Способ формирования покрытия внутри вращающейся вокруг оси оболочки
Изобретение относится к области нанесения покрытия, а именно, композиций высокой вязкости на внутренней поверхности цилиндрических оболочек, например небольших химических реакторов.
Для некоторых оболочек, работающих в условиях воздействия различных сред, одним из основных конструктивных элементов является наличие на внутренней поверхности защитного покрытия разной толщины на отдельных участках поверхности оболочки с жесткими допусками по толщине и массе.
Особенностью способа формирования покрытия внутри вращающейся вокруг оси оболочки, включающего нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией, является то, что он должен обеспечивать формирование внутри цилиндрических оболочек покрытия из высоковязких композиций, в том числе на основе низкомолекулярного каучука с концевыми эпоксидными группами, дифференцированно по толщине на отдельных участках оболочки с высокой однородностью по структуре с глянцевой поверхностью, сплошностью.
Известен способ нанесения однослойного покрытия на внутреннюю поверхность стальной трубы по патенту РФ №2440196, опубликованный 20.01.2012 г., заключающийся в том, что внутри трубу очищают с приданием шероховатости 50-100 мкм, нагревают до температуры 60°С, обеспечивают толщину покрытия не менее 300 мкм, при этом стрелу вводят в трубу и выводят из трубы с расчетной скоростью, установку и снятие трубы выполняют с учетом времени отверждения композиции, которую наносят методом распыления в форме винтовой полосы. Марка композиции - Ameroot 391 PC.
Такой способ обеспечивает минимальный расход материала покрытия, отсутствие отслаивания, но пригоден только для жидких композиций, и не обеспечивает высокую толщину покрытия.
Таким образом, задачей данного способа является повышение качества покрытия применительно к жидкой композиции, обеспечение непрерывной работы без очистки сопла и смесителя при переходе от одной трубы к другой.
Общим признаком известного технического решения с предлагаемым авторами способом является способ подготовки трубы и нанесение композиции в виде винтовых витков.
Наиболее близким по технической сути и достигаемому техническому результату является «Способ нанесения покрытия на вращающееся вокруг оси тело» по патенту РФ №2119831, опубл. 10.10.1998 г., принятый авторами за прототип, заключающийся в том, что полиуретан реакционную смесь наносят в виде щелевой головки, которую устанавливают под острым углом параллельно оси вращения, причем относительное движение между вращающимся телом и щелевой головкой и скорость реакции реакционной смеси согласовывают с окружной скоростью вращающегося тела так, что следующие друг за другом винтовые витки перекрываются по образцу «чешуек» и беззазорно связываются.
Такой способ нанесения покрытия на вращающееся вокруг оси тело позволяет обеспечить беззазорное нанесение покрытия в виде винтовых витков, но не обеспечивает высокое качество поверхности покрытия в виду его чешуйчатой структуры.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа нанесения покрытия на вращающееся вокруг оси тело, принятый авторами за прототип, относится то, что невозможно получить качественное покрытие с применением композиции на основе низкомолекулярного каучука. Опыты с применением щелевой головки показали, что в виду особенностей композиции на основе низкомолекулярного каучука с концевыми эпоксидными группами меняют сечение струи при выходе из сопла, при этом ее прямоугольная (ленточная) форма свертывается, а процесс нанесения становится неуправляемым.
Таким образом, задачей данного технического решения является обеспечение экономичного способа нанесения покрытия на вращающееся вокруг оси тело преимущественно для композиции на основе полиуретан реакционной смеси со свойствами быстрого отверждения.
Общим признаком с предлагаемым авторами способом формирования покрытия внутри вращающейся вокруг оси оболочки является нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией.
