Область техники
Это изобретение относится к стальному листу с металлическим покрытием из алюминия, который снабжен алюминиевым покрытием, состоящим, главным образом, из алюминия и обладающим превосходной смазывающей способностью во время горячей штамповки, а также к способу горячей штамповки стального листа с металлическим покрытием из алюминия.
Уровень техники
В последние годы усилились призывы к сокращению потребления химического топлива для защиты окружающей среды и предотвращения глобального потепления, и эти требования оказывают различное влияние на обрабатывающую промышленность. Например, не является исключением даже автомобиль, необходимое средство транспорта в повседневной жизни и в различных видах деятельности, и требуется повышать эффективность использования топлива и т.п. за счет уменьшения его веса, а также других средств. Однако в случае автомобилей простое уменьшение веса невозможно с точки зрения качества продукции, и необходимо также обеспечивать соответствующую безопасность.
Конструктивные элементы автомобиля изготавливают большей частью из стали, в частности, стального листа, и уменьшение веса стального листа является непременным условием уменьшения веса транспортного средства. Однако, как только что было отмечено, простое уменьшение веса стального листа неприемлемо, так как должна быть обеспечена механическая прочность стального листа. Такие требования к стальному листу не ограничиваются только автомобильной промышленностью, но также аналогичным образом применяются в различных других секторах производства. Поэтому применительно к стальному листу были проведены научно-исследовательские и опытно-конструкторские работы (R&D, Research and Development), которые за счет повышения механической прочности стального листа позволяют сохранить или увеличить эту прочность даже при уменьшении толщины этого листа по сравнению с использовавшейся до этого.
Сталь, обладающая высокой механической прочностью, как правило, плохо фиксирует форму при гибке и других типах формования, поэтому в случае получения сложной формы затрудняется сама по себе работа с металлом. Одним из средств, имеющихся для преодоления этой проблемы, связанной с формуемостью, является так называемый «способ горячей штамповки (горячего прессования, высокотемпературной штамповки, закалки в штампе)». При выполнении способа горячей штамповки формуемую сталь сначала нагревают до высокой температуры, после чего стальной лист, размягченный за счет нагрева, штампуют и затем охлаждают. Так как при выполнении способа горячей штамповки сталь размягчается после нагрева ее до высокой температуры, то ее легко можно штамповать, и в то же время может быть дополнительно повышена механическая прочность стали за счет эффекта закаливания при охлаждении после формования. Таким образом, способ горячей штамповки позволяет получить формованное изделие при одновременном обеспечении хорошей фиксации формы и высокой механической прочности.
Однако когда способ горячей штамповки используется для стального листа, нагрев до высокой температуры, например, составляющей 800°С или выше, приводит к окислению железа и т.п. на поверхности, в результате чего возникает окалина (оксид). Поэтому после проведения горячей штамповки необходимо выполнить удаление окалины, что снижает производительность. Помимо этого в случае, если для конструктивного элемента или тому подобного требуется коррозионная стойкость, необходимо сделать его поверхность устойчивой к коррозии или нанести металлическое покрытие на поверхность этого элемента после изготовления, что требует выполнения этапов очистки поверхности и обработки поверхности, и также снижает производительность.
В качестве примера способа, снижающего до минимума такую потерю производительности, можно упомянуть нанесение покрытия на стальной лист. В общем случае для нанесения покрытия на стальной лист используется любой из множества материалов, включая как органические, так и неорганические. Из них, с точки зрения антикоррозионных характеристик и технологии производства стального листа, для автомобильной листовой стали и тому подобного широко используется покрытие на основе цинка, которое обеспечивает для металлического листа протекторную защиту от коррозии. Однако температура нагрева при горячей штамповке (от 700 до 1000°С) выше, например, температур разложения органических материалов и температур кипения металлических материалов на основе Zn и других металлов, поэтому нагрев во время горячей штамповки иногда может вызывать испарение слоя поверхностного покрытия, что приводит к заметному ухудшению свойств поверхности.
Таким образом, в качестве стального листа, подвергаемого горячей штамповке, включающей высокотемпературный нагрев, предпочтительно использовать лист, имеющий металлическое покрытие на основе Al, обладающее более высокой температурой кипения по сравнению с покрытием из органического материала или металлическим покрытием на основе Zn, то есть использовать так называемый «стальной лист с металлическим покрытием из алюминия».
Наличие металлического покрытия на основе Al предотвращает адгезию окалины к поверхности стального листа и повышает производительность за счет того, что исчезает необходимость выполнять удаление окалины или другой подобный процесс. Кроме того, повышается коррозионная стойкость после окрашивания, так как металлическое покрытие на основе Al обладает устойчивостью к коррозии. В Патентном документе 1 описан способ горячей штамповки с использованием стального листа с металлическим покрытием из алюминия, полученного в результате нанесения на сталь, имеющую заранее определенный химический состав, металлического покрытия на основе Al.
Однако при нанесении металлического покрытия на основе Al и в зависимости от условий предварительного нагрева перед штамповкой в ходе процесса горячей штамповки может оказаться, что Al-покрытие сначала плавится, а затем превращается в слой сплава Al-Fe в результате диффузии Fe из стального листа, что приводит к выходу соединения Al-Fe на поверхность стального листа с ростом процента смеси Al-Fe. Этот слой в виде соединения, таким образом, можно назвать слоем сплава. Так как этот слой сплава является чрезвычайно твердым, то при контакте со штампом во время штамповки возникают технологические царапины.
Поверхность слоя из сплава Al-Fe по своей природе имеет относительно высокое сопротивление скольжению и плохую смазывающую способность. В дополнение к этому слой из сплава Al-Fe является относительно твердым и подвержен растрескиванию, в результате чего формуемость может ухудшаться из-за растрескивания, превращения в порошок и т.д. слоя металлического покрытия. Более того, качество штампованного изделия ухудшается из-за адгезии Al-Fe к штампу, обусловленной, кроме прочего, прилипанием к штампу отставшего слоя сплава Al-Fe и из-за сильно шероховатой поверхности Al-Fe. Это приводит к необходимости удалять порошок из сплава Al-Fe, приставший к штампу, во время восстановления, что снижает производительность и увеличивает стоимость.
В дополнение к этому соединение Al-Fe обладает низкой реакционной способностью при обычной фосфатной обработке, в результате чего при обработке с химическим превращением, которой является предварительная обработка в виде электростатической окраски, не образуется пленки (фосфатной пленки). Адгезия при окрашивании является достаточно хорошей даже без образования пленки в результате обработки с химическим превращением, и коррозионная стойкость после окрашивания также является хорошей, пока соблюдается соответствующий вес металлического покрытия из Al, но увеличение веса покрытия, как правило, приводит к усилению упомянутого выше сцепления со штампом. Как было отмечено ранее, это сцепление иногда обусловлено присоединением отставшего слоя сплава Al-Fe, а иногда - присоединением из-за сильного царапания поверхности Al-Fe. Хотя острота последней проблемы сглаживается путем увеличения смазывающей способности поверхностной пленки, эффективность этого является относительно небольшой. Наиболее эффективным для улучшения в первом случае является уменьшение веса покрытия. Однако при уменьшении веса покрытия снижается коррозионная стойкость. Вес покрытия также оказывает основное влияние на локальную неоднородность металлического покрытия, вызванную пинч-эффектом, и появление неравномерности в толщине металлического покрытия, естественно, менее вероятно при меньшем весе покрытия. (Пинч-эффект более подробно будет рассмотрен позднее).
В отличие от рассмотренного выше указанным ниже Патентным документом 2 предлагается стальной лист, позволяющий предотвратить возникновение технологических царапин и т.п. В Патентном документе 2 указано, что стальной лист с заранее определенным химическим составом снабжен металлическим покрытием на основе Al, а на металлическом покрытии на основе Al дополнительно создана пленка из неорганического соединения, содержащая, по меньшей мере, одно из следующего: Si, Zr, Ti и Р, а также пленка из органического соединения, либо пленка из комплексного соединения на их основе. В случае стального листа, на котором создана такая поверхностная пленка или пленки, эта поверхностная пленка остается также и во время штамповки после нагрева, поэтому можно предотвратить образование технологических царапин при штамповке. Помимо этого поверхностная пленка (пленки) может служить в качестве смазки во время штамповки, что позволяет улучшить формуемость. В действительности, однако, адекватная смазывающая способность не может быть реализована, поэтому требуется другая смазка или иное средство.
С другой стороны, нагрев до высокой температуры перед штамповкой приводит к плавлению металлического покрытия на основе Al. Поэтому в случае, например, когда используется печь, в которой заготовки во время нагрева стоят вертикально, толщина металлического покрытия становится неравномерной из-за стекания расплавленного металлического покрытия из алюминия под действием силы тяжести и т.п.
Далее, например, если выполняется нагрев за счет сопротивления или индукционный нагрев, может быть достигнута более высокая скорость увеличения температуры, чем при нагреве через атмосферу или нагреве лучами в ближней части инфракрасного диапазона, за счет чего можно повысить производительность. Однако при нагреве стального листа за счет сопротивления или индукционном нагреве в некоторых областях расплавленный алюминий распределяется неравномерно из-за пинч-эффекта, в результате чего толщина металлического покрытия становится неравномерной. Такая неравномерность толщины металлического покрытия является нежелательной с точки зрения качества продукции, ухудшает формуемость во время последующей штамповки, снижает производительность и, как само собой разумеющееся, может привести к более низкой коррозионной стойкости.
