[0001] Настоящее изобретение было осуществлено при поддержке правительством Соединенных Штатов по контракту NIST № 70NANB7H7038, заключенным с Национальным институтом стандартов и технологии (NIST) Министерства торговли США. Правительство США может иметь определенные права в настоящем изобретении.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к способам обработки сплавов титана.
УРОВЕНЬ ТЕХНИКИ
[0003] Способы изготовления титана и его сплавов, имеющих крупнозернистую (CG), мелкозернистую (FG), очень мелкозернистую (VFG) или сверхмелкозернистую (UFG) микроструктуру, охватывают использование многократных этапов повторного нагревания и ковки. Этапы ковки могут включать один или большее количество этапов ковки осадкой в дополнение к ковке вытяжкой на прессе с открытым штампом.
[0004] В настоящей заявке использованы относящиеся к микроструктуре сплавов титана следующие термины: термин "грубое зерно", относящийся к размерам альфа-зерна в диапазоне от 400 мкм и меньше до больше, чем примерно 14 мкм; термин "мелкое зерно", относящийся к размерам альфа-зерна в диапазоне от 14 мкм и меньше до больше, чем 10 мкм; термин "очень мелкое зерно", относящийся к размерам альфа-зерна в диапазоне от 10 мкм и меньше до больше, чем 4,0 мкм; и термин "сверхмелкое зерно", относящийся к размерам альфа-зерна 4,0 мкм или меньше.
[0005] В известных коммерческих способах ковки титана и сплавов титана для формирования крупнозернистых или мелкозернистых микроструктур используют скорости деформации от 0,03 с-1 до 0,10 с-1 с применением многократных этапов повторных нагревов и ковки.
[0006] В известных способах, предназначенных для изготовления мелкозернистой, очень мелкозернистой или сверхмелкозернистой микроструктур, применяют процесс всесторонней ковки (MAF) с ультрамедленной скоростью деформации 0,001 с-1 или медленнее (как описано, например, в Materials Science Forum ("Форуме научных материалов") (Салищев Г. и др.), издание 584-586, стр. 783-788 (2008)). Комплексный процесс всесторонней ковки описан, например, в публикации C. Desrayaud, и др., Journal of Materials Processing Technology ("Журнал материалов по технологии обработки"), 172, стр. 152-156 (2006).
[0007] Ключевой для измельчения зерна в процессе всесторонней ковки с ультрамедленной скоростью деформации является способность непрерывной работы в режиме динамической рекристаллизации, что является результатом ультрамедленных используемых скоростей деформации, т.е. 0,001 с-1 или медленнее. Во время динамической рекристаллизации происходит одновременное образование ядра зерен, их рост и накапливание дислокации. Генерация дислокаций в свежеобразованном зерне непрерывно уменьшает движущую силу для роста зерна, и зародышеобразование зерна является энергетически благоприятным. В процессе всесторонней ковки с ультрамедленной скоростью деформации используют динамическую рекристаллизацию для непрерывной рекристаллизации зерен во время ковки.
[0008] Относительно однородные кубы сверхмелкозернистого сплава Ti-6-4 (UNS R56400) могут быть изготовлены с использованием способа всесторонней ковки с ультрамедленной скоростью деформации, но совокупное время, потраченное для выполнения этапы всесторонней ковки, может быть слишком большим для случаев коммерческого применения. Кроме того, характеристики известного крупногабаритного имеющегося в продаже ковочно-прессового оборудования с открытыми штампами могут не обеспечивать возможность применения ультрамедленных скоростей деформации, требуемых в таких вариантах реализации, и, таким образом, для выполнения всесторонней ковки коммерческих партий изделий с использованием ультрамедленной скорости деформации может потребоваться специализированное ковочное оборудование.
[0009] Таким образом, задача настоящего изобретения предпочтительно состоит в создании способа изготовления сплавов титана, имеющих крупнозернистую, мелкозернистую, очень мелкозернистую или сверхмелкозернистую микроструктуру, для которого не требуются многократные повторные нагревания и который допускает использование повышенных скоростей деформации, сокращает время, необходимое для обработки, и/или избавляет от необходимости использования специализированного ковочного оборудования.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0010] Согласно неограничивающему аспекту настоящего изобретения (раскрытия) способ измельчения размера зерна заготовки, содержащей сплав титана, включает бета-отжиг заготовки. После бета-отжига заготовку охлаждают до температуры ниже температуры бета-перехода сплава титана. Затем заготовку подвергают всесторонней ковке. Всесторонняя ковка включает этапы, согласно которым: выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении первой ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки, выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении второй ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки, и выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении третьей ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. Необязательно, между последовательными этапами ковки на прессе обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры ковки заготовки или близкой к ней в диапазоне температур ковки заготовки и нагревают наружную поверхность заготовки до температуры ковки заготовки или близкой к ней в диапазоне температур ковки заготовки. Повторяют по меньшей мере один из этапов ковки на прессе, пока в заготовке не будет достигнута суммарная деформация по меньшей мере 1,0. Согласно другому неограничивающему варианту реализации повторяют по меньшей мере один из этапов ковки на прессе, пока по меньшей мере в одной области заготовки не будет достигнута суммарная деформация в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Согласно одному неограничивающему варианту реализации скорость деформации, используемая во время ковки на прессе, находится в диапазоне от 0,2 с-1 до 0,8 с-1.
[0011] Согласно другому неограничивающему аспекту настоящего изобретения неограничивающий вариант реализации способа измельчения размера зерна заготовки, содержащей сплав титана, включает этап бета-отжига заготовки. После бета-отжига заготовку охлаждают до температуры ниже температуры бета-перехода сплава титана. Затем заготовку подвергают всесторонней ковке с использованием последовательности, включающей следующие этапы ковки.
[0012] Выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении первой ортогональной оси А заготовки для блокированной осадки до основной осаженной высоты со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. Используемая в настоящей заявке основная осаженная высота после осадки представляет собой расстояние, равное требуемому конечному размеру после ковки, для каждой ортогональной оси заготовки.
[0013] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении второй ортогональной оси В заготовки для блокированной осадки до первой осаженной высоты. Первую блокированную осадку применяют для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при первой блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время первой блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при первой блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Первая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0014] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении третьей ортогональной оси С заготовки для блокированной осадки до второй осаженной высоты. Вторая блокированная осадка применена для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при второй блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время второй блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при второй блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Вторая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0015] Выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении второй ортогональной оси В заготовки для блокированной осадки до основной осаженной высоты со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки.
[0016] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении третьей ортогональной оси С заготовки для блокированной осадки до первой осаженной высоты. Первую блокированную осадку применяют для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при первой блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время первой блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при первой блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Первая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0017] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении первой ортогональной оси А заготовки для второй блокированной осадки до второй осаженной высоты. Вторую блокированную осадку применяют для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при второй блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время второй блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при второй блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Вторая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0018] Выполняют ковку заготовки на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении третьей ортогональной оси С заготовки для блокированной осадки до основной осаженной высоты со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки.
[0019] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении первой ортогональной оси А заготовки для первой блокированной осадки до первой осаженной высоты. Первую блокированную осадку применяют для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при первой блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время первой блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при первой блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Первая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0020] Выполняют ковку заготовки на прессе при температуре ковки заготовки в диапазоне температур ковки заготовки в направлении второй ортогональной оси В заготовки для второй блокированной осадки до второй осаженной высоты. Вторую блокированную осадку применяют для возвращения заготовки по существу к форме заготовки перед ковкой. Несмотря на то, что скорость деформации при второй блокированной осадке может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время второй блокированной осадки может не наблюдаться, поскольку суммарная деформация, созданная при второй блокированной осадке, может оказаться недостаточной для значительного адиабатического нагревания заготовки. Вторая осаженная высота блокированной осадки больше, чем основная осаженная высота осадки.
[0021] Необязательно, между последовательными этапам ковки на прессе согласно предшествующему варианту реализации способа обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки примерно до температуры ковки заготовки в диапазоне температур ковки заготовки и нагревают наружную поверхность заготовки примерно до температуры ковки заготовки в диапазоне температур ковки заготовки. Повторяют по меньшей мере один из этапов ковки на прессе согласно одному варианту реализации, пока по меньшей мере в одной области заготовки не будет достигнута суммарная деформация по меньшей мере 1,0. Согласно одному неограничивающему варианту реализации повторяют по меньшей мере один из этапов ковки на прессе, пока по меньшей мере в одной области заготовки не будет достигнута суммарная деформация в диапазоне от по меньшей мере 1,0 до меньше чем 3,5. Согласно одному неограничивающему варианту реализации скорость деформации, используемая во время ковки на прессе, находится в диапазоне от 0,2 с-1 до 0,8 с-1.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Особенности и преимущества устройства и способов, описанных в настоящей заявке, могут быть лучше поняты со ссылкой на сопроводительные чертежи, на которых:
[0023] На фиг. 1 показан график теоретического расчета объемной долевой концентрации равновесной альфа-фазы, присутствующей в сплавах Ti-6-4, Ti-6-2-4-6 и Ti-6-2-4-2, в зависимости от температуры;
[0024] На фиг. 2 показана блок-схема, в которой перечислены этапы одного неограничивающего варианта реализации способа обработки сплавов титана согласно настоящему изобретению;
[0025] На фиг. 3 схематично показаны аспекты неограничивающего варианта реализации способа всесторонней ковки с высокой скоростью деформации с использованием управления температурой для обработки сплавов титана для измельчения размеров зерна, причем на фиг. 2(a), 2(c) и 2(e) представлены неограничивающие варианты реализации этапов ковки на прессе, и на фиг. 2(b), 2(d) и 2(f) представлены необязательные неограничивающие этапы охлаждения и нагрева согласно неограничивающим аспектам настоящего изобретения;
[0026] На фиг. 4 схематически показаны аспекты известного способа всесторонней ковки с медленной скоростью деформации, используемой для измельчения размера зерна в мелкомасштабных образцах;
[0027] На фиг. 5 показана блок-схема, перечисляющая этапы способа согласно одному неограничивающему варианту реализации обработки сплавов титана согласно настоящему изобретению, включающего осадку до основной осаженной высоты вдоль ортогональных осей для достижения конечного требуемого размера заготовки, а также первую и вторую блокированные осадки;
[0028] На фиг. 6 показан температурно-временной график термомеханической обработки для неограничивающего варианта реализации способа всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению;
[0029] На фиг. 7 показан температурно-временной график термомеханической обработки для неограничивающего варианта реализации многотемпературного способа всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению;
[0030] На фиг. 8 показан температурно-временной график термомеханической обработки для неограничивающего варианта реализации способа всесторонней ковки с высокой скоростью деформации с пересечением бета-перехода согласно настоящему изобретению;
[0031] На фиг. 9 схематически показаны аспекты неограничивающего варианта реализации способа многократной осадки и вытяжки для измельчения размера зерна согласно настоящему изобретению;
[0032] На фиг. 10 показана блок-схема, в которой перечислены этапы неограничивающего варианта реализации способа обработки путем многократной осадки и вытяжки сплавов титана для измельчения размера зерна согласно настоящему изобретению;
[0033] На фиг. 11(a) показана микрофотография микроструктуры сплава Ti-6-2-4-2, кованого и обработанного известным способом;
[0034] На фиг. 11(b) показана микрофотография микроструктуры сплава Ti-6-2-4-2, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно варианту реализации, описанному в Примере 1 настоящего изобретения;
[0035] На фиг. 12(a) показана микрофотография микроструктуры сплава Ti-6-2-4-6, кованого и обработанного известным способом;
[0036] На фиг. 12(b) показана микрофотография микроструктуры сплава Ti-6-2-4-6, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно варианту реализации, описанному в Примере 2 настоящего изобретения;
[0037] На фиг. 13 показана микрофотография микроструктуры сплава Ti-6-2-4-6, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно варианту реализации, описанному в Примере 3 настоящего изобретения;
[0038] На фиг. 14 показана микрофотография микроструктуры сплава Ti-6-2-4-2, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно варианту реализации, описанному в Примере 4 настоящего изобретения, в результате которого приложена одинаковая деформация вдоль каждой оси;
[0039] На фиг. 15 показана микрофотография микроструктуры сплава Ti-6-2-4-2, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно варианту реализации, описанному в Примере 5 настоящего изобретения, согласно которому для минимизации выпучивания заготовки, которая происходит после каждой основной осадки, используют блокированную осадку;
[0040] На фиг. 16(a) показана микрофотография микроструктуры центральной области сплава Ti-6-2-4-2, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно одному варианту реализации с использованием пересечения бета-перехода, который описан в Примере 6 настоящего изобретения; и
[0041] На фиг. 16 (b) показана микрофотография микроструктуры поверхностной области сплава Ti-6-2-4-2, обработанного способом термоуправляемой всесторонней ковки с высокой скоростью деформации согласно одному варианту реализации с использованием пересечения бета-перехода, который описан в Примере 6 настоящего изобретения.
[0042] Вышеописанные, а также другие подробности станут более понятными после прочтения следующего подробного описания некоторых неограничивающих вариантов реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0043] В настоящем описании неограничивающих вариантов реализации, в отличие от рабочих примеров или ситуаций, в которых указано иное, все числа, выражающие количества или характеристики, должны пониматься как изменяемые во всех случаях термином "примерно". Соответственно, если не указано обратное, любые числовые параметры, сформулированные в следующем описании, являются приближениями, которые могут быть изменены в зависимости от требуемых свойств, которые необходимо получить с использованием способов согласно настоящему изобретению. По крайней мере, но не в качестве попытки ограничения применения доктрины эквивалентов к объему защиты, определенному в пунктах приложенной формулы, каждый числовой параметр должен быть рассмотрен по меньшей мере в свете количества приведенных значащих цифр и с применением обычных способов округления.
[0044] Кроме того, любой числовой диапазон, приведенный в настоящей заявке, предназначен для содержания всех поддиапазонов, отнесенных к его категории. Например, диапазон "1-10" предназначен для содержания всех поддиапазонов между (и включая) указанным минимальным значением 1 и указанным максимальным значением 10, т.е., имеющих минимальное значение, которое равно или больше, чем 1, и максимальное значение, которое равно или меньше, чем 10. Любое максимальное числовое ограничение, указанное в настоящей заявке, содержит все более низкие числовые ограничения, включенные в его категорию, и любое минимальное числовое ограничение, указанное в настоящей заявке, содержит все более высокие числовые ограничения, включенные в его категорию. Соответственно, Заявители резервируют право на исправление настоящего изобретения, включая пункты приложенной формулы, для явного указания любого поддиапазона, включенного в категорию диапазонов, явно указанных в настоящей заявке. Все такие диапазоны предназначены для имманентного раскрытия в настоящей заявке таким образом, что исправление для явного обозначения любых таких поддиапазонов отвечает требованиям Закона 35 Свода законов США, 112, Статья первая, и Закона 35 Свода законов США, 132(a).
[0045] Грамматические термины "один" и "некоторый", если используются в настоящем описании, предназначены для толкования во включительном смысле: "по меньшей мере один" или "один или большее количество", если не указано иное. Таким образом, данные термины использованы в настоящей спецификации для обозначения по меньшей мере одного, не только одного (т.е., "по меньшей мере одного") из грамматических объектов термина. Например, термин "компонент" обозначает один или большее количество элементов, и, таким образом, большее количество, чем один элемент, могут быть рассмотрены и могут быть использованы или осуществлены при выполнении описанных вариантов реализации.
[0046] Настоящее изобретение содержит описания различных вариантов реализации. Следует понимать, что все описанные в настоящей заявке варианты реализации являются иллюстративными и неограничивающими примерами. Таким образом, изобретение не ограничено описанием различных иллюстративных и неограничивающих примеров и вариантов реализации. Скорее, изобретение определено исключительно пунктами приложенной формулы, которые могут быть исправлены для уточнения любых особенностей, явно или имманентно описанных или иначе явно или имманентно представленных в настоящем изобретении.
[0047] Любой патент, публикация или другой опубликованный материал, идентифицированный в настоящей заявке, по ссылке полностью включен в настоящую заявку, если не указано иное, но только до степени, в которой указанный включенный материал не противоречит существующим определениям, утверждениям или другим материалам раскрытия, явно сформулированным в настоящей заявке. Также, до необходимой степени положительно выраженное раскрытие, сформулированное в настоящей заявке, заменяет любой противоречивый материал, включенный по ссылке в настоящую заявку. Любой материал или его часть, которая указана как включенная по ссылке в настоящую заявку, но которая находится в противоречии с существующими определениями, утверждениями или другим материалами раскрытия, сформулированного в настоящей заявке, включены в настоящую заявку до степени, при которой не возникает конфликт между этим включенным материалом и существующим материалом раскрытия.
[0048] Один аспект настоящего изобретения направлен на неограничивающие варианты реализации способа всесторонней ковки сплавов титана, который включает применение высоких скоростей деформации во время этапов ковки для уменьшения размера зерна. Эти варианты реализации способа в целом указаны в настоящем изобретении как "всесторонняя ковка с высокой скоростью деформации" или "MAF с высокой скоростью деформации". Используемые в настоящей заявке термины "осадка" и "удар", взаимозаменяемо относятся к индивидуальному этапу ковки на прессе, при которой заготовку куют между поверхностями штампа. Используемая в настоящей заявке фраза "осаженная высота" относится к размеру или толщине заготовки, измеренным вдоль одной ортогональной оси после осадки вдоль этой оси. Например, после осадки путем ковки на прессе вдоль конкретной оси до осаженной высоты, составляющей 4,0 дюйма (101,6 мм), толщина заготовки после ковки на прессе, измеренная вдоль этой оси, составляет примерно 4,0 дюйма (101,6 мм). Понятие и использование осаженных высот известны специалистам в области ковки на прессе и не будут подробно обсуждаться в настоящей заявке.
[0049] Выше было определено, что для приготовления заготовок со сверхмелким зерном из сплавов, таких как сплав Ti-6Al-4V (ASTM Сорт 5; UNS R56400), который также может быть обозначен как сплав "Ti-6-4", может быть использована всесторонняя ковка с высокой скоростью деформации, при которой заготовку куют по меньшей мере до суммарной деформации 3,5. Этот процесс описан в патентной заявке США № Номер 12/882,538, поданной 15 сентября 2010, под названием "Технологические схемы для титана и сплавов титана" (далее "Заявка '538"), которая по ссылке полностью включена в настоящую заявку. Достижение деформации по меньшей мере 3,5 может потребовать значительной продолжительности обработки и сопряжено с повышенной сложностью, что увеличивает стоимость продукции и повышает вероятность возникновения непредвиденных проблем. В настоящем изобретении предложен процесс всесторонней ковки с высокой скоростью деформации, который может обеспечить получение структур со сверхтонкой зернистостью с использованием суммарной деформации в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5.
[0050] Способы согласно настоящему изобретению включают применение всесторонней ковки и ее модификаций, таких как процесс многократной осадки и вытяжки (MUD), описанный в Заявке '538, к сплавам титана, проявляющим более медленные эффективное выделение альфа-фазы и кинетику роста, чем сплав Ti-6-4. В частности, сплав Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), который также может быть указан как сплав "Ti-6-2-4-2", имеет более медленную эффективную альфа-кинетику, чем сплав Ti-6-4, в результате присутствия дополнительных стопорящих зерна элементов (стопорящих миграции дислокаций на границах зерен элементов), таких как Si. Кроме того, сплав Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), который также может быть обозначен как сплав "Ti-6-2-4-6", имеет более медленную эффективную альфа-кинетику, чем сплав T-6-4, в результате увеличенного стабилизирующего бета-фазу содержимого. Считается, что в отношении компонентов сплава указанные рост и выделение альфа-фазы являются функцией скорости диффузии компонента сплава в сплаве на основе титана. Молибден, как известно, имеет одну из наиболее медленных скоростей диффузии из всех легирующих титан добавок. Кроме того, бета-стабилизаторы, такие как молибден, снижают температуру (Tβ) бета-перехода сплава, причем снижение температуры Tβ в общем приводит к замедлению диффузии атомов в сплаве при температуре обработки этого сплава. Результат относительно медленных эффективного альфа-выделения и кинетики роста для сплавов Ti-6-2-4-2 и Ti-6-2-4-6 состоит в том, что бета-тепловая обработка, которую используют перед всесторонней ковкой согласно вариантам реализации настоящего изобретения, приводит к образованию мелкого и устойчивого размера альфа-пакетов по сравнению с эффектом такой обработки сплава Ti-6-4. Кроме того, после бета-тепловой обработки и охлаждения сплавы Ti-6-2-4-2 и Ti-6-2-4-6 обладают мелкозернистой бета-структурой, которая ограничивает кинетику роста альфа-зерна.
[0051] Эффективная кинетика альфа-роста может быть оценена путем идентификации наиболее медленно диффундирующих частиц при температуре непосредственно ниже бета-перехода. Этот подход теоретически обоснован и экспериментально проверен в литературе (см. Семятин и др., Исследования по металлургии и материалам A: Металловедение и материалы, 38(4), 2007, стр. 910-921). Для титана и его сплавов данные о диффузионной способности всех потенциальных компонентов сплава не всегда доступны; однако обзоры литературы, такие как в "Титане" (Второе издание, 2007) (Lutjering и Williams), в целом согласны со следующей относительной классификацией некоторых общих компонентов сплава:
DMo<DNb<DAl~DV~DSn~DZr~DHf <DCr~DNi~DCr~DCo~DMn~DFe.
[0052] Таким образом, сплавы, такие как сплав Ti-6-2-4-6 и сплав Ti-6-2-4-2, которые содержат молибден, показывают желательную медленную альфа-кинетику, необходимую для достижения микроструктур сверхтонкого зерна при сравнительно низкой деформации, чем для сплава Ti-6-4, в котором кинетикой управляет диффузия алюминия. Исходя из отношений групп периодической таблицы также можно обоснованно утверждать, что тантал и вольфрам относятся к группе медленных диффузантов.
[0053] В дополнение к включению медленно диффундирующих элементов для уменьшения эффективной кинетики альфа-фазы, уменьшение температуры бета-перехода в сплавах, которыми управляет диффузия алюминия, создает такой же эффект. Понижение температуры бета-перехода до 100°C уменьшает диффузионную способность алюминия в бета фазе приблизительно на порядок величины при температуре бета-перехода. Альфа-кинетика в сплавах, таких как сплав ATI 425® (Ti-4Al-2,5V; UNS 54250) и сплав Ti-6-6-2 (Ti-6Al-6V-2SN; UNS 56620), очевидно, управляется диффузией алюминия; однако пониженные температуры бета-перехода этих сплавов относительно сплава Ti-6Al-4V также приводят к желательной замедленной эффективной альфа-кинетики. Сплав Ti-6Al-7Nb (UNS R56700), обычно представляющий собой биомедицинскую версию сплава Ti-6Al-4V, также может проявлять замедленную эффективную альфа-кинетику благодаря содержанию ниобия.