В отличие от прототипа в предлагаемом авторами способе формирования покрытия внутри вращающейся вокруг оси оболочки сопло выполняют с отверстием круглого сечения, подачу композиции производят в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения, при этом в зоне контакта с поверхностью оболочки струю формируют диаметром d>1/5 t, где t - шаг винтовых витков, покрытие формируют дифференцированно по толщине на отдельных участках оболочки, при этом в процессе нанесения расход композиции устанавливают в зависимости от толщины покрытия посредством дозирующего устройства по заданной программе, в то же время сопло перемещают с постоянной скоростью, а в начале и конце нанесения подачу композиции производят без перемещения сопла в течение времени одного оборота оболочки, по окончании нанесения оболочку размещают в термокамере, вращают с окружной скоростью не менее 4 м/сек, разравнивая винтовые витки в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере.
В частном случае, то есть в конкретной форме исполнения, изобретение характеризуется следующим признаком:
- применяют композицию на основе низкомолекулярного каучука с концевыми эпоксидными группами.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение формирования покрытия внутри цилиндрической оболочки, исходным материалом которого является композиция высокой вязкости, например, на основе низкомолекулярного каучука с концевыми эпоксидными группами, с высоким качеством поверхности и сплошностью, с однородной плотностью и дифференцированного по толщине на отдельных участках оболочки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе формирования покрытия внутри вращающейся вокруг оси оболочки, включающем нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией, особенность заключается в том, что сопло выполняют с отверстием круглого сечения, подачу композиции производят в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения, при этом в зоне контакта с поверхностью оболочки струю формируют диаметром d>1/5 t, где t - шаг винтовых витков, покрытие формируют дифференцированно по толщине на отдельных участках оболочки, при этом в процессе нанесения расход композиции устанавливают в зависимости от толщины покрытия посредством дозирующего устройства по заданной программе, в то же время сопло перемещают с постоянной скоростью, а в начале и конце нанесения подачу композиции производят без перемещения сопла в течение времени одного оборота оболочки, по окончании нанесения оболочку размещают в термокамере, вращают с окружной скоростью не менее 4 м/сек, разравнивая винтовые витки в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере.
Новая совокупность существенных признаков, а также, наличие связей между ними позволяет, в частности, за счет:
- выполнения сопла с отверстием круглого сечения, подачи композиции в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения, формирования в зоне контакта с поверхностью оболочки струи диаметром d>1/5 t, где t - шаг винтовых витков, вращения с окружной скоростью не менее 4 м/сек в термокамере в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере, формировать струю определенного диаметра, обеспечивать ее стабильность и неразрывность, полную покрываемость поверхности до начала процесса полимеризации, в том числе при минимальной толщине, однородную плотность покрытия и глянцевую поверхность;
- формирования покрытия дифференцированно по толщине на отдельных участках оболочки посредством дозирующего устройства по заданной программе при постоянной скорости перемещения сопла, расхода композиции в зависимости от толщины покрытия и подачи композиции в начале и конце нанесения без перемещения сопла в течение времени одного оборота оболочки, обеспечить дифференцированную защиту в соответствии с требованиями рабочей среды внутри оболочки и четкие границы покрытия для стыковки со смежными узлами.
Новая совокупность конструктивных элементов, а также наличие связей между ними позволяет, в частности, за счет:
- применения композиции на основе низкомолекулярного каучука с концевыми эпоксидными группами, обеспечить толщину покрытия в диапазоне от 100 мкм до 10 мм за один проход.
Сущность изобретения заключается в том, что в известном способе формирования покрытия внутри вращающейся вокруг оси оболочки, включающем нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией, в отличии от прототипа согласно изобретению сопло выполняют с отверстием круглого сечения, подачу композиции производят в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения, при этом в зоне контакта с поверхностью оболочки струю формируют диаметром d>1/5 t, где t - шаг винтовых витков, покрытие формируют дифференцированно по толщине на отдельных участках оболочки, при этом в процессе нанесения расход композиции устанавливают в зависимости от толщины покрытия посредством дозирующего устройства по заданной программе, в то же время сопло перемещают с постоянной скоростью, а в начале и конце нанесения подачу композиции производят без перемещения сопла в течение времени одного оборота оболочки, по окончании нанесения оболочку размещают в термокамере, вращают с окружной скоростью не менее 4 м/сек, разравнивая винтовые витки в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере.