Другими словами, тот факт, что металлическое покрытие из алюминия плавится, создает ту же проблему, что и в случае гальванизированного стального листа. В Патентном документе 3 описан способ преодоления снижения качества поверхности за счет испарения поверхностного слоя металлического покрытия из цинка при горячей штамповке гальванизированного стального листа. Если говорить более конкретно, в нем описано создание слоя из оксида цинка (ZnO), имеющего высокую температуру плавления, на поверхности слоя металлического покрытия из цинка, который должен служить барьерным слоем для предотвращения испарения и стекания нижележащего слоя металлического покрытия из цинка. При этом технология, описанная в Патентном документе 3, предполагает наличие слоя металлического покрытия из цинка. Хотя эта технология допускает наличие Al до 0,4%, при ее использовании предпочтительной является более низкая концентрация Al, и она, по сути, не рассчитана на Al. Технологической проблемой здесь является испарение Zn, и поэтому, естественно, такая проблема не может возникнуть в случае металлического покрытия из Al, имеющего высокую температуру кипения.
Документы известного уровня техники
Патентные документы
Патентный документ 1: Заявка на японский патент (А) № 2000-38640.
Патентный документ 2: Заявка на японский патент (А) № 2004-211151.
Патентный документ 3: Заявка на японский патент (А) № 2003-129209.
Сущность изобретения
Задачи, решаемые изобретением
Как рассмотрено выше, считается, что стальной лист с металлическим покрытием из алюминия, который покрыт Al, имеющим относительно высокую температуру плавления, имеет высокий потенциал использования в качестве стального листа при изготовлении деталей автомобилей и других элементов, для которых требуется коррозионная стойкость, и существуют различные предложения, касающиеся применения стального листа с металлическим покрытием из алюминия при горячей штамповке. Однако не преодолены проблемы, связанные с возникновением слоя сплава Al-Fe при горячей штамповке, в результате чего в реальности остается невозможным применение стального листа с металлическим покрытием из алюминия при горячей штамповке с получением сложных форм, так как, помимо прочего, нельзя обеспечить подходящую смазывающую способность, формуемость при штамповке является плохой, и толщина металлического покрытия из алюминия становится неравномерной из-за плавления его поверхностного слоя. Кроме того, в последнее время после формования стальной лист, предназначенный для использования в автомобилях, подвергается более интенсивному окрашиванию, поэтому к стальному листу с металлическим покрытием из алюминия также стали предъявляться требования, касающиеся возможности его обработки с химическим превращением (окрашиваемости) после горячей штамповки и коррозионной стойкости после окрашивания.
Таким образом, настоящее изобретение создано с учетом описанных выше проблем, и его задачей является предложить стальной лист с металлическим покрытием из алюминия, имеющий превосходную коррозионную стойкость после окрашивания, который обладает превосходной смазывающей способностью, позволяет предотвратить возникновение неравномерности толщины металлического покрытия во время нагрева, позволяет улучшить формуемость и повысить производительность при горячей штамповке, а также улучшить его поддаваемость обработке с химическим превращением после горячей штамповки, а также предложить способ горячей штамповки стального листа с металлическим покрытием из алюминия.
Средства решения задач
Проводя интенсивные исследования для преодоления описанных выше проблем, авторы настоящего изобретения обнаружили, что наличие слоя поверхностного покрытия, содержащего, по меньшей мере, соединение с кристаллической структурой вюрцита, на слое металлического покрытия из алюминия, созданном с одной или обеих сторон стального листа, позволяет обеспечить равномерность толщины слоя металлического покрытия из алюминия даже при выполнении горячей штамповки, и что, благодаря наличию покрытия из вюрцита на слое (слоях) сплава Al-Fe, обеспечивается хорошая смазывающая способность, что и привело их к созданию настоящего изобретения. Сущность изобретения изложена ниже.
(1) Стальной лист с металлическим покрытием из алюминия для горячей штамповки, отличающийся тем, что он содержит слой металлического покрытия из алюминия, созданный на одной или обеих сторонах стального листа, и на слой (слои) металлического покрытия из алюминия наложен слой поверхностного покрытия, содержащий, по меньшей мере, соединение с кристаллической структурой вюрцита.
(2) Стальной лист с металлическим покрытием из алюминия для горячей штамповки, указанный в пункте (1), отличающийся тем, что слой металлического покрытия из алюминия содержит от 3 до 15 мас.% Si.
(3) Стальной лист с металлическим покрытием из алюминия, указанный в пунктах (1) или (2), отличающийся тем, что соединением с кристаллической структурой вюрцита является ZnO.
(4) Стальной лист с металлическим покрытием из алюминия, указанный в пункте (3), отличающийся тем, что содержание ZnO в слое поверхностного покрытия на одной стороне стального листа составляет 0,5-7 г/м2 в пересчете на Zn, размер зерна ZnO составляет 50-300 нм, и слой поверхностного покрытия в дополнение к ZnO содержит компонент в виде смолы и/или кремневодородный агент образования связи на уровне 5-30% от веса ZnO.
(5) Стальной лист с металлическим покрытием из алюминия, указанный в пункте (3), отличающийся тем, что содержание ZnO в слое поверхностного покрытия на одной стороне стального листа составляет 0,5-7 г/м2 в пересчете на Zn, размер зерна ZnO составляет 50-300 нм, слой поверхностного покрытия в дополнение к ZnO содержит компонент в виде смолы и/или кремневодородный образования связи на уровне 5-30% от веса ZnO, и стальной лист имеет отверстия в слое поверхностного покрытия из-за нагрева этого листа до 850-1100°С.
(6) Способ горячей штамповки стального листа с металлическим покрытием из алюминия, отличающийся тем, что нагревают нарезанный стальной лист с металлическим покрытием из алюминия, содержащий слой металлического покрытия из алюминия, созданный на одной или обеих сторонах стального листа, и слой поверхностного покрытия, содержащий ZnO и наложенный на слой (слои) металлического покрытия из алюминия, и формуют нагретый стальной лист с металлическим покрытием из алюминия путем штамповки.
(7) Способ горячей штамповки стального листа с металлическим покрытием из алюминия, отличающийся тем, что отжигают в закрытом контейнере свернутый в рулон стальной лист с металлическим покрытием из алюминия, содержащий слой металлического покрытия из алюминия, созданный на одной или обеих сторонах стального листа, и слой поверхностного покрытия, содержащий ZnO и наложенный на слой (слои) металлического покрытия из алюминия, после чего этот лист нарезают и нагревают, а затем штампуют и формуют нагретый стальной лист с металлическим покрытием из алюминия.
(8) Способ горячей штамповки стального листа с металлическим покрытием, указанный в пункте (6) или (7), отличающийся тем, что средняя скорость увеличения температуры при нагреве за счет сопротивления или индукционном нагреве перед штамповкой составляет 50-300°С/с, начиная с температуры стального листа с металлическим покрытием, составляющей 600°С, и до температуры на 10°С ниже максимальной температуры листа.
Эффект от применения изобретения
Как рассмотрено выше, настоящим изобретением предлагается стальной лист с металлическим покрытием для горячей штамповки, который обладает превосходной смазывающей способностью, позволяет предотвратить возникновение неравномерности толщины металлического покрытия даже во время быстрого нагрева, предотвратить сцепление со штампом, и также обладает хорошей коррозионной стойкостью после окрашивания, а также предлагается способ горячей штамповки стального листа, и это изобретение позволяет повысить производительность в ходе упомянутого процесса.
Краткое описание чертежей
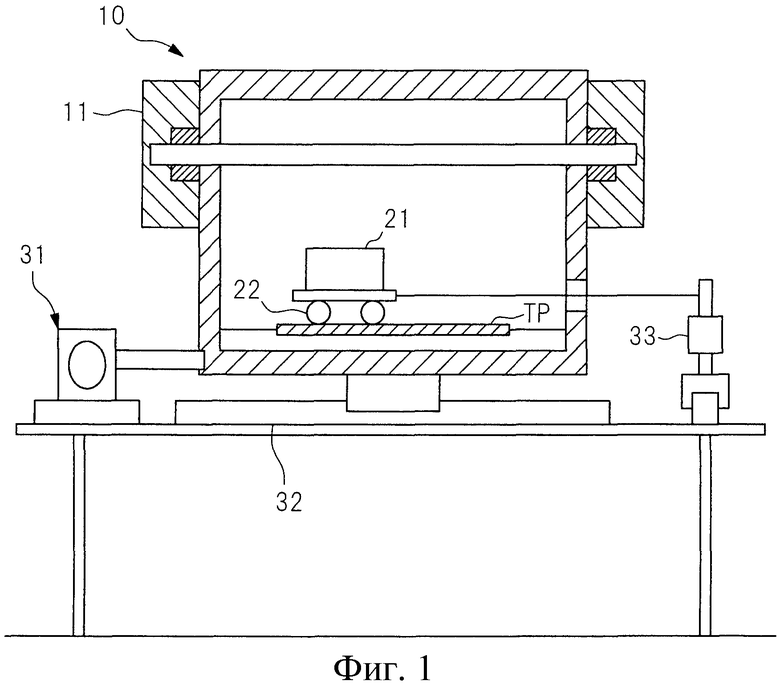
Фиг.1 - схема, используемая при рассмотрении устройства, применяемого для оценки смазывающей способности в горячем состоянии стального листа с металлическим покрытием из алюминия, соответствующего одному из вариантов реализации настоящего изобретения.