[0054] Первоначально ожидалось, что альфа-бета-сплавы, за исключением сплава Ti-6-4, могут быть обработаны в условиях, подобных описанным в Заявке '538 при, при температурах, которые приведут к подобным объемным долевым концентрациям альфа-фазы. Например, согласно предварительным оценкам, сделанным с использованием программы PANDAT, которая представляет собой доступный вычислительный инструментарий, имеющийся в продаже в компании Computherm, LLC, г. Мадисон, штат Висконсин, США, было предсказано, что сплав Ti-6-4 при температуре 1500°F (815,6°C) должен иметь приблизительно ту же самую объемную долевую концентрацию альфа-фазы как и сплав Ti-6-2-4-2 при температуре 1600°F (871,1°C) или сплав Ti-6-2-4-6 при температуре 1200°F (648,9°C), как показано на фиг. 1. Однако сплавы Ti-6-2-4-2 и Ti-6-2-4-6 растрескиваются при обработке способом, которым был обработан сплав Ti-6-4 в Заявке '538 с использованием температуры, для которой было предсказано образование подобной объемной долевой концентрации альфа-фазы. Для успешной обработки сплавов Ti-6-2-4-2 и Ti-6-2-4-6 требуются намного более высокие температуры, обеспечивающие уменьшенные равновесные объемные долевые концентрации альфа-фазы и/или значительно уменьшенную деформацию на один проход.
[0055] Каждое из изменений в процессе всесторонней ковки с высокой скоростью деформации, включая температуру или температуры альфа/бета-ковки, скорость деформации, деформацию на удар, время паузы между ударами, количество и длительность повторных нагревов и промежуточных термических обработок, может влиять на результирующую микроструктуру, а также наличие и степень растрескивания. Первоначально были предприняты пониженные суммарные деформации для блокирования растрескивания без надежды на достижение сверхтонких зернистых структур. Однако, после исследований, образцы, обработанные с использованием пониженных суммарных деформаций, показали отчетливую перспективу создания сверхтонких зернистых структур. Этот результат оказался полностью неожиданным.
[0056] Согласно некоторым неограничивающим вариантам реализации настоящего изобретения способ изготовления зерна сверхмалого размера включает этапы, согласно которым: 1) выбирают сплав титана, содержащий эффективную кинетику роста альфа-фазы, которая медленнее, чем у сплава Ti-6-4, 2) выполняют бета-отжиг сплава титана для создания устойчивого альфа-пакета мелкого размера, и 3) выполняют всестороннюю ковку с высокой скоростью деформации (или подобный производный процесс, такой как процесс многократной осадки и вытяжки (MUD), описанный в Заявке '538) для суммарной деформации по меньшей мере 1,0, или согласно другому варианту реализации для суммарной деформации по меньшей мере от 1,0 до меньше, чем 3,5. Термин "мелкий", использованный в настоящей заявке для описания зерна и размера пакета, относится к наименьшему размеру зерна и пакета, который может быть достигнут и который согласно неограничивающим вариантам реализации составляет порядка 1 мкм. Слово "устойчивый" используется в настоящей заявке для обозначения того, что этапы всесторонней ковки не укрупняют в значительной степени размер альфа-зерна и не увеличивают размер альфа-зерна более, чем примерно на 100%.
[0057] На фиг. 2 и 3 показаны блок-схема и схематическое представление аспектов неограничивающего варианта реализации способа (16) использования всесторонней ковки с высокой скоростью деформации (MAF) согласно настоящему изобретению для уменьшения размера зерна в сплавах титана. Перед этапом (26) всесторонней ковки выполняют этап (18) бета-отжига и этап (20) охлаждения заготовки 24 из сплава титана. Воздушное охлаждение может быть использовано при небольших размерах заготовки, таких как, например, заготовки кубической формы с ребром 4 дюйма (101,6 мм); однако также могут быть использованы водяное или жидкостное охлаждение. Более быстрые скорости охлаждения приводят к более тонкому пакету и уменьшенным размерам альфа-зерна. Бета-отжиг (18) включает этапы, согласно которым нагревают заготовку 24 до температуры, которая выше температуры бета-перехода сплава титана в заготовке 24, и поддерживают эту температуру некоторое время, достаточное для формирования всей бета-фазы в заготовке 24. Бета-отжиг (18) представляет собой процесс, известный специалисту, и, таким образом, не будет описан подробно в настоящей заявке. Согласно одному неограничивающему варианту реализации бета-отжиг может включать этапы, согласно которым нагревают заготовку 24 до температуры бета-отжига, которая примерно на 50°F (27,8°C) выше температуры бета-перехода для сплава титана, и выдерживают заготовку 24 при этой температуре примерно в течение 1 часа.
[0058] После этапа (18) бета-отжига заготовку 24 на этапе (20) охлаждают до температуры ниже температуры бета-перехода для сплава титана в заготовке 24. Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку охлаждают до окружающей температуры. Используемый в настоящей заявке термин "окружающая температура" относится к температуре окружающей среды. Например, согласно неограничивающему коммерческому способу изготовления термин "окружающая температура" относится к температуре производственной среды. Согласно одному неограничивающему варианту реализации охлаждение (20) может включать этап закаливания. Закаливание включает этапы, согласно которым погружают заготовку 24 в воду, масло или другую подходящую жидкость, и представляет собой процесс, известный специалисту в области металлургии. Согласно другим неограничивающим вариантам реализации, в частности, для заготовок, имеющих небольшой размер, охлаждение (20) может включать воздушное охлаждение. Любой способ охлаждения заготовки 24 из сплава титана, который известен специалисту в настоящее время или который будет известен впоследствии, попадает в объем защиты настоящего изобретения. Кроме того, согласно некоторым неограничивающим вариантам реализации охлаждение (20) включает этап, согласно которому охлаждают непосредственно до температуры ковки заготовки, находящейся в диапазоне температур, подходящих для ковки заготовки, для последующей всесторонней ковки с высокой скоростью деформации.
[0059] После охлаждения (20) заготовку на этапе (26) подвергают всесторонней ковке с высокой скоростью деформации. Специалистам понятно, что всесторонняя ковка ("MAF"), которая также может быть названа как ковка "A-B-C", представляет собой форму жесткой пластической деформации. Всесторонняя ковка с высокой скоростью деформации на этапе (26) согласно одному неограничивающему варианту реализации настоящего изобретения включает этапы, согласно которым нагревают (на этапе 22, на фиг. 2) заготовку 24, содержащую титановый сплав, до температуры ковки заготовки в диапазоне температур ковки заготовки, который находится в пределах альфа+бета-фазовой области сплава титана, после чего на этапе (26) выполняют всестороннюю ковку с использованием высокой скорости деформации. Очевидно, что согласно одному варианту реализации, в котором этап (20) охлаждения включает охлаждение до температуры в диапазоне температур ковки заготовки, этап (22) нагревания не является необходимым.
[0060] Высокую скорость деформации используют при всесторонней ковке для адиабатического нагревания внутренней области заготовки. Однако согласно неограничивающим вариантам реализации настоящего изобретения по меньшей мере в последнем цикле всесторонней ковки "A-B-C" с высокой скоростью деформации за цикл температура внутренней области заготовки 24 сплава титана не должна превышать температуру (Tβ) бета-перехода сплава титана в заготовке. Таким образом, согласно таким неограничивающим вариантам реализации температура ковки заготовки по меньшей мере для конечного цикла ковки A-B-C или по меньшей мере для последнего удара цикла всесторонней ковки с высокой скоростью деформации должна быть выбрана таким образом, чтобы во время всесторонней ковки с высокой скоростью деформации температура внутренней области заготовки не была равна или не превышала температуру бета-перехода сплава. Например, согласно одному неограничивающему варианту реализации настоящего изобретения температура внутренней области заготовки не превышает температуру, которая на 20°F (11,1°C) ниже температуры бета-перехода сплава, т.е., температура Tβ равна 20°F (11,1°C) во время по меньшей мере конечного цикла ударов A-B-C с высокой скоростью деформации во время процесса всесторонней ковки или во время по меньшей мере последнего ковочного удара пресса, при котором суммарная деформация по меньшей мере в области заготовки по меньшей мере равна 1,0 или находится в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5.
[0061] В неограничивающем варианте реализации всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению температура ковки заготовки включает температуру, находящуюся в пределах диапазона температуры ковки заготовки. В неограничивающем варианте реализации диапазон температур ковки заготовки составляет от на 100°F (55,6°C) ниже температуры (Tβ) бета-перехода сплава титана заготовки до на 700°F (388,9°C) ниже температуры бета-перехода сплава титана. Согласно другому неограничивающему варианту реализации диапазон температуры ковки заготовки составляет от на 300°F (166,7°C) ниже температуры бета-перехода сплава титана до на 625°F (347°C) ниже температуры бета-перехода сплава титана. Согласно одному неограничивающему варианту реализации нижний предел диапазона температуры ковки заготовки представляет собой температуру в двухфазной области, причем повреждение, такое как, например, трещинообразование и крошение на поверхности заготовки во время ковочного удара не происходит.
[0062] Согласно одному неограничивающему варианту реализации, показанному на фиг. 2, примененному к сплаву Ti-6-2-4-2, который имеет температуру (Tβ) бета-перехода примерно 1820°F (996°C), диапазон температуры ковки заготовки может составлять от 1120°F (604,4°C) до 1720°F (937,8°C) или согласно другому варианту реализации от 1195°F (646,1°C) до 1520°F (826,7°C). Согласно одному неограничивающему варианту реализации, показанному на фиг. 2, примененному к сплаву Ti-6-2-4-6, который имеет температуру (Tβ) бета-перехода примерно 1720°F (940°C), диапазон температуры ковки заготовки может составлять от 1020°F (548,9°C) до 1620°F (882,2°C) или согласно другому варианту реализации от 1095°F (590,6°C) до 1420°F (771,1°C). Согласно еще одному неограничивающему варианту реализации, показанному на фиг. 2, примененному к сплаву ATI 425® (UNS R54250), который также может быть обозначен как сплав "Ti-4Al-2,5V" и который имеет температуру (Tβ) бета-перехода примерно 1780°F (971,1°C), диапазон температуры ковки заготовки может составлять от 1080°F (582,2°C) до 1680°F (915,6°C) или согласно другому варианту реализации от 1155°F (623,9°C) до 1480°F (804,4°C). Согласно еще одному другому неограничивающему варианту реализации в применении к показанному на фиг. 2 варианту реализации настоящего изобретения сплаву Ti-6Al-6V-2Sn (UNS 56620), который также может быть обозначен как сплав "Ti-6-6-2" и который имеет температуру (Tβ) бета-перехода примерно 1735°F (946,1°C), диапазон температуры ковки заготовки может составлять от 1035°F (527,2°C) до 1635°F (890,6°C) или согласно другому варианту реализации от 1115°F (601,7°C) до 1435°F (779,4°C). Настоящее изобретение охватывает применение всесторонней ковки с высокой скоростью деформации и ее производных, таких как способ MUD, описанный в Заявке '538, к титановым сплавам, которые отличаются медленными эффективным альфа-выделением и кинетикой роста, в отличие от сплава Ti-6-4.
[0063] Как показано на фиг. 2 и 3, когда заготовка 24 из сплава титана нагрета до температуры ковки, заготовку 24 подвергают всесторонней ковке с высокой скоростью деформации на этапе (26). Согласно одному неограничивающему варианту реализации настоящего изобретения всесторонняя ковка (26) включает этапы, согласно которым выполняют ковку (на этапе 28, как показано на фиг. 3(a)) заготовки 24 на прессе при температуре ковки в направлении (A) первой ортогональной оси 30 заготовки с использованием скорости деформации, которая достаточна для адиабатического нагрева заготовки или по меньшей мере адиабатического нагрева внутренней области заготовки и пластического деформирования заготовки 24.
[0064] Высокие скорости деформации и высокие скорости плунжеров используют для адиабатического нагревания внутренней области заготовки согласно неограничивающим вариантам реализации всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению. Согласно одному неограничивающему варианту реализации настоящего изобретения термин "с высокой скоростью деформации" относится к скорости деформации в диапазоне от примерно 0,2 с-1 до примерно 0,8 с-1. Согласно другому неограничивающему варианту реализации настоящего изобретения термин "с высокой скоростью деформации" относится к скорости деформации в диапазоне от примерно 0,2 с-1 до примерно 0,4 с-1.
[0065] В неограничивающем варианте реализации согласно настоящему изобретению использование высокой скорости деформации, как указано выше, внутренняя область заготовки из сплава титана может быть адиабатически нагрета до температуры примерно на 200°F (111,1°C) выше температуры ковки заготовки. Согласно другому неограничивающему варианту реализации во время ковки на прессе внутреннюю область адиабатически нагревают до температуры в диапазоне от примерно на 100°F (55,6°C) до примерно на 300°F (166,7°C) выше температуры ковки заготовки. Согласно еще одному другому неограничивающему варианту реализации во время ковки на прессе внутреннюю область адиабатически нагревают до температуры в диапазоне от примерно на 150°F (83,3°C) до примерно на 250°F (138,9°C) выше температуры ковки заготовки. Как указано выше, согласно неограничивающим вариантам реализации ни одна часть заготовки не должна быть нагрета выше температуры бета-перехода сплава титана во время последнего цикла ударов при всесторонней ковке A-B-C с высокой скоростью деформации или во время последнего удара вдоль ортогональной оси.
[0066] Согласно одному неограничивающему варианту реализации во время ковки на прессе на этапе (28) заготовку 24 пластически деформируют до осадки по высоте или другому размеру, которая находится в диапазоне от 20% до 50%, т.е., указанный размер уменьшают на процентную величину в пределах указанного диапазона. Согласно другому неограничивающему варианту реализации во время ковки на прессе на этапе (28) заготовку 24 пластически деформируют до осадки по высоте или другому размеру в диапазоне от 30% до 40%.
[0067] На фиг. 4 схематично показан известный процесс всесторонней ковки с ультрамедленной скоростью деформации (0,001 с-1 или меньше). В целом, аспект всесторонней ковки состоит в том, что после каждого трехходового, (т.е., "трехударного") цикла посредством ковочного устройства (которое может быть, например, ковочным прессом с открытым штампом) заготовка приобретает форму и размер, которые она имела непосредственно перед первым ударом этого цикла из трех ударов. Например, после первого ковочного удара по заготовке в форме куба с ребром 5 дюймов (127 мм) в направлении оси "а", поворота на 90° и второго удара в направлении ортогональной оси "b", с последующим поворотом на 90° и ковочным третьим ударом в направлении ортогональной оси "c" указанная заготовка вернется к исходной форме куба с ребром приблизительно 5 дюймов (127 мм). Иными словами, несмотря на то, что цикл из трех ударов деформирует куб в три этапа вдоль трех ортогональных осей куба, в результате перестановки указанной заготовки между отдельными ударами и выбором осадки во время каждого удара общий итог трех ковочных деформаций состоит в возвращении указанного куба приблизительно к его исходным форме и размеру.
[0068] Согласно другому неограничивающему варианту реализации настоящего изобретения первый этап (28) ковки на прессе, показанный на фиг. 2(a), также обозначенный в настоящей заявке как "первый удар", может включать ковку заготовки на прессе с направленным вниз ударом по верхней части для осаживания заготовки до заданной осаженной высоты, в то время как заготовка находится при температуре в диапазоне температур ковки. Используемый в настоящей заявке термин "осаженная высота" относится к размеру заготовки после завершения конкретного этапа осаживания во время ковки на прессе. Например, для достижения осаженной высоты 5 дюймов (127 мм) заготовку куют до размера примерно 5 дюймов (127 мм). В конкретном неограничивающем варианте реализации способа согласно настоящему изобретению осаженная высота составляет, например, 5 дюймов (127 мм). Согласно другому неограничивающему варианту реализации осаженная высота составляет 3,25 дюйма (82,55 мм). Другие осаженные высоты, такие как, например, меньше, чем 5 дюймов (127 мм), примерно 4 дюйма (101,6 мм), примерно 3 дюйма (76,2 мм), больше чем 5 дюймов (127 мм) или от 5 дюймов (127 мм) до 30 дюймов (762 мм) являются попадающими в объем защиты вариантов реализации, описанных в настоящей заявке, но не должны рассматриваться как ограничение объема защиты настоящего изобретения. Осаженные высоты ограничены только характеристиками ковочной машины и, необязательно, как будет видно из настоящей заявки, характеристиками системы управления тепловым режимом согласно неограничивающим вариантам реализации настоящего изобретения, предназначенной для поддерживания заготовки при температуре ковки. Осаженные высоты меньше 3 дюймов (76,2 мм) также попадают в объем защиты вариантов реализации, описанных в настоящей заявке, и такие относительно небольшие осаженные высоты ограничены только необходимыми характеристиками готового изделия. Использование осаженных высот примерно 30 дюймов (762 мм), например, в способах согласно настоящему изобретению обеспечивает возможность изготовления биллетированных заготовок (например, со стороной 30 дюймов (762 мм)) в форме куба из сплава титана, имеющего мелкий размер зерна, очень мелкий размер зерна или сверхмелкий размер зерна. Биллетированные в кубической форме известные сплавы используются в качестве заготовок, которых куют диски, кольца и корпусные части, например, для турбин воздушных судов или наземных турбин.
[0069] Заданные осаженные высоты, которые должны быть использованы в различных неограничивающих вариантах реализации способов согласно настоящему изобретению, могут быть определены специалистом без неоправданного экспериментирования при рассмотрении настоящего изобретения. Заданные осаженные высоты могут быть определены специалистом без неоправданного экспериментирования. Заданные осаженные высоты зависят от восприимчивости заданного сплава к растрескиванию во время ковки. Для сплавов, которые имеют более высокую восприимчивость к растрескиванию, требуются увеличенные осаженные высоты, т.е., уменьшенная деформация на удар для предотвращения растрескивания. При выборе осаженной высоты также должен быть рассмотрен порог адиабатического нагрева, поскольку по меньшей мере в последнем цикле ударов температура заготовки не должна превышать температуру (Tβ) бета-перехода сплава. Кроме того, при выборе осаженной высоты также должны быть учтены предельные характеристики ковочного пресса. Например, во время прессования кубической заготовки с ребром 4 дюйма (101,6 мм) ее площадь поперечного сечения увеличивается во время этапа прессования. Также возрастает суммарная нагрузка, которая требуется для деформирования заготовки с необходимой скоростью деформации. Указанная суммарная нагрузка не может превышать характеристики ковочного пресса. Кроме того, при выборе осаженных высот необходимо учитывать геометрию заготовки. Повышенные деформации могут привести к выпучиванию заготовки. Слишком большая осадка может привести к значительному уплощению заготовки таким образом, что следующий ковочный удар в направлении другой ортогональной оси может вызвать изгиб заготовки.
[0070] Согласно некоторым неограничивающим вариантам реализации осаженные высоты, используемые при каждом ударе вдоль ортогональной оси, являются эквивалентными. Согласно некоторым другим неограничивающим вариантам реализации осаженные высоты, используемые при каждом ударе вдоль ортогональных осей, не являются эквивалентными. Ниже описаны неограничивающие варианты реализации всесторонней ковки с высокой скоростью деформации с использованием неэквивалентных осаженных высот для каждой ортогональной оси.
[0071] После этапа (28) ковки заготовки 24 на прессе в направлении первой ортогональной оси 30, т.е., в направлении A, показанном на фиг. 2(a) согласно одному неограничивающему варианту реализации способ согласно настоящему изобретению необязательно дополнительно включает этап (этап 32), согласно которому адиабатически нагретую внутреннюю область (не показана) заготовки охлаждают до температуры, которая равна температуре ковки или близка к температуре ковки, находящейся в диапазоне температур ковки заготовки, как показано на фиг. 3(b). Согласно различным неограничивающим вариантам реализации времена охлаждения внутренней области или времена "ожидания", могут находиться в диапазоне, например, от 5 сек до 120 сек, от 10 сек до 60 сек или от 5 сек до 5 мин. Согласно различным неограничивающим вариантам реализации термин "адиабатически нагретая внутренняя область" заготовки, используемый в настоящей заявке, относится к области, проходящей в наружном направлении от центра заготовки и имеющей объем по меньшей мере примерно 50% или по меньшей мере примерно 60%, или по меньшей мере примерно 70%, или по меньшей мере примерно 80% объема заготовки. Для специалиста очевидно, что время, необходимое для охлаждения внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, будет зависеть от размера, формы и состава заготовки 24, а также от условий атмосферы, окружающей заготовку 24.
[0072] В течение периода охлаждения внутренней области аспект системы 33 управления нагревом согласно некоторым неограничивающим вариантам реализации, описанным в настоящей заявке, необязательно включает нагрев (на этапе 34) наружной поверхностной области 36 заготовки 24 до температуры ковки или близкой к ней. Таким образом, температура заготовки 24 находится в однородных или близких к однородным и по существу изотермических условиях при температуре ковки или близкой к ней температуре перед каждым ударом в процессе всесторонней ковки с высокой скоростью деформации. Следует считать попадающим в объем защиты настоящего изобретения указанный необязательный нагрев (на этапе 34) наружной поверхностной области 36 заготовки 24 после каждого удара вдоль оси A, после каждого удара вдоль оси B и/или после каждого удара вдоль оси C. Согласно различным неограничивающим вариантам реализации наружную поверхность заготовки необязательно нагревают (на этапе 34) после каждого цикла A-B-C ударов. Согласно другим неограничивающим вариантам реализации наружную поверхностную область необязательно нагревают после любого удара или цикла ударов, в то время как общая температура заготовки во время процесса ковки поддерживается в пределах диапазона температур ковки заготовки. Периоды времени, в течение которых заготовка должна быть нагрета для поддерживания температуры заготовки 24 в однородных или близких к однородным и по существу изотермических условиях при температуре, равной температуре ковки заготовки или близкой к ней температуре, перед каждым ударом в процессе всесторонней ковки с высокой скоростью деформации, могут зависеть от размера заготовки и могут быть определены специалистом без неоправданного экспериментирования. Согласно различным неограничивающим вариантам реализации настоящего изобретения термин "наружная поверхностная область" заготовки, используемый в настоящей заявке, относится к области, проходящей во внутреннем направлении от наружной поверхности заготовки и имеющей объем по меньшей мере примерно 50% или по меньшей мере примерно 60%, или по меньшей мере примерно 70%, или по меньшей мере примерно 80% заготовки. Считается, что в любое время между…
[0073] Согласно неограничивающим вариантам реализации нагревание (на этапе 34) наружной поверхностной области 36 заготовки 24 может быть осуществлено с использованием одного или более нагревающих поверхность механизмов 38 системы 33 управления нагревом. В качестве возможных примеров поверхностного нагревания перед этапами ковки на прессе, вся заготовка может быть размещена в печи или иным способом нагрета до температуры, находящейся в диапазоне температур ковки.
