Изобретение относится к области технологических процессов обработки листового металла ротационным выдавливаем и может быть использовано для холодной вытяжки тонкостенных изделий из пластичных листовых заготовок в мелкосерийном и единичном производствах.
Известен способ ротационной вытяжки полых изделий, включающий закрепление обрабатываемой заготовки в устройстве, содержащем оправку, прижим для крепления заготовки на оправке, установленное и закрепленное на прижиме соосно оправке упругое кольцо, выполненное с возможностью регулирования размера его поперечного сечения, сообщение обрабатываемой заготовке принудительного вращательного движения, а давильному ролику - поперечной подачи для обеспечения контакта его торца с упругим кольцом и продольной подачи для осуществления ротационной вытяжки. Для этого ось давильного ролика располагают под углом скрещивания α=2…5° относительно оси заготовки, а направление вращения оправки выбирают из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика. Упругое кольцо выполнено из пучков ворса металлической проволоки, расположенных продольно и соединенных друг с другом упругой массой полиуретана СКУ-7Л и используют для закрепления заготовки с возможностью обеспечения натяга относительно торца давильного ролика. (Патент RU №2413586 С1. Способ ротационной вытяжки полых изделий. - МГОС: B21D 22/16. - 10.03.2011).
Известен способ ротационной вытяжки тонкостенного изделия из малопластичной листовой заготовки, включающий формообразование изделия ротационной вытяжкой листовой заготовки, при которой на листовой заготовке изделия размещают листовую легкодеформируемую накладку, совместно закрепляют прижимом на торце оправки и круговыми проходами с подачей вдоль оправки с продавливанием накладки поперечными усилиями давильного ролика, последовательно осаживают листовую заготовку на оправку. При этом накладка пластичными деформациями выполняет механический обжим листовой заготовки на оправке, для чего поперечный размер оправки берут меньшей поперечного размера изделия на величину остаточной упругой деформации изделия, а накладку берут толщиной, выбранной в зависимости от степени пластичности листовой заготовки. Затем заготовку вместе с накладкой снимают с оправки и заготовку изделия извлекают из накладки, после чего отформованную заготовку вместе с накладкой подвергают естественному или искусственному старению.
Известен способ ротационной вытяжки тонкостенного изделия из малопластичной листовой заготовки, включающий закрепление листовой заготовки прижимом на торце оправки, и последовательное осаживание заготовки на оправку продольной и поперечной подачами давильного ролика на длину, равную, по меньшей мере, ширине давильного ролика, и фиксируют на оправке насаживанием упругого кольца, выполненного с внутренним конусом со стороны нижнего торца с возможностью изменения поперечного размера, затем давлением давильного ролика на торец упругого кольца и скольжением по его торцу, по мере смещения его на листовую заготовку, последовательно выполняют осаживание листовой заготовки на оправку винтообразными проходами относительно оправки с поперечной подачей давильного ролика. При этом поперечный размер оправки берут меньше поперечного размера изделия на величину остаточной упругой деформации изделия, а упругое кольцо изготовлено из армированного пластика. (Заявка №2019108716 А на изобретение «Способ ротационной вытяжки тонкостенного изделия (варианты)». - МПК: B21D 22/14. - 06.05.2019). Данный способ принят за прототип.
Недостатком известных способов является ограниченность ротационной вытяжки тонкостенных изделий из пластичных листовых заготовок, допускающей из-за упругих деформаций задиры листовой заготовки при осаживании ее на оправку.
Основной задачей, на решение которой направлено заявляемое техническое решение, является уменьшение влияния упругих деформаций пластичных листовых заготовок на формообразование тонкостенных изделий.
Техническим результатом, достигаемым заявляемым техническим решением, является повышение качества ротационной вытяжки тонкостенных изделий из пластичных листовых заготовок.