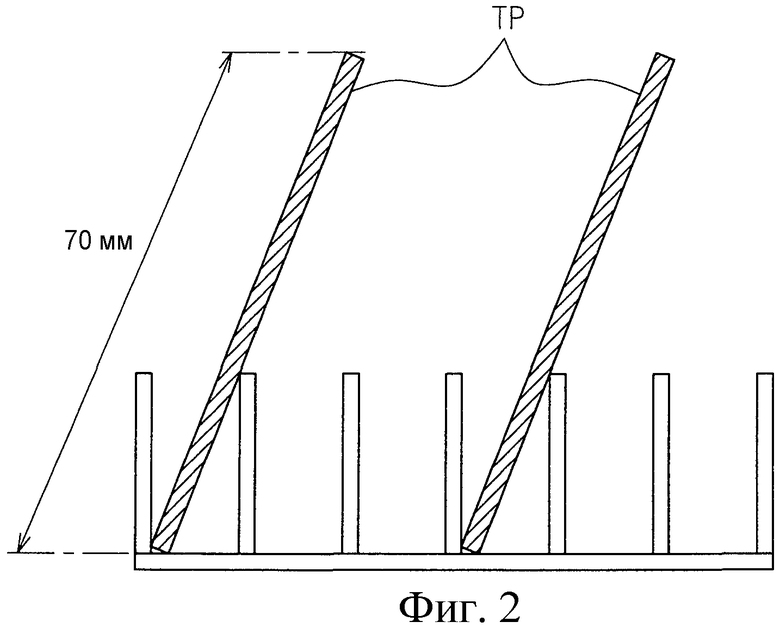
Фиг.2 - схема, служащая для пояснения оценки толщины пленки металлического покрытия из алюминия в стальном листе с металлическим покрытием из алюминия, соответствующем одному из вариантов реализации настоящего изобретения.
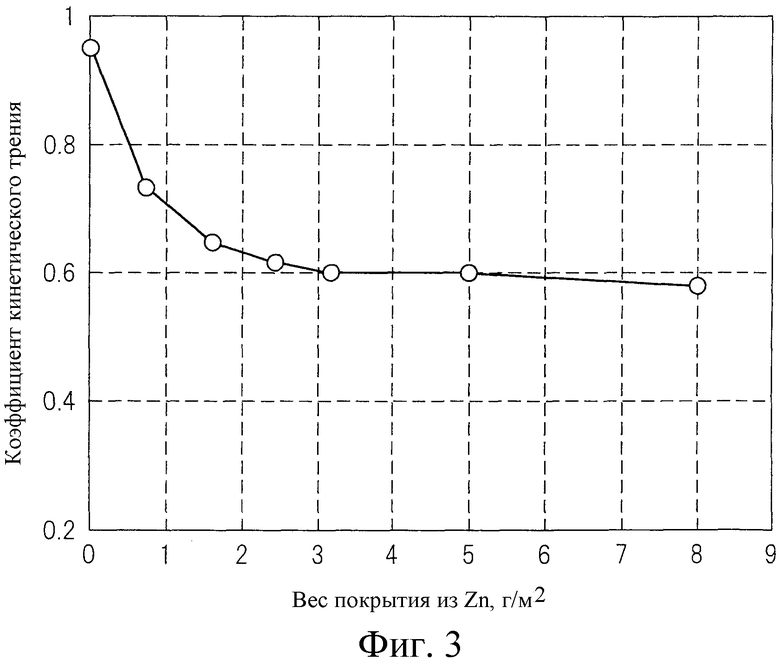
Фиг.3 - схема, служащая для пояснения смазывающей способности в горячем состоянии стального листа с металлическим покрытием из алюминия, соответствующего одному из вариантов реализации настоящего изобретения.
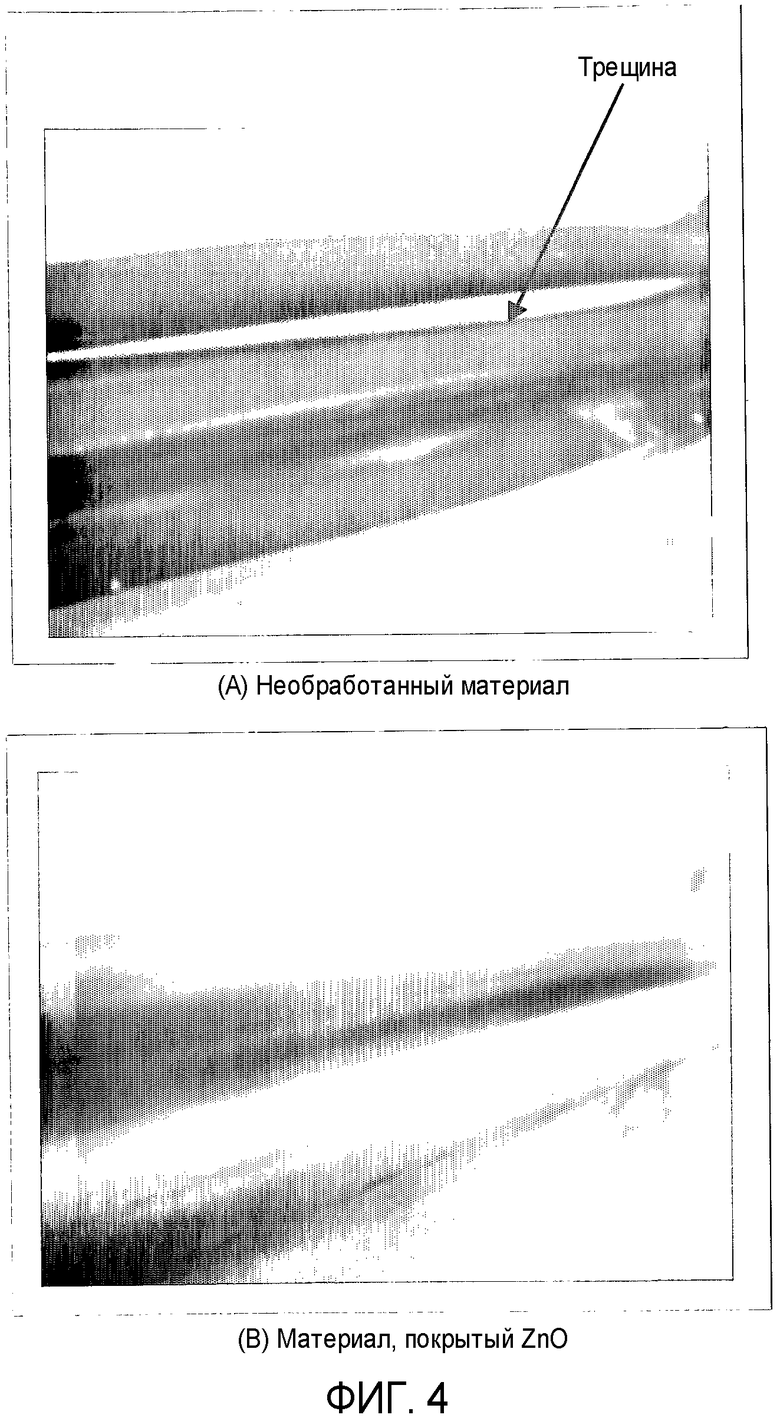
Фиг.4 - схема, служащая для пояснения возникновения трещин в зависимости от наличия или отсутствия слоя ZnO в стальном листе с металлическим покрытием из алюминия, соответствующем одному из вариантов реализации настоящего изобретения.
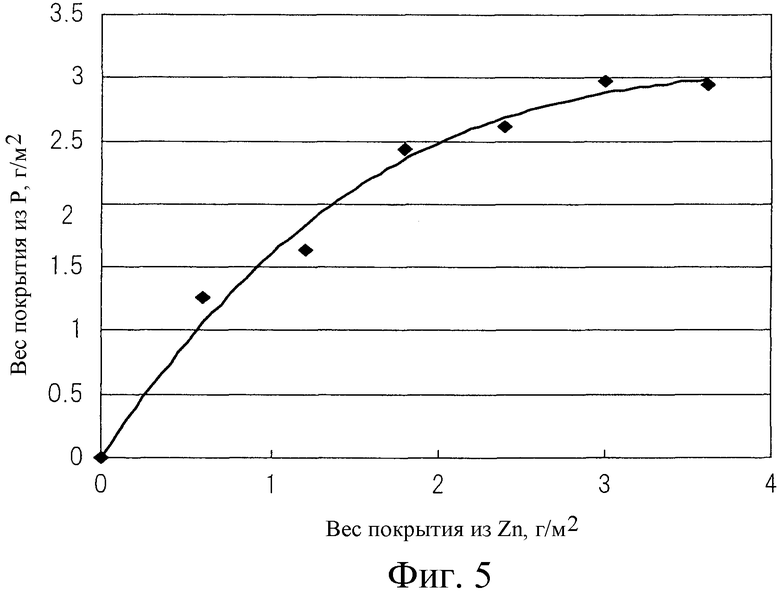
Фиг.5 - схема, иллюстрирующая взаимосвязь между содержанием ZnO (весом покрытия из ZnO) и покрытием с химическим превращением (весом покрытия из Р) для стального листа с металлическим покрытием из алюминия, соответствующем одному из вариантов реализации настоящего изобретения.
Варианты реализации изобретения
Ниже со ссылкой на приложенные чертежи подробно рассмотрены оптимальные варианты реализации настоящего изобретения. Отметим, что в описании и на чертежах составляющие элементы, выполняющие фактически одну и ту же функцию и имеющие фактически одну и ту же конструкцию, обозначены аналогичными номерами, чтобы избежать дополнительного рассмотрения.
Стальной лист с металлическим покрытием
Будет рассмотрен стальной лист с металлическим покрытием, соответствующий одному из вариантов реализации настоящего изобретения.
Стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, имеет многослойную структуру, состоящую, по меньшей мере, из двух слоев, на одной или каждой из обеих сторон стального листа. Другими словами, на одной или обеих сторонах стального листа создан слой металлического покрытия из алюминия, содержащий, по меньшей мере, Al, и на каждый слой металлического покрытия из алюминия дополнительно наложен слой поверхностного покрытия, содержащий, по меньшей мере, соединение с кристаллической структурой вюрцита.
