Группа изобретений относится к области обработки листовых металлов давлением и могут быть использованы для глубокой вытяжки тонкостенных деталей сложной формы в мелкосерийном и единичном производствах.
Известен способ вытяжки оболочек сложного профиля, при котором исходную заготовку устанавливают на профильную оправку и воздействуют на заготовку деформирующими роликами с разделением деформации между роликами на несколько очагов путем их радиального смещения при равенстве радиальных усилий, на величину, которую устанавливают в зависимости от механических свойств стали заготовки, радиуса рабочего профиля ролика и толщины заготовки. Воздействие на заготовку осуществляют роликами с различным радиусом рабочей поверхности, при этом формирование окончательного профиля заготовки выполняют роликом с наименьшим радиусом. (Патент RU №2343035 С2. Способ ротационной вытяжки оболочек сложного профиля. - МПК: B21D 22/16. - 10.01.2009).
Известен способ изготовления тонкостенных оболочек сложной формы путем многопереходной давильной обработки листовой заготовки, зафиксированной на оправе, при продольном перемещении давильного инструмента, и формообразование проводят одновременно двумя давильными роликами, черновым и чистовым. Причем черновой ролик настраивают с опережением движения относительно чистового, а траектории движения роликов задают отдельно для каждого ролика с учетом температурных деформаций от нагрева оправы на предыдущем переходе. (Патент RU №2511166 С1. Способ изготовления тонкостенных оболочек сложной формы. - МПК: B21D 22/16, B21D 51/16. - 10.04.2014).
Известен способ вытяжки тонкостенных изделий сложной формы, заключающийся в многопереходной давильной обработке плоской тонколистовой заготовки, зафиксированной на профильной оправке, давильной головкой с радиусом сопряжения рабочих поверхностей, продольным и радиальным перемещениями относительно оправки. Для этого используют технологические пластины с габаритами, по крайней мере, не меньшими размеров заготовки, и толщиной, зависимой от пластичности материала заготовки и радиуса сопряжения рабочих поверхностей давильной головки. Технологические пластины выполнены с отверстиями для установки на профильной оправке пакетом высотой, равной глубине вытяжки изделия. Давильная обработка плоской тонколистовой заготовки включает вытяжку виброударным инструментом на профильной оправке с образованием на периферии заготовки кругового участка движениями давильной головки вдоль оправки и разглаживание на технологических пластинах гофр, образовавшихся на круговом участке заготовки в процессе вытяжки, радиальным смещением давильной головки от периферии заготовки к центру и обратно, с прерыванием процесса вытяжки между переходами для удаления из пакета очередной технологической пластины и выполнения следующего перехода вытяжки. Для этого первым переходом получают частично деформированную заготовку изделия с заданной глубиной вытяжки и плоским периферийным участком, а каждым последующим переходом выполняют вытяжку заготовки на глубину, равную толщине ранее удаленной технологической пластины, с разглаживанием гофров на периферийном участке. (Патент RU №2620219 С2. Способ вытяжки тонкостенных изделий сложной формы. - МПК: B21D 22/21. - 23.05.2017). Данный способ принят за прототип.
Недостатком известных способов является ограниченность длины вытяжки тонкостенных изделий сложной формы.
Основной задачей, на решение которой направлены заявляемые технические решения, является возможность глубокой вытяжки тонкостенных изделий сложной формы в мелкосерийном и единичном производстве.
Техническим результатом, достигаемым заявляемым техническим решением, является возможность глубокой вытяжки тонкостенных изделий сложной формы в мелкосерийном и единичном производствах.
Указанный технический результат достигается тем, что, в известном способе вытяжки тонкостенных изделий сложной формы, включающем многопереходную давильную обработку плоской тонколистовой заготовки, зафиксированной на торце профильной оправки с радиусом скругления при торце и установленными на ней технологическими насадками, выполняемую продольными и радиальными движениями давильной головки вокруг оправки с помощью виброударного инструмента на длине, определяемой толщиной и пластичностью материала заготовки, а между технологическими переходами вытяжки детали поочередно удаляют технологические насадки для выполнения следующего технологического перехода, причем первым технологическим переходом получают частично деформированную заготовку с заданной глубиной вытяжки, согласно предложенному техническому решению, вытяжку деталей выполняют на сопряженных между собой и с профильной оправкой концентричных между собой и к оправке цилиндрических насадках, длиной, меньшей длины профильной оправки, по меньшей мере, на величину радиуса скругления при торце оправки, с толщиной стенки, равной длине вытяжки детали соответствующим технологическим переходом, и радиусом скругления при верхнем торце с наружной их стороны, причем первым технологическим переходом выполняют отбортовку плоской заготовки продольным и радиальным движениями давильной головки вокруг внешней цилиндрической насадки, а на заготовке выдавливают выступ для фиксации заготовки на торце профильной оправки на последующих технологических переходах после удаления очередной цилиндрической насадки.