Указанный технический результат достигается тем, что, в известном способе ротационной вытяжки тонкостенного изделия, включающим закрепление листовой заготовки прижимом на торце оправки, осаживание на оправку листовой заготовки давильным роликом на длину, не меньшую ширины давильного ролика, и насаживание упругого кольца на осаженную длину, затем смещением упругого кольца на листовую заготовку под давлением кругового выступа, выполненного на оси давильного ролика, и скольжением нижней торцовой поверхности выступа по торцу упругого кольца последовательно выполняют винтообразные проходы осаживания листовой заготовки вокруг оправки с поперечной подачей давильного ролика, при этом упругое кольцо выполнено с возможностью изменения поперечного размера и с внутренним конусом со стороны нижнего торца, обеспечивающим захват листовой заготовки при смещении упругого кольца вдоль оправки, причем поперечный размер оправки берут меньшим поперечного размера изделия на величину остаточной упругой деформации изделия, согласно предложенному техническому решению,
осаживание листовой заготовки на оправку выполняют локальным продавливанием давильным роликом цилиндрической стенки упругого кольца поперечным усилием давильного ролика и последовательным смещением упругого кольца вдоль оправки винтообразными проходами вокруг оправки с заданным шагом путем скольжения кругового выступа давильного ролика по борту упругого кольца, выполненного наружной отбортовкой верхнего торца, до полной ротационной вытяжки изделия, для чего упругое кольцо выполнено тонкостенным из прочного материала с развальцовкой конуса на нижнем торце;
толщину цилиндрической стенки упругого кольца берут в зависимости от степени пластичности листовой заготовки;
упругое кольцо выполнено разрезным, на верхнем торце которого выполнен дополнительный борт, а между бортами расположен пружинный стягивающий элемент.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного способа ротационной вытяжки тонкостенного изделия, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень».
Заявленное техническое решение может быть реализовано на любом предприятии машиностроения. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «промышленная применимость».
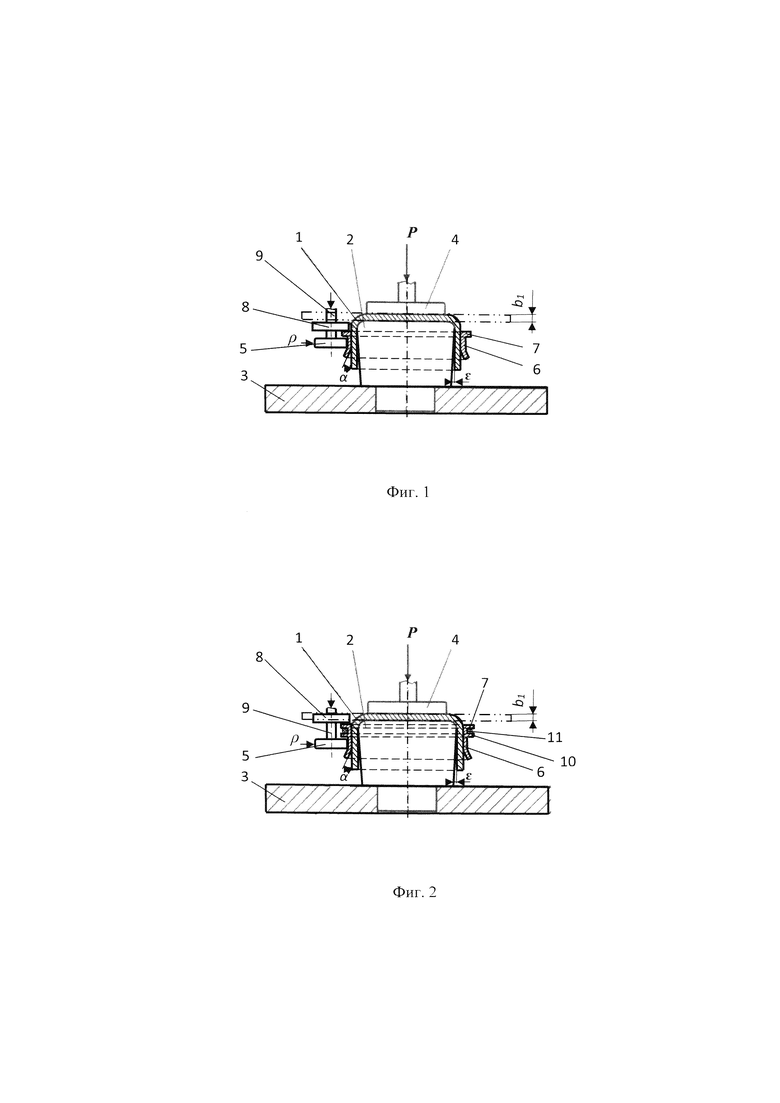
На фиг. 1 показана схема ротационной вытяжки тонкостенного изделия упругим кольцом с одним бортом; на фиг. 2 - то же, разрезным упругим кольцом с двумя бортами и пружинным стягивающим элементом.