Стальной лист
Используемый в предпочтительном случае стальной лист представляет собой, например, стальной лист, изготовленный таким образом, чтобы он имел высокую механическую прочность (подразумевая под этим, например, прочность на растяжение, предел текучести, относительное удлинение, относительное укорочение, твердость, ударную вязкость, усталостную прочность, предел ползучести и другие подобные свойства, относящиеся к механической деформации и разрушению). Далее приведен пример химического состава стального листа, обеспечивающего высокую механическую прочность, которая позволяет использовать его в качестве варианта реализации настоящего изобретения.
Стальной лист содержит, по меньшей мере, одно или более из следующего в мас.%: 0,1-0,4% С, 0,01-0,6% Si, 0,5-3% Mn, 0,01-0,1% Ti и 0,0001-0,1% B, остальное - Fe и неизбежные примеси.
Далее будут рассмотрены отдельные компоненты, добавляемые к Fe.
С добавляют для обеспечения требуемой механической прочности. Когда содержание С меньше 0,1%, адекватное повышение механической прочности не может быть достигнуто, и эффект от добавления С является слабым. С другой стороны, хотя содержание С, превышающее 0,4%, позволяет дополнительно повысить твердость стального листа, это увеличивает вероятность плавления и возникновения трещин. Таким образом, в предпочтительном случае С добавляют до его содержания на уровне 0,1-0,4 мас.%.
Si является повышающим прочность элементом, который улучшает механическую прочность, и подобно С его добавляют, чтобы обеспечить требуемую механическую прочность. Когда содержание Si меньше 0,01%, вряд ли проявляется какой-либо эффект повышения прочности, и адекватное улучшение механической прочности не может быть достигнуто. С другой стороны, Si является легко окисляемым элементом. Поэтому, когда содержание Si превышает 0,6%, снижается смачиваемость при покрытии алюминием путем погружения в расплав, что делает вероятным возникновение дефектов в виде отсутствия металлического покрытия. Таким образом, в предпочтительном случае Si добавляют до его содержания на уровне 0,01-0,6 мас.%.
Mn является упрочняющим элементом, который повышает прочность стали, а также элементом, который повышает способность к упрочнению. В дополнение к этому Mn эффективным образом предотвращает тепловую хрупкость, вызываемую S, которая является неизбежной примесью. Когда содержание Mn меньше 0,5%, эти эффекты не достигаются, и упомянутые выше эффекты проявляются при содержании 0,5% или более. С другой стороны, когда содержание Mn превышает 3%, прочность может снизиться из-за того, что остаточная γ-фаза становится избыточной. Таким образом, Mn в предпочтительном случае добавляют до его содержания на уровне 0,5-3 мас.%.
Ti является элементом, усиливающим прочность, а также элементом, который улучшает тепловую стойкость слоя металлического покрытия из алюминия. Когда содержание Ti меньше 0,01%, эффект улучшения прочности или эффект стойкости к окислению не реализуется, и эти эффекты проявляются при содержании 0,01% или больше. С другой стороны, когда добавлено слишком много Ti, может произойти разупрочнение стали из-за образования, например, карбидов и нитридов. Вероятность того, что требуемую механическую прочность нельзя обеспечить, особенно высока, когда содержание Ti превышает 0,1%. Таким образом, Ti в предпочтительном случае добавляют до его содержания на уровне 0,01-0,1 мас.%.
B способствует повышению прочности во время упрочнения. Когда содержание В меньше 0,0001%, этот эффект повышения прочности является низким. С другой стороны, когда содержание В превышает 0,1%, может снизиться усталостная прочность из-за образования включений и охрупчивания. Таким образом, B в предпочтительном случае добавляют до его содержания на уровне 0,0001-0,1 мас.%.
Также отметим, что этот стальной лист может содержать неизбежные примеси, введенные при выполнении других производственных процессов и т.д.
Стальной лист, изготовленный с таким химическим составом, может быть упрочнен за счет нагрева с использованием способа горячей штамповки или тому подобного до получения механической прочности, составляющей приблизительно 1500 МПа или больше. Хотя в результате стальной лист имеет высокую механическую прочность, его с легкостью можно формовать при помощи способа горячей штамповки, так как штамповка может выполняться в размягченном состоянии из-за нагрева. Кроме того, можно обеспечить высокую механическую прочность стального листа и, как само собой разумеющееся, сохранить или улучшить механическую прочность, даже если он сделан тонким с целью уменьшения веса.
Слой металлического покрытия из алюминия
Как сказано выше, слой металлического покрытия из алюминия создают на одной или обеих сторонах стального листа. Хотя слой металлического покрытия из алюминия может быть создан на поверхности стального листа, например, при помощи способа нанесения металлического покрытия путем погружения в расплав, способ создания слоя металлического покрытия из алюминия, предлагаемого настоящим изобретением, этим не ограничивается.
Более того, в настоящем изобретении может быть использован любой химический состав, содержащий Al. Хотя составляющие, отличающиеся от Al, конкретным образом не ограничиваются, Si точно может добавляться по следующей причине.
Когда добавляется Si, можно регулировать слой сплава, возникающий во время нанесения металлического покрытия путем погружения в расплав. Когда содержание Si меньше 3%, на этапе нанесения металлического покрытия из алюминия возникает толстый слой сплава Fe-Al, который может способствовать растрескиванию слоя покрытия во время выполнения процесса, что оказывает неблагоприятное влияние на коррозионную стойкость. С другой стороны, когда содержание Si превышает 15%, могут снизиться поддаваемость обработке и коррозионная стойкость. Таким образом, Si в предпочтительном случае добавляют до его содержания на уровне 3-15 мас.%.
Слой металлического покрытия из алюминия, созданный с таким химическим составом, может предотвратить коррозию стального листа. Более того, во время обработки стального листа при помощи способа горячей штамповки, можно предотвратить образование окалины (оксида железа), возникающей из-за окисления поверхности стального листа, нагретого до высокой температуры. Таким образом, слой металлического покрытия из алюминия повышает производительность, позволяя исключить процесс удаления окалины, процесс очистки поверхности, процесс обработки поверхности и т.п. Помимо этого, так как температура кипения и т.п. слоя металлического покрытия из алюминия выше аналогичных температур покрытия из органического материала или покрытия из других металлических материалов (например, на основе Zn), то во время формования при помощи способа горячей штамповки возможна работа при высокой температуре, дополнительно улучшается формуемость при горячей штамповке, и обработка улучшается.
Как указано выше, часть Al, содержащегося в слое металлического покрытия из алюминия, легируется Fe из стального листа во время нанесения металлического покрытия путем погружения в расплав, нагрева при горячей штамповке или тому подобного. Поэтому слой металлического покрытия из алюминия не обязательно должен представлять собой один слой с конкретным химическим составом и иногда может локально включать легированный слой (слой сплава).
Слой поверхностного покрытия
Слой поверхностного покрытия наложен на поверхность слоя металлического покрытия из алюминия. Слой поверхностного покрытия содержит, по меньшей мере, соединение, имеющее кристаллическую структуру вюрцита. Слой поверхностного покрытия, содержащий соединение с кристаллической структурой вюрцита, обладает такими эффектами, как повышение смазывающей способности стального листа с металлическим покрытием и предотвращение неравномерного распределения слоя металлического покрытия из алюминия, что позволяет сохранить его толщину неизменной (эти эффекты будут обсуждаться позднее). В качестве соединений с кристаллической структурой вюрцита можно привести, например, следующие: AlN, GaN, InN, TiN, TlN, MnS, MnSe, ZnO, ZnS, CdS, CdSe и т.д. Особенно предпочтительным является ZnO. Причиной является то, что, хотя перечисленные выше соединения оказывают аналогичное влияние с точки зрения смазывающей способности и равномерности толщины расплавленного металлического покрытия из Al, ZnO оказывает наиболее сильное влияние с точки зрения улучшения реакционной способности по отношению к раствору для обработки с химическим превращением. Далее рассмотрение будет продолжено с использованием в качестве примера случая, когда в качестве такого соединения в слое поверхностного покрытия содержится ZnO. Однако необходимо отметить, что когда в качестве соединения с кристаллической структурой вюрцита используется соединение, отличающееся от ZnO, чтобы реализовать аналогичные эффекты, может быть создан слой поверхностного покрытия со строением, аналогичным строению для случая использования ZnO.
Слой поверхностного покрытия, содержащий ZnO, может быть создан на слое металлического покрытия из алюминия, например, путем нанесения покрытия, в состав которого входят частицы ZnO, и выполнения отверждения путем горячей сушки/холодной сушки после нанесения. В качестве способов нанесения ZnO могут быть упомянуты, например, способ смешивания золя, содержащего ZnO, и заранее определенного органического связующего, и нанесения смеси на слой металлического покрытия из алюминия, либо способ нанесения порошкового покрытия. В качестве предусмотренного органического связующего можно упомянуть, например, полиуретановую смолу, полиэфирную смолу, акриловую смолу, кремневодородный агент образования связи и т.п. Их можно сделать водорастворимыми, в результате чего они могут растворяться в золе, содержащем ZnO. Полученный таким образом раствор покрытия наносят на поверхность стального листа с металлическим покрытием из алюминия.
Размер зерна мелких частиц ZnO конкретным образом не ограничивается, но в предпочтительном случае составляет приблизительно 50-300 нм. Хотя размер зерна ZnO бывает двух типов, т.е. размер зерна самого порошка и размер зерна в золе после превращения этого порошка в золь, в настоящем изобретении он указывается как размер в золе. Так как мелкий порошок в золе обычно подвергается вторичной агрегации, размер зерна в золе больше размера зерна самого порошка. Когда размер зерна самого порошка меньше 50 нм, смешивание не только затруднено, но также приводит к укрупнению, так как легко происходит вторичная агрегация. Поэтому в действительности трудно сделать диаметр частиц в золе равным 50 нм или меньше. Помимо этого, когда размер зерна в золе начинает превышать 300 нм, возникает неравномерность, обусловленная склонностью частиц к оседанию. Когда это возможно, размер зерна в предпочтительном случае устанавливают приблизительно 50-150 нм.