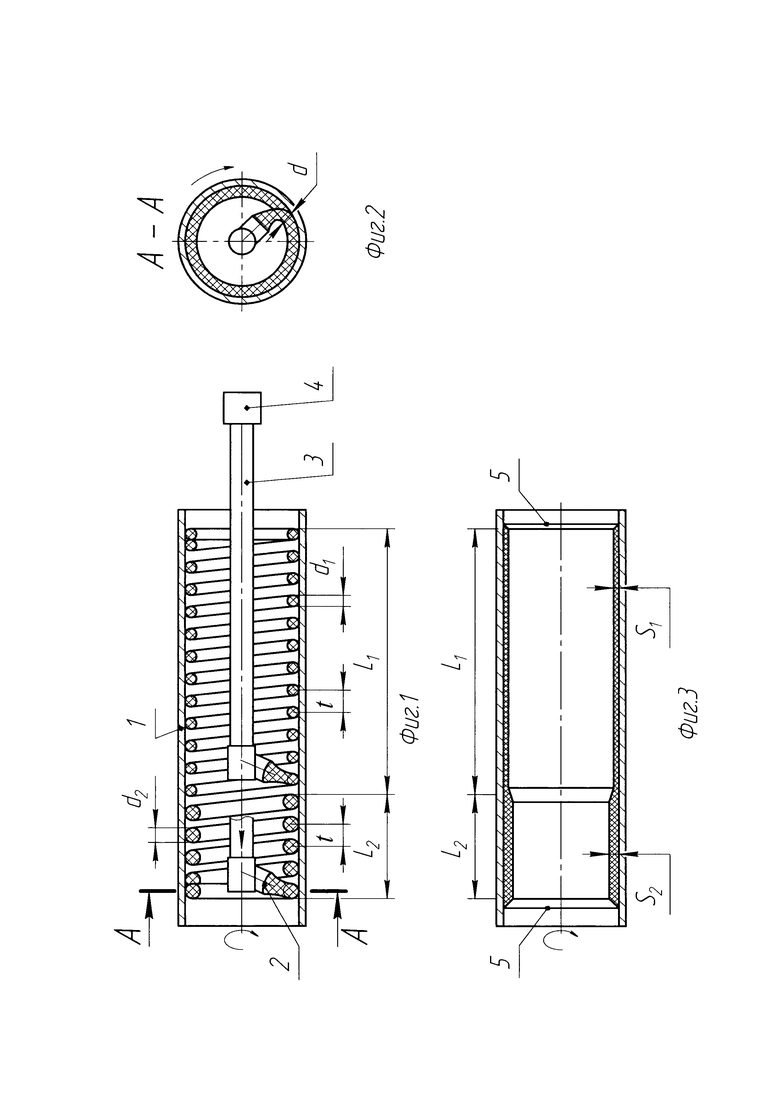
Сущность предполагаемого изобретения поясняется чертежами, где на фиг. 1 показана схема нанесения покрытия внутри вращающейся вокруг оси оболочки, на фиг. 2 - взаимодействие струи с поверхностью оболочки в поперечном сечении, на фиг. 3 - сформированное на двух участках оболочки покрытие разной толщины.
Способ формирования покрытия внутри вращающейся вокруг оси оболочки реализуется в соответствии со следующим алгоритмом.
На этапе нанесения композиции оболочку 1 вращают с постоянной скоростью (до 30 оборотов в минуту). В оболочку вводят сопло 2, связанное каналом 3 с дозирующим устройством 4.