Сущность предлагаемого способа ротационной вытяжки тонкостенного изделия заключается в том, что ротационную вытяжку тонкостенного изделия ведут из пластичной листовой заготовки 1, толщиной b1 закрепленной на торце оправки 2, установленной на основании 3 с помощью прижимом 4 с усилием Р. Вначале выполняют осаживание листовой заготовки 1 на оправке 2 давильным роликом 5 на длине, не меньшую ширины давильного ролика 5, и на осаженную длину листовой заготовки 1 насаживают упругое кольцо 6, выполненное с отбортовкой наружного борта 7 на верхнем его торце. Затем смещением упругого кольца 6 на листовую заготовку 1 под давлением кругового выступа 8, выполненного на оси 9 давильного ролика 5, и скольжением его нижней торцовой поверхностью по борту 7 упругого кольца 6 последовательно выполняют винтообразные проходы осаживания листовой заготовки 1 вокруг оправки 2 с поперечным давлением на упругое кольцо 6 давильным роликом 5. Осаживание листовой заготовки 1 на оправку 2 выполняют локальным продавливанием тонкостенного упругого кольца 6 поперечным усилием ρ давильного ролика 5 и последовательным смещением упругого кольца 6 вдоль оправки 2 винтообразными проходами вокруг оправки с шагом s путем скольжения давильного ролика 5 по борту 7 упругого кольца 6, до полной ротационной вытяжки изделия. Для выполнения процесса осаживания листовой заготовки 1 на оправку 2, упругое кольцо 6 выполнено из прочного материала с возможностью изменения поперечного размера и с развальцовкой внутреннего конуса с углом а на нижнем торце, обеспечивающим захват листовой заготовки 1 при смещении упругого кольца 6 вдоль оправки 2. (Фиг. 1). Поперечный размер оправки 2 меньше поперечного размера изделия на величину ε, равную величине остаточной упругой деформации изделия. Толщину цилиндрической стенки упругого кольца 6 берут в зависимости от толщины и степени пластичности листовой заготовки 1. Упругое кольцо 6 может быть выполнено разрезным, на верхнем торце которого выполнен дополнительный борт 10, а между бортами 7 и 10 расположен пружинный стягивающий элемент 11. (Фиг. 2).
Пример осуществления способа ротационной вытяжки тонкостенного изделия.
Ротационную вытяжку тонкостенного изделия выполняли из пластичной листовой заготовки 1, в частности, из алюминиевого сплава марки Д16М, толщиной b1=1,0 мм, которую устанавливали на торец оправки 2 и закрепляли прижимом 3 с усилием Р=200…300 Н. При этом поперечный размер оправки 2 на уровне основания 3 уменьшили по отношению к поперечному размеру изделия на величину ε, равную остаточной упругой деформации заготовки 1 после выполнения ротационной вытяжки изделия, которую определяли опытным путем. Вначале выполняли осаживание листовой заготовки 1 на оправке 2 давильным роликом 5 на длине, не меньшую ширины давильного ролика 5, и на осаженную длину листовой заготовки 1 насаживали упругое кольцо 6, выполненное из прочного материала, обеспечивающего возможность поперечного расширения и локального продавливания давильным роликом 5 усилием ρ, с отбортовкой наружного борта 7 на верхнем его торце и развальцовкой внутреннего конуса на нижнем торце с углом α=5°. Затем смещением упругого кольца 6 на листовую заготовку 1 вдоль оправки 2 под давлением кругового выступа 8, выполненного на оси 9 давильного ролика 5, скольжением нижней торцовой поверхностью выступа 8 по борту 7 упругого кольца 6 последовательно выполняли винтообразные проходы осаживания листовой заготовки 1 с шагом 3…5 мм/об, выбранным в зависимости от ширины цилиндрического пояска давильного ролика 5, обеспечивающим захват листовой заготовки 1 внутренним конусом с углом α на нижнем торце упругого кольца 6 при смещении вдоль оправки 2, и локальным продавливанием тонкостенного упругого кольца 6 поперечным усилием ρ давильного ролика 5. (Фиг. 1). Ротационную вытяжку тонкостенного изделия аналогично выполняли упругим разрезным кольцом 6, на верхнем торце которого выполнен дополнительный борт 10, а между бортами 7 и 10 был расположен пружинный стягивающий элемент 11. (Фиг. 2). После выполнения ротационной вытяжки с заготовки 1 удаляли прижим 6 и заготовку 1 изделия снимали с оправки 3.