Содержание связующего компонента в поверхностном покрытии, включая компонент в виде смолы и/или кремневодородный агент образования связи, в предпочтительном случае составляет приблизительно от 5 до 30% от веса ZnO. При содержании ниже 5% не может быть получен адекватный связующий эффект, в этом случае покрытие имеет тенденцию к легкому отделению и в дополнение, как будет рассмотрено позднее, это может неблагоприятно повлиять на смазывающую способность, так как после испарения органического растворителя не возникает отверстий. Чтобы систематически получать связующий эффект, содержание связующего в более предпочтительном случае задают на уровне 10% по весу или выше. С другой стороны, содержание связующего компонента связи сверх 30% является нежелательным, так как становится отчетливым выделение запаха во время нагрева.
Кроме того, было определено, что улучшается поверхностная смазывающая способность во время горячей штамповки, когда содержание связующего компонента находится в этом диапазоне. Думается, это связано с тем, что испарение органического растворителя связующего на стадии нагрева приводит к возникновению отверстий в покрытии из ZnO, за счет чего возникает точечный контакт ZnO, обладающего эффектом смазывания, с металлом штампа. Если говорить более конкретно, из-за того, что ZnO состоит из мелких частиц, покрытие, созданное исключительно из него, будет иметь относительно гладкую поверхность, в этом случае при поверхностном контакте со штампом будет возникать сильное трение скольжения (коэффициент трения также будет становиться большим). Исходя из этой особенности можно предположить, что чем больше размер зерна ZnO, тем лучше, но ZnO имеет большой удельный вес, равный 5,7, поэтому частицы ZnO большого размера будут с легкостью оседать в золе, вместо того, чтобы находиться внутри него в устойчивом состоянии. Другими словами, чтобы гарантировать устойчивость в виде золя, в настоящем изобретении используется ZnO с небольшим размером зерна и создаются отверстия в покрытии из ZnO, чтобы обеспечить точечный контакт со штампом. Было обнаружено, что рассмотренный выше химический состав и содержание связующего оптимальны для такого создания отверстий.
Было определено, что смазывающая способность является высокой даже по сравнению с покрытием из неорганического соединения, содержащим, по меньшей мере, одно из следующего: Si, Zr, Ti или P, покрытием из органического соединения или покрытием из комплексного соединения на их основе, которые указаны в Патентном документе 2. Как результат, можно ожидать дальнейшего улучшения формуемости и повышения производительности.
Содержание ZnO в слое поверхностного покрытия на каждой из сторон стального листа в предпочтительном случае составляет от 0,5 до 7 г/м2 в пересчете на Zn. Если содержание ZnO в пересчете на Zn составляет 0,5 г/м2 или больше, можно реализовать такие эффекты, как эффект улучшения смазывающей способности (см. фиг.3) и эффект предотвращения неравномерного распределения (эффект обеспечения неизменной толщины слоя металлического покрытия из алюминия). С другой стороны, когда содержание ZnO в пересчете на Zn превышает 7 г/м2, слой металлического покрытия из алюминия и слой поверхностного покрытия становятся слишком толстыми, что приводит к ухудшению свариваемости и адгезионных свойств покрытия. Таким образом, ZnO в предпочтительном случае наносят на поверхность слоя металлического покрытия из алюминия с содержанием в пересчете на Zn, составляющим 0,5-7 г/м2 в слое поверхностного покрытия на каждой из сторон стального листа. Внутри этого диапазона особенно выгодным является содержание на уровне приблизительно 1-4 г/м2, так как это позволяет гарантировать смазывающую способность во время горячей штамповки и дополнительно улучшает свариваемость и адгезионные свойства покрытия.
В качестве способа горячей сушки/холодной сушки после нанесения подходит, например, использование канальной печи, индукционной печи, печи с нагревом лучами в ближней части инфракрасного диапазона и т.п. Также можно использовать комбинацию этих способов. При этом вместо горячей сушки/холодной сушки после создания покрытия можно, в зависимости от типа связующего, используемого при нанесении покрытия, выполнять отверждение с использованием, например, ультрафиолетовых лучей, электронного луча или тому подобного. В качестве предполагаемых органических связок можно привести, например, полиуретановую, полиэфирную, акриловую смолы, кремневодородный агент образования связи и т.п. Однако способ создания слоя поверхностного покрытия из ZnO не ограничивается этими примерами, и можно создавать его любым из множества способов.
Когда связующее не используется, сцепление после нанесения слоя на металлическое покрытие из алюминия немного низкое, и существует риск локального отслаивания при истирании с большим усилием. Однако после нагрева с прохождением через процесс горячей штамповки появляется сильное сцепление.
Такой слой поверхностного покрытия, содержащий ZnO, может усилить смазывающую способность стального листа с металлическим покрытием. Особо отметим, что этот слой поверхностного покрытия, содержащий ZnO, делает возможным дополнительное усиление смазывающей способности, сверх демонстрируемой покрытием из неорганического соединения, содержащим, по меньшей мере, одно из следующего: Si, Zr, Ti или P, покрытием из органического соединения или покрытием из комплексного соединения на их основе, которые указаны в Патентном документе 2, а также дополнительное улучшение формуемости и повышение производительности.
Кроме того, температура плавления ZnO составляет приблизительно 1975°С, и она выше температуры плавления слоя металлического покрытия из алюминия и т.п. (температура плавления алюминия составляет приблизительно 660°С). Таким образом, когда стальной лист с металлическим покрытием обрабатывают, например, с использованием способа горячей штамповки, слой поверхностного покрытия, содержащий ZnO, не плавится, даже если стальной лист нагревают, например, до 800°С или выше. Поэтому, даже если слой металлического покрытия из алюминия будет плавиться при нагреве, можно предотвратить появление неравномерности в толщине расплавленного слоя металлического покрытия из алюминия, так как этот слой находится в состоянии, когда он закрыт слоем поверхностного покрытия. Также отметим, что неравномерность толщины слоя металлического покрытия из алюминия может возникнуть, например, в случаях, когда нагрев выполняется в печи с вертикальной установкой заготовок, либо когда нагрев выполняется за счет сопротивления или индукции. Однако слой поверхностного покрытия также может предотвратить появление неравномерности в толщине слоя металлического покрытия из алюминия и при выполнении этих типов нагрева и, по существу, более эффективным образом обеспечивает равномерность толщины слоя металлического покрытия из алюминия, чем в случае покрытия из неорганического соединения, содержащего, по меньшей мере, одно из следующего: Si, Zr, Ti или P, покрытия из органического соединения или покрытия из комплексного соединения на их основе, которые указаны в Патентном документе 2. В дополнение к этому, так как слой поверхностного покрытия может предотвратить появление неравномерности в толщине слоя металлического покрытия из алюминия, можно создавать слой металлического покрытия из алюминия большей толщины.
Итак, за счет обеспечения таких эффектов, как улучшенные смазывающая способность и равномерность толщины слоя металлического покрытия из алюминия, слой поверхностного покрытия улучшает формуемость во время штамповки и коррозионную стойкость после штамповки. Более того, тот факт, что толщину слоя металлического покрытия из алюминия можно сделать равномерной, позволяет нагревать стальной лист с металлическим покрытием за счет сопротивления или индукции, что делает возможным нагрев с большей скоростью увеличения температуры. Как результат, можно сократить время, необходимое для выполнения этапа нагрева в способе горячей штамповки, чтобы повысить производительность при выполнении способа горячей штамповки как такового.
Кроме того, как отмечалось ранее, слой поверхностного покрытия обладает превосходной смазывающей способностью и снижает до минимума сцепление со штампом. Даже если слой металлического покрытия из алюминия будет превращаться в порошок, покрытие из ZnO на поверхности может предотвратить прилипание этого порошка (порошка из Al-Fe и т.п.) к штампу, используемому в ходе последующего процесса горячей штамповки. Таким образом, можно повысить производительность, так как нет необходимости выполнять удаление порошка Al-Fe, сцепленного со штампом. И слой поверхностного покрытия может играть роль защитного слоя для предотвращения царапин и тому подобного, которые могут возникнуть во время штамповки стального листа и слоя металлического покрытия из алюминия, а также может быть улучшена формуемость. В дополнение к этому слой поверхностного покрытия не ухудшает такие технологические качества, как возможность применения точечной сварки, адгезия покрытия и т.п. Благодаря нанесению прочно закрепляемого покрытия в ходе обработки с химическим превращением значительно улучшается коррозионная стойкость после окрашивания, и вес покрытия из металла может быть снижен ниже применяемого ранее уровня. Как результат, можно повысить производительность благодаря равномерной толщине металлического покрытия и дополнительно сниженному сцеплению с быстрым нагревом.
Обработка при помощи способа горячей штамповки
Выше был описан стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения. Хотя изготовленный таким образом стальной лист с металлическим покрытием можно обрабатывать и формовать с использованием различных способов, он особенно пригоден для обработки, например, при помощи способа горячей штамповки. Поэтому далее рассмотрим ситуацию, когда стальной лист с металлическим покрытием, имеющий описанное выше строение, обрабатывается при помощи способа горячей штамповки.