Указанный технический результат достигается тем, что, в известной матрице для вытяжки тонкостенных деталей сложной формы, содержащей основание с профильной оправкой, выполненной с радиусом округления торца, согласно предложенному техническому решению,
на профильной оправке установлены сопряженные между собой и с оправкой концентричные цилиндрические насадки с толщиной стенок, равной длине вытяжки детали на технологических переходах, и радиусом скругления верхнего торца с наружной стороны насадки, по меньшей мере, равным радиусу скругления торца оправки, с длиной, меньшей длины профильной оправки, по крайней мере, на величину радиуса скругления торца оправки, с возможностью выдавливания на заготовке выступа для последующей фиксации заготовки на оправке перед выполнением технологических переходов с очередным удалением цилиндрических насадок;
цилиндрические насадки выполнены набором концентричных плиточных колец с радиусом скругления на верхних кольцах с наружной стороны, сопряженных пакетами одна в другой и с профильной оправкой.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа глубокой вытяжки тонкостенных деталей сложной формы и матрицы для его осуществления, отсутствуют. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемых технических решений, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «изобретательский уровень».
Заявленные технические решения могут быть реализованы на любом предприятии машиностроения из общеизвестных материалов и принятой технологии. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «промышленная применимость».
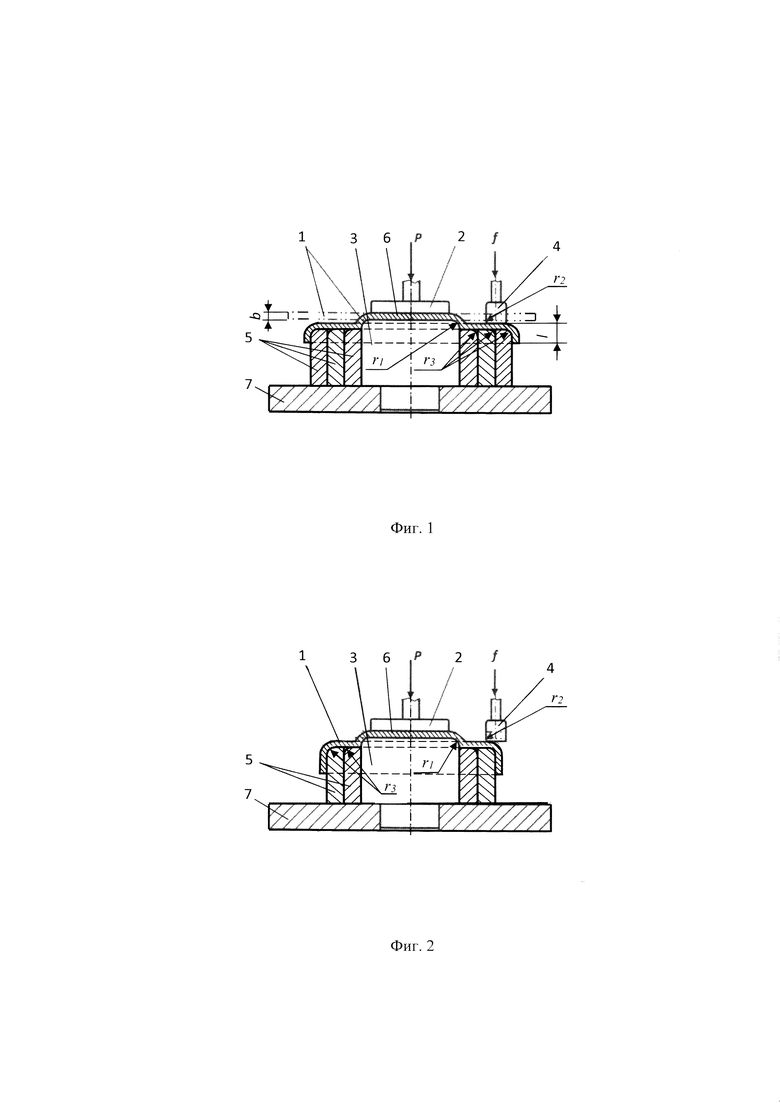
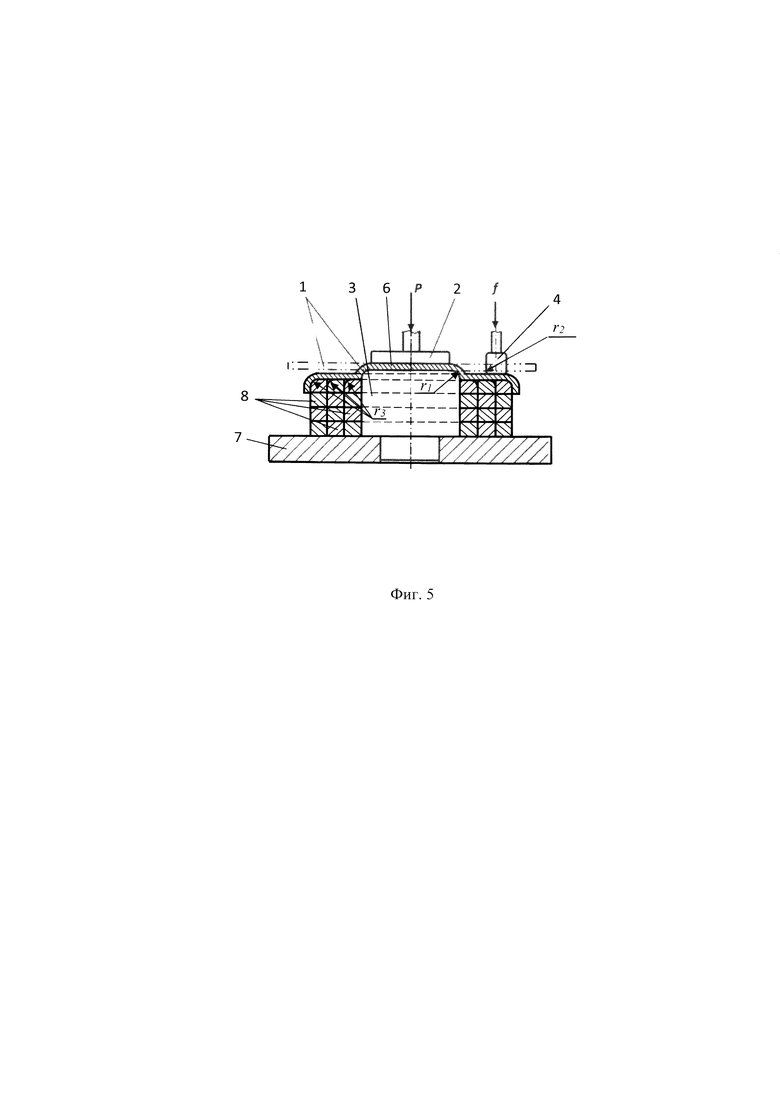
На фиг. 1 показана схема вытяжки тонкостенной детали первым переходом на матрице с рядом цельных цилиндрических насадок; на фиг. 2 - то же, вторым переходом; на фиг. 3 - то же, третьим переходом; на фиг. 4 - то же, последним переходом; на фиг. 5 - то же, на матрице с пакетами цилиндрических насадок из набора концентричных колец.
