157522 A1, 24.10.2013 | |||
| WO 2009131233 A1, 29.10.2009 | |||
| JP 2013244696 A, 09.12.2013 | |||
| JP 2013194258 A, 30.09.2013 | |||
| WO 2012147886 A1, 01.11.2012 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ УЛЬТРАТОНКИМ СЛОЕМ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2004 |
|
RU2353702C2 |