[0074] Согласно некоторым неограничивающим вариантах реализации, в качестве необязательного признака, между каждым из ковочных ударов A, B, C используют систему 33 управления нагревом для нагревания наружной поверхностной области 36 заготовки и обеспечивают возможность охлаждения адиабатически нагретой внутренней области в течение времени охлаждения внутренней области для возвращения температуры заготовки по существу к однородной температуре, которая равна выбранной температуре ковки заготовки или близка к ней. Согласно другим некоторым неограничивающим вариантах реализации настоящего изобретения, в качестве необязательного признака, между каждым из ковочных ударов A, B и C используют систему 33 управления нагревом для нагревания наружной поверхностной области 36 заготовки и обеспечивают возможность охлаждения адиабатически нагретой внутренней области в течение времени охлаждения внутренней области таким образом, что температура заготовки возвращается по существу к однородной температуре, находящейся в пределах диапазона температур ковки заготовки. Неограничивающие варианты реализации способа согласно настоящему изобретению, в котором использованы: (1) система 33 управления нагревом для нагревания наружной поверхностной области заготовки до температуры, находящейся в пределах диапазона температур ковки, и (2) период, во время которого адиабатически нагретую внутреннюю область охлаждают до температуры в пределах диапазона температур ковки заготовки, может быть обозначены в настоящей заявке как "термоуправляемая всесторонняя ковка с высокой скоростью деформации". Нагревающие поверхность механизмы 38 содержат помимо прочего: пламенные нагреватели, выполненные с возможностью нагревания пламенем; индукционные нагреватели, выполненные с возможностью индукционного нагревания; и лучистые нагреватели, выполненные с возможностью нагревания излучением наружной поверхности заготовки 24. Другие механизмы и способы для нагревания наружной поверхностной области заготовки будут очевидными для специалистов после рассмотрения настоящего изобретения, и все такие механизмы и способы должны считаться попадающими в объем защиты настоящего изобретения. Неограничивающий вариант реализации нагревающего механизма 38 для нагревания наружной поверхностной области может включать камерную печь (не показана). Камерная печь может быть выполнена с возможностью использования различных механизмов нагрева для нагревания наружной поверхностной области заготовки с использованием одного или более из пламенных нагревающих механизмов, механизмов лучистого нагревания, индукционных нагревающих механизмов и любой другой подходящий механизма нагрева, известного специалистам в настоящее время или который станет известным впоследствии.
[0075] Согласно другому неограничивающему варианту реализации наружную поверхностную область 36 заготовки 24 необязательно нагревают (на этапе 34) и поддерживают при температуре, равной температуре ковки заготовки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки, с использованием одного или более подогревателей 40 пресс-формы системы 33 управления нагревом. Подогреватели 40 пресс-формы могут быть использованы для поддерживания температуры штампов 42 или поверхностей 44 штампов для ковки на прессе, равной температуре ковки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки. Согласно одному неограничивающему варианту реализации штампы 42 в системе управления нагревом нагревают до температуры в пределах диапазона от температуры ковки заготовки до температуры на 100°F (55,6°C) ниже температуры ковки заготовки. Подогреватели 40 пресс-формы могут нагревать штампы 42 или поверхность 44 штампов для ковки на прессе с использованием любого подходящего механизма нагрева, известного специалистам в настоящее время или который будет известен впоследствии, включая помимо прочего пламенные нагревающие механизмы, механизмы лучистого нагревания, механизмы контактного нагрева и/или индукционные нагревающие механизмы. Согласно одному неограничивающему варианту реализации подогреватель 40 пресс-формы может быть компонентом камерной печи (не показана). Несмотря на то, что система 33 управления нагревом показана на месте и используется во время этапов (32), (52), (60) охлаждения в процессе (26) всесторонней ковки, показанных на фиг. 2(b), 2(d) и 2(f), следует понимать, что система 33 управления нагревом может присутствовать или не присутствовать на месте во время этапов (28), (46), (56) ковки на прессе, показанных на фиг. 2(a), 2(c) и 2(e).
[0076] Как показано на фиг. 3(c), аспект неограничивающего варианта реализации способа (26) всесторонней ковки согласно настоящему изобретению содержит ковку (на этапе 46) заготовки 24 на прессе при температуре ковки заготовки, находящейся в диапазоне температур ковки заготовки, в направлении (B) второй ортогональной оси 48 заготовки 24 с использованием скорости деформации, которая достаточна для адиабатического нагревания заготовки 24 или по меньшей мере внутренней области заготовки 24 и пластического деформирования заготовки 24. Согласно одному неограничивающему варианту реализации во время ковки на прессе (на этапе 46) заготовку 24 деформируют для пластической деформации в пределах от 20% до 50% осадки по высоте или другому размеру. Согласно другому неограничивающему варианту реализации во время ковки на прессе (на этапе 46) заготовку 24 пластически деформируют для пластической деформации в пределах от 30% до 40% осадки по высоте или другому размеру. Согласно одному неограничивающему варианту реализации заготовка 24 может быть подвержена ковке на прессе (на этапе 46) в направлении второй ортогональной оси 48 до той же самой осаженной высоты, использованной на первом этапе (28) ковки на прессе. Согласно другому неограничивающему варианту реализации заготовка 24 может быть подвержена ковке на прессе в направлении второй ортогональной оси 48 до осаженной высоты, которая отличается от использованной на первом этапе (28) ковки на прессе. Согласно другому неограничивающему варианту реализации внутреннюю область (не показана) заготовки 24 адиабатически нагревают во время этапа (46) ковки на прессе до той же самой температуры, что и на первом этапе (28) ковки на прессе. Согласно другим неограничивающим вариантам реализации высокие скорости деформации, используемые для ковки на прессе (на этапе 46), находятся в тех же самых диапазонах скоростей деформации, которые описаны для первого этапа (28) ковки на прессе.
[0077] Согласно одному неограничивающему варианту реализации, показанному на фиг. 2(b) и 2(d), заготовка 24 может вращаться (по стрелке 50) между последующими этапами ковки на прессе (например, этапами (28), (46), (56)) для представления различных ортогональных осей на поверхности ковки. Такое вращение может быть обозначено как вращение "A-B-C". Подразумевается, что при использовании различных конфигураций ковочной машины можно вращать плунжер пресса на ковочной машине, вместо вращения заготовки 24, или ковочная машина может быть оборудована многоосевыми плунжерами таким образом, что не требуется вращение заготовки или ковочной машины. Очевидно, что важный аспект состоит в относительном изменении положения заготовки и используемого плунжера, и, таким образом, вращение (по стрелке 50) заготовки 24 может быть ненужным или необязательным. Однако в установках современного промышленного оборудования вращение (по стрелке 50) заготовки для ее ориентации относительно различных ортогональных осей между этапами ковки на прессе является обязательным для завершения процесса (26) всесторонней ковки.
[0078] Согласно неограничивающим вариантам реализации, в которых требуется вращение A-B-C (по стрелке 50), заготовку 24 может поворачивать вручную оператор ковочной машины или автоматическая система вращения (не показана), обеспечивающая вращение A-B-C (по стрелке 50). Автоматическая система вращения A-B-C может содержать помимо прочего самобалансный манипуляционный набор инструментов с зажимами или тому подобный инструментарий для обеспечения неограничивающего термоуправляемого варианта реализации всесторонней ковки с высокой скоростью деформации, описанного в настоящей заявке.
[0079] После ковки (на этапе 46) заготовки 24 на прессе в направлении второй ортогональной оси 48, т.е., в направлении В, как показано на фиг. 3(d), способ (20) необязательно включает этапы, согласно которым обеспечивают (на этапе 52) возможность охлаждения адиабатически нагретой внутренней области (не показана) заготовки до температуры, равной температуре ковки заготовки или близкой к ней, как показано на фиг. 3(d). Согласно некоторым неограничивающим вариантам реализации времена охлаждения внутренней области или времена ожидания могут находиться в диапазоне, например, от 5 сек до 120 сек или от 10 сек до 60 сек, или от 5 сек до 5 мин. Для специалистов очевидно, что минимальные времена охлаждения зависят от размера, формы и состава заготовки 24, а также от характеристик среды, окружающей заготовку.
[0080] В течение периода времени необязательного охлаждения внутренней области, необязательный аспект системы 33 управления нагревом согласно некоторым неограничивающим вариантам реализации, описанным в настоящей заявке, включает этапы, согласно которым нагревают (на этапе 54) наружную поверхностную область 36 заготовки 24 до температуры, находящейся в диапазоне температур ковки заготовки, равной температуре ковки заготовки или близкой к ней. Таким образом, температуру заготовки 24 поддерживают в однородных или близких к однородным и по существу изотермических условиях при температуре ковки заготовки или близкой к ней перед каждым ударом в процессе всесторонней ковки с высокой скоростью деформации. Согласно различным неограничивающим вариантам реализации с использованием системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе с обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение заданного времени охлаждения внутренней области температуру заготовки возвращают по существу к однородной температуре, равной температуре ковки заготовки или близкой к ней, между каждым ковочным ударом A-B-C. Согласно другому неограничивающему варианту реализации настоящего изобретения путем использования системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе с обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение заданного периода времени охлаждения внутренней области температуру заготовки возвращают по существу к однородной температуре, находящейся в пределах диапазона температур ковки заготовки, перед каждым ударом всесторонней ковки с высокой скоростью деформации.
[0081] Согласно одному неограничивающему варианту реализации нагревание (на этапе 54) наружной поверхностной области 36 заготовки 24 может быть осуществлено с использованием одного или более наружных нагревающих поверхность механизмов 38 системы 33 управления нагревом. Примеры возможных механизмов 38 нагрева могут включать помимо прочего: пламенные нагреватели, выполненные с возможностью нагревания пламенем; индукционные нагреватели, выполненные с возможностью индукционного нагревания; и лучистые нагреватели, выполненные с возможностью нагревания излучением заготовки 24. Неограничивающий вариант реализации нагревающего поверхность механизма 38 может включать камерную печь (не показана). Другие механизмы и способы для нагревания наружной поверхностной области заготовки будут очевидными для специалистов после рассмотрения настоящего изобретения, и все такие механизмы и способы должны считаться попадающими в объем защиты настоящего изобретения. Камерная печь может быть выполнена с возможностью использования различных механизмов нагрева для нагревания наружной поверхности заготовки, и такие механизмы нагрева могут включать одно или большее количество из пламенных нагревающих механизмов, механизмов лучистого нагревания, индукционных нагревающих механизмов и любой другой подходящий механизма нагрева, известного специалистам в настоящее время или который станет известным впоследствии.
[0082] Согласно другому неограничивающему варианту реализации наружную поверхностную область 36 заготовки 24 дополнительно нагревают (на этапе 54) и поддерживают при температуре, равной температуре ковки заготовки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки, с использованием одного или более подогревателей 40 пресс-формы системы 33 управления нагревом. Подогреватели 40 пресс-формы могут быть использованы для поддерживания температуры штампов 42 или поверхностей 44 штампов для ковки на прессе, равной температуре ковки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки. Подогреватели 40 пресс-формы могут нагревать штампы 42 или поверхность 44 штампов для ковки на прессе с использованием любого подходящего механизма нагрева, известного специалистам в настоящее время или который будет известен впоследствии, включая помимо прочего пламенные нагревающие механизмы, механизмы лучистого нагревания, механизмы контактного нагрева и/или индукционные нагревающие механизмы. Согласно одному неограничивающему варианту реализации подогреватель 40 пресс-формы может быть компонентом камерной печи (не показана). Несмотря на то, что система 33 управления нагревом показана на месте и используется во время этапов (32), (52), (60) уравновешивания и охлаждения в процессе (26) всесторонней ковки, показанных на фиг. 2(b), 2(d) и 2(f), следует понимать, что система 33 управления нагревом может присутствовать или не присутствовать на месте во время этапов (28), (46), (56) ковки на прессе, показанных на фиг. 2(a), 2(c) и 2(e).
[0083] Как показано на фиг. 3(e), аспект варианта реализации всесторонней ковки (26) согласно настоящему изобретению включает этап (этап 56), согласно которому выполняют ковку заготовки 24 на прессе при температуре ковки, находящейся в диапазоне температур ковки заготовки, в направлении (C) третьей ортогональной оси 58 заготовки 24 с использованием скорости плунжера и скорости деформации, которые достаточны для адиабатического нагревания заготовки 24 или по меньшей мере адиабатического нагревания внутренней области заготовки и пластического деформирования заготовки 24. Согласно одному неограничивающему варианту реализации заготовку 24 деформируют во время ковки на прессе (на этапе 56) для пластической деформации в пределах от 20% до 50% осадки по высоте или другому размеру. Согласно другому неограничивающему варианту реализации во время ковки на прессе (на этапе 56) заготовку пластически деформируют для пластической деформации в пределах от 30% до 40% осадки по высоте или другому размеру. Согласно одному неограничивающему варианту реализации заготовка 24 может быть обработана путем ковки на прессе (на этапе 56) в направлении третьей ортогональной оси 58 до той же самой осаженной высоте, использованной на первом этапе (28) ковки на прессе и/или втором этапе (46) ковки на прессе. Согласно другому неограничивающему варианту реализации заготовка 24 может быть обработана путем ковки на прессе в направлении третьей ортогональной оси 58 до другой осаженной высоты, отличающейся от высоты, использованной на первом этапе (28) ковки на прессе. Согласно другому неограничивающему варианту реализации настоящего изобретения внутренняя область (не показана) заготовки 24 адиабатически нагревают во время этапа (56) ковки на прессе до той же самой температуры, что и на первом этапе (28) ковки на прессе. Согласно другим неограничивающим вариантам реализации высокие скорости деформации, используемые для ковки на прессе (на этапе 56), находятся в тех же самых диапазонах скоростей деформации, которые описаны для первого этапа (28) ковки на прессе.
[0084] Согласно одному неограничивающему варианту реализации, как показано стрелкой 50 на фиг. 3(b), 3(d) и 3(e), заготовка 24 может вращаться (по стрелке 50) до нужной ориентации различной ортогональной оси между последующими этапами ковки на прессе (например, на этапах 46, 56). Как описано выше, такое вращение может быть обозначено как вращение A-B-C. Подразумевается, что при использовании различных конструкций ковочной машины может быть обеспечена возможность вращения плунжера на ковочной машине, вместо вращения заготовки 24, или ковочная машина может быть оборудована многоосевыми плунжерами таким образом, что вращение заготовки и ковочной машины не требуется. Таким образом, вращение в направлении стрелки 50 заготовки 24 может быть ненужным или необязательным этапом. Однако в установках современного промышленного оборудования вращение (по стрелке 50) заготовки для ее ориентации относительно различных ортогональных осей между этапами ковки на прессе является обязательным для завершения процесса (26) всесторонней ковки.
[0085] После ковки на прессе на этапе 56 заготовки 24 в направлении третьей ортогональной оси 58, т.е., в направлении С, как показано на фиг. 3(e), способ 20 необязательно включает этапы, согласно которым обеспечивают возможность охлаждения (на этапе 60) адиабатически нагретой внутренней области (не показана) заготовки до температуры, равной температуре ковки заготовки или близкой к ней, как показано на фиг. 3(f). Времена охлаждения внутренней области могут находиться в диапазоне, например, от 5 сек до 120 сек, от 10 сек до 60 сек или от 5 сек до 5 мин, причем специалисту понятно, что времена охлаждения зависят от размера, формы и состава заготовки 24, а также от характеристик среды, окружающей заготовку.
[0086] В течение периода времени необязательного охлаждения необязательный аспект системы 33 управления нагревом согласно неограничивающим вариантам реализации, описанным в настоящей заявке, включает этап, согласно которому нагревают (на этапе 62) наружную поверхностную область 36 заготовки 24 до температуры, равной температуре ковки заготовки или близкой к ней. Таким образом, заготовку 24 поддерживают в однородных или близких к однородным и по существу изотермических температурных условиях при температуре, равной температуре ковки заготовки или близкой к ней перед каждым ударом процесса всесторонней ковки с высокой скоростью деформации. Согласно неограничивающим вариантам реализации путем использования системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе с обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение заданного времени охлаждения внутренней области температуру заготовки возвращают по существу к однородной температуре, равной температуре ковки заготовки или близкой к ней, между каждым ковочным ударом A-B-C. Согласно другому неограничивающему варианту реализации настоящего изобретения путем использования системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе с обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение заданного периода времени охлаждения внутренней области температуру заготовки возвращают по существу к изотермическим условиям в пределах диапазона температур ковки заготовки между последующими ковочными ударами A-B-C.
[0087] Согласно одному неограничивающему варианту реализации нагревание (на этапе 62) наружной поверхностной области 36 заготовки 24 может быть осуществлено с использованием одного или более наружных нагревающих поверхность механизмов 38 системы 33 управления нагревом. Примеры возможных механизмов 38 нагрева могут включать помимо прочего: пламенные нагреватели, выполненные с возможностью нагревания пламенем; индукционные нагреватели, выполненные с возможностью индукционного нагревания; и/или лучистые нагреватели, выполненные с возможностью нагревания излучением заготовки 24. Другие механизмы и способы для нагревания наружной поверхностной области заготовки будут очевидными для специалистов после рассмотрения настоящего изобретения, и все такие механизмы и способы должны считаться попадающими в объем защиты настоящего изобретения. Один неограничивающий вариант реализации нагревающего поверхность механизма 38 может включать камерную печь (не показана). Камерная печь может быть выполнена с возможностью использования различных механизмов нагрева для нагревания наружной поверхности заготовки, и такие механизмы нагрева могут включать одно или большее количество из пламенных нагревающих механизмов, механизмов лучистого нагревания, индукционных нагревающих механизмов и любой другой подходящий механизма нагрева, известного специалистам в настоящее время или который станет известным впоследствии.
[0088] Согласно другому неограничивающему варианту реализации наружную поверхностную область 36 заготовки 24 дополнительно нагревают (на этапе 62) и поддерживают при температуре, равной температуре ковки заготовки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки, с использованием одного или более подогревателей 40 пресс-формы системы 33 управления нагревом. Подогреватели 40 пресс-формы могут быть использованы для поддерживания температуры штампов 42 или поверхностей 44 штампов для ковки на прессе, равной температуре ковки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки. Согласно одному неограничивающему варианту реализации штампы 42 в системе управления нагревом нагревают до температуры в пределах диапазона от температуры ковки заготовки до температуры на 100°F (55,6°C) ниже температуры ковки заготовки. Подогреватели 40 пресс-формы могут нагревать штампы 42 или поверхность 44 штампов для ковки на прессе с использованием любого подходящего механизма нагрева, известного специалистам в настоящее время или который будет известен впоследствии, включая помимо прочего пламенные нагревающие механизмы, механизмы лучистого нагревания, механизмы контактного нагрева и/или индукционные нагревающие механизмы. Согласно одному неограничивающему варианту реализации подогреватель 40 пресс-формы может быть компонентом камерной печи (не показана). Несмотря на то, что система 33 управления нагревом показана на месте и используется во время этапов (32), (52), (60) уравновешивания в способе (26) всесторонней ковки, показанных на фиг. 2(b), 2(d) и 2(f), следует понимать, что система 33 управления нагревом может присутствовать или не присутствовать на месте во время этапов 28, 46, 56 ковки на прессе, показанных на фиг. 2(a), 2(c) и 2(e).
[0089] Аспект настоящего изобретения включает неограничивающий вариант реализации, согласно которому один или большее количество этапов ковки на прессе вдоль трех ортогональных осей заготовки повторяют, пока в заготовке не будет достигнута суммарная деформация по меньшей мере 1,0. Суммарная деформация представляет собой суммарную истинную деформацию. Термин "истинная деформация" также известен специалистам, как "логарифмическая деформация" или "эффективная деформация". Как показано на фиг. 2, на этапе (g) (этапе 64) повторяют один или большее количество этапов (28), (46), (56) ковки на прессе, пока в заготовке не будет достигнута суммарная деформация по меньшей мере 1,0 или в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Кроме того, считается, что после достижения требуемой деформации на любом из этапов (28), (46) или (56) ковки на прессе дополнительная ковка на прессе является ненужной, и необязательные этапы уравновешивания (т.е., этапы (32), (52) или (60), на которых обеспечивают возможность охлаждения внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней температуре, и этапы (34), (54) или (62), на которых нагревают наружную поверхность заготовки до температуры, равной температуре ковки заготовки или близкой к ней температуре) не являются необходимыми, и заготовка может быть просто охлаждена до окружающей температуры, или согласно одному неограничивающему варианту реализации охлаждена с закаливанием в жидкости, или согласно другому неограничивающему варианту реализации охлаждена воздухом или любым быстрым способом охлаждения.
[0090] Следует понимать, что согласно одному неограничивающему варианту реализации суммарная деформация является суммарной деформацией во всей заготовке после всесторонней ковки, как описано в настоящей заявке. Согласно неограничивающим вариантам реализации настоящего изобретения суммарная деформация может включать равные деформации вдоль каждой ортогональной оси, или суммарная деформация может включать различные деформации на одной или более ортогональных осей.
[0091] Согласно одному неограничивающему варианту реализации после бета-отжига заготовка может быть подвержена всесторонней ковке при двух различных температурах в области альфа-бета фаз. Например, как показано на фиг. 3, повторение этапа (64), показанного на фиг. 2, может включать повторение одного или более этапов (a)-(необязательного b), (c)-(необязательного d) и (e)-(необязательного f) при первой температуре в области альфа-бета фазы, пока не будет достигнута некоторая деформация, с последующим повторением одного или более этапов (a)-(необязательного b), (c)-(необязательного d) и (e)-(необязательного f) при второй температуре в области альфа-бета фазы до тех пор, пока после завершения конечного этапа (a), (b) или (c) ковки на прессе (т.е., этапа (28), (46), (56)) в заготовке не будет достигнута суммарная деформация по меньшей мере 1,0 или деформация в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Согласно одному неограничивающему варианту реализации вторая температура в области альфа-бета фазы ниже, чем первая температура в области альфа-бета фазы. Способ, согласно которому повторяют один или большее количество этапов (a)-(необязательный b), (c)-(необязательный d) и (e)-(необязательный f) при более двух температурах всесторонней ковки на прессе, следует рассматривать как попадающий в объем защиты настоящего изобретения, пока температуры находятся в пределах диапазона температур ковки. Также следует считать, что согласно одному неограничивающему варианту реализации вторая температура в области альфа-бета фазы выше, чем первая температура в области альфа-бета фазы.
[0092] Согласно другому неограничивающему варианту реализации настоящего изобретения для обеспечения однородной деформации во всех направлениях при прессовании вдоль оси А, прессовании вдоль оси В и прессовании вдоль оси С используют различные осадки. Применение всесторонней ковки с высокой скоростью деформации для введения однородной деформации во всех направлениях приводит к уменьшению растрескивания и более равноосной структуре альфа-зерна в заготовке. Например, неоднородная деформация может быть введена в кубическую заготовку путем ковки куба с ребром 4 дюйма (101,6 мм) с высокой скоростью деформации сначала вдоль оси А до высоты 3,0 дюйма (76,2 мм). Эта осадка вдоль оси А вызывает выпучивание заготовки вдоль оси В и оси С. Если вторая осадка в направлении оси В уменьшает размер вдоль оси В до 3,0 дюймов (76,2 мм), в заготовку вводится более значительная деформация вдоль оси В, чем деформация, введенная вдоль оси А. Аналогично, последующий удар в направлении оси С для уменьшения размера заготовки вдоль оси С до 3,0 дюймов (76,2 мм) вводит в заготовку более значительную деформацию вдоль оси С, чем деформация, введенная вдоль оси А или оси В. В качестве другого примера, для введения однородной деформации во всех ортогональных направлениях 4-дюймовую (101,6 мм) кубическую заготовку куют ("прессуют") вдоль оси А до высоты 3,0 дюймов (76,2 мм), поворачивают на 90° и прессуют вдоль оси В до высоты 3,5 дюйма (88,9 мм), затем поворачивают на 90° и прессуют вдоль оси С до высоты 4,0 дюйма (101,6 мм). Эта последняя последовательность в результате приводит к кубу, имеющему приблизительно 4-дюймовые ребра и содержащему однородную деформацию в каждом ортогональном направлении. Общее уравнение для вычисления осадки вдоль каждой ортогональной оси кубической заготовки во время всесторонней ковки с высокой скоростью деформации представлено ниже как Уравнение 1.