В начале нанесения композиции сопло 2 не перемещается, а композиция подается, при этом она укладывается по внутреннему диаметру за один оборот оболочки 1, фиксируя четкую границу покрытия 5 по окружности. Далее при перемещении сопла 2 композиция наносится по винтовой линии, при этом ее подача настраивается таким образом, чтобы диаметр d струи в момент контакта с поверхностью соответствовал заданной толщине покрытия, и в тоже время был не менее одной пятой шага винтовых витков. В конце нанесения сопло 2 не перемещают, а подача композиции продолжается в течение времени одного оборота оболочки 1. Расход композиции устанавливается программируемым дозирующим устройством 4. На втором этапе формирования покрытия оболочку 1 перемещают в термокамеру, где ее вращают с окружной скоростью не менее 4 м/сек, при этом винтовые витки распределяются по поверхности до полного смыкания. Время, в течение которого сохраняется текучесть композиции, а также время и температура полимеризации композиции определяются ее составом, в соответствии с этим время разравнивания композиции составляет h<1/3 Н, где Н - полное время нахождения оболочки в термокамере.
На чертежах (фиг. 1, фиг. 2, и фиг. 3) показано, как при разных диаметрах струи d1 и d2 и едином шаге t винтовых витков, на участках L1 и L2 наносится композиция и окончательно формируется покрытие с толщинами S1 и S2 соответственно.
Пример 1.
При заданных толщинах покрытия S1=6 мм, S2=8 мм на оболочке с внутренним диаметром 400 мм и времени полимеризации композиции в термокамере 60 мин выбирают шаг витков t=20 мм, при этом подачу композиции настраивают таким образом, что диаметры струи d1=12,3 мм, d2=14,3 мм. После нанесения оболочку вращают в термокамере с окружной скоростью 9 м/с в течение времени Н=60 мин, при этом время разравнивания винтовых витков (h<1/3 Н) составляет 10-15 мин, в течение которых композиция сохраняет текучесть.
Пример 2.
При заданных толщинах покрытия S1=0,15 мм, S2=0,2 мм на оболочке с внутренним диаметром 60 мм и времени полимеризации композиции в термокамере 35 мин выбирают шаг витков t=4 мм, при этом подачу композиции настраивают таким образом, что диаметры струи d1=0,87 мм, d2=1 мм. После нанесения оболочку вращают в термокамере с окружной скоростью 4,5 м/с в течение времени Н=35 мин, при этом время разравнивания винтовых витков (h<1/3 Н) составляет 5-10 мин, в течение которых композиция сохраняет текучесть.
Реализация вышеизложенного способа в соответствии с изобретением обеспечивает решение поставленной задачи, а именно, формирование внутри цилиндрических оболочек покрытия из высоковязких композиций, в том числе на основе низкомолекулярного каучука с концевыми эпоксидными группами, дифференцированно по толщине на отдельных участках оболочки с высокой однородностью по структуре, с глянцевой поверхностью, сплошностью, а также позволяет улучшить условия труда и повысить производительность в 1,5-1,6 раза.
Изобретение может быть использовано для защиты внутренних поверхностей оболочек от воздействия агрессивных веществ, в том числе при повышенных температурах, а также для нанесения клеевых и защитных композиций высокой вязкости.
Указанный положительный эффект подтвержден опытными работами при отработке способа формирования покрытия на внутренней поверхности оболочки, проведенными в соответствии с изобретением.