Предложенная технология позволяет повысить качество ротационной вытяжки тонкостенных изделий из пластичных листовых заготовок в мелкосерийном и единичном производствах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2685832C1 |
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688041C1 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| УСТРОЙСТВО РОТАЦИОННОЙ ВЫТЯЖКИ | 2018 |
|
RU2688065C1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
Изобретение относится к области обработки листового металла ротационным выдавливаем и может быть использовано для холодной вытяжки тонкостенных изделий из пластичных листовых заготовок. Осаживают на оправку листовую заготовку давильным роликом на длину, не меньшую ширины давильного ролика, и фиксируют на оправке упругим кольцом. При этом упругое кольцо выполняют тонкостенным с возможностью изменения поперечного размера и с развальцовкой внутреннего конуса со стороны нижнего торца, обеспечивающим захват листовой заготовки при смещении упругого кольца вдоль оправки. Осаживание листовой заготовки на оправку выполняют локальным продавливанием давильным роликом цилиндрической стенки упругого кольца посредством поперечной подачи давильного ролика и последовательным смещением упругого кольца вдоль оправки винтообразными проходами вокруг оправки с заданным шагом. Повышается качество ротационной вытяжки тонкостенных изделий. 2 з.п. ф-лы, 2 ил.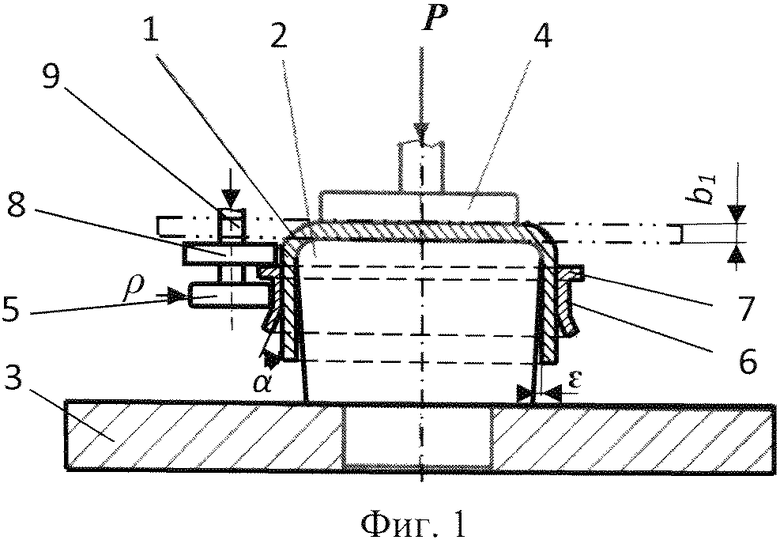
1. Способ ротационной вытяжки тонкостенного изделия, включающий закрепление листовой заготовки прижимом на торце оправки, осаживание на оправку листовой заготовки давильным роликом на длину, не меньшую ширины давильного ролика, и насаживание упругого кольца на осаженную длину, затем смещением упругого кольца на листовую заготовку под давлением кругового выступа, выполненного на оси давильного ролика, и скольжением нижней торцевой поверхности выступа по торцу упругого кольца последовательно выполняют винтообразные проходы осаживания листовой заготовки вокруг оправки с поперечной подачей давильного ролика, при этом упругое кольцо выполняют с возможностью изменения поперечного размера и с внутренним конусом со стороны нижнего торца, обеспечивающим захват листовой заготовки при смещении упругого кольца вдоль оправки, причем оправку выполняют с поперечным размером меньше поперечного размера изделия на величину остаточной упругой деформации изделия, отличающийся тем, что осаживание листовой заготовки на оправку выполняют локальным продавливанием давильным роликом цилиндрической стенки упругого кольца поперечным усилием давильного ролика и последовательным смещением упругого кольца вдоль оправки винтообразными проходами вокруг оправки с заданным шагом путем скольжения кругового выступа давильного ролика по борту упругого кольца до полной ротационной вытяжки изделия, при этом упругое кольцо выполняют тонкостенным из прочного материала с развальцовкой конуса на нижнем торце и с наружной отбортовкой верхнего торца.
2. Способ по п. 1, отличающийся тем, что толщину цилиндрической стенки упругого кольца выбирают в зависимости от степени пластичности листовой заготовки.
3. Способ по п. 1, отличающийся тем, что упругое кольцо выполняют разрезным, на верхнем торце которого выполняют дополнительный борт, а между бортами располагают пружинный стягивающий элемент.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2638605C2 |
| Оправка для ротационной вытяжки полых изделий | 1988 |
|
SU1593737A1 |
| US 49894324 A1, 05.02.1991. | |||