Уравнение 1: Деформация=-ln (осаженная высота/исходная высота).
Общее уравнение для вычисления суммарной деформации представлено ниже как Уравнение 2.
Уравнение 2: Суммарная деформация= -ln(осаженная высота/исходная высота).
-ln(осаженная высота/исходная высота).
Различные осадки могут быть достигнуты путем использования подкладных колец в устройстве для ковки, которые обеспечивают различные осаженные высоты, или любым другим способом, известным специалисту.
[0093] Согласно одному неограничивающему варианту реализации настоящего изобретения, как показано на фиг. 5 и с учетом фиг. 3, способ (70) изготовления титанового сплава со сверхтонким зерном включает этапы, согласно которым: выполняют бета-отжиг (на этапе 71) заготовки из сплава титана, охлаждают (на этапе 72) после бета-отжига заготовку 24 до температуры, которая ниже температуры бета-перехода сплава титана в заготовке, нагревают (на этапе 73) заготовку 24 до температуры ковки заготовки, которая находится в пределах диапазона температур ковки заготовки, находящегося в пределах температур области альфа+бета фазы сплава титана заготовки, и выполняют всестороннюю ковку с высокой скоростью деформации (на этапе 74) заготовки, причем указанная всесторонняя ковка с высокой скоростью деформации (на этапе 74) включает подэтап, согласно которому выполняют ковочную осадку вдоль ортогональных осей заготовки до различных осаженных высот. В одном неограничивающем варианте реализации всесторонней ковки (на этапе 74) согласно настоящему изобретению, заготовку 24 прессуют ковкой (на этапе 75) вдоль первой ортогональной оси (оси А) до основной осаженной высоты. Фраза "прессуют ковкой… до основной осаженной высоты", использованная в настоящей заявке, относится к ковке заготовки на прессе вдоль ортогональной оси до требуемого конечного размера заготовки вдоль указанной ортогональной оси. Таким образом, термин "основная осаженная высота" обозначает осаженную высоту, используемую для достижения конечного размера заготовки вдоль каждой ортогональной оси. Все этапы ковки на прессе до основных осаженных высот должны быть выполнены с использованием скорости деформации, достаточной для адиабатического нагрева внутренней области заготовки.
[0094] После ковки (на этапе 75) заготовки 24 на прессе в направлении первой ортогональной оси А до основной осаженной высоты, как показано на фиг. 3 (a), способ (70) необязательно дополнительно включает этап, согласно которому позволяют охлаждаться (на этапе 76, показанном на фиг. 3(b)) адиабатически нагретой внутренней области (не показана) заготовки до температуры, равной температуре ковки заготовки или близкой к ней. Времена охлаждения внутренней области могут находится, например, в диапазоне от 5 сек до 120 сек, от 10 сек до 60 сек или от 5 сек до 5 мин, и специалисту понятно, что требуемые времена охлаждения зависят от размера, формы и состава заготовки, а также от характеристик среды, окружающей заготовку.
[0095] В течение периода времени необязательного охлаждения внутренней области аспект системы 33 управления нагревом согласно неограничивающим вариантам реализации, описанным в настоящей заявке, может включать этап, согласно которому нагревают (на этапе 77) наружную поверхностную область 36 заготовки 24 до температуры, равной температуре ковки заготовки или близкой к ней. Таким образом, заготовку 24 поддерживают в однородных или близких к однородным температурных и по существу изотермических условиях при температуре ковки заготовки или близкой к ней температуре перед каждым ударом всесторонней ковки с высокой скоростью деформации. Согласно некоторым неограничивающим вариантам реализации в результате использования системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе с обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение заданного времени охлаждения внутренней области температура заготовки возвращается по существу к однородной температуре, равной температуре ковки заготовки или близкой к ней температуре, между каждым из ковочных ударов A, B и C. Согласно другим неограничивающим вариантам реализации согласно настоящему изобретению в результате использования системы 33 управления нагревом для нагревания наружной поверхностной области 36 вместе обеспечением возможности охлаждения адиабатически нагретой внутренней области в течение указанного времени охлаждения внутренней области температура заготовки возвращается по существу к однородной температуре, находящейся в пределах диапазона температур ковки заготовки между каждым из ковочных ударов A, B и C.
[0096] Согласно одному неограничивающему варианту реализации нагревание (на этапе 77) наружной поверхностной области 36 заготовки 24 может быть осуществлено с использованием одного или более наружных нагревающих поверхность механизмов 38 системы 33 управления нагревом. Примеры возможных нагревающих наружную поверхность механизмов 38 включают помимо прочего: пламенные нагреватели, выполненные с возможностью нагревания пламенем; индукционные нагреватели, выполненные с возможностью индукционного нагревания; и лучистые нагреватели, выполненные с возможностью нагревания излучением заготовки 24. Другие механизмы и способы для нагревания наружной поверхностной области заготовки будут очевидными для специалистов после рассмотрения настоящего изобретения, и все такие механизмы и способы должны считаться попадающими в объем защиты настоящего изобретения. Один неограничивающий вариант реализации нагревающего поверхность механизма 38 может включать камерную печь (не показана). Камерная печь может быть выполнена с возможностью использования различных механизмов нагрева для нагревания наружной поверхности заготовки, и такие механизмы нагрева могут включать одно или большее количество из пламенных нагревающих механизмов, механизмов лучистого нагревания, индукционных нагревающих механизмов и любой другой подходящий механизма нагрева, известного специалистам в настоящее время или который станет известным впоследствии.
[0097] Согласно другому неограничивающему варианту реализации наружная поверхностная область 36 заготовки 24 может быть нагрета (на этапе 34) и поддержана при температуре, равной температуре ковки заготовки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки, с использованием одного или более подогревателей 40 пресс-формы системы 33 управления нагревом. Подогреватели 40 пресс-формы могут быть использованы для поддерживания температуры штампов 42 или поверхностей 44 штампов для ковки на прессе, равной температуре ковки или близкой к ней, которая находится в пределах диапазона температур ковки заготовки. Согласно одному неограничивающему варианту реализации штампы 42 в системе управления нагревом нагревают до температуры в пределах диапазона от температуры ковки заготовки до температуры на 100°F (55,6°C) ниже температуры ковки заготовки. Подогреватели 40 пресс-формы могут нагревать штампы 42 или поверхность 44 штампов для ковки на прессе с использованием любого подходящего механизма нагрева, известного специалистам в настоящее время или который будет известен впоследствии, включая помимо прочего пламенные нагревающие механизмы, механизмы лучистого нагревания, механизмы контактного нагрева и/или индукционные нагревающие механизмы. Согласно одному неограничивающему варианту реализации подогреватель 40 пресс-формы может быть компонентом камерной печи (не показана). Несмотря на то, что система 33 управления нагревом показана на месте и используется во время этапов охлаждения в способе всесторонней ковки, следует понимать, что система 33 управления нагревом может присутствовать или не присутствовать на месте во время этапов ковки на прессе.
[0098] Согласно одному неограничивающему варианту реализации после ковки на прессе до основной осаженной высоты (на этапе 75) вдоль оси А (как показано на фиг. 3), который также обозначен в настоящей заявке как "осадка A", и после необязательных этапов позволения охлаждаться (на этапе 76) и нагревания (на этапе 77), если эти этапы применены, последующие этапы ковки на прессе для блокирования осаженных высот, которые могут содержать необязательные этапы нагревания и охлаждения, применяют вдоль осей B и C для "оквадрачивания" заготовки (возвращения сторонам заготовки квадратной формы). Фраза " ковка на прессе для блокирования осаженной высоты" в настоящей заявке обозначает ковку на прессе до первой блокированной посредством подкладного кольца осаженной высоты (на этапах (78), (87), (96)) и ковку на прессе до блокированной посредством подкладного кольца осаженной высоты (на этапах (81), (90), (99)), которые определены как этап ковки на прессе, используемый для уменьшения или "оквадрачивания" выпучивания, которое происходит в центральной области любой поверхности после ковки на прессе до основной осаженной высоты. Выпучивание в центре или вблизи центра любой поверхности приводит к объемному напряженному состоянию, созданному в поверхностях, что может привести к растрескиванию заготовки. Этапы ковки на прессе до первой осаженной высоты и ковки на прессе до второй осаженной высоте, также названных в настоящей заявке как первая блокированная осадка, вторая блокированная осадка, или просто как блокированные осадки, используются для деформирования выпирающих поверхностей таким образом, что поверхности заготовки являются плоскими или по существу плоскими перед следующей ковкой на прессе до основной осаженной высоты вдоль ортогональной оси. Этапы блокированной осадки включают ковку на прессе до осаженной высоты, которая больше, чем осаженная высота, используемая на каждом этапе ковки на прессе до основной осаженной высоты. Несмотря на то, что скорость деформации для всех первой и второй блокированных осадок, описанных в настоящей заявке, может быть достаточной для адиабатического нагрева внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатический нагрев во время первой и второй блокированных осадок, возможно, не наблюдается, поскольку суммарная деформация, созданная в первой и второй блокированных осадках, возможно, является недостаточной для заметного адиабатического нагревания заготовки. Поскольку блокированные осадки выполняют до осаженных высот, которые больше, чем используемые в ковке на прессе до основной осаженной высоте, деформация, внесенная в заготовку на этапе блокированной осадки, возможно, является не достаточной для адиабатического нагревания внутренней области заготовки. Как будет видно впоследствии, объединение первой и второй блокированных осадок в процессе всесторонней ковки с высокой скоростью деформации согласно одному неограничивающему варианту реализации приводит к последовательности ковки по меньшей мере в одном цикле, состоящем из ковочных операций: A-B-C-B-C-A-C, причем ковочные операции A, B и C включают ковку на прессе до основной осаженной высоты, а ковочные операции B, C, C и A включают ковку на прессе для осадки до первой или второй блокированных осаженных высот; или согласно другому неограничивающему варианту реализации по меньшей мере один цикл состоит из ковочных операций: A-B-C-B-C-A-C-A-B, причем ковочные операции A, B и C включают ковку на прессе до основной осаженной высоты, а ковочные операции B, C, C, A, A и B включают ковку на прессе до первой или второй блокированной осаженной высоты.
[0099] Как показано на фиг. 3 и 5, согласно одному неограничивающему варианту реализации после этапа ковки на прессе до основной осаженной высоты (на этапе 75) вдоль первой ортогональной оси (осадка А) и, если применены, после необязательных этапов позволения охлаждаться (на этапе 76) и нагревания (на этапе 77), как описано выше, заготовку прессуют ковкой (на этапе 78) вдоль оси В до первой блокированной осаженной высоты. Несмотря на то, что скорость деформации первой блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время первой блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время первой блокированной осадки, может быть недостаточной для заметного адиабатического нагревания заготовки. Необязательно, обеспечена возможность охлаждения (на этапе 79) адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 80) до температуры, равной температуре ковки заготовки или близкой к ней. Все времена охлаждения и способы нагревания для осадки А (на этапе 75), описанной выше и в других вариантах реализации настоящего изобретения, подходят для этапов (79) и (80) и ко всем необязательным последующим этапам, на которых обеспечивают возможность охлаждения внутренней области заготовки и нагревают наружную поверхностную область заготовки.
[0100] Затем заготовку подвергают следующей ковке на прессе (на этапе 81) вдоль оси С для блокированной осадки до второй осаженной высоты, которая больше, чем основная осаженная высота. Первую и вторую блокированные осадки применяют для возвращения заготовки по существу к ее форме перед ковкой. Несмотря на то, что скорость деформации второй блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время второй блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время второй блокированной осадки, может быть недостаточной для заметного адиабатического нагрева заготовки. Необязательно, обеспечивают (на этапе 82) возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 83) до температуры, равной температуре ковки заготовки или близкой к ней.
[0101] Затем заготовку подвергают следующей ковке на прессе (на этапе 84) в направлении второй ортогональной оси, или оси В для осадки до основной осаженной высоты. Ковка на прессе для осадки до основной осаженной высоты вдоль оси В (на этапе 84) обозначена в настоящей заявке как осадка B. После осадки B (на этапе 84) необязательно обеспечивают возможность (на этапе 85) охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 86) до температуры, равной температуре ковки заготовки или близкой к ней.
[0102] Затем заготовку подвергают следующей ковке на прессе (на этапе 87) вдоль оси С для блокированного осаживания до первой осаженной высоты, которая больше, чем основная осаженная высота. Несмотря на то, что скорость деформации первой блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время первой блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время первой блокированной осадки, может быть недостаточной для заметного адиабатического нагрева заготовки. Необязательно, обеспечивают (на этапе 88) возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 89) до температуры, равной температуре ковки заготовки или близкой к ней.
[0103] Затем заготовку подвергают следующей ковке на прессе (на этапе 90) вдоль оси А для блокированной осадки до второй осаженной высоты, которая больше, чем основная осаженная высота. Первую и вторую блокированные осадки применяют для возвращения заготовки по существу к ее форме перед ковкой. Несмотря на то, что скорость деформации второй блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время второй блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время второй блокированной осадки, может быть недостаточной для заметного адиабатического нагрева заготовки. Необязательно, обеспечивают (на этапе 91) возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 92) до температуры, равной температуре ковки заготовки или близкой к ней.
[0104] Затем заготовку подвергают следующей ковке на прессе (на этапе 93) в направлении третьей ортогональной оси, или оси С для осадки до основной осаженной высоты. Ковка на прессе для осадки до основной осаженной высоты вдоль оси С (на этапе 93) обозначена в настоящей заявке как осадка С. После осадки С (на этапе 93) необязательно обеспечивают возможность (на этапе 94) охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 95) до температуры, равной температуре ковки заготовки или близкой к ней.
[0105] Затем заготовку подвергают следующей ковке на прессе (на этапе 96) вдоль оси А для блокированного осаживания до первой осаженной высоты, которая больше, чем основная осаженная высота. Несмотря на то, что скорость деформации первой блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время первой блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время первой блокированной осадки, может быть недостаточной для заметного адиабатического нагрева заготовки. Необязательно, обеспечивают (на этапе 97) возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 98) до температуры, равной температуре ковки заготовки или близкой к ней.
[0106] Затем заготовку подвергают следующей ковке на прессе (на этапе 99) вдоль оси В для блокированной осадки до второй осаженной высоты, которая больше, чем основная осаженная высота. Первую и вторую блокированные осадки применяют для возвращения заготовки по существу к ее форме перед ковкой. Несмотря на то, что скорость деформации второй блокированной осадки может быть достаточной для адиабатического нагревания внутренней области заготовки, согласно одному неограничивающему варианту реализации адиабатическое нагревание во время второй блокированной осадки может не наблюдаться, поскольку деформация, внесенная во время второй блокированной осадки, может быть недостаточной для заметного адиабатического нагрева заготовки. Необязательно, обеспечивают (на этапе 100) возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, в то время как наружную поверхностную область заготовки нагревают (на этапе 101) до температуры, равной температуре ковки заготовки или близкой к ней.
[0107] Как показано на фиг. 5, согласно неограничивающим вариантам реализации один или большее количество этапов (75), (78), (81), (84), (87), (90), (93), (96) и (99) ковки на прессе повторяют (на этапе 102), пока не будет достигнута степень суммарной деформации сплава титана в указанной заготовке по меньшей мере 1,0. Согласно другому неограничивающему варианту реализации один или большее количество этапов (75), (78), (81), (84), (87), (90), (93), (96) и (99) ковки на прессе повторяют (на этапе 102), пока в заготовке из титанового сплава не будет достигнута степень суммарной деформации в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Следует понимать, что после достижения требуемой деформации по меньшей мере 1,0 или согласно другому варианту реализации требуемой деформации в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5 на любом из этапов (75), (78), (81), (84), (87), (90), (93), (96) и (99) ковки на прессе необязательные промежуточные этапы уравновешивания (т.е., этапы (76), (79), (82), (85), (88), (91), (94), (97) или (100), согласно которым обеспечивают возможность охлаждения внутренней области заготовки, и этапы (77), (80), (83), (86), (89), (92), (95), (98) или (101), на которых нагревают наружную поверхность заготовки) не являются необходимыми, и заготовка может быть охлаждена до окружающей температуры. Согласно одному неограничивающему варианту реализации охлаждение включает закаливание в жидкости, такое как, например, закаливание в воде. Согласно другому неограничивающему варианту реализации охлаждение включает охлаждение со скоростью охлаждения воздушным потоком или более быстрое охлаждение.
[0108] Процесс, описанный выше, включает повторную последовательность ковки на прессе для осадки до основной осаженной высоты, сопровождаемой ковкой на прессе для блокированной осадки до первой и второй осаженных высот. Последовательность ковки, которая представляет собой один полный цикл всесторонней ковки, описанный выше в неограничивающем варианте реализации, может быть представлена как ковочные операции A-B-C-B-C-A-C-A-B, причем операции (удары), которые обозначены полужирным шрифтом и подчеркнуты, предназначены для осадки до основной осаженной высоты, а операции, которые не обозначены полужирным шрифтом и не подчеркнуты, представляют собой первую или вторую блокированные осадки. Следует понимать, что все осадки ковки на прессе, включая операции ковки на прессе для осадки до основных осаженных высот, а также первые и вторые блокированные осадки процесса всесторонней ковки согласно настоящему изобретению выполняются с высокой скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки, причем, например, и без ограничения скорость деформации находится в диапазоне от 0,2 с-1 до 0,8 с-1 или в диапазоне от 0,2 с-1 до 0,4 с-1. Также следует понимать, что адиабатический нагрев по существу может не происходить во время первых и вторых блокированных осадок по причине пониженной степени деформации при этих осадках по сравнению с основными осадками. Также следует понимать, что между последовательными ковочными осадками, в качестве необязательных, присутствуют этапы, на которых обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки до температуры, равной температуре ковки заготовки или близкой к ней, и на которых нагревают наружную поверхность заготовки до температуры, равной температуре ковки заготовки или близкой к ней, с использованием системы управления нагревом, описанной в настоящей заявке. Считается, что эти необязательные этапы могут быть более предпочтительными при использовании способа согласно настоящему изобретению для обработки заготовок, имеющих большие размеры. Дополнительно подразумевается, что последовательность ковочных операций A-B-C-B-C-A-C-A-B согласно описанному в настоящей заявке варианту реализации может быть повторена полностью или частично до достижения в заготовке степени суммарной деформации по меньшей мере 1,0 или в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5.
[0109] Выпучивание в заготовке является результатом комбинации блокирования штампом поверхности и присутствия более горячего материала в центре заготовки. При увеличении выпучивания центр каждой поверхности подвергается действию растущих объемных нагрузок, которые могут инициировать растрескивание. В последовательности A-B-C-B-C-A-C-A-B использование блокированных осадок между каждой операцией ковки на прессе для осадки до основной осаженной высоты снижает тенденцию к трещинообразованию в заготовке. Согласно одному неограничивающему варианту реализации, если заготовка имеет форму куба, первая блокированная осадка до первой осаженной высоты может быть выполнена до осаженной высоты, которая на 40-60% больше, чем основная осаженная высота. Согласно одному неограничивающему варианту реализации, если заготовка имеет форму куба, вторая блокированная осадка до второй осаженной высоты может быть выполнена до к осаженной высоты, которая на 15-30% больше, чем основная осаженная высота. Согласно другому неограничивающему варианту реализации первая осаженная высота при блокированной осадке может быть по существу эквивалентна второй осаженной высоте при блокированной осадке.
[0110] В неограничивающих вариантах реализации термоуправляемой всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению после суммарной деформации до степени по меньшей мере 1,0 или в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5 средний размер зерна альфа-частиц в заготовке составляет 4 мкм или меньше, который, как полагают, является сверхмелким размером зерна (UFG). Согласно одному неограничивающему варианту реализации настоящего изобретения применение суммарной деформации в степени по меньшей мере 1,0 или в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5 позволяет сформировать зерна, которые являются равноосными.
[0111] Согласно одному неограничивающему варианту реализации способа согласно настоящему изобретению, включающему всестороннюю ковку и использование необязательной системы управления нагревом, рабочую поверхность штампующего заготовку пресса смазывают известными смазками, такими как помимо прочего графит, стеклосмазка и/или другие известные консистентные смазки.
[0112] Согласно некоторым неограничивающим вариантам реализации способов согласно настоящему изобретению заготовка содержит титановый сплав, выбранный из двухфазных титановых сплавов с альфа-бета-структурой и метастабильных бета-сплавов титана. Согласно другому неограничивающему варианту реализации заготовка содержит двухфазный титановый сплав с альфа-бета-структурой. Согласно еще одному неограничивающему варианту реализации заготовка содержит метастабильный бета-титановый сплав. Согласно одному неограничивающему варианту реализации титановый сплав, обработанный способом согласно настоящему изобретению, имеет эффективное альфа-выделение фазы и кинетику роста, которые медленнее, чем кинетика сплава Ti-6-4 (UNS R56400), и такая кинетика может быть обозначена в настоящей заявке как "более медленная альфа-кинетика". Согласно одному неограничивающему варианту реализации более медленная альфа-кинетика может быть достигнута, если диффузионная способность наиболее медленно диффундирующих составляющих частиц в титановом сплаве является более медленной, чем диффузионная способность алюминия в сплаве Ti-6-4 при температуре (Tβ) бета-перехода. Например, сплав Ti-6-2-4-2 имеет более медленную альфа-кинетику, чем сплав Ti-6-4, в результате присутствия дополнительных стопорящих зерна элементов, таких как кремний, в сплаве Ti-6-2-4-2. Кроме того, сплав Ti-6-2-4-6 имеет более медленную альфа-кинетику, чем сплав Ti-6-4, в результате присутствия дополнительных стабилизирующих бета-фазу в сплаве добавок, таких как молибден, содержание которого в данном сплаве является более высоким, чем в сплаве T-6-4. Результат более медленной альфа-кинетики в данных сплавах состоит в том, что бета-отжиг сплавов Ti-6-2-4-6 и Ti-6-2-4-2 перед всесторонней ковкой с высокой скоростью деформации позволяет достичь относительно мелкий и устойчивый размер альфа-пакета и мелкую структуру бета-фазы по сравнению со сплавом Ti-6-4 и некоторыми другими титановыми сплавами, имеющими более быстрое выделение альфа-фазы и кинетику роста, чем у сплавов Ti-6-2-4-6 и Ti-6-2-4-2. Выражение "более медленная альфа-кинетика" подробно описано выше в настоящей заявке. Примеры титановых сплавов, которые могут быть обработаны с использованием вариантов реализации способов согласно настоящему изобретению, включают помимо прочего сплав Ti-6-2-4-2, сплав Ti-6-2-4-6, сплав ATI 425® (сплав Ti-4Al-2,5V), сплав Ti-6-6-2 и сплав Ti-6Al-7Nb.