При выполнении способа горячей штамповки, соответствующего этому варианту реализации настоящего изобретения, стальной лист с металлическим покрытием сначала нагревают до высокой температуры, чтобы его размягчить. Затем размягченный стальной лист с металлическим покрытием формуют путем штамповки, после чего формованный стальной лист с металлическим покрытием охлаждают. Таким образом, стальной лист размягчают, чтобы облегчить выполнение последующей штамповки. Кроме того, стальной лист с указанным выше химическим составом упрочняют путем нагрева и охлаждения, чтобы обеспечить высокую механическую прочность, составляющую приблизительно 1500 МПа или более.
Хотя стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, нагревают в ходе процесса горячей штамповки, одновременно с этим можно использовать любой из множества различных способов нагрева, включая обычные способы нагрева с использованием электрической печи или печи с радиационными трубами, либо другие способы, такие как нагрев лучами в ближней части инфракрасного диапазона, нагрев за счет сопротивления, индукционный нагрев токами высокой частоты или тому подобное. Стальной лист с металлическим покрытием может быть нарезан и нагрет с использованием упомянутых средств нагрева, при этом, в частности, в случае использования нагрева за счет сопротивления или высокочастотного нагрева из-за пинч-эффекта возникает проблема неравномерности толщины металлического покрытия, поэтому, в особенности когда требуется высокая степень равномерности толщины, предварительно выполняют легирование путем нагрева рулона в печи для отжига в закрытых контейнерах, что позволяет полностью предотвратить неравномерность толщины металлического покрытия. Так как при легировании температура плавления увеличивается до приблизительно 1150°С, то устраняется проблема воздействия пинч-эффекта на расплавленную сталь. В этом случае рулон, отожженный в закрытом контейнере, нарезают для подачи на этап горячей штамповки.
Когда стальной лист с металлическим покрытием из алюминия нагревают выше температуры плавления, он плавится и одновременно превращается в слой сплава Al-Fe, Al-Fe-Si из-за взаимной диффузии с Fe. Слой сплава Al-Fe, Al-Fe-Si имеет высокую температуру плавления, и если легирование выходит на поверхность, пинч-эффект больше не возникает. Имеется множество сплавов Al-Fe, Al-Fe-Si, которые превращаются в сплавы с высокой концентрацией Fe во время высокотемпературного нагрева или длительного нагрева. В предпочтительном случае состояние поверхности готового изделия - это такое состояние, при котором легирование достигло поверхности и при котором концентрация Fe в слое сплава невысока. Если остается нелегированный Al, быстро корродирует только эта область, что нежелательно с точки зрения коррозионной стойкости после окрашивания, так как становится очень высокой вероятность образования вздутий на лакокрасочном покрытии. В противоположность этому, если концентрация Fe в слое сплава становится слишком высокой, снижается сама по себе коррозионная стойкость слоя сплава, в результате чего ухудшается коррозионная стойкость после окрашивания за счет легкого возникновения вздутий на лакокрасочном покрытии. Это связано с тем, что коррозионная стойкость слоя сплава зависит от концентрации в нем Al. Таким образом, существует состояние легирования, которое предпочтительно с точки зрения коррозионной стойкости после окрашивания, и это состояние легирования определяется весом покрытия из металла и условиями нагрева.
В частности, когда используется нагрев за счет сопротивления или высокочастотный нагрев, средняя скорость увеличения температуры при высокотемпературном нагреве от 600°С до температуры на 10°С ниже максимальной температуры листа может быть задана на уровне 50-300°С/с. Хотя средняя скорость увеличения температуры при нагреве влияет на производительность при штамповке стального листа с металлическим покрытием, эту скорость обычно задают на уровне приблизительно 5°С/с в случае высокотемпературного нагрева через атмосферу и приблизительно 10-50°С/с в случае высокотемпературного нагрева лучами в ближней части инфракрасного диапазона.
Стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, делает возможным повышение производительности, потому что, как рассмотрено выше, можно реализовать высокую среднюю скорость увеличения температуры. В дополнение к этому средняя скорость увеличения температуры, например, влияет на строение и толщину слоя сплава и как таковая является важным фактором управления качеством стального листа с металлическим покрытием. В случае стального листа с металлическим покрытием, соответствующего этому варианту реализации настоящего изобретения, скорость увеличения температуры может быть повышена до 300°С/с, что делает возможным управление качеством продукции в широком диапазоне. В качестве максимальной температуры в общем случае обычно берется температура из диапазона приблизительно 900-950°С с учетом того, что горячая штамповка в принципе требует нагрева в аустенитной области. Хотя максимальная температура в представленном варианте реализации настоящего изобретения конкретным образом не ограничивается, температура 850°С или ниже не столь желательна, так как может стать невозможным получение адекватной твердости при закалке. Более того, слой металлического покрытия из алюминия должен превратиться в слой сплава Al-Fe, поэтому 850°С или ниже также нежелательна с этой точки зрения. Если легирование будет распространяться слишком далеко при температуре, превышающей 1000°С, концентрация Fe в слое сплава Al-Fe может увеличиться до такой степени, которая вызовет ухудшение коррозионной стойкости после окрашивания. Хотя в этой связи ничего нельзя утверждать безапелляционно, так как факторами также являются скорость увеличения температуры и вес металлического покрытия из алюминия, но нагрев до 1100°С или выше нежелателен также и с экономической точки зрения.
Кроме того, что касается стального листа с металлическим покрытием, соответствующего этому варианту реализации настоящего изобретения, в качестве способа нагрева, например, можно использовать нагрев за счет сопротивления или индукционный нагрев для достижения упомянутой выше высокой скорости увеличения температуры. В общем случае, когда стальной лист с металлическим покрытием из алюминия нагревают до высокой температуры, например, составляющей 800°С или выше, слой металлического покрытия из алюминия плавится, и при нагреве за счет сопротивления или индукции электрический ток протекает не только через стальной лист, но также и через слой металлического покрытия из алюминия. Ток, протекающий через расплавленный высокотемпературный слой металлического покрытия из алюминия, может вызывать так называемый «пинч-эффект». Как следует из закона Био-Савари, правила левой руки Флеминга и других законов электромагнетизма, между проводниками, пропускающими электрический ток в одном направлении, действует сила притяжения. Феномен сужения каналов пропускания тока под действием этой силы называется «пинч-эффектом». Когда проводником, пропускающим электрический ток, является текучая среда, такая как расплавленный слой металлического покрытия из алюминия, сила притяжения сжимает текучую среду в месте сужения канала пропускания. Как результат, в месте сужения толщина слоя металлического покрытия из алюминия увеличивается и становится меньше в других зонах, в результате чего теряется ее неизменность. Таким образом, использование нагрева за счет сопротивления, индукционного нагрева или других способов нагрева, включающих пропускание электрического тока для высокотемпературного нагрева стального листа с металлическим покрытием, затруднено с точки зрения сохранения качества продукции. Однако в случае стального листа с металлическим покрытием, соответствующего этому варианту реализации настоящего изобретения, наличие слоя поверхностного покрытия, содержащего ZnO, позволяет поддерживать толщину слоя металлического покрытия из алюминия неизменной. Таким образом, стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, снижает влияние на толщину слоя металлического покрытия из алюминия со стороны пинч-эффекта и т.п., что делает возможным нагрев за счет сопротивления или индукции и позволяет повысить скорость увеличения температуры.
Как рассмотрено выше, стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, нагревают до высокой температуры, составляющей 800°С или выше, при помощи нагрева за счет сопротивления или индукционного нагрева, а затем формуют при помощи штамповки с использованием штампа или тому подобного. При этом слой поверхностного покрытия, содержащий ZnO, который не плавится, играет роль буфера, и смазывающее действие, которым обладает сам по себе горячий ZnO, защищает слой металлического покрытия из алюминия и стальной лист от штампа, таким образом предотвращая царапание штампом. Наоборот, например, можно предотвратить сцепление порошка (Al-порошка или тому подобного) со штампом из-за возникновения трещин или в результате превращения в порошок слоя металлического покрытия из алюминия, что позволяет улучшить формуемость и повысить производительность.
Пример эффектов от применения стального листа с металлическим покрытием и способа горячей штамповки
Выше были рассмотрены стальной лист с металлическим покрытием и способ горячей штамповки стального листа с металлическим покрытием, соответствующие этому варианту реализации настоящего изобретения. Стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, имеет слой поверхностного покрытия, содержащий, по меньшей мере, соединение с кристаллической структурой вюрцита, а именно ZnO, за счет чего, как указано выше, например, можно обеспечить высокую смазывающую способность и неизменность толщины слоя металлического покрытия из алюминия.
Как результат, стальной лист с металлическим покрытием, соответствующий этому варианту реализации настоящего изобретения, можно использовать при выполнении способа горячей штамповки с применением индукционного нагрева или нагрева за счет сопротивления, и этот лист позволяет реализовать нагрев с высокой скоростью увеличения температуры, что делает возможным повышение производительности и улучшение формуемости. Кроме того, в представленном варианте реализации настоящего изобретения используются свойства соединения со структурой вюрцита, поэтому необходимо подходящим образом определить количества дисперсанта и других составляющих для диспергатора связующего и мелкого ZnO.
Кстати говоря, одна вероятная причина того, почему слой поверхностного покрытия, содержащий соединение с подобной кристаллической структурой вюрцита, а именно ZnO, делает возможной высокую смазывающую способность, например, может заключаться в том, что соединение с кристаллической структурой вюрцита состоит из зерен, форма которых ближе к сферической, чем у других веществ, и эти зерна имеют небольшое сопротивление трению о штамп, используемый в процессе штамповки. Кроме того, одна вероятная причина того, почему оно позволяет обеспечить равномерную толщину металлического покрытия, как упомянуто выше, например, может заключаться в том, что это соединение с кристаллической структурой вюрцита имеет более высокую температуру плавления (например, приблизительно 1975°С для ZnO), чем у других соединений, например органических, и не плавится даже при высокой температуре во время горячей штамповки (приблизительно 800°С или выше).