В настоящее время изготавливается специальное технологическое оборудование для реализации данного способа в серийном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2185895C1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| СПОСОБ МЕХАНИЗИРОВАННОГО НАНЕСЕНИЯ ГИДРОФОБНОГО ПОКРЫТИЯ НА ЭЛЕКТРОИЗОЛЯЦИОННУЮ КОНСТРУКЦИЮ | 2012 |
|
RU2496169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЗАЩИТНОГО ПОКРЫТИЯ ДЛЯ ТВЕРДОТОПЛИВНОГО РАКЕТНОГО ДВИГАТЕЛЯ И РАКЕТНЫЙ ДВИГАТЕЛЬ, ИЗГОТОВЛЕННЫЙ С ПРИМЕНЕНИЕМ ДАННОГО СПОСОБА | 2003 |
|
RU2330981C2 |
| Способ изготовления полых изделий из стекла и полимерная композиция для его осуществления | 1981 |
|
SU1009811A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИАДГЕЗИОННОГО ПОКРЫТИЯ НА ХЛЕБОПЕКАРНЫЕ ФОРМЫ | 2011 |
|
RU2463790C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВРАЩАЮЩЕЕСЯ ВОКРУГ ОСИ ТЕЛО | 1994 |
|
RU2119831C1 |
| Способ получения и нанесения сферопластика на трубы и устройство для его производства непрерывно циклическим способом. | 2020 |
|
RU2770942C1 |
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2117811C1 |
| СПОСОБ ПОЛИМЕРИЗАЦИИ ИЗОПРЕНА В МАССЕ В МАЛООБЪЁМНЫХ ЯЧЕЙКАХ | 2014 |
|
RU2563844C1 |
Изобретение относится к области нанесения покрытия, а именно композиций высокой вязкости на внутренней поверхности цилиндрических оболочек, например, небольших химических реакторов. Способ формирования покрытия внутри вращающейся вокруг оси оболочки включает нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией. Сопло выполняют с отверстием круглого сечения. Подачу композиции производят в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения. В зоне контакта с поверхностью оболочки струю формируют диаметром d>1/5 t, где t - шаг винтовых витков. Покрытие формируют дифференцированно по толщине на отдельных участках оболочки. В процессе нанесения расход композиции устанавливают в зависимости от толщины покрытия посредством дозирующего устройства по заданной программе. В то же время сопло перемещают с постоянной скоростью. В начале и конце нанесения подачу композиции производят без перемещения сопла в течение времени одного оборота оболочки. По окончании нанесения оболочку размещают в термокамере, вращают с окружной скоростью не менее 4 м/с, разравнивая винтовые витки в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере. Техническим результатом изобретения является обеспечение возможности защиты внутренних поверхностей оболочек от воздействия агрессивных веществ, в том числе при повышенных температурах, а также для нанесения клеевых и защитных композиций высокой вязкости. 1 з.п. ф-лы, 3 ил.
1. Способ формирования покрытия внутри вращающейся вокруг оси оболочки, включающий нанесение композиции высокой вязкости в виде винтовых витков посредством сопла с последующей полимеризацией, отличающийся тем, что сопло выполняют с отверстием круглого сечения, подачу композиции производят в нижней четверти поперечного сечения оболочки под острым углом к ее поверхности в направлении вращения, при этом в зоне контакта с поверхностью оболочки струю формируют диаметром d>1/5 t, где t - шаг винтовых витков, покрытие формируют дифференцированно по толщине на отдельных участках оболочки, при этом в процессе нанесения расход композиции устанавливают в зависимости от толщины покрытия посредством дозирующего устройства по заданной программе, в то же время сопло перемещают с постоянной скоростью, а в начале и конце нанесения подачу композиции производят без перемещения сопла в течение времени одного оборота оболочки, по окончании нанесения оболочку размещают в термокамере, вращают с окружной скоростью не менее 4 м/с, разравнивая винтовые витки в течение времени h<1/3 Н, где Н - полное время нахождения оболочки в термокамере.
2. Способ по п. 1, отличающийся тем, что применяют композицию на основе низкомолекулярного каучука с концевыми эпоксидными группами.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВРАЩАЮЩЕЕСЯ ВОКРУГ ОСИ ТЕЛО | 1994 |
|
RU2119831C1 |
| Способ укладки жгута ткани в вертикальные бучильные котлы и устройство для осуществления способа | 1953 |
|
SU97801A1 |
| СПОСОБ НАНЕСЕНИЯ ОДНОСЛОЙНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТАЛЬНОЙ ТРУБЫ | 2010 |
|
RU2440196C2 |
| Посадочная машина | 1930 |
|
SU29657A1 |
| Широполосной усилитель напряжения | 1974 |
|
SU523509A2 |
| DE 3828427 A, 08.03.1990 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |

