Изобретение относится к области обработки листового металла давлением, в частности, к инструментальной оснастке станков для ротационной вытяжки на оправках полых тонкостенных деталей давильными роликами, и может использоваться для мелкосерийного и единичного изготовления полых деталей из тонколистовых металлических заготовок на станках с программным управлением.
Известно устройство для ротационной вытяжки, состоящее из оправы, на торце которой имеются пазы, количество, ширина, глубина которых являются величинами расчетными и зависят от обрабатываемого материала и формы детали, с раскатными роликами, движущимися вдоль образующей оправы, установленной с возможностью вращения. В сечении пазы имеют форму сегмента с максимальной глубиной на торце оправы. Длина каждого паза не превышает величину технологического припуска детали. (Патент RU 50 447 U1. Устройство для ротационной вытяжки. - МПК: B21D 22/16. - 20.01.2006). Данное устройство принято за прототип.
Основным недостатком известного устройства является низкая производительность ротационной вытяжки и ограниченность ассортимента изготавливаемых полых деталей.
Основной задачей изобретения является повышение производительности ротационной вытяжки и расширение форм и размеров полых деталей, изготовлением их на станках с программным управлением.
Техническим результатом является повышение производительности ротационной вытяжки и расширение форм и размеров изготовления полых деталей.
Для достижения указанного технического результата в устройстве ротационной вытяжки, состоящей из оправки с элементами фиксации на ней заготовки и, по меньшей мере, одного давильного ролика, движущегося вдоль образующей оправки, согласно предложенному техническому решению,
оправка выполнена с цапфой, закрепленной шипом в основании, а элементы фиксации заготовки содержат струбцину, шарнирно установленную на шейке цапфы, с возможностью вращения вокруг оправки в одном и/или другом направлениях под усилием давильного ролика, движущегося при ротационной вытяжке полых деталей с симметричным профилем по винтовой линии вдоль контура и образующей соответствующей оправки, либо разворота на угол, определяющий допустимую длину перекрытия конечных участков каждого прохода ротационной вытяжки полых деталей с асимметричным профилем на одной из длинных сторон соответствующей оправки при смене направления возвратно-поступательных круговых движений давильного ролика вокруг оправки, последовательно выполняемых вдоль ее образующей, при этом гусек струбцины выполнен с опорной консолью, снабженной фиксатором рабочего положения струбцины, и возможностью отвода прижимной пяты от снимаемого полуфабриката полой детали поворотом в горизонтальной плоскости;
струбцина соединена с шейкой цапфы оправки посредством радиально-упорного подшипника.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного устройства ротационной вытяжки, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствуют условию патентоспособности «изобретательский уровень».
Заявленное техническое решение может быть реализовано при мелкосерийном и единичном изготовлении полых деталей из тонколистовых металлических заготовок на фрезерных станках с программным управлением. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «промышленная применимость».
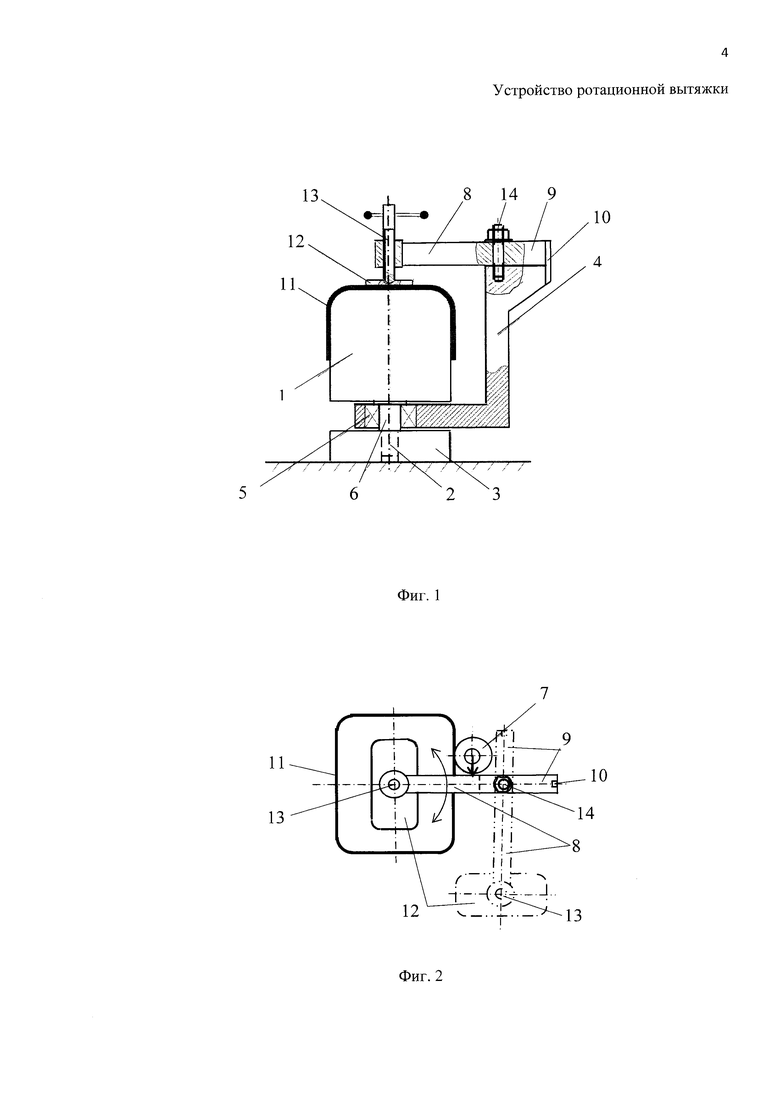
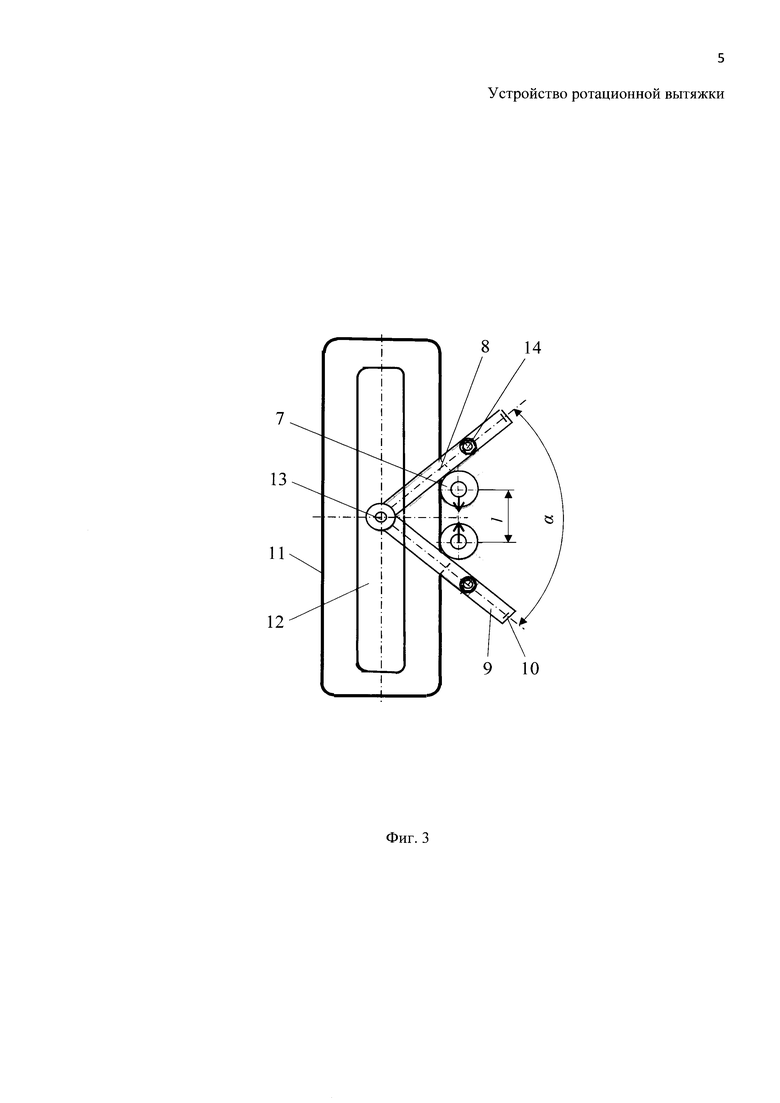
На фиг. 1 показана компоновка предлагаемого устройства ротационной вытяжки, вид сбоку; на фиг. 2 - то же, вид сверху, с возможностью вращения струбцины вокруг оправки; на фиг. 3 - то же, вид сверху, с разворотом струбцины на угол при смене направления возвратно-поступательных круговых движений давильного ролика.