Другими словами, как указано ранее, слой поверхностного покрытия, соответствующий этому варианту реализации настоящего изобретения, имеет более высокую температуру плавления, чем слой металлического покрытия из алюминия, и не плавится даже при максимальной температуре нагрева. Таким образом, слой металлического покрытия из алюминия сохраняется между нерасплавленным слоем поверхностного покрытия и стальным листом. В результате можно полагать, что, даже если слой металлического покрытия из алюминия плавится, можно предотвратить неравномерность его распределения за счет прочности и работы на растяжение слоя поверхностного покрытия. В дополнение к этому слой поверхностного покрытия, содержащий, по меньшей мере, соединение с кристаллической структурой вюрцита, чрезвычайно эффективен с точки зрения обеспечения равномерности толщины металлического покрытия по сравнению со слоями поверхностного покрытия, состоящими из неорганических соединений с высокой температурой плавления, имеющих кристаллическую структуру, отличающуюся от вюрцита. Таким образом, помимо упомянутой выше температуры плавления, возможно, существуют и другие факторы, такие как прочность, работа на растяжение и тому подобное, которые присущи кристаллической структуре вюрцита и позволяют обеспечить равномерность толщины металлического покрытия.
Необходимо отметить, что, как предполагается, упомянутые здесь причины и факторы являются всего лишь некоторыми из объяснений появления таких результатов, и нет необходимости говорить, что настоящее изобретение ими не ограничивается и возможно существование других факторов.
В данный момент не ясно, почему ZnO обеспечивает сцепление пленки, возникающей при обработке с химическим превращением, но предполагается, что так как обработка с химическим превращением происходит с кислотным травлением подложки, действующим как запускающий механизм, то реакция с поверхностью Al-Fe протекает трудно в связи с тем, что эта поверхность очень инертна к кислоте. При создании покрытия, содержащего ZnO, и нагреве его до 800°С или выше изменяется строение оксидного покрытия, т.е. оксид Al становится оксидом Al-Fe, и, вероятно, именно это изменяет реакционную способность по отношению к находящейся на поверхности кислоте.
В дополнение к этому слой поверхностного покрытия обладает эффектом предотвращать неравномерность толщины расплавленного слоя металлического покрытия из алюминия не только во время упомянутого выше нагрева за счет сопротивления или индукционного нагрева, но работает таким же образом, когда стальной лист с металлическим покрытием нагревают, обрабатывают и т.д. в наклонном состоянии в печи. Другими словами, как правило, когда стальной лист с металлическим покрытием нагревают при его установке под наклоном, расплавленный слой металлического покрытия из алюминия стекает вниз под действием силы тяжести и т.п., что приводит к неравномерному распределению, но это неравномерное распределение можно предотвратить при использовании стального листа с металлическим покрытием, соответствующего этому варианту реализации настоящего изобретения.
ПРИМЕР 1
Далее настоящее изобретение будет рассмотрено более подробно на основе примеров. На подвергнутый холодной прокатке стальной лист с химическим составом, приведенным в Таблице 1 (толщиной 1,4 мм), было нанесено металлическое покрытие из Al по методу Сендзимира. Температура отжига при этом составляла приблизительно 800°С, и ванна для покрытия Al содержала 9% Si и дополнительно Fe, выделившийся из стальной полосы. Вес металлического покрытия после его нанесения обеспечивался на уровне 160 г/м2 с обеих сторон при помощи газового удаления, и после охлаждения при помощи устройства для нанесения покрытия валиком был нанесен раствор, указанный в Таблице 2, который был подвергнут горячей сушке при температуре около 80°С. В химических растворах, приведенных в Таблице 2, была использована суспензия nanotek от компании C. I. Kasei Co., Ltd. Размер зерна соединений в растворах составлял приблизительно 70 нм.
Необходимо отметить, что хотя содержание металла в соединениях, приведенных в Таблице 2, различается, было обеспечено одинаковое содержание нелетучих веществ в химических растворах, и наносились, по существу, одинаковые количества растворов. Причина различного содержания заключается в том, что для каждого соединения имеется свое отношение молекулярного веса соединения к содержанию металла. Характеристики тестовых образцов, подготовленных таким образом, были определены следующими способами.
Смазывающая способность в горячем состоянии
Смазывающая способность в горячем состоянии определялась с использованием устройства, показанного на фиг.1. Стальной лист 150×200 мм нагревался до 900°С, затем при 700°С сверху в него вдавливали стальные сферы, были измерены усилие вдавливания и усилие извлечения, и коэффициент кинетического трения определялся как «усилие вдавливания/усилие извлечения».
Равномерность толщины пленки металлического покрытия из Al
Использовались два способа. (Состояние 1) Тестовые образцы 70×150 мм размещались в печи с вертикальным выравниванием их сторон длиной 70 мм, как показано на фиг.2, и нагревались до 900°С. Измерялась разница в толщине на сторонах внизу листа для состояний до и после нагрева.
(Состояние 2) При выполнении другого способа тестовый образец 80×400 мм зажимался электродами с его противоположных продольных концов и нагревался за счет сопротивления, после чего измерялась разница по толщине в середине для состояний до и после нагрева.
Свариваемость точечной сваркой
Тестовый образец помещался в печь, нагревался в течение 6 мин в печи при 900°С и после вынимания сразу прижимался пуансоном из нержавеющей стали и быстро охлаждался. При этом скорость охлаждения составляла приблизительно 150°С/с. Затем он разрезался на части 30×50 мм, и измерялся подходящий диапазон токов точечной сварки (верхний предельный ток - нижний предельный ток). Условия измерений указаны ниже. Нижний предельный ток был определен как значение, при котором диаметр сварной точки становился равным 4√t (4,4 мм), а верхний предельный ток был определен как ток, создающий выплеск.
Электрод: хром-медь, DR (Ø 6 мм, вершина 40 R).
Приложенное усилие: 400 кгс.
Время сварки: 12 циклов (60 Гц).
Коррозионная стойкость после окрашивания
Тестовый образец помещался в печь, нагревался в течение 6 мин в печи при 900°С и после вынимания сразу прижимался пуансоном из нержавеющей стали и быстро охлаждался. При этом скорость охлаждения составляла приблизительно 150°С/с. Далее он разрезался на части 70×150 мм, подвергался обработке с химическим превращением с использованием раствора для этой обработки (PB-SX35T) от компании Nihon Parkerizing Co., Ltd., окрашивался с использованием покрытия для электроосаждения (Powernics 110) от компании Nippon Paint Co., Ltd. с целевой толщиной 20 мкм и подвергался горячей сушке при 170°С.
Оценка коррозионной стойкости после окрашивания проводилась при помощи способа, предусмотренного стандартом JASO М609 (Japanese Automotive Standards Organization - Японская организация по стандартизации автомобилей), установленного Японским обществом инженеров автомобилестроения. Для выполнения поперечных разрезов в пленке красочного покрытия использовался резак, и измерялась ширина (максимальное значение на одной стороне) вздутия этой пленки из-за поперечного разреза после 180 циклов (60 дней) испытания на коррозию.
Содержание нелетучих веществ везде составляет 15 мас.%
В Таблице 3 обобщены результаты оценки. Смазывающая способность в горячем состоянии указана в виде коэффициента кинетического трения, равномерность толщины слоя металлического покрытия - в виде разницы в толщине листа до и после нагрева, свариваемость точечной сваркой - в виде подходящего диапазона токов и коррозионная стойкость после окрашивания - в виде значения ширины вздутия. В крайнем правом столбце приведены значения для случая отсутствия обработки. Можно видеть, что создание покрытия, содержащего соединение ZnO со структурой вюрцита, улучшило смазывающую способность в горячем состоянии, равномерность толщины металлического покрытия и коррозионную стойкость после окрашивания, в то время как свариваемость точечной сваркой осталась приблизительно той же. Соединения с другой кристаллической структурой не продемонстрировали заметного эффекта улучшения для любой из характеристик.
Чтобы подтвердить эффективность ZnO с точки зрения смазывающей способности в горячем состоянии, в реальных условиях был выполнен тест на горячую штамповку. Когда тестовый образец, покрытый ZnO на уровне 3 г/м2, и тестовый образец, не покрытый ZnO, были отформованы в противоударные дверные балки, в тестовом образце, не снабженном покрытием из ZnO, возникли трещины, в то время как в тестовом образце, покрытом ZnO, трещины не возникли, что подтверждает эффект улучшения смазывающей способности. Состояние растрескивания для этих условий показано на фиг.4.
Далее, чтобы определить требуемое количество покрытия из ZnO, смазывающая способность в горячем состоянии оценивалась при различном весе покрытия. Химические растворы были такими, как указано выше. Результаты приведены на фиг.3. Смазывающая способность в горячем состоянии улучшалась в диапазоне содержания Zn ориентировочно от 0,5 г/м2 и выше, более предпочтительно - от 1 г/м2 и выше.
С другой стороны, также были проведены измерения, касающиеся веса покрытия в виде пленки, возникающего при обработке с химическим превращением. Результаты приведены на фиг.5. Вес покрытия из Р увеличивался с увеличением веса покрытия из Zn. Вес покрытия из Р начинал приближаться к предельному значению при 3 г/м2 Zn и выше. При этом также оценивалась коррозионная стойкость после окрашивания, и было обнаружено, что коррозионная стойкость после окрашивания существенно улучшалась пропорционально весу покрытия в виде пленки, возникающего при обработке с химическим превращением.
Исходя из этого факта можно сделать вывод, что поддаваемость стального листа с металлическим покрытием из алюминия обработке с химическим превращением, по всей вероятности, улучшалась за счет нанесения покрытия из ZnO. Хотя детали этого механизма неизвестны, предполагается, что в условиях высокотемпературной среды горячей штамповки между ZnO и Al в металлическом покрытии, возможно, происходит некоторая реакция, в результате чего образуется комплексное покрытие на основе Al-Zn, препятствующее возникновению покрытия из Al2O3.