[0113] Неограничивающий вариант реализации способа согласно настоящему изобретению включает этапы бета-отжига, согласно которым: нагревают заготовку до температуры бета-отжига, выдерживают заготовку при температуре бета-отжига в течение периода времени, достаточного для формирования микроструктуры со 100%-ой бета-фазой титана в заготовке, и охлаждают заготовку непосредственно до температуры, равной температуре ковки заготовки или близкой к ней. Согласно некоторым неограничивающим вариантам реализации температура бета-отжига находится в диапазоне температур от температуры бета-перехода сплава титана до температуры, которая на 300°F (111°C) выше температуры бета-перехода сплава титана. Согласно неограничивающим вариантам реализации время бета-отжига составляет от 5 минут до 24 часов. Специалисту после прочтения настоящего описания будет понятно, что другие температуры бета-отжига и времена бета-отжига также попадают в объем защиты вариантов реализации настоящего изобретения, и, например, для относительно больших заготовок могут потребоваться относительно повышенные температуры бета-отжига и/или более длительные времена бета-отжига для формирования 100%-ной микроструктуры бета-фазы титана.
[0114] Согласно некоторым неограничивающим вариантам реализации, в которых заготовку поддерживают при температуре бета-отжига для формирования микроструктуры со 100%-ной бета-фазой, заготовка также может быть пластически деформирована при температуре пластической деформации в области бета-фазы сплава титана до охлаждения заготовки до температуры, равной температуре ковки заготовки или близкой к ней, или до окружающей температуры. Пластическая деформация заготовки может содержать по меньшей мере одно из вытяжки, ковки осадкой и всесторонней ковки с высокой скоростью деформации заготовки. Согласно одному неограничивающему варианту реализации пластическая деформация в области бета-фазы включает ковку осадкой заготовки до достижения степени деформации в результате осадки в области бета-фазы в диапазоне от 0,1 до 0,5. Согласно некоторым неограничивающим вариантам реализации температура пластической деформации находится в диапазоне температур пластической деформации от температуры бета-перехода сплава титана до температуры на 300°F (111°C) выше температуры бета-перехода сплава титана включительно.
[0115] На фиг. 6 показан температурно-временной график термомеханической обработки неограничивающим способом пластического деформирования заготовки выше температуры бета-перехода и непосредственного охлаждения до температуры ковки заготовки. Как показано на фиг. 6, неограничивающий способ 200 включает этап 202, на котором нагревают заготовку из сплава титана, имеющего альфа-выделение и кинетику роста, которые медленнее, чем у сплава Ti-6-4, например, до температуры 204 бета-отжига, которая выше температуры 206 бета-перехода сплава титана, и этап 208, на котором выдерживают или "томят" заготовку при температуре 204 бета-отжига для формирования микроструктуры полностью с бета фазой титана в заготовке. Согласно одному неограничивающему варианту реализации настоящего изобретения после томления на этапе 208 заготовка может быть пластически деформирована на этапе 210. Согласно одному неограничивающему варианту реализации этап 210 пластического деформирования включает ковку осадкой. Согласно одному неограничивающему варианту реализации этап 210 пластического деформирования включает ковку осадкой до истинной деформации 0,3. Согласно одному неограничивающему варианту реализации этап 210 пластического деформирования включает термоуправляемую всестороннюю ковку с высокой скоростью деформации (не показана на фиг. 6) при температуре бета-отжига.
[0116] Как показано на фиг. 6, после пластической деформации 210 в области бета-фазы согласно одному неограничивающему варианту реализации заготовку охлаждают на этапе 212 до температуры 214 ковки заготовки в области альфа+бета-фаз сплава титана. Согласно одному неограничивающему варианту реализации охлаждение на этапе 212 содержит охлаждение со скоростью охлаждения воздушным потоком или более быстрое охлаждение. Согласно другому неограничивающему варианту реализации охлаждение включает закаливание в жидкости, такое как, например, закаливание в воде. После охлаждения на этапе 212 заготовку подвергают всесторонней ковке при температуре 214 с высокой скоростью деформации согласно некоторым неограничивающим вариантам реализации настоящего изобретения. Согласно одному неограничивающему варианту реализации, как показано на фиг. 6, заготовку ударяют или куют на прессе 12 раз, т.е. вдоль трех ортогональных осей заготовки непоследовательно куют на прессе в общей сложности 4 раза вдоль каждой оси. Иными словами, как показано на фиг. 2 и 6, цикл, включающий этапы (a)-(необязательный b), (c)-(необязательный d) и (e)-(необязательный f), выполняют 4 раза. Согласно одному неограничивающему варианту реализации, как показано на фиг. 6, после последовательности всесторонней ковки, состоящей из 12 ударов, суммарная деформация может быть равна, например, по меньшей мере 1,0 или может находиться в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. После всесторонней ковки на этапе 214 заготовку охлаждают на этапе 216 до окружающей температуры. Согласно одному неограничивающему варианту реализации охлаждение на этапе 216 включает охлаждение со скоростью охлаждения воздушным потоком или более быстрое охлаждение, но другие формы охлаждения, такие как помимо прочего закаливание в текучей среде или жидкости, также попадают в объем защиты вариантов реализации настоящего изобретения, описанных в настоящей заявке.
[0117] Неограничивающий аспект настоящего изобретения включает всестороннюю ковку с высокой скоростью деформации при двух температурах в области альфа+бета-фаз. На фиг. 7 показан температурно-временной график термомеханической обработки неограничивающим способом согласно настоящему изобретению, включающий этапы, согласно которым выполняют всестороннюю ковку заготовки из титанового сплава при первой температуре ковки заготовки, необязательно используют неограничивающий вариант реализации средства для термоуправления, описанного выше, охлаждают до второй температуры ковки заготовки в области альфа+бета-фаз, выполняют всестороннюю ковку заготовки из титанового сплава при второй температуре ковки заготовки и необязательно используют неограничивающий вариант реализации средства для тепрмоуправления, описанного в настоящей заявке.
[0118] Как показано на фиг. 7, неограничивающий способ 230 согласно настоящему изобретению включает этапы, согласно которым нагревают на этапе 232 заготовку до температуры 234 бета-отжига, которая выше температуры 236 бета-перехода сплава и выдерживают или томят на этапе 238 заготовку при температуре 234 бета-отжига для формирования в заготовке из титанового сплава микроструктуры, полностью состоящей из бета-фазы. После томления на этапе 238 заготовка может быть пластически деформирована на этапе 240. Согласно одному неограничивающему варианту реализации пластическое деформирование на этапе 240 включает ковку осадкой. Согласно другому неограничивающему варианту реализации пластическое деформирование на этапе 240 включает ковку осадкой до степени деформации 0,3. Согласно еще одному неограничивающему варианту реализации пластическое деформирование заготовки на этапе 240 включает всестороннюю ковку с высокой скоростью деформации (не показана на фиг. 7) при температуре бета-отжига.
[0119] Как показано на фиг. 7, после пластического деформирования на этапе 240 в области бета-фазы заготовку охлаждают на этапе 242 до первой температуры 244 ковки заготовки в области альфа+бета-фаз сплава титана. Согласно неограничивающим вариантам реализации охлаждение на этапе 242 включает одно из воздушного охлаждения и закаливания в жидкости. После охлаждения на этапе 242 заготовку подвергают всесторонней ковке на этапе 246 с высокой скоростью деформации при первой температуре ковки заготовки и необязательно используют систему управления нагревом согласно неограничивающим вариантам реализации, описанным в настоящей заявке. Согласно одному неограничивающему варианту реализации, показанному на фиг. 7, заготовку ударяют или куют на прессе при первой температуре ковки заготовки 12 раз с поворотом на 90° между ударами, т.е., вдоль трех ортогональных осей заготовку куют на прессе 4 раза вдоль каждой оси. Иными словами, как показано на фиг. 2, цикл, включающий этапы (a)-(необязательный b), (c)-(необязательный d) и (e)-(необязательный f), выполняют 4 раза. Согласно одному неограничивающему варианту реализации, как показано на фиг. 7, после всесторонней ковки заготовки с высокой скоростью деформации на этапе 246 при первой температуре ковки заготовку из титанового сплава охлаждают на этапе 248 до второй температуры ковки заготовки на этапе 250 в области альфа+бета-фаз. После охлаждения на этапе 248 заготовку подвергают всесторонней ковке 250 с высокой скоростью деформации при второй температуре ковки заготовки и необязательно используют систему управления нагревом согласно неограничивающим вариантам реализации, описанным в настоящей заявке. Согласно одному неограничивающему варианту реализации, как показано на фиг. 7, заготовку ударяют или куют на прессе при второй температуре ковки заготовки в общей сложности 12 раз. Следует понимать, что количество ударов по заготовке из титанового сплава при первой и второй температурах ковки заготовки может быть изменено в зависимости от требуемой истинной деформации и требуемого конечного размера зерна, причем количество ударов, которое является подходящим, может быть определено без неоправданного экспериментирования после рассмотрения настоящего изобретения. После всесторонней ковки на этапе 250 при второй температуре ковки заготовку охлаждают на этапе 252 до окружающей температуры. Согласно неограничивающим вариантам реализации охлаждение на этапе 252 включает одно из воздушного охлаждения и закаливания в жидкости до окружающей температуры.
[0120] Согласно одному неограничивающему варианту реализации первая температура ковки заготовки находится в первом диапазоне температур ковки от температуры, которая более чем на 100°F (55,6°C) ниже температуры бета-перехода сплава титана, до температуры, которая на 500°F (277,8°C) ниже температуры бета-перехода сплава титана, т.е., первая температура T1 ковки заготовки находится в диапазоне: Tβ-100°F>T1≥Tβ-500°F. Согласно одному неограничивающему варианту реализации вторая температура ковки заготовки находится во втором диапазоне температур ковки от температуры, которая более чем на 200°F (277,8°C) ниже температуры бета-перехода сплава титана, до температуры, которая на 700°F (388,9°C) ниже температуры бета-перехода, т.е., вторая температура T2 ковки заготовки находится в диапазоне: Tβ-200°F>T2≥Tβ-700°F. Согласно одному неограничивающему варианту реализации заготовка из титанового сплава содержит сплав Ti-6-2-4-2; первая температура заготовки составляет 1650°F (898,9°C); и вторая температура ковки заготовки составляет 1500°F (815,6°C).
[0121] На фиг. 8 показан температурно-временной график термомеханической обработки неограничивающим способом согласно настоящему изобретению для пластического деформирования заготовки, включающим нагревание титанового сплава до температуры, которая выше температуры бета-перехода, и охлаждение заготовки до температуры ковки с одновременным использованием термоуправляемой всесторонней ковки заготовки с высокой скоростью деформации согласно неограничивающим вариантам реализации, описанным в настоящей заявке. Как показано на фиг. 8, неограничивающий способ 260 использования термоуправляемой всесторонней ковки с высокой скоростью деформации для измельчения зерна сплава титана включает этапы, согласно которым нагревают на этапе 262 заготовку до температуры 264 бета-отжига, которая выше температуры 266 бета-перехода сплава титана, и выдерживают или томят на этапе 268 заготовку при температуре 264 бета-отжига для формирования в заготовке микроструктуры, полностью состоящей из бета-фазы. После томления на этапе 268 при температуре бета-отжига заготовку пластически деформируют на этапе 270. Согласно одному неограничивающему варианту реализации пластическое деформирование на этапе 270 может включать термоуправляемую всестороннюю ковку с высокой скоростью деформации. Согласно одному неограничивающему варианту реализации заготовку подвергают повторной всесторонней ковке на этапе 272 с высокой скоростью деформации с использованием необязательной системы управления нагревом, описанной выше в настоящей заявке, для охлаждения заготовки ниже температуры бета-перехода. На фиг. 8 показаны три промежуточных этапа 272 всесторонней ковки с высокой скоростью деформации, но следует понимать, что в случае необходимости могут быть использованы большее или меньшее количество промежуточных этапов 272 всесторонней ковки с высокой скоростью деформации. Промежуточные этапы 272 всесторонней ковки с высокой скоростью деформации расположены между исходным этапом 270 всесторонней ковки с высокой скоростью деформации при температуре томления и конечным этапом 274 всесторонней ковки с высокой скоростью деформации в области альфа+бета-фаз сплава титана. Несмотря на то, что на фиг. 8 показан один конечный этап всесторонней ковки с высокой скоростью деформации, на котором температура заготовки остается полностью в области альфа+бета-фаз, после прочтения настоящего описания будет понятно, что для дополнительной обработки зерна в области альфа+бета-фаз могут быть выполнены два и большее количество этапов всесторонней ковки. Согласно неограничивающим вариантам реализации настоящего изобретения по меньшей мере один конечный этап всесторонней ковки с высокой скоростью деформации выполняют полностью при температурах в области альфа+бета-фаз заготовки из титанового сплава.
[0122] Поскольку этапы 270, 272, 274 всесторонней ковки выполняют во время охлаждения заготовки до температур ниже температуры бета-перехода сплава титана, способ согласно одному варианту реализации, показанному на фиг. 8, в настоящей заявке назван как "всесторонняя ковка с высокой скоростью деформации с пересечением бета-перехода". Согласно одному неограничивающему варианту реализации система 33 управления нагревом (как показано на фиг. 3) используется при всесторонней ковке с пересечением бета-перехода для поддерживания заготовки при однородной или по существу однородной температуре перед каждым ударом при каждой температуре ковки с пересечением бета-перехода и, необязательно, для замедления скорости охлаждения. После конечного этапа 274 всесторонней ковки, которую выполняют при температуре ковки заготовки в области альфа+бета-фаз, заготовку охлаждают на этапе 276 до окружающей температуры. Согласно одному неограничивающему варианту реализации охлаждение на этапе 276 включает воздушное охлаждение.
[0123] Неограничивающие варианты реализации всесторонней ковки с использованием системы управления нагревом, описанной выше, могут быть использованы для обработки заготовок из титанового сплава, имеющих поперечные сечения больше, чем 4 кв. дюйма (25,8 см2), с использованием известного кузнечнопрессового оборудования, и размер заготовок, имеющих кубическую форму, может быть масштабирован для согласования с характеристиками конкретного пресса. Было определено, что альфа-ламеллы или пакеты из β-отожженной структуры легко крошатся до мелкого однородного альфа-зерна в температурах ковки заготовки согласно неограничивающим вариантам реализации, описанным в настоящей заявке. Также, было определено, что снижение температуры ковки заготовки приводит к уменьшению размера альфа-частиц (размера зерна).
[0124] Без углубления в конкретные теории, предполагается, что обработка зерна, которая имеет место в неограничивающих вариантах реализации термоуправляемой всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению, происходит путем метадинамической рекристаллизации. В известном процессе всесторонней ковки с низкой скоростью деформации динамическая рекристаллизация происходит мгновенно во время деформирования материала. Предполагается, что при всесторонней ковке с высокой скоростью деформации согласно настоящему изобретению метадинамическая рекристаллизация происходит в конце каждой деформации или каждого ковочного удара, несмотря на то, что по меньшей мере внутренняя область заготовки является горячей в результате адиабатического нагревания. Остаточное адиабатическое тепло, времена охлаждения внутренней области и нагревание наружной поверхностной области влияют на степень обработки зерна в неограничивающих вариантах реализации термоуправляемой всесторонней ковки с высокой скоростью деформации согласно настоящему изобретению.
[0125] Были дополнительно разработаны альтернативные способы согласно настоящему изобретению, обеспечивающие некоторые преимущества перед способом, описанным выше, включающим всестороннюю ковку с использованием системы управления нагревом и заготовки в форме куба, содержащей титановый сплав. Предполагается, что по меньшей мере одно из (1) кубической геометрии заготовки, используемой в некоторых вариантах реализации термоуправляемой всесторонней ковки, описанной в настоящей заявке, (2) охлаждения штампа (т.е., обеспечения возможности снижения температуры штампов значительно ниже температуры ковки заготовки) и (3) использования высоких скоростей деформации может привести к нежелательной концентрации деформации в центральной области заготовки.
[0126] Альтернативные способы согласно настоящему изобретению могут способствовать достижению в целом однородного мелкого зерна, очень мелкого зерна или сверхмелкого размера зерна по всему объему заготовки сортового размера из титанового сплава. Иными словами, заготовка, обработанная такими альтернативными способами, может иметь требуемый размер зерна, такой как сверхмелкое, по всему объему заготовки, а не только в ее центральной области. Неограничивающие варианты реализации таких альтернативных способов включают этапы "многократной осадки и вытяжки", примененные к заготовкам, имеющим поперечные сечения больше 4 кв. дюймов (25,8 см2). Многократные этапы осадки и вытяжки предназначены для создания микроструктуры с однородным мелким зерном, очень мелким зерном или сверхмелким зерном по всей заготовке с одновременным сохранением по существу исходных размеров заготовки. Поскольку такие альтернативные способы включают многократные этапы осадки и вытяжки, они обозначены в настоящей заявке как варианты реализации способа многократной осадки и вытяжки (MUD). Способ многократной осадки и вытяжки (MUD) включает интенсивное пластическое деформирование и позволяет формировать однородные сверхмелкие зерна в заготовках сортового размера (например, 30 дюймов (76,2 см) длиной) из титанового сплава. Согласно неограничивающим вариантам реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению указанные скорости деформации, используемые на этапах ковки осадкой и ковки вытяжкой, находятся в диапазоне от 0,001 с-1 до 0,02 с-1. Напротив, скорости деформации, обычно используемые на этапах известной открытой ковки осадкой и ковки вытяжкой, находятся в диапазоне от 0,03 с-1 до 0,1 с-1. Скорость деформации при многократной осадке и вытяжке является достаточно медленной для предотвращения адиабатического нагревания заготовки с поддержанием температуры ковки под контролем, но все же указанная скорость деформации является приемлемой для случаев коммерческого применения.
[0127] Схематическое представление неограничивающих вариантов реализации способа многократной осадки и вытяжки (MUD) приведено на фиг. 9, и блок-схема некоторых вариантов реализации способа многократной осадки и вытяжки (MUD) приведена на фиг. 10. Как показано на фиг. 9 и 10, неограничивающий способ 300 измельчения зерен в заготовке, содержащей титановый сплав, с использованием этапов ковки с многократной осадкой и вытяжкой, включает этап, согласно которому нагревают удлиненную заготовку 302 из титанового сплава до температуры ковки в области альфа+бета-фаз сплава титана. Согласно одному неограничивающему варианту реализации удлиненная заготовка имеет форму цилиндра или форма, подобную форме цилиндра. Согласно другому неограничивающему варианту реализации заготовка имеет форму восьмигранника или правильного октагона.
[0128] Удлиненная заготовка имеет исходное поперечное сечение. Например, согласно одному неограничивающему варианту реализации способ многократной осадки и вытяжки согласно настоящему изобретению, в котором исходная заготовка представляет собой цилиндр, исходный размер поперечного сечения представляет собой диаметр цилиндра. Согласно одному неограничивающему варианту реализации способ многократной осадки и вытяжки (MUD) согласно настоящему изобретению, в котором исходная заготовка представляет собой восьмигранник, исходный поперечный размер представляет собой диаметр круга, описывающего восьмиугольное поперечное сечение, т.е., диаметр круга, который проходит через все вершины восьмиугольного поперечного сечения.
[0129] Когда удлиненная заготовка находится при температуре ковки заготовки, заготовку куют осадкой на этапе 304. После ковки осадкой на этапе 304 согласно одному неограничивающему варианту реализации заготовку вращают на 90° до достижения ориентации 306 и затем подвергают многопроходной ковке вытяжкой на этапе 312. Фактическое вращение заготовки является необязательным, и задача этого этапа состоит в том, чтобы расположить заготовку в правильной ориентации (как показано на фиг. 9) относительно устройства для ковки с последующей многопроходной ковкой вытяжкой на этапе 312.
[0130] Многопроходная ковка вытяжкой включает вращение с приращением (показано стрелкой 310) заготовки в направлении вращения (указанном стрелкой 310), сопровождаемое ковкой вытяжкой на этапе 312 заготовки после каждого приращения вращения. Согласно неограничивающим вариантам реализации вращение с приращением на этапе 310 и ковку вытяжкой на этапе 312 повторяют, пока заготовка не вернется к исходному поперечному размеру. Согласно одному неограничивающему варианту реализации этапы ковки осадкой и многопроходных ковок вытяжкой повторяют, пока в заготовке не будет достигнута суммарная деформация по меньшей мере 1,0. Другой неограничивающий вариант реализации включает повторение этапов нагревания, ковки осадкой и многопроходных ковок вытяжкой, пока в заготовке не будет достигнута суммарная деформация в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Согласно еще одному неограничивающему варианту реализации этапы нагревания, ковки осадкой и многопроходных ковок вытяжкой повторяют, пока в заготовке не будет достигнута суммарная деформация по меньшей мере 10. Ожидается, что когда в результате ковки многократной осадкой и вытяжкой в заготовке достигнута суммарная деформация 10, в заготовке сформирована сверхмелкозернистая альфа-микроструктура, и увеличение суммарной деформации, внесенной в заготовку, имеет результатом уменьшение средних размеров зерна.
[0131] Согласно одному аспекту настоящего изобретения во время этапов осадки и многопроходной вытяжки должна быть использована скорость деформации, которая достаточна для приведения к интенсивному пластическому деформированию заготовки из титанового сплава, что согласно неограничивающим вариантам реализации дополнительно приводит к формированию зерна сверхмелкого размера. Согласно одному неограничивающему варианту реализации скорость деформации, используемая при ковке осадкой, находится в диапазоне от 0,001 с-1 до 0,003 с-1. Согласно другому неограничивающему варианту реализации скорость деформации, используемая в многопроходных этапах ковки вытяжкой, находится в диапазоне от 0,01 с-1 до 0,02 с-1. В Заявке '538 описано, что скорости деформации в этих диапазонах не приводят к адиабатическому нагреву заготовки, что обеспечивает возможность управления температурой заготовки и является достаточным основанием для экономически приемлемой коммерческой практики.
[0132] Согласно одному неограничивающему варианту реализации после завершения способа многократной осадки и вытяжки (MUD) заготовка имеет по существу начальные размеры исходного удлиненного изделия, такого как, например, цилиндр 314 или восьмигранник 316. Согласно другому неограничивающему варианту реализации после завершения способа многократной осадки и вытяжки (MUD) заготовка имеет по существу то же самое поперечное сечение, что и исходная заготовка. Согласно одному неограничивающему варианту реализации одиночная осадка требует, чтобы многочисленные удары вытяжки и промежуточные вращения возвратили заготовку к форме, имеющей исходное поперечное сечение заготовки.
[0133] Согласно одному неограничивающему варианту реализации способ многократной осадки и вытяжки (MUD), в котором заготовка, например, имеет форму цилиндра, вращение с приращением и ковка вытяжкой дополнительно включают многократные этапы вращения цилиндрической заготовки с приращениями на 15° с последующей ковкой вытяжкой, пока цилиндрическая заготовка не совершит оборот в 360° с ковкой вытяжкой при каждом приращении. Согласно одному неограничивающему варианту реализации способ многократной осадки и вытяжки (MUD), в котором заготовка имеет форму цилиндра, после каждой ковки осадкой для приведения заготовки по существу к ее исходному поперечному размеру применены двадцать четыре этапа ковки вытяжкой с промежуточным вращением с приращением между последовательными этапами ковки вытяжкой. Согласно другому неограничивающему варианту реализации, в котором заготовка имеет форму восьмиугольного цилиндра, вращение с приращением и ковка вытяжкой дополнительно включают многократные этапы вращения цилиндрической заготовки с приращением на 45° и с последующей ковкой вытяжкой, пока цилиндрическая заготовка не совершит оборот в 360° с ковкой вытяжкой при каждом приращении. Согласно одному неограничивающему варианту реализации способ многократной осадки и вытяжки (MUD), в котором заготовка имеет форму восьмигранника, после каждой ковки осадкой для приведения заготовки по существу к ее исходному поперечному размеру используют восемь этапов ковки, разделенных вращением с приращением заготовки. В неограничивающих вариантах реализации способа многократной осадки и вытяжки (MUD) было замечено, что манипуляция восьмигранника посредством погрузочно-разгрузочного оборудования оказалась более точной, чем манипуляция цилиндра погрузочно-разгрузочным оборудованием. Также было замечено, что манипуляция восьмигранника погрузочно-разгрузочным оборудованием согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) оказалась более точной, чем манипуляция заготовки, имеющей форму куба, с использованием ручных щипцов согласно неограничивающим вариантам реализации термоуправляемого способа всесторонней ковки с высокой скоростью деформации, описанного в настоящей заявке. Следует понимать при рассмотрении настоящего описания, что другие последовательности ковки вытяжкой, каждая из которых может содержать множество этапов ковки вытяжкой и промежуточных вращений с приращением на конкретное количество градусов, могут быть использованы для заготовок, имеющих другие формы поперечного сечения, таким образом, что окончательная форма заготовки после ковки вытяжкой является по существу той же самой, что и исходная форма заготовки до ковки осадкой. Указанные другие возможные последовательности могут быть определены специалистом без неоправданного экспериментирования и должны рассматриваться как попадающие в объем защиты настоящего изобретения.
[0134] Согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению температура ковки заготовки включает температуру в пределах диапазона температур ковки заготовки. Согласно одному неограничивающему варианту реализации температура ковки заготовки находится в диапазоне температур от температуры на 100°F (55,6°C) ниже температуры (Tβ) бета-перехода сплава титана до температуры на 700°F (388,9°C) ниже температуры бета-перехода сплава титана. Согласно другому неограничивающему варианту реализации температура ковки заготовки находится в диапазоне температур от температуры на 300°F (166,7°C) ниже температуры бета-перехода сплава титана до температуры на 625°F (347°C) ниже температуры бета-перехода сплава титана. Согласно одному неограничивающему варианту реализации нижний конец диапазона температур ковки заготовки представляет собой температуру в области альфа+бета-фаз, при которой по существу не происходит повреждение поверхности заготовки во время ковочного удара, как может быть определено без неоправданного экспериментирования специалистом.
[0135] Согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению диапазон температур ковки заготовки для сплава Ti-6-2-4-2, который имеет температуру (Tβ) бета-перехода примерно 1820°F (993,3°C), может составлять, например, от 1120°F (604,4C) до 1720°F (937,8°C) или согласно другому неограничивающему варианту реализации от 1195°F (646,1°C) до 1520°F (826,7°C).
[0136] Неограничивающие варианты реализации способа многократной осадки и вытяжки (MUD) включают многократные этапы повторного нагревания. Согласно одному неограничивающему варианту реализации заготовку из титанового сплава нагревают до температуры ковки заготовки после ковки осадкой заготовки из титанового сплава. Согласно другому неограничивающему варианту реализации заготовку из титанового сплава нагревают до температуры ковки заготовки перед этапом ковки вытяжкой многопроходной ковки вытяжкой. Согласно другому неограничивающему варианту реализации заготовку нагревают при необходимости возвращения фактической температуры заготовки к температуре, близкой к температуре ковки заготовки, после этапа ковки осадкой или ковки вытяжкой.
[0137] Было определено, что варианты реализации способа многократной осадки и вытяжки (MUD) приводят к совершению избыточной работы или созданию чрезмерной деформации, которая также может быть названа интенсивной пластической деформацией, которая нацелена на создание сверхмелких зерен в заготовке, содержащей титановый сплав. Без углубления в конкретную теорию операции, предполагается, что круглая или восьмиугольная форма поперечного сечения цилиндрических и восьмигранных цилиндрических заготовок соответственно способствует более равномерному распределению деформации, чем распределение деформации в заготовках, имеющих квадратную или прямоугольную форму поперечного сечения, по всей площади поперечного сечения заготовки во время обработки способом многократной осадки и вытяжки (MUD). Нежелательный эффект трения между заготовкой и ковочным штампом также уменьшен путем уменьшения контактной площади заготовки при взаимодействии с штампом.
[0138] Также дополнительно было определено, что уменьшение температуры при обработке способом многократной осадки и вытяжки (MUD) способствует уменьшению конечного размера зерна до размера, который является характерным для заданной используемой температуры. Как показано на фиг. 10, согласно одному неограничивающему варианту реализации способа 400 измельчения размера зерна заготовки после обработки указанной заготовки способом многократной осадки и вытяжки (MUD) при температуре ковки указанная заготовка может быть охлаждена на этапе 416 до второй температуры ковки заготовки. Согласно одному неограничивающему варианту реализации после охлаждения заготовки до второй температуры ковки указанную заготовку куют осадкой на этапе 418 при второй температуре ковки заготовки. На этапе 420 заготовку вращают или ориентируют иным способом относительно ковочного пресса для выполнения последующих этапов ковки вытяжкой. На этапе 422 к заготовке применяют многократные этапы ковки вытяжкой при второй температуре ковки заготовки. Многоэтапная ковка вытяжкой при второй температуре ковки заготовки на этапе 422 включает вращение с приращением на этапе 424 заготовки в направлении вращения (как показано на фиг. 9) и ковку вытяжкой при второй температуре ковки на этапе 426 после каждого приращения вращения. Согласно одному неограничивающему варианту реализации этапы осадки, вращения с приращением на этапе 424 и ковки вытяжкой на этапе 426 повторяют, пока заготовка не вернется к исходному поперечному размеру. Согласно другому неограничивающему варианту реализации этапы ковки осадкой при второй температуре заготовки на этапе 418, вращения на этапе 420 и многократной ковки вытяжкой на этапе 422 повторяют до достижения суммарной деформации в заготовке по меньшей мере 1,0 или деформации в диапазоне от 1,0 до меньше, чем 3,5, или до 10 или больше. Считается, что способ многократной осадки и вытяжки (MUD) может быть продолжен, пока заготовке из титанового сплава не будет придана любая необходимая суммарная деформация.
[0139] Согласно одному неограничивающему варианту реализации, содержащему вариант реализации многотемпературного способа многократной осадки и вытяжки (MUD), температура ковки заготовки, или первая температура ковки заготовки, составляет примерно 1600°F (871,1°C), и вторая температура ковки заготовки составляет примерно 1500°F (815,6°C). Последующие температуры ковки заготовки, которые ниже, чем первая и вторая температуры ковки заготовки, такие как третья температура ковки заготовки, четвертая температура ковки заготовки, и т.п., попадают в объем защиты неограничивающих вариантов реализации настоящего изобретения.
[0140] По мере выполнении ковки измельчение зерна приводит к уменьшению напряжения пластического течения при фиксированной температуре. Было определено, что уменьшение температуры ковки для последовательных этапов осадки и вытяжки поддерживает напряжение пластического течения постоянным и увеличивает скорость микроструктурного измельчения. Ожидается, что согласно неограничивающим вариантам реализации многократной осадки и вытяжки (MUD) согласно настоящему изобретению суммарная деформация до степени по меньшей мере 1,0, в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5, или до степени 10 приводит к однородной равноосной сверхмелкозернистой альфа-микроструктуре в заготовках из титанового сплава, и нижняя температура в способе многократной осадки и вытяжки (MUD) с двумя температурами (или множеством температур) может быть определена из конечного размера зерна после придания заготовке суммарной деформации до степени 10 во время ковки способом многократной осадки и вытяжки (MUD).
[0141] Аспект настоящего изобретения включает возможность выполнения после обработки заготовки способом многократной осадки и вытяжки (MUD) последующих этапов деформации без укрупнения измельченного размера зерна, пока температура заготовки после обработки не нагрета выше температуры бета-перехода сплава титана. Например, согласно одному неограничивающему варианту реализации этапы деформирования, последующие выполнению способа многократной осадки и вытяжки (MUD), могут содержать ковку вытяжкой, многократную ковку вытяжкой, ковку осадкой или любую комбинацию двух или более из перечисленных способов ковки при температурах в области альфа+бета-фаз сплава титана. Согласно одному неограничивающему варианту реализации последующая деформация или этапы ковки включают комбинацию, состоящую из многопроходной ковки вытяжкой, ковки осадкой и ковки вытяжкой, для уменьшения исходного поперечного размера подобной цилиндру или имеющей другую форму удлиненной заготовки до доли поперечного размера, такой как, например, помимо прочего половина поперечного размера, одна четверть поперечного размера, и т.п., с одновременным поддерживанием однородной структуры мелкого зерна, очень мелкого зерна или сверхмелкого зерна в заготовке из сплава титана.
[0142] Согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) заготовка содержит сплав титана, выбранный из группы, состоящей из альфа+бета сплава титана и метастабильного бета-сплава титана. Согласно другому неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) заготовка содержит альфа+бета сплав титана. Согласно еще одному неограничивающему варианту реализации способа многократной осадки и вытяжки, описанного в настоящей заявке, заготовка содержит метастабильный бета-сплав титана. Согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) заготовка содержит сплав титана, выбранный из сплава Ti-6-2-4-2, сплава Ti-6-2-4-6, сплава ATI 425® (Ti-4Al-2,5V) и сплава Ti-6-6-2.
[0143] Перед нагреванием заготовки до температуры ковки заготовки в области альфа+бета-фаз согласно вариантам реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению в неограничивающем варианте реализации заготовка может быть нагрета до температуры бета-отжига, выдержана при температуре бета-отжига в течение времени бета-отжига, достаточного для формирования в заготовке микроструктуры со 100%-ной бета-фазой титана, и охлаждена до окружающей температуры. Согласно одному неограничивающему варианту реализации температура бета-отжига находится в диапазоне температур бета-отжига от температуры бета-перехода сплава титана до температуры, которая на 300°F (111°C) выше температуры бета-перехода сплава титана. Согласно одному неограничивающему варианту реализации время бета-отжига составляет от 5 минут до 24 часов.
[0144] Согласно одному неограничивающему варианту реализации заготовка представляет собой слиток, все или некоторые поверхности которого покрыты смазывающим покрытием, которое уменьшает трение между заготовкой и ковочными штампами. Согласно одному неограничивающему варианту реализации смазочное покрытие представляет собой консистентную смазку, включая помимо прочего одно из графита и стеклянной смазки. Другие смазочные покрытия, известные в настоящее время или которые будут известны впоследствии, попадают в объем защиты настоящего изобретения. Кроме того, согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD), в котором использованы подобные цилиндру или имеющие другую удлиненную форму заготовки, площадь контакта между заготовкой и ковочными штампами является небольшой по сравнению с площадью контакта при всесторонней ковке заготовки, имеющей форму куба. Например, в случае куба с ребром 4 дюйма (101,6 мм) две из всех поверхностей куба размером 4×4 дюйма (101,6×101,6 мм) находятся в контакте со штампом. В случае слитка длиной 5 футов (1520 мм) длина слитка больше длины типичного штампа длиной 14 дюймов (350 мм), и уменьшение площади контакта приводит к уменьшению трения штампа и к более однородной микроструктуре и макроструктуре заготовки из титанового сплава.
[0145] Перед нагревом заготовки, содержащей титановый сплав, до температуры ковки заготовки в области альфа+бета-фаз согласно вариантам реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению, согласно одному неограничивающему варианту реализации заготовку пластически деформируют при температуре пластического деформирования в области бета-фазы сплава титана с одновременным выдерживанием в течение времени бета-отжига, достаточного для формирования 100%-ной бета-фазы в титановом сплаве, и перед охлаждением сплава до окружающей температуры. Согласно одному неограничивающему варианту реализации температура пластического деформирования равна температуре бета-отжига. Согласно другому неограничивающему варианту реализации температура пластического деформирования находится в диапазоне температур пластического деформирования от температуры бета-перехода сплава титана до температуры, которая на 300°F (111°C) выше температуры бета-перехода сплава титана.
[0146] Согласно одному неограничивающему варианту реализации способа многократной осадки и вытяжки (MUD) пластическое деформирование заготовки при температурах в области бета-фазы сплава титана включает по меньшей мере одно из вытяжки, ковки осадкой и всесторонней ковки с высокой скоростью деформации заготовки из титанового сплава. Согласно другому неограничивающему варианту реализации пластическое деформирование заготовка при температурах в области бета-фазы сплава титана включает многократную ковку осадкой и вытяжкой согласно неограничивающим вариантам реализации настоящего изобретения, причем охлаждение заготовки до температуры, равной температуре ковки заготовки или близкой к ней, включает воздушное охлаждение. Согласно еще одному неограничивающему варианту реализации пластическое деформирование заготовки при температурах в области бета-фазы сплава титана включает ковку осадкой заготовки до осадки 30-35% высоты или другого размера, такого как длина.
[0147] Другой аспект способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению может включать нагрев ковочных штампов во время ковки. Неограничивающий вариант реализации включает нагревание штампов ковочной машины, используемой для ковки заготовки, до температуры в диапазоне температур от температуры ковки заготовки до температуры, которая на 100°F (55,6°C) ниже температуры ковки заготовки.
[0148] Согласно неограничивающим вариантам реализации способа многократной осадки и вытяжки (MUD) согласно настоящему изобретению способ изготовления титановых сплавов со сверхмелким зерном включает этапы, согласно которым: выбирают титановый сплав, имеющего более медленные альфа-выделение и кинетику роста, чем сплав Ti-6-4, выполняют бета-отжиг сплава для обеспечения мелкозернистой и устойчивой структуры альфа-пакета и выполняют всестороннюю ковку сплава с высокой скоростью деформации согласно настоящему изобретению до суммарной деформации по меньшей мере 1,0 или до степени в диапазоне от по меньшей мере 1,0 до меньше, чем 3,5. Титановый сплав может быть выбран из альфа+бета-титановых сплавов и метастабильных бета-титановых сплавов, которые обеспечивают мелкозернистую и устойчивую структуру альфа-пакета после бета-отжига.
[0149] Предполагается, что некоторые способы, описанные в настоящей заявке, также могут быть применены к металлам и металлическим сплавам помимо титановых сплавов для уменьшения размера зерна в заготовках из этих сплавов. Другой аспект настоящего изобретения содержит неограничивающие варианты реализации способа многоступенчатой ковки с высокой скоростью деформации металлов и металлических сплавов. Неограничивающий вариант реализации этого способа включает нагрев заготовки, содержащей металл или металлический сплав, до температуры ковки заготовки. После нагрева заготовку куют при температуре ковки заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. После ковки используют период ожидания перед следующим этапом ковки. В течение указанного периода ожидания обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки из металлического сплава до температуры ковки заготовки при нагревании по меньшей мере одной поверхностной области заготовки до температуры ковки заготовки. Этапы ковки заготовки и последующего обеспечения возможности уравновешивания адиабатически нагретой внутренней области заготовки до температуры ковки заготовки при нагревании по меньшей мере одной поверхностной области заготовки из металлического сплава до температуры ковки заготовки повторяют до получения требуемых характеристик. Согласно одному неограничивающему варианту реализации ковка содержит по меньшей мере одно из ковки на прессе, ковки осадкой, ковки вытяжкой и ковки вальцовкой. Согласно другому неограничивающему варианту реализации металлический сплав выбран из группы, состоящей из титановых сплавов, циркония и сплавов циркония, алюминиевых сплавов, железных сплавов и суперсплавов. Согласно еще одному неограничивающему варианту реализации требуемая характеристика представляет собой по меньшей мере одно из приданной деформации, среднего размера зерна, формы и механических свойств. Механические свойства включают помимо прочего прочность, податливость, вязкость разрушения и твердость,
[0150] Примеры, приведенные ниже, предназначены для дополнительного описания некоторых неограничивающих вариантов реализации без ограничения объема защиты настоящего изобретения. Специалисту понятно, что возможные изменения следующих примеров попадают в объем защиты настоящего изобретения, определенный в пунктах приложенной формулы.
ПРИМЕР 1
[0151] Брусок из сплава Ti-6-2-4-2 был обработан известным способом ковки, обозначенным в промышленности нормативом AMS 4976, который обычно используется для обработки сплава Ti-6-2-4-2. Из норматива AMS 4976 специалист поймет конкретные особенности процесса достижения механических свойств и микроструктуры, изложенных в данном нормативе. После обработки сплав был подготовлен металлографически, и его микроструктура была тщательно оценена. Как показано на микрофотографии подготовленного сплава, показанной на фиг. 11(a), микроструктура содержит альфа-зерна (светло окрашенные области на изображении), которые имеют размер порядка 20 мкм или больше.
[0152] Согласно неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-2 подвергали бета-отжигу при температуре 1950°F (1066°C) в течение 1 часа и затем охладили на воздухе до окружающей температуры. После охлаждения бета-отожженную заготовку в форме куба нагрели до температуры ковки 1600°F (871,1°C) и ковали с использованием четырех ударов способом всесторонней ковки с высокой скоростью деформации. Удары были выполнены в направлении следующих ортогональных осей и в следующей последовательности: A-B-C-A. В результате ударов была достигнута осаженная высота 3,25 дюйма (88,9 мм), и скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Время между последующими ортогональными ударами составляло примерно 15 сек. Степень суммарной деформации, приданной заготовке, составила 1,37. Микроструктура сплава Ti-6-2-4-2, обработанного таким образом, показана на микрофотографии на фиг. 11(b). Большая часть альфа-частиц (светло окрашенные области) имеют размер порядка 4 мкм или меньше, что представляет собой по существу более мелкое зерно, чем альфа-зерно, изготовленное известным способом ковки, описанное выше и представленное на микрофотографии на фиг. 11(a).
ПРИМЕР 2
[0153] Брусок из сплава Ti-6-2-4-6 был обработан известным способом ковки, обычно используемым для сплава T-6-2-4-6, т.е., согласно норматива AMS 4981. Из норматива AMS 4976 специалист поймет конкретные особенности процесса достижения механических свойств и микроструктуры, изложенных в данном нормативе. После обработки сплав был подготовлен металлографически, и его микроструктура была тщательно оценена. Как показано на микрофотографии готового сплава на фиг. 12(a), микроструктура содержит альфа-зерно (светло окрашенные области), которые имеют размер порядка 10 мкм или больше.
[0154] Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-6 подвергали бета-отжигу при температуре 1870°F (1066°C) в течение 1 часа и затем охладили на воздухе. После охлаждения бета-отожженную заготовку в форме куба нагрели до температуры ковки 1500°F (815,6°C) и ковали с использованием четырех ударов способом всесторонней ковки с высокой скоростью деформации. Удары были выполнены в направлении следующих ортогональных осей и в следующей последовательности: A-B-C-A. В результате ударов была достигнута осаженная высота 3,25 дюйма (88,9 мм), и скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Время между последующими ортогональными ударами составляло примерно 15 сек. Степень суммарной деформации, приданной заготовке, составила 1,37. Микроструктура сплава, обработанного таким образом, показана на микрофотографии на фиг. 12(b). Может быть замечено, что большая часть альфа-частиц (светло окрашенные области) имеют размер порядка 4 мкм или меньше и в любом случае представляет собой намного более мелкое зерно, чем альфа-зерно, изготовленное известным способом ковки, описанное выше и представленное на микрофотографии на фиг. 12(a).
ПРИМЕР 3
[0155] Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-6 подвергали бета-отжигу при температуре 1870°F (1066°C) в течение 1 часа и затем охладили на воздухе. После охлаждения бета-отожженную заготовку в форме куба нагрели до температуры ковки 1500°F (815,6°C) и ковали с использованием трех ударов способом всесторонней ковки с высокой скоростью деформации с одним ударом вдоль каждой оси A, B и C (т.е., удары были выполнены в направлении следующих ортогональных осей и в следующей последовательности: A-B-C). В результате ударов была достигнута осаженная высота 3,25 дюйма (88,9 мм), и скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Время между последующими ортогональными ударами составляло примерно 15 сек. После цикла A-B-C ударов заготовку повторно нагревали до температуры 1500°F (815,6°C) в течение 30 минут. Затем кубическая заготовка была подвергнута всесторонней ковке с высокой скоростью деформации с одним ударом вдоль каждой из осей A, B и C, т.е., удары были выполнены вдоль следующих ортогональных осей и в следующей последовательности: A-B-C. В результате ударов была достигнута та же самая осаженная высота, и были использованы та же самая скорость плунжера и время между ударами, как и в первой последовательности A-B-C ударов. После второй последовательности A-B-C ударов заготовку повторно нагревали до температуры 1500°F (815,6°C) в течение 30 минут. Затем кубическая заготовка была подвергнута всесторонней ковке с высокой скоростью деформации с одним ударом вдоль каждой из осей A, B и C, т.е., была использована последовательность A-B-C. В результате ударов была достигнута та же самая осаженная высота, и были использованы та же самая скорость плунжера и время между ударами, как и в первой последовательности A-B-C ударов. В результате этого варианта реализации способа всесторонней ковки с высокой скоростью деформации заготовке была придана деформация 3,46. Микроструктура сплава, обработанного таким образом, показана на микрофотографии на фиг. 13. Может быть замечено, что большая часть альфа-частиц (светло окрашенные области) имеют размер порядка 4 мкм или меньше. Предполагается, что, по всей вероятности, альфа-частицы состоят из индивидуальных альфа-зерен, и что каждое альфа-зерно имеет размер порядка 4 мкм или меньше и по своей форме является равноосным.
ПРИМЕР 4
[0156] Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-2 подвергали бета-отжигу при температуре 1950°F (1066°C) в течение 1 часа и затем охладили на воздухе. После охлаждения бета-отожженную заготовку в форме куба нагревали до температуры ковки 1700°F (926,7°C) и выдерживали в течение 1 часа. Были использованы два цикла всесторонней ковки с высокой скоростью деформации (2 последовательности из трех ударов A-B-C, насчитывающих в общей сложности 6 ударов) при температуре 1700°F (926,7°C). Время между последовательными ударами составляло примерно 15 секунд. Последовательность ковки была следующая: удар А с использованием 3-дюймового (76,8 мм) ограничителя; удар B с использованием 3,5-дюймового (89,6 мм) ограничителя; и удар C с использованием 4,0-дюймового (102,4 мм) ограничителя. Эта последовательность ковки обеспечивает равную деформацию по всем трем ортогональным осям в каждой последовательности всесторонней ковки из трех ударов. Скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Суммарная деформация за цикл составила меньше, чем ковка до 3,25-дюймовой (83,2 мм) осадки в каждом направлении, как и в предыдущих примерах.
[0157] Заготовка была нагрета до температуры 1650°F (898,9°C) и подвергнута всесторонней ковке с высокой скоростью деформации путем выполнения трех дополнительных ударов (т.е., одного дополнительного цикла A-B-C всесторонней ковки с высокой скоростью деформации). Последовательность ковки была следующая: удар А с использованием 3-дюймового (76,8 мм) ограничителя; удар B с использованием 3,5-дюймового (89,6 мм) ограничителя; и удар C с использованием 4,0-дюймового (102,4 мм) ограничителя. После ковки суммарная деформация, приданная заготовке, составила 2,59.
[0158] Микроструктура кованой заготовки из Примера 4 показана на микрофотографии на фиг. 14. Может быть замечено, что большая часть альфа-частиц (светло окрашенные области) образуют сетевую структуру. Предполагается, что, по всей вероятности, альфа-частицы состоят из индивидуальных альфа-зерен, и что каждое альфа-зерно имеет размер порядка 4 мкм или меньше и по своей форме является равноосным.
ПРИМЕР 5
[0159] Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-2 подвергали бета-отжигу при температуре 1950°F (1066°C) в течение 1 часа и затем охладили на воздухе. После охлаждения бета-отожженную заготовку в форме куба нагревали до температуры ковки 1700°F (926,7°C) и выдерживали в течение 1 часа. Была использована всесторонняя ковка согласно настоящему изобретению для применения к заготовке, имеющей форму куба, 6 ковок на прессе для осадки до основной осаженной высоты (A, B, C, A, B, C). Кроме того, для "оквадрачивания" заготовки между каждой ковкой на прессе для осадки до основной осаженной высоты 3,25 дюйма (82,55 мм) выполнялись первая и вторая блокированные осадки вдоль других осей. Использовалась следующая общая последовательность ковки, в которой полужирными и подчеркнутыми символами обозначены ковки на прессе для осадки до основной осаженной высоты: A-B-C-B-C-A-C-A-B-A-B-C-B-C-A-C.
[0160] Последовательность ковки, включая использованные основную, первую блокированную и вторую блокированную осаженные высоты (в дюймах), приведена в таблице ниже. Скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Время, прошедшее между ударами, составило примерно 15 секунд. Степень суммарной деформации после термоуправляемой всесторонней ковки согласно данному неограничивающему варианту реализации составила 2,37.
[0161] Микроструктура заготовки, кованной способом, описанным в Примере 5, показана на микрофотографии на фиг. 15. Может быть замечено, что большая часть альфа-частиц (светло окрашенные области) являются удлиненными. Предполагается, что, по всей вероятности, альфа-частицы состоят из индивидуальных альфа-зерен, и что каждое альфа-зерно имеет размер порядка 4 мкм или меньше и по своей форме является равноосным.
ПРИМЕР 6
[0162] Согласно одному неограничивающему варианту реализации настоящего изобретения заготовку в форме куба со стороной 4,0 дюйма (101,6 мм) из сплава Ti-6-2-4-2 подвергали бета-отжигу при температуре 1950°F (1066°C) в течение 1 часа и затем охладили на воздухе. Затем к заготовке была применена термоуправляемая всесторонняя ковка с высокой скоростью деформации согласно вариантам реализации настоящего изобретения, включающая 6 ударов (2 цикла A-B-C всесторонней ковки) при температуре 1900°C с 30-секундными паузами между ударами. Скорость плунжера составляла 1 дюйм в секунду (25,4 мм/с). Управление скоростью деформации на прессе отсутствовало, но для кубов с ребром 4,0 дюйма (101,6 мм) такая скорость плунжера приводит к минимальной скорости деформации во время прессования, составляющей 0,25 с-1. Последовательность из 6 ударов с промежуточными паузами была предназначена для нагревания поверхности заготовки с пересечением температуры бета-перехода во время всесторонней ковки, что в настоящей заявке, таким образом, может быть названо как "всесторонняя ковка с высокой скоростью деформации с пересечением бета-перехода". Данный способ приводит к измельчению поверхностных структур и минимизации растрескивания во время последующей ковки. Затем заготовку нагрели до температуры 1650°F (898,9°C), т.