Предлагаемое устройство ротационной вытяжки состоит из оправки 1, выполненной с цапфой, закрепленной шипом 2 в основании 3, струбцины 4, шарнирно установленной радиально-упорным подшипником 5 на шейке 6 цапфы оправки 1 и, по меньшей мере, одного давильного ролика 7. (Фиг. 1). Для ротационной вытяжки полых деталей с симметричным профилем струбцина 4 выполнена с возможностью вращения вокруг оправки 1 в одном и/или другом направлениях под усилием давильного ролика 7, движущегося по винтовой линии вдоль контура и образующей оправки 1. (Фиг. 2). Для ротационной вытяжки деталей с асимметричным профилем струбцина 4 выполнена с возможностью разворота на одной из длинных сторон контура оправки 1 на угол а, определяющий допустимую длину l перекрытия конечных участков каждого прохода при смене направления возвратно-поступательных круговых движений давильного ролика 7, последовательно выполняемых вдоль образующей оправки 1. (Фиг. 3). Гусек 8 струбцины 4 выполнен с опорной консолью 9, снабженной фиксатором 10 рабочего положения струбцины 4, с возможностью фиксации листовой заготовки 11 прижимной пятой 12 на оправке 1 винтом 13 и отвода пяты 12 от оправки 1 с полуфабрикатом детали поворотом гуська 8 на оси 14 в горизонтальной плоскости.
Предлагаемое устройство ротационной вытяжки работает следующим образом.
Устройство ротационной вытяжки устанавливают основанием 3 на столе фрезерного станка с программным управлением. При этом гусек 8 расположен на струбцине 4 в рабочем положении и закреплен фиксатором 10 на торце консоли 9. Прижимную пяту 12 приподнимают винтом 13 над оправкой 1 на высоту, достаточную для размещения на оправке 1 листовой заготовки 11, последнюю закрепляют на оправке 1 прижимной пятой 12 с помощью винта 13. В шпинделе станка закрепляют давильный ролик 7, последний выводят в исходную точку движения его по программе в системе координат станка, из которой выполняют ротационную вытяжку полой детали движением давильного ролика 7 по заданной программе. При ротационной вытяжке полых деталей с профилем круга или квадрата давильный ролик 7 движется по винтовой линии в одном и/или другом направлениях вдоль контура и образующей оправки 1, а струбцина 4 вращается вокруг оправки 1 на радиально-упорном подшипнике 5 с прижимным винтом 13 на прижимной пяте 12, под усилием движения давильного ролика 7.
При вытяжке деталей с формой параллелепипеда или эллипсоида проходы ротационной вытяжки выполняют возвратно-поступательными круговыми движениями давильного ролика 7 вокруг оправки 1 вдоль ее образующей с перекрытием конечных участков каждого прохода вытяжки при смене направления возвратно-поступательных круговых движений давильного ролика 7 вдоль одной из длинных сторон оправки 1 на длине l в пределах угла α допустимого разворота струбцины 4.