Сущность предлагаемого способа глубокой вытяжки тонкостенной детали сложной формы заключается в том, что вытяжку детали ведут из плоской тонколистовой заготовки 1 толщиной b, зафиксированной прижимом 2 на торце профильной оправки 3, изготовленной с радиусом r1 скругления при ее торце, за несколько последовательных технологических переходов продольными и радиальными движениями давильной головки 4, изготовленной с радиусом r2 сопряжения рабочих поверхностей, с разглаживанием образующихся гофр на концентричных цилиндрических насадках 5, изготовленных с радиусом r3 скругления верхнего торца с наружной их стороны, сопряженных между собой и с профильной оправкой 3, и длиной, меньшей длины профильной оправки 3, по меньшей мере, на величину радиуса r1 скругления на торце оправки 3, с толщиной стенки, равной длине  вытяжки детали технологическим переходом с помощью виброударного инструмента (условно не показан). Вытяжку детали каждым технологическим переходом ведут на длину , определяемую толщиной b и пластичностью στ материала заготовки 1. Первым технологическим переходом выполняют отбортовку плоской тонколистовой заготовки длиной продольным и радиальным движениями давильной головки 4 вокруг внешней цилиндрической насадки 5 и выдавливают на тонколистовой заготовке 1 выступ 6, соответствующий профилю торца профильной оправки 3, высотой, равной разности длин профильной оправки 3 и установленных на ней цилиндрических насадок 5, для последующей фиксации тонколистовой заготовки 1 при выполнении следующих технологических переходов. (Фиг. 1). При этом между технологическими переходами вытяжки детали заготовку 1 раскрепляют прижимом 2, снимают заготовку 1 с торца оправки 3 и удаляют очередную цилиндрическую насадку 5, затем заготовку 1 фиксируют выступом 6 на торце оправки 3, закрепляют ее прижимом 2, после чего выполняют следующий технологический переход вытяжки тонкостенной детали. (Фиг. 2-4).
вытяжки детали технологическим переходом с помощью виброударного инструмента (условно не показан). Вытяжку детали каждым технологическим переходом ведут на длину , определяемую толщиной b и пластичностью στ материала заготовки 1. Первым технологическим переходом выполняют отбортовку плоской тонколистовой заготовки длиной продольным и радиальным движениями давильной головки 4 вокруг внешней цилиндрической насадки 5 и выдавливают на тонколистовой заготовке 1 выступ 6, соответствующий профилю торца профильной оправки 3, высотой, равной разности длин профильной оправки 3 и установленных на ней цилиндрических насадок 5, для последующей фиксации тонколистовой заготовки 1 при выполнении следующих технологических переходов. (Фиг. 1). При этом между технологическими переходами вытяжки детали заготовку 1 раскрепляют прижимом 2, снимают заготовку 1 с торца оправки 3 и удаляют очередную цилиндрическую насадку 5, затем заготовку 1 фиксируют выступом 6 на торце оправки 3, закрепляют ее прижимом 2, после чего выполняют следующий технологический переход вытяжки тонкостенной детали. (Фиг. 2-4).
Матрица для осуществления способа глубокой вытяжки тонкостенных деталей сложной формы содержит основание 7 с профильной оправкой 3, выполненной с радиусом r1 скругления на ее торце. На профильной оправке установлены концентричные ей и между собой цилиндрические насадки 5 с толщинами стенок, равными длине вытяжки детали на соответствующих технологических переходах, и радиусом r3 скругления верхнего торца с наружной их стороны, по меньшей мере, равным радиусу r1 скругления на торце профильной оправки 3, и длиной, меньшей длины профильной оправки 3, по крайней мере, на величину радиуса r1 скругления на торце профильной оправки 3, с возможностью выдавливания на заготовке выступа 6 для фиксации тонколистовой заготовки 1 на торце оправки 3 при выполнении последующих технологических переходов вытяжки детали. Цилиндрические насадки 5 могут быть выполнены набором концентричных колец 8 с радиусом r3 скругления на верхних кольцах с наружной стороны, изготовленных из плиты и сопряженных пакетами одна в другую на профильной оправке 3. (Фиг. 5).
Пример осуществления глубокой вытяжки тонкостенной детали сложной формы на заявленной матрице.