Помимо этого, чтобы определить эффект от кристаллической структуры соединения, также были проведены тесты, относящиеся к другим соединениям со структурой вюрцита. С мелкими порошками из AlN и TiN (размер зерна приблизительно 0,2 мкм) было смешано небольшое количество уретановой смолы, после чего выполнялось тщательное перемешивание, чтобы приготовить растворы для создания покрытия. Полученные растворы для создания покрытия наносились на стальные листы с металлическим покрытием из алюминия для получения в каждом случае целевого значения 2 г/м2 в пересчете на Al и Ti и подвергались горячей сушке при 80°С. При оценке было обнаружено, что смазывающая способность в горячем состоянии для образцов составляла, соответственно, 0,65 и 0,68. На основе сравнения с примерами в Таблице 3, в которых используются Al2O3 и TiO2, можно сделать вывод, что соединения с кристаллической структурой вюрцита лучше.
ПРИМЕР 2
К суспензии, содержащей мелкие частицы ZnO (суспензия nanotek от компании C. I. Kasei Co., Ltd.), была добавлена водорастворимая акриловая смола в количестве 5-20% от веса Zn и кремневодородный агент образования связи в количестве 10-20% по весу, после чего полученный раствор наносился и оценивался так же, как описано выше. В дополнение к этому проводился тест на шлифование, чтобы оценить возможность отслаивания покрытия. Условиями при этом были нагрузка, равная 1500 г, и число повторений, равное 10, вес покрытий измерялся до и после тестирования, и было вычислено отношение отставшего количества к первоначальному количеству. Результаты этой оценки приведены в Таблице 4.
А - Акриловая смола (полиакриловая кислота)
В - Кремневодородный связующий агент (25% Si, вычисленного как SiO2, силикон Shin-Etsu
Когда агент образования связи отсутствовал, при сильном истирании покрытие отслаивалось. Однако отслаивание прекращалось, как только применялся нагрев, эквивалентный горячей штамповке. Хотя неизвестно, будет ли представлять проблему при практическом применении отслаивание в такой степени, естественно, что предпочтительным было бы отсутствие отслаивания. Добавление связующего компонента замедляло отслаивание и дополнительно улучшало смазывающую способность в горячем состоянии. Также было определено, что на другие характеристики влияния не оказывалось.
Хотя выше со ссылкой на приложенные чертежи были подробно описаны предпочтительные варианты реализации настоящего изобретения, не нужно говорить, что это изобретение данными примерами не ограничивается. Более того, хотя в качестве примера рассматривался стальной лист, не нужно говорить, что нанесение можно выполнять на стальные изделия различной формы, включая прутковую сталь, проволоку, стальную трубу и т.п., не ограничиваясь изделиями в форме листа. Специалисту обычной квалификации в той области техники, к которой относится настоящее изобретение, безусловно, будут очевидны различные изменения и модификации, не выходящие за пределы объема технической идеи, указанной в пунктах Формулы изобретения, и понятно, что все они, естественно, находятся в пределах объема этого изобретения.
ПРИМЕР 3
Чтобы определить влияние размера зерна ZnO, были использованы предлагаемые на рынке золи с ZnO, имеющим разный размер зерна, к которым было добавлено 5% связующего А из второго примера. Раствор был тщательно перемешан и затем оставлен отстаиваться при 40°С на 24 часа, при этом возможное оседание ZnO оценивалось визуально. Критерии оценки были следующими.
∆ - Небольшое оседание
× - Оседание
Оседание ZnO наблюдалось, когда размер зерна ZnO был большим. (Некоторое оседание наблюдалось даже при размере зерна ZnO, составлявшем 0,5 мкм.) Также был протестирован порошок с размером зерна 0,01 мкм, но в золе происходила вторичная агрегация, в результате чего размер зерна в золе становился равным приблизительно 0,05 мкм. Таким образом, оказалось невозможным получить раствор, где размер зерна в золе составлял 0,05 мкм или менее.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение позволяет проводить горячую штамповку стального листа с металлическим покрытием из алюминия с обеспечением хорошей смазывающей способности и равномерности металлического покрытия, что делает возможным усложнение штамповки по сравнению с ранее существовавшим уровнем. В дополнение к этому можно снизить трудозатраты при техническом обслуживании и ремонте оборудования для горячей штамповки, а также повысить производительность. Так как поддаваемость обработке с химическим превращением для изделия после горячей штамповки является хорошей, то также наблюдается улучшение состояния поверхности после окрашивания и коррозионной стойкости у готового изделия. Благодаря этим фактам можно ожидать, что настоящее изобретение расширит диапазон применения горячей штамповки на сталь с металлическим покрытием из алюминия и увеличит применение сталей с металлическим покрытием из алюминия в автомобилях и промышленном оборудовании, то есть областях, которые являются целевыми.
Ссылочные обозначения
10 Печь
11 Нагревательный элемент
21 Нагрузка
22 Стальная сфера
31 Блок привода для перемещения корпуса печи
32 Шариковая направляющая
33 Датчик нагрузки
ТР Тестовый образец
Стальной лист с металлическим покрытием для горячей штамповки выполнен из стали, содержащей, в мас.%, по меньшей мере один или более: 0,1-0,4 С, 0,01-0,6 Si, 0,5-3 Мn, 0,01-0,1 Ti, 0,0001-0,1 В, остальное - железо и неизбежные примеси, имеющий слой металлического покрытия из алюминия или его сплава, созданный на одной или обеих сторонах стального листа, и нанесенный на него слой поверхностного покрытия, содержащего соединение с кристаллической структурой вюрцита, обладающий превосходной смазывающей способностью, что предотвращает возникновение неравномерности толщины металлического покрытия во время нагрева при штамповке. Использование заявленного стального листа с покрытием, обладающего улучшенной формуемостью позволяет повысить производительность при горячей штамповке. 3 н. и 5 з.п. ф-лы, 5 табл., 5 ил., 3 пр.
1. Стальной лист с покрытием для горячей штамповки, отличающийся тем, что он выполнен из стали, содержащей, по меньшей мере, одно или более из следующего, в мас.%: 0,1-0,4 С, 0,01-0,6 Si, 0,5-0,3 Мn, 0,01-0,1 Ti и 0,0001-0,1 В, остальное железо и неизбежные примеси, с нанесенным на него металлическим покрытием из алюминия или его сплава, и на слой металлического покрытия или покрытий наложен слой поверхностного покрытия, содержащий, по меньшей мере, соединение с кристаллической структурой вюрцита.
2. Стальной лист с покрытием для горячей штамповки по п.1, отличающийся тем, что металлический слой выполнен из сплава алюминия, содержащего от 3 до 15 мас.% Si.
3. Стальной лист с покрытием для горячей штамповки по п.1 или 2, отличающийся тем, что соединением с кристаллической структурой вюрцита является ZnO.
4. Стальной лист с покрытием для горячей штамповки по п.3, отличающийся тем, что содержание ZnO в слое поверхностного покрытия на одной стороне стального листа составляет 0,5-7 г/м2 в пересчете на Zn, размер зерна ZnO составляет 50-300 нм, и слой поверхностного покрытия в дополнение к ZnO содержит компонент в виде смолы и/или кремневодородный связывающий агент на уровне 5-30% от веса ZnO.
5. Стальной лист с покрытием для горячей штамповки по п.3, отличающийся тем, что содержание ZnO в слое поверхностного покрытия на одной стороне стального листа составляет 0,5-7 г/м2 в пересчете на Zn, размер зерна ZnO составляет 50-300 нм, слой поверхностного покрытия в дополнение к ZnO содержит компонент в виде смолы и/или кремневодородный связывающий агент на уровне 5-30% от веса ZnO, и стальной лист имеет отверстия в слое поверхностного покрытия из-за нагрева этого листа до 850-1100°С.
6. Способ горячей штамповки стального листа с покрытием, отличающийся тем, что нагревают нарезанный стальной лист, выполненный из стали, содержащей, по меньшей мере, одно или более из следующего, в мас.%: 0,1-0,4 С, 0,01-0,6 Si, 0,5-0,3 Мn, 0,01-0,1 Ti и 0,0001-0,1 В, остальное железо и неизбежные примеси, с нанесенным на него металлическим покрытием из алюминия или его сплава, и слоем поверхностного покрытия, содержащего ZnO и наложенного на металлическое покрытие или покрытия, и формуют нагретый стальной лист с покрытием путем штамповки.
7. Способ горячей штамповки стального листа с покрытием, отличающийся тем, что отжигают в закрытом контейнере свернутый в рулон стальной лист, выполненный из стали, содержащей, по меньшей мере, одно или более из следующего, в мас.%: 0,1-0,4 С, 0,01-0,6 Si, 0,5-0,3 Мn, 0,01-0,1 Ti и 0,0001-0,1 В, остальное железо и неизбежные примеси, с нанесенным на него металлическим покрытием из алюминия или его сплава, и слоем поверхностного покрытия, содержащего ZnO, наложенного на металлическое покрытие или покрытия, после чего этот лист нарезают и нагревают, а затем штампуют и формуют нагретый стальной лист с покрытием.
8. Способ горячей штамповки стального листа с покрытием по п.6 или 7, отличающийся тем, что средняя скорость увеличения температуры при нагреве за счет сопротивления или индукционном нагреве перед штамповкой составляет 50-300°С/с, начиная с температуры стального листа с покрытием, составляющей 600°С, и до температуры на 10°С ниже максимальной температуры листа.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1993 |
|
RU2040556C1 |