По окончании ротационной вытяжки прижимную пяту 12 приподнимают над оправкой 1 с вытянутым полуфабрикатом полой детали винтом 13, гусек 8 освобождают фиксатором 10 от опорной консоли 9 струбцины 4 и прижимную пяту 12 поворотом гуська 8 струбцины 4 на оси 14 в горизонтальной плоскости отводят от оправки 1 и с последней удаляют вытянутый полуфабрикат полой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2685832C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688041C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ | 2019 |
|
RU2708806C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Устройство для ротационной вытяжки | 1979 |
|
SU741996A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
Изобретение относится к области обработки листового металла давлением, в частности к инструментальной оснастке станков для ротационной вытяжки на оправках полых тонкостенных деталей давильными роликами. Устройство содержит оправку, струбцину для фиксации и закрепления заготовки и по меньшей мере один давильный ролик. При этом оправка выполнена с цапфой, закрепленной шипом в основании. Струбцина установлена на шейке цапфы с возможностью вращения вокруг оправки в одном и/или другом направлении под усилием давильного ролика, движущегося при ротационной вытяжке полых деталей с симметричным профилем вдоль контура и образующей соответствующей оправки по винтовой линии, либо разворота на угол, определяющий допустимую длину перекрытия конечных участков каждого прохода ротационной вытяжки на одной из длинных сторон полых деталей с асимметричным профилем при смене направления возвратно-поступательных круговых движений давильного ролика вокруг соответствующей оправки, последовательно выполняемых вдоль ее образующей. Гусек струбцины выполнен с опорной консолью, снабженной фиксатором рабочего положения струбцины, и возможностью отвода прижимной пяты от снимаемого полуфабриката полой детали поворотом в горизонтальной плоскости. Расширяются технологические возможности устройства за счет увеличения ассортимента изготавливаемых полых деталей. 1 з.п. ф-лы, 3 ил.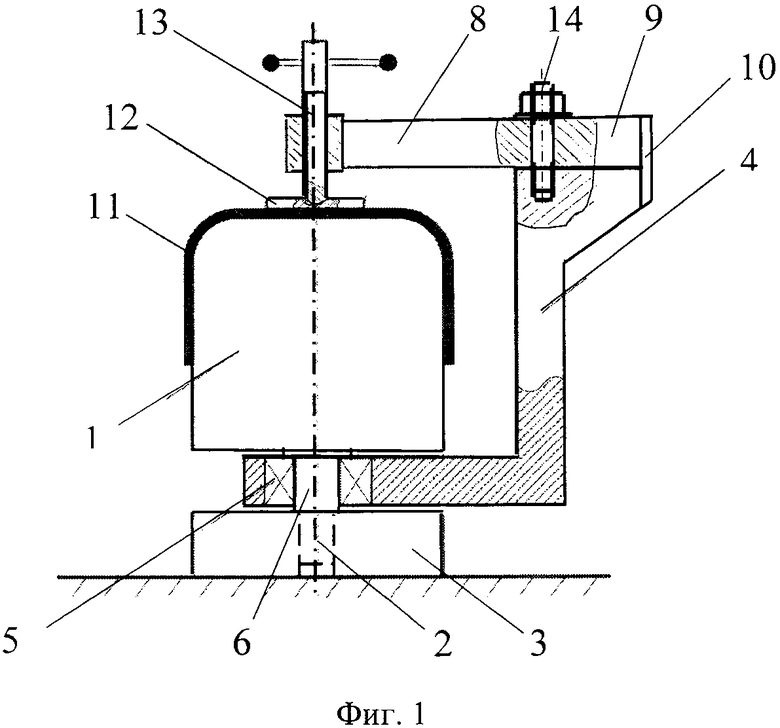
1. Устройство для ротационной вытяжки, содержащее оправку с элементами фиксации на ней заготовки и по меньшей мере один давильный ролик, движущийся вдоль образующей оправки, отличающееся тем, что оправка выполнена с цапфой, закрепленной шипом в основании, а элементы фиксации заготовки содержат прижимную пяту, струбцину с гуськом, шарнирно установленную на шейке упомянутой цапфы с возможностью вращения вокруг оправки в одном и/или другом направлении под усилием давильного ролика, который выполнен с возможностью движения при ротационной вытяжке полых деталей с симметричным профилем по винтовой линии вдоль контура и образующей соответствующей оправки, или разворота на угол, определяющий допустимую длину перекрытия конечных участков каждого прохода ротационной вытяжки полых деталей с асимметричным профилем на одной из длинных сторон соответствующей оправки при смене направления возвратно-поступательных круговых движений давильного ролика вокруг оправки, последовательно выполняемых вдоль ее образующей, при этом гусек струбцины выполнен с опорной консолью, снабженной фиксатором рабочего положения струбцины, и имеет возможность отвода прижимной пяты от снимаемого полуфабриката полой детали поворотом в горизонтальной плоскости.
2. Устройство по п. 1, отличающееся тем, что струбцина соединена с шейкой цапфы оправки посредством радиально-упорного подшипника.
| Способ приготовлении латекса из каучуконосов | 1936 |
|
SU50447A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| Способ изготовления тонкостенных оболочек | 1986 |
|
SU1465152A1 |
| US 4121528 A1, 24.10.1978. | |||