е., ниже температуры бета-перехода, и выдерживали в течение 1 часа. Затем к заготовке была применена всесторонняя ковка согласно вариантам реализации настоящего изобретения, содержа 6 ударов (два цикла A-B-C всесторонней ковки) примерно с 15-секундными паузами между ударами. Первые три удара (удары в первом цикле A-B-C всесторонней ковки) были выполнены до осаженной высоты 3,5 дюйма (88,9 мм), и вторые 3 удара (удары во втором цикле A-B-C всесторонней ковки) были выполнены до осаженной высоты 3,25 дюйма (82,55 мм). Заготовку нагревали до температуры 1650°F и выдерживали в течение 30 минут между ударами с 3,5-дюймовым (88,9 мм) подкладным кольцом и ударами с 3,25-дюймовым (82,55 мм) подкладным кольцом. Уменьшенная осадка (т.е., увеличенная осаженная высота), использованная для первых 3 ударов, была предназначена для блокирования растрескивания, поскольку уменьшенная осадка разрушает граничные структуры, которые могут привести к растрескиванию. Затем заготовку повторно нагрели до 1500°F (815,6°C) и выдерживали в течение 1 часа. Затем к заготовке была применена всесторонняя ковка согласно вариантов реализации настоящего изобретения с использованием 3 ударов A-B-C (одного цикла всесторонней ковки) с осадкой до высоты 3,25 дюйма (82,55 мм) с 15-секундными паузами между ударами. Такая последовательность с увеличенными осадками предназначена для совершения дополнительной работы в неграничных структурах. Скорость плунжера для всех ударов, описанных в Примере 6, составляла 1 дюйм в секунду (25,4 мм/с).
[0163] В Примере 6 заготовке была придана суммарная деформация 3,01. Репрезентативная микрофотография центральной части заготовки после термоуправляемой всесторонней ковки в Примере 6 показана на фиг. 16(a). Репрезентативная микрофотография поверхностной области заготовки после термоуправляемой всесторонней ковки в Примере 6 представлена на фиг. 16(b). Поверхностная микроструктура (как показано на фиг. 16(b)) значительно измельчена и большая часть частиц и/или зерен имеет размер примерно 4 мкм или меньше, что представляет собой сверхмелкозернистую микроструктуру. Микроструктура центральной части, представленная на фиг. 16(a), показывает весьма измельченные зерна, и предполагается, что, по всей вероятности, альфа-частицы состоят из индивидуальных альфа-зерен, и что каждое альфа-зерно имеет размер порядка 4 мкм или меньше и по своей форме является равноосным.
[0164] Следует понимать, что в настоящем описании представлены аспекты изобретения, соответствующие ясному пониманию настоящего изобретения. Некоторые аспекты, которые являются очевидными для специалистов и которые, таким образом, не способствуют улучшенному пониманию настоящего изобретения, не представлены в настоящей заявке для упрощения настоящего описания. Несмотря на то, что только ограниченное число вариантов реализации настоящего изобретения описано в настоящей заявке, специалисты, после рассмотрения вышеприведенного описания, согласятся, что возможны множество модификаций и изменений настоящего изобретения. Все такие изменения и модификации настоящего изобретения предназначены для охвата объемом защиты настоящего изобретения в соответствии с представленным выше описанием и пунктами приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ ТИТАНА | 2013 |
|
RU2637446C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2014 |
|
RU2675886C2 |
| КОВКА В ОТКРЫТОМ ШТАМПЕ С РАЗДЕЛЬНЫМИ ПРОХОДАМИ ТРУДНЫХ ДЛЯ КОВКИ И ЧУВСТВИТЕЛЬНЫХ К ТРАЕКТОРИИ ДЕФОРМИРОВАНИЯ СПЛАВОВ НА ОСНОВЕ ТИТАНА И НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2638139C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНА ИЛИ СПЛАВА ТИТАНА | 2011 |
|
RU2581331C2 |
| ОБРАБОТКА АЛЬФА-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2725391C2 |
| ТИТАНОВЫЙ СПЛАВ | 2016 |
|
RU2703756C2 |
| ПОЛУЧЕНИЕ ВЫСОКОПРОЧНОГО ТИТАНА | 2010 |
|
RU2566113C2 |
| СПОСОБ КОВКИ ТЕРМОМЕХАНИЧЕСКОЙ ДЕТАЛИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНОВОГО СПЛАВА | 2009 |
|
RU2510680C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
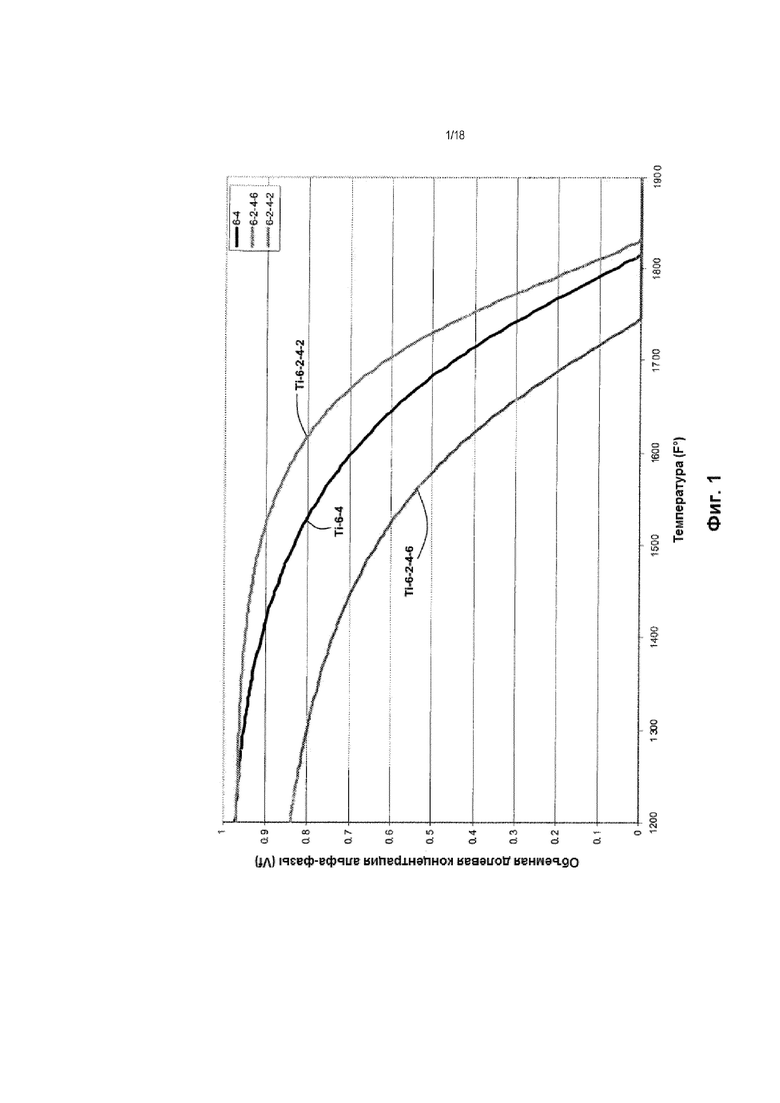
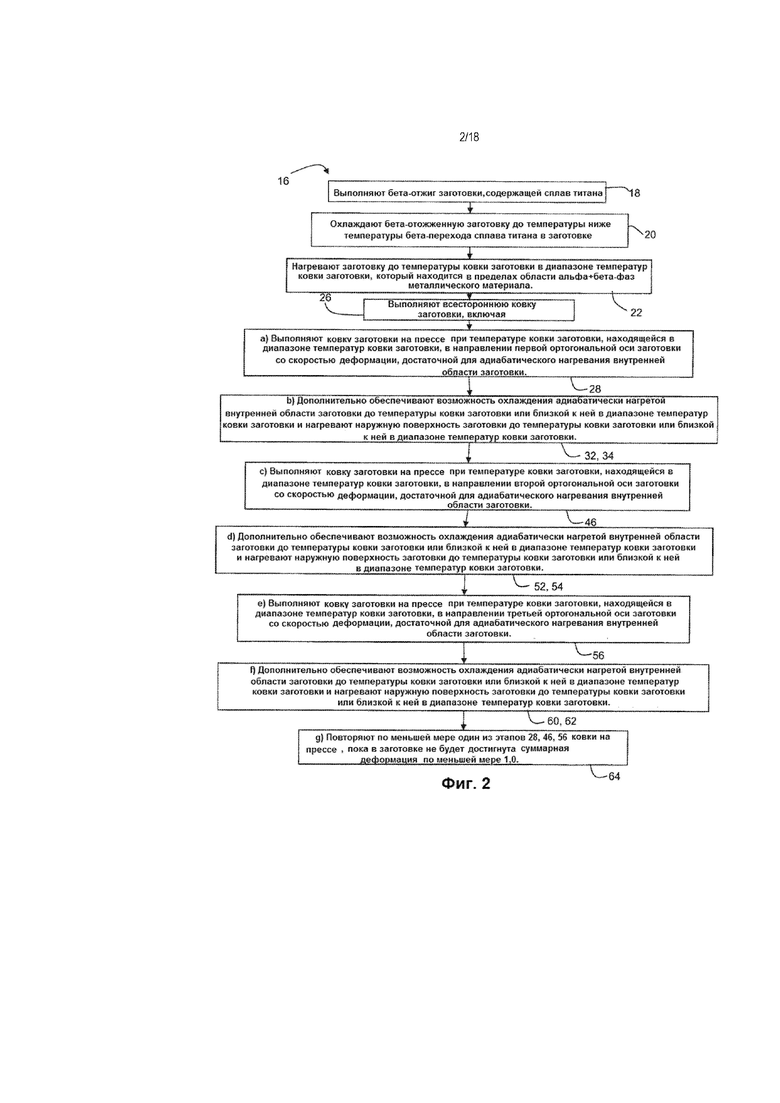
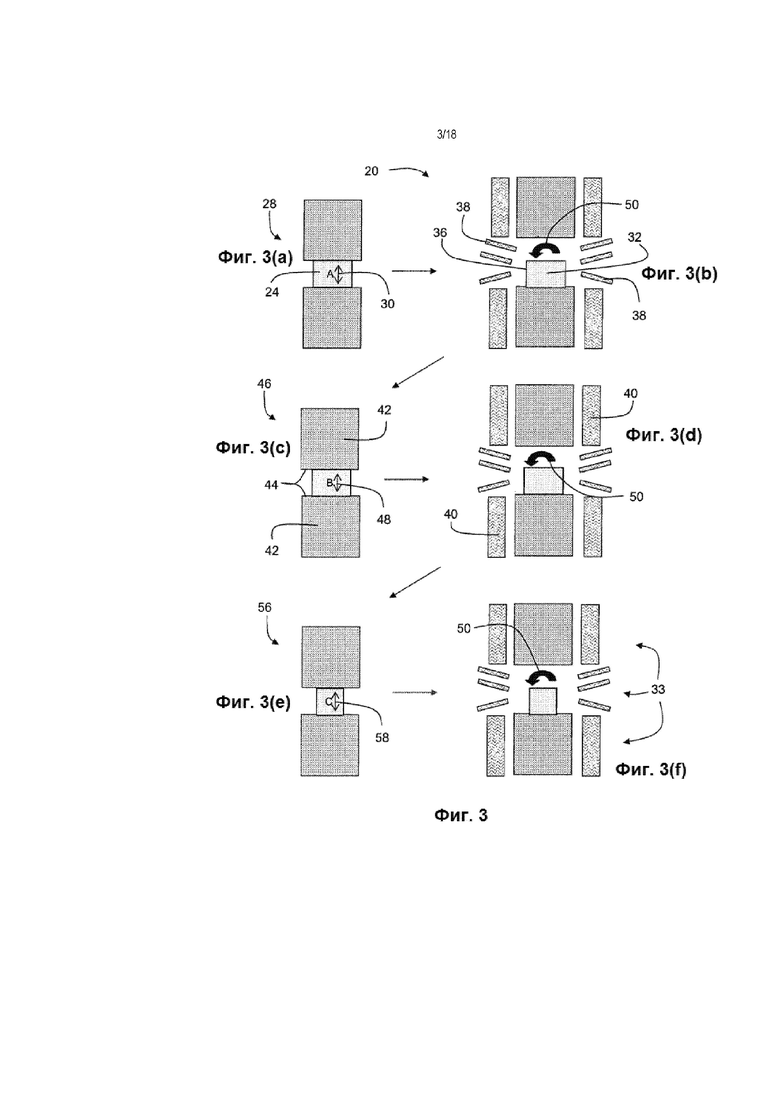
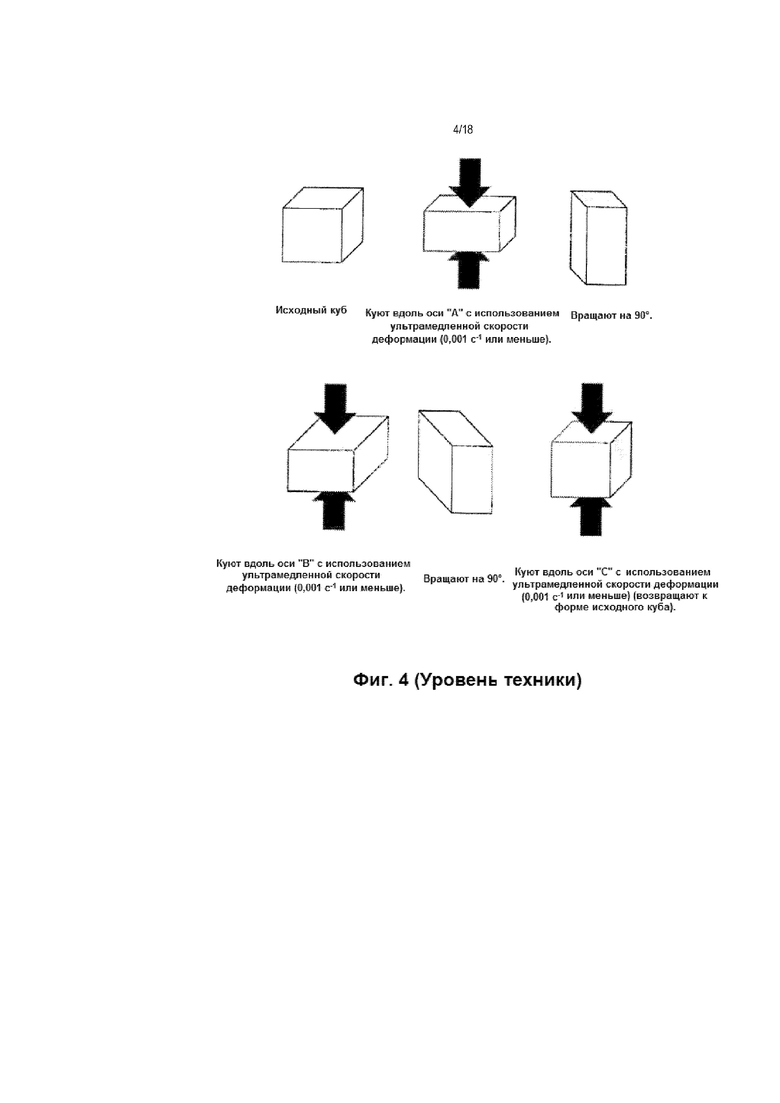
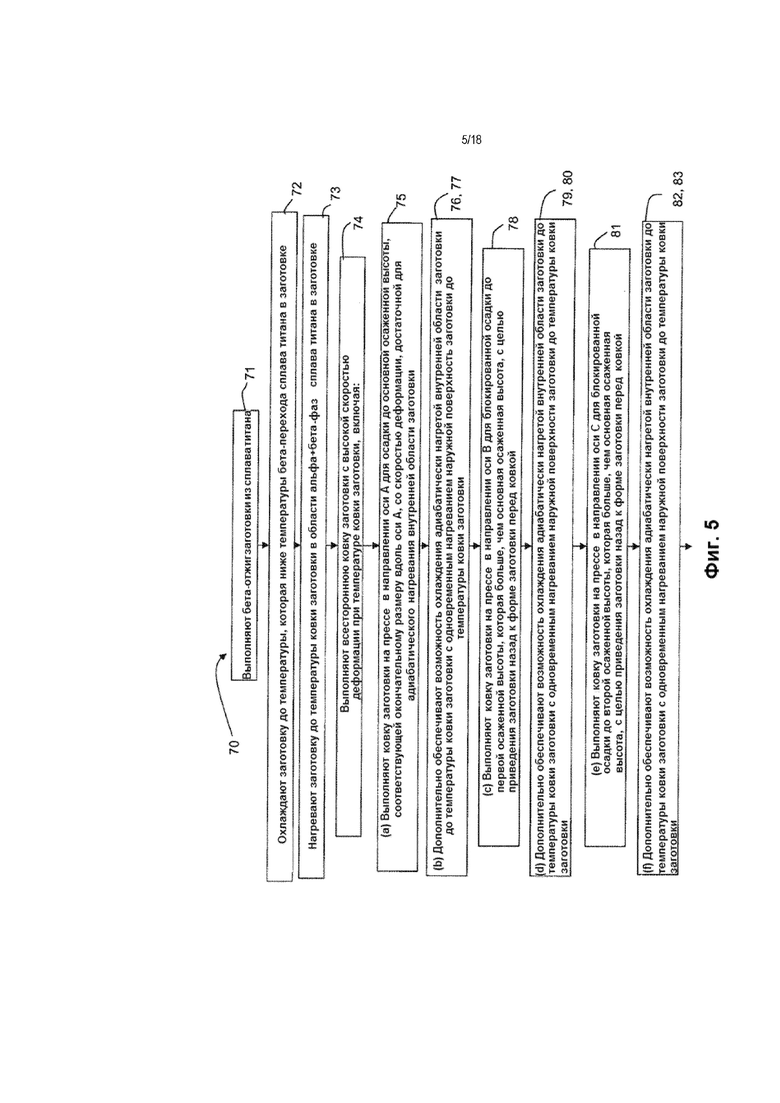
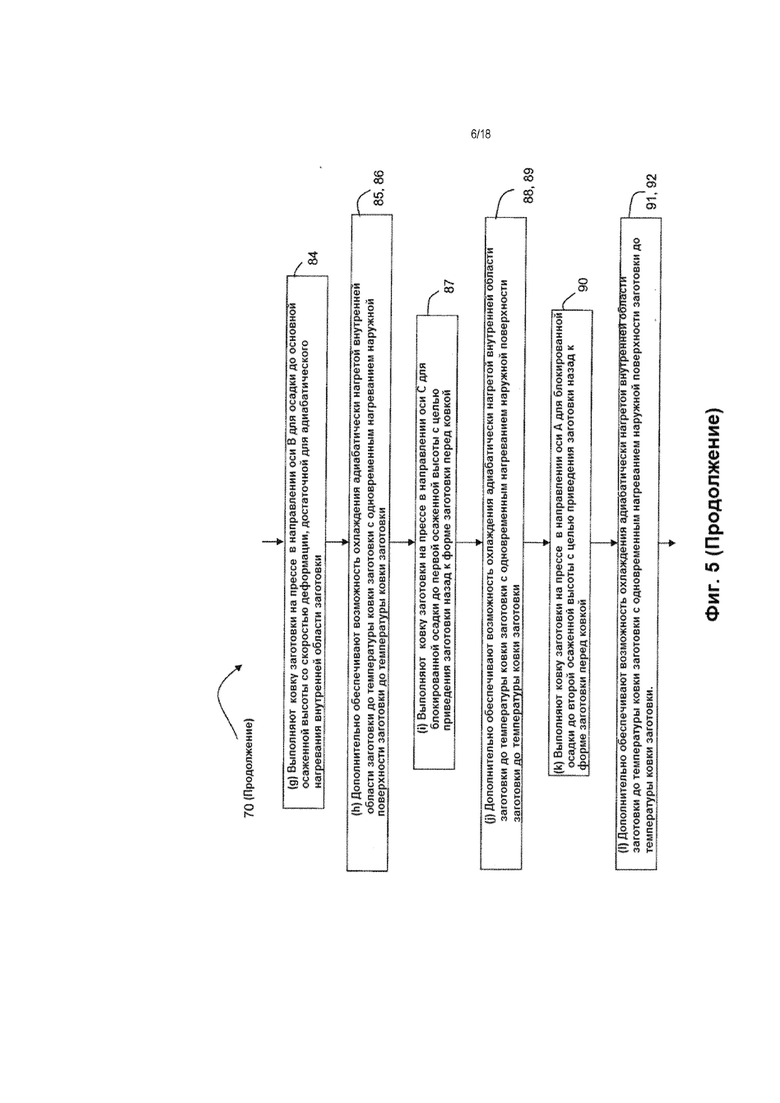
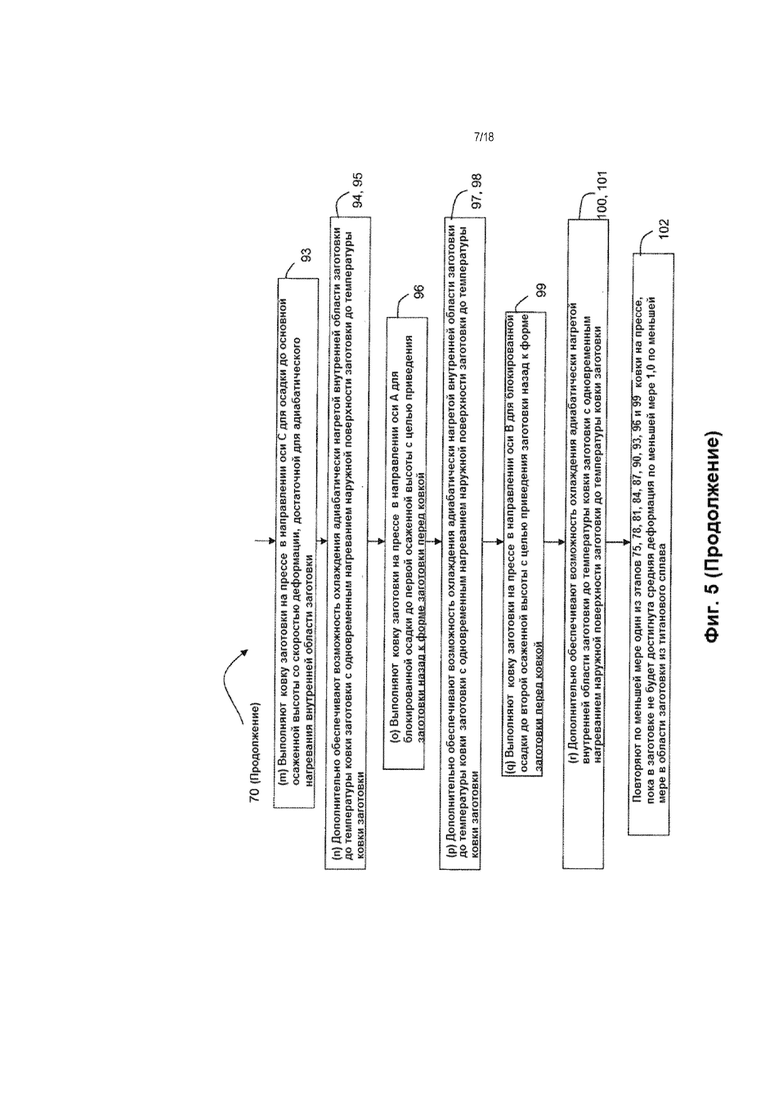
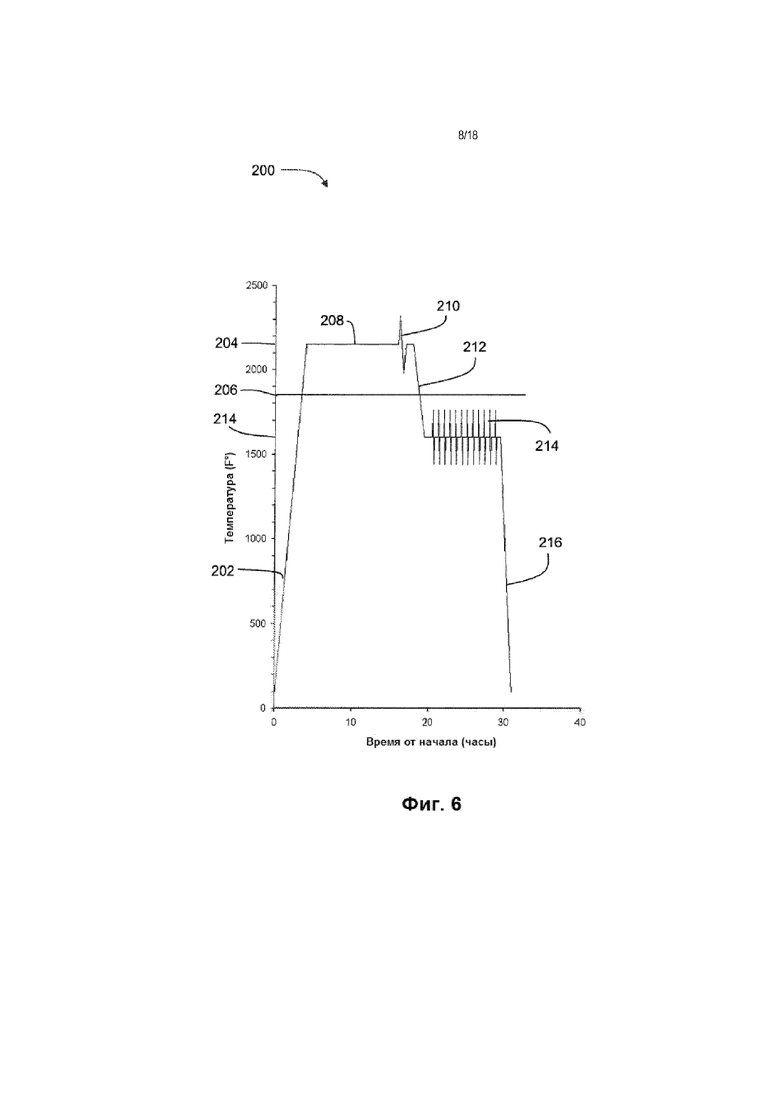
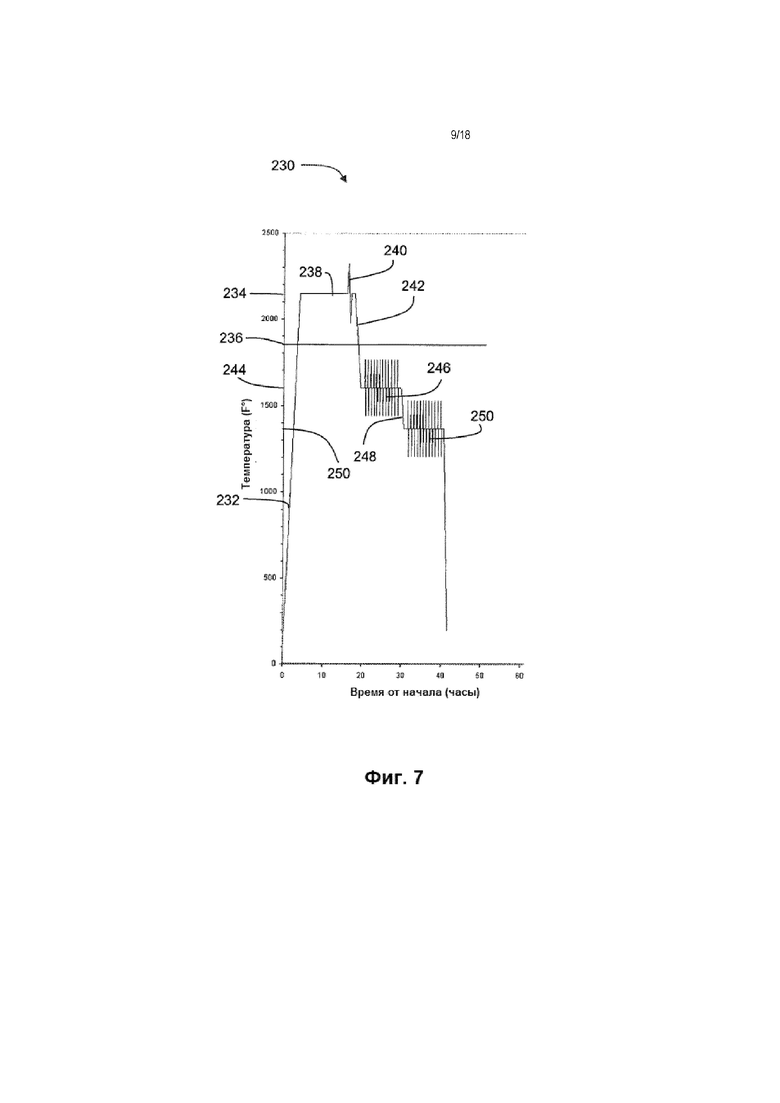
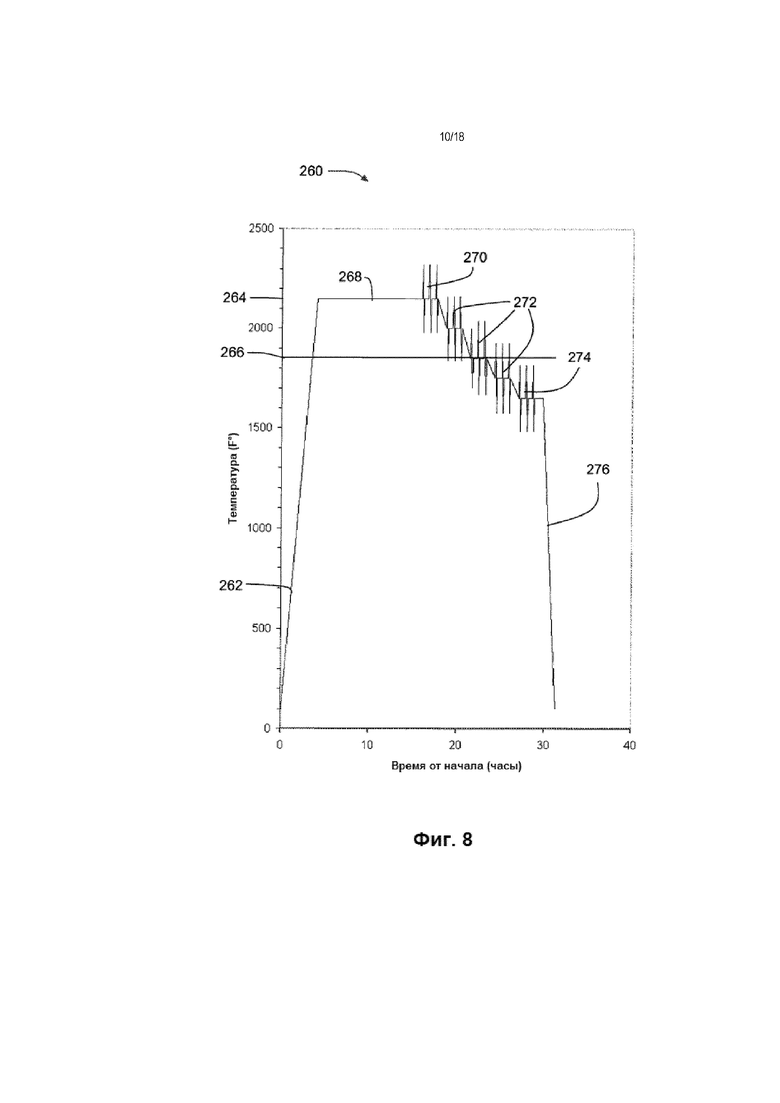
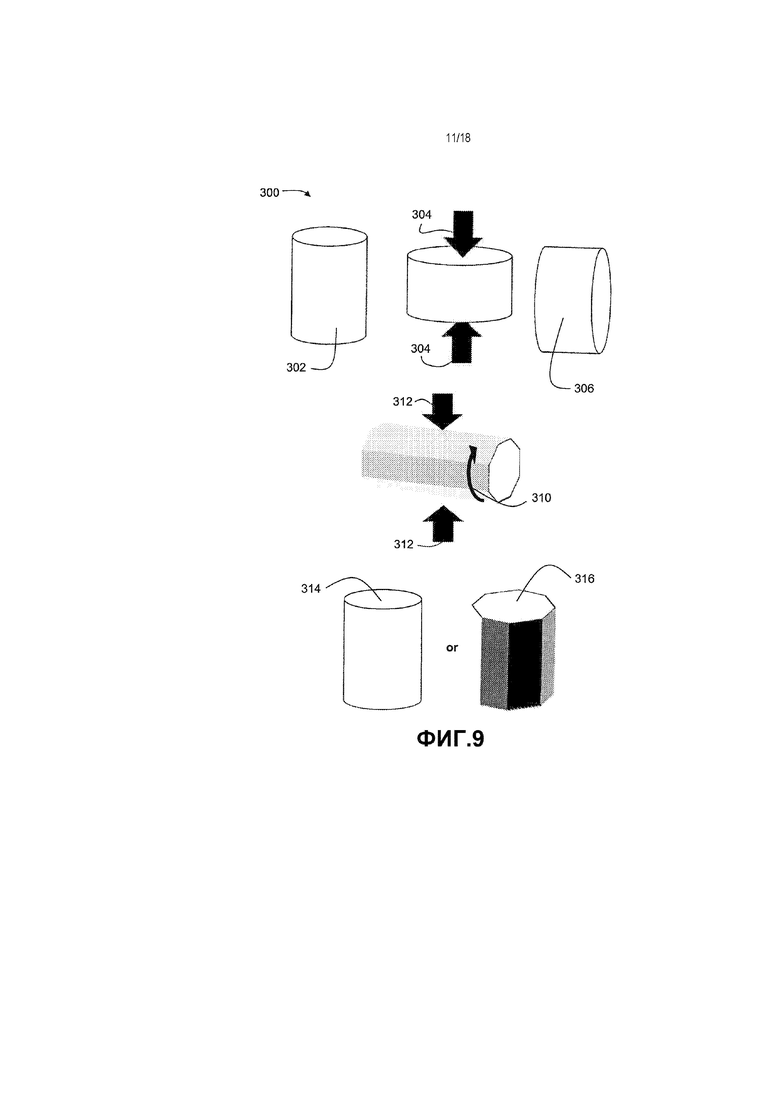
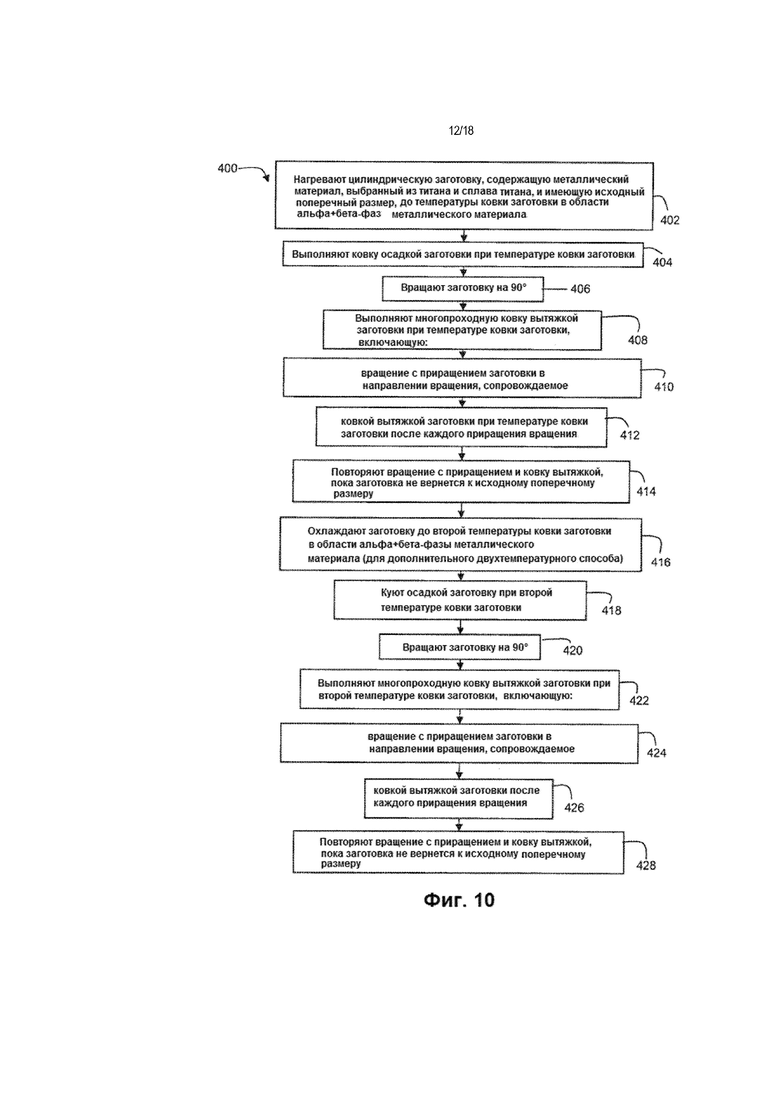
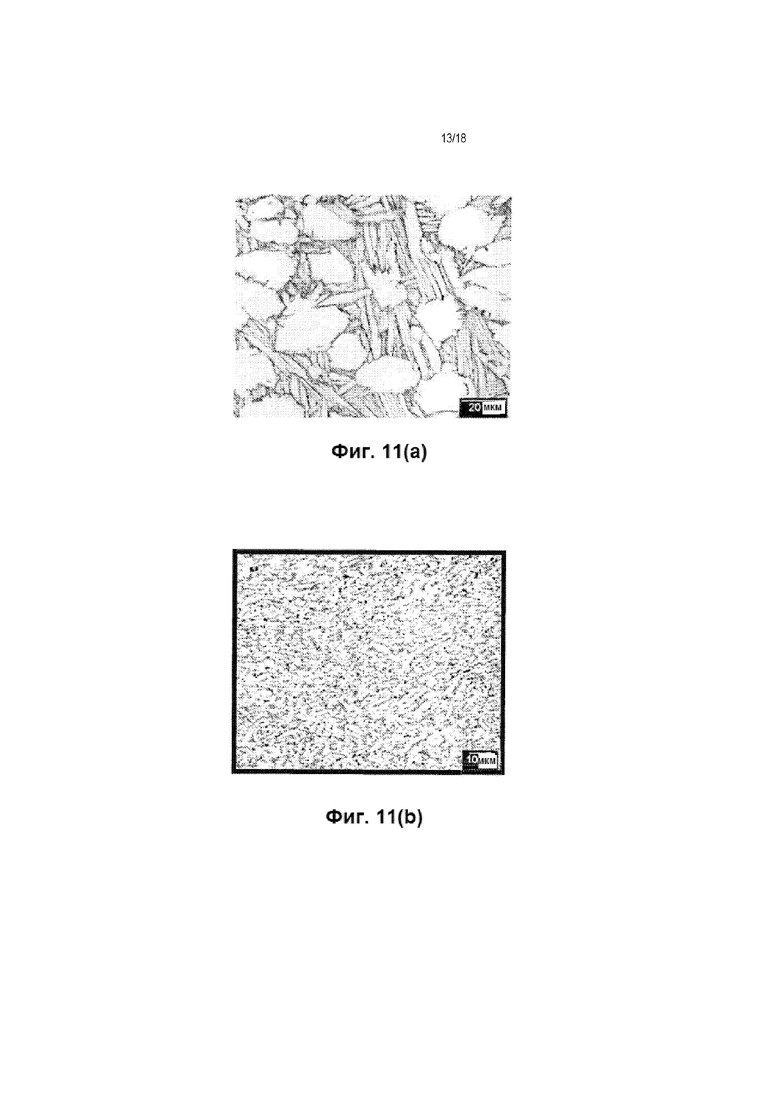
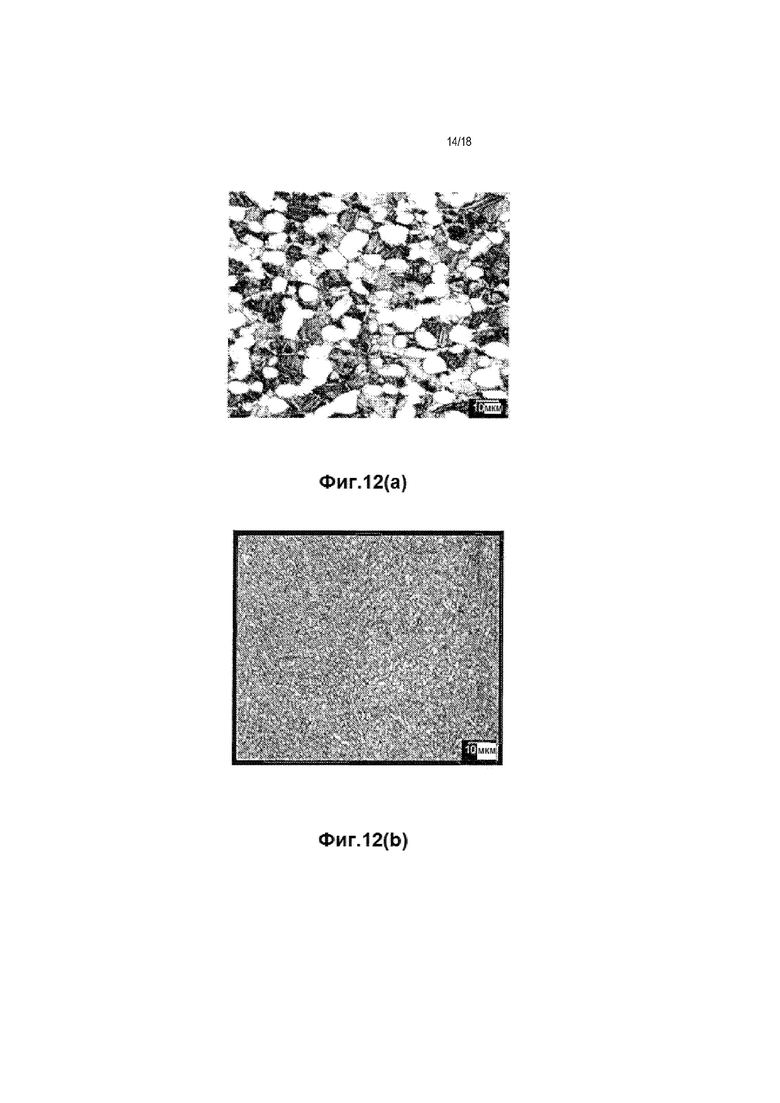