Вытяжку тонкостенной детали сложной коробчатой формы с габаритами 75×50×60 мм осуществляли давильной обработкой плоской тонколистовой заготовки 1 из алюминиевого сплава марки Д16М толщиной b=1,5 мм на матрице с оправкой 3, имеющей сложный профиль в поперечном сечении и радиус r1=2 мм скругления на торце, соответствующей коробчатой форме изделия, закрепленной в основании 7. Вытяжку тонкостенной детали выполняли на цилиндрических насадках 5 за четыре последовательных перехода давильной головкой 4 диаметром 15 мм с радиусом сопряжения рабочих поверхностей r2=3 мм, закрепленной на виброударном инструменте, например, на вибромолотке, с частотой ударов ƒ=100 Гц. Цилиндрические насадки 5 выполнены длиной, меньшей рабочей длины профильной оправки на величину 4 мм, с радиусом r3 скругления верхнего торца с наружной их стороны, по меньшей мере, равным радиусу r1 скругления на торце профильной оправки 3, концентричными друг к другу и к профильной оправке 3, и сопряженных как между собой, так и с профильной оправкой 3, из стали марки Ст20 с толщиной стенки 14 мм, равной длине вытяжки детали за один технологический переход, выбранной в зависимости от толщины и пластичности στ материала тонколистовой заготовки 1. Перед давильной обработкой плоской тонколистовой заготовки 1 последнюю фиксировали на торце профильной оправки 3 прижимом 2 с усилием Р давления на заготовку 1, обеспечивающим устойчивое положение плоской тонколистовой заготовки 1 на торце профильной оправки 3 от смещения под воздействием сил трения при давильной обработке заготовки 1. Первым технологическим переходом на заготовке сначала выдавливали выступ 6 глубиной 4 мм, необходимый для последующей фиксации заготовки на торце профильной оправки перед выполнением следующих технологических переходов после удаления очередной цилиндрической насадки 5, затем, тем же первым технологическим переходом выполняли отбортовку плоской заготовки длиной =14 мм продольным и радиальным движениями давильной головки 4 вокруг внешней цилиндрической насадки 5. Последующие технологические переходы давильной обработки тонколистовой заготовки 1 выполняли движением давильной головки 4 вдоль образующих цилиндрических насадок 5, а последним технологическим переходом - вдоль образующей профильной оправки 3, с разглаживанием гофров, получаемых на периферии заготовки 1, радиальным смещением давильной головки 4 к цилиндрической поверхности насадок 5 или к профилю оправки 3 на последнем технологическом переходе. Вытяжку детали вели с прерыванием процесса между переходами для удаления с оправки 3 очередной цилиндрической насадки 5, во время которого прижим 2 отводили от заготовки 1, последнюю снимали с оправки 3, затем удаляли очередную цилиндрическую насадку 5. Затем на оправку 3 выступом 6 устанавливали заготовку 1 и поджимали ее прижимом 2 с усилием Р, после чего выполняли следующий технологический переход вытяжки детали. При этом с каждым последующим переходом длину вытяжки заготовки 1 увеличивали на длину, равную толщине стенки удаленной цилиндрической насадки 5, с разглаживанием на цилиндрической поверхности насадки 5 гофров, образующихся на периферии заготовки 1 в процессе вытяжки. Разглаживание гофров на последнем переходе вытяжки выполняли на профильной оправке 3. В случае выполнения цилиндрических насадок 5 набором концентричных плиточных колец 8, сопряженных пакетами одна в другой и с профильной оправкой, последовательно удаляли очередной пакет колец 8 цилиндрической насадки 5 по мере выполнения технологических переходов.
Предложенная технология глубокой вытяжки не требует дорогостоящего оборудования и позволяет более эффективно изготавливать тонкостенные изделия сложной формы в мелкосерийном и единичном производствах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2685832C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ | 2019 |
|
RU2708806C1 |
| УСТРОЙСТВО РОТАЦИОННОЙ ВЫТЯЖКИ | 2018 |
|
RU2688065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| Способ ротационной вытяжки полых тонкостенных сложнопрофильных деталей на токарно-давильном станке с системой ЧПУ (варианты) | 2023 |
|
RU2814834C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |

Изобретения группы относятся к области обработки листовых металлов давлением и могут быть использованы для глубокой вытяжки тонкостенных деталей сложной формы в мелкосерийном и единичном производствах. Осуществляют многопереходную давильную обработку плоской тонколистовой заготовки, зафиксированную на торце профильной оправки, выполненном с радиусом скругления, продольными и радиальными движениями давильной головки на длину, определяемую толщиной и пластичностью материала заготовки. Вытяжку деталей выполняют на концентричных цилиндрических насадках матрицы, сопряженных между собой и с оправкой, выполненных с радиусом скругления торца с наружной стороны насадки, и длиной, меньшей длины профильной оправки на величину радиуса скругления торца оправки, и толщиной стенки, равной длине вытяжки технологическим переходом. На первом переходе выдавливают на заготовке выступ и выполняют отбортовку плоской тонколистовой заготовки продольным и радиальным движениями давильной головки вокруг внешней цилиндрической насадки. Между технологическими переходами вытяжки поочередно удаляют цилиндрические насадки. Расширяются технологические возможности способа вытяжки изделий за счет увеличений их длины. 2 н. и 1 з.п. ф-лы, 5 ил.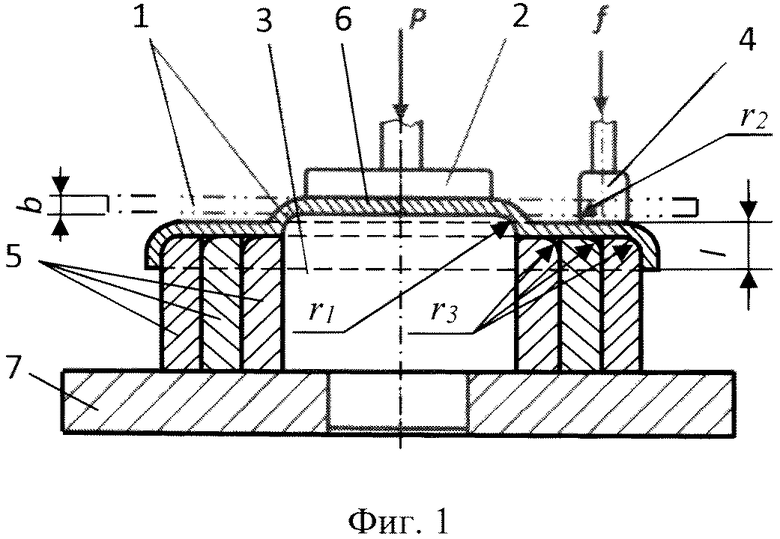
1. Способ глубокой вытяжки тонкостенных деталей сложной формы, включающий многопереходную давильную обработку плоской тонколистовой заготовки, зафиксированной на торце профильной оправки с радиусом округления торца, равным соответствующему радиусу детали, с установленными на ней технологическими насадками, выполняемую продольными и радиальными движениями давильной головки вокруг оправки с помощью виброударного инструмента на длине, определяемой толщиной и пластичностью заготовки, причем по мере выполнения технологических переходов вытяжки детали с профильной оправки поочередно удаляют технологические насадки и первым технологическим переходом получают частично деформированную заготовку с заданной глубиной вытяжки, отличающийся тем, что вытяжку осуществляют наружными отбортовками заготовки, последовательно выполняемыми давильным роликом на матрице с профильной оправкой и технологическими насадками цилиндрической формы с длиной, меньшей длины профильной оправки, по меньшей мере, на величину радиуса округления торца оправки, с толщиной стенки, равной ширине отбортовки, и радиусом округления верхнего торца с наружной стороны цилиндрических насадок, концентрично установленных на оправке, сопряженных с ней и между собой, причем сначала на плоской заготовке выдавливают выступ для фиксации заготовки на торце профильной оправки на последующих технологических переходах, между которыми, по мере их выполнения, удаляют очередную цилиндрическую насадку, снимая с оправки и вновь устанавливая на ней заготовку, и следующим технологическим переходом давильным роликом выполняют наружную отбортовку заготовки шириной, по меньшей мере, равной толщине стенки удаленной цилиндрической насадки, продольным и радиальным движениями давильной головки вокруг внешней цилиндрической насадки и оправки последним технологическим переходом.
2. Матрица для глубокой вытяжки тонкостенной детали сложной формы способом по п. 1, содержащая основание с установленной на нем профильной оправкой, выполненной с радиусом округления свободного торца, равным радиусу изделия, и концентрично расположенными на ней и сопряженными между собой и с оправкой технологическими насадками цилиндрической формы, с возможностью удаления их после выполнения очередного технологического перехода, причем каждая из цилиндрических насадок имеет толщину стенки, равную длине отбортовки заготовки соответствующего технологического перехода, с радиусом округления верхнего торца с наружной стороны насадки, по меньшей мере, равным радиусу округления торца оправки, и длиной, которая меньше длины профильной оправки по меньшей мере на величину радиуса округления торца оправки.
3. Матрица по п. 2, отличающаяся тем, что каждая цилиндрическая насадка выполнена в виде пакета концентрично установленных колец, изготовленных из плит, причем упомянутый радиус округления торца с наружной стороны цилиндрических насадок выполнен на верхних кольцах каждой пакетной цилиндрической насадки.
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| US 4055976 A, 01.11.1977. | |||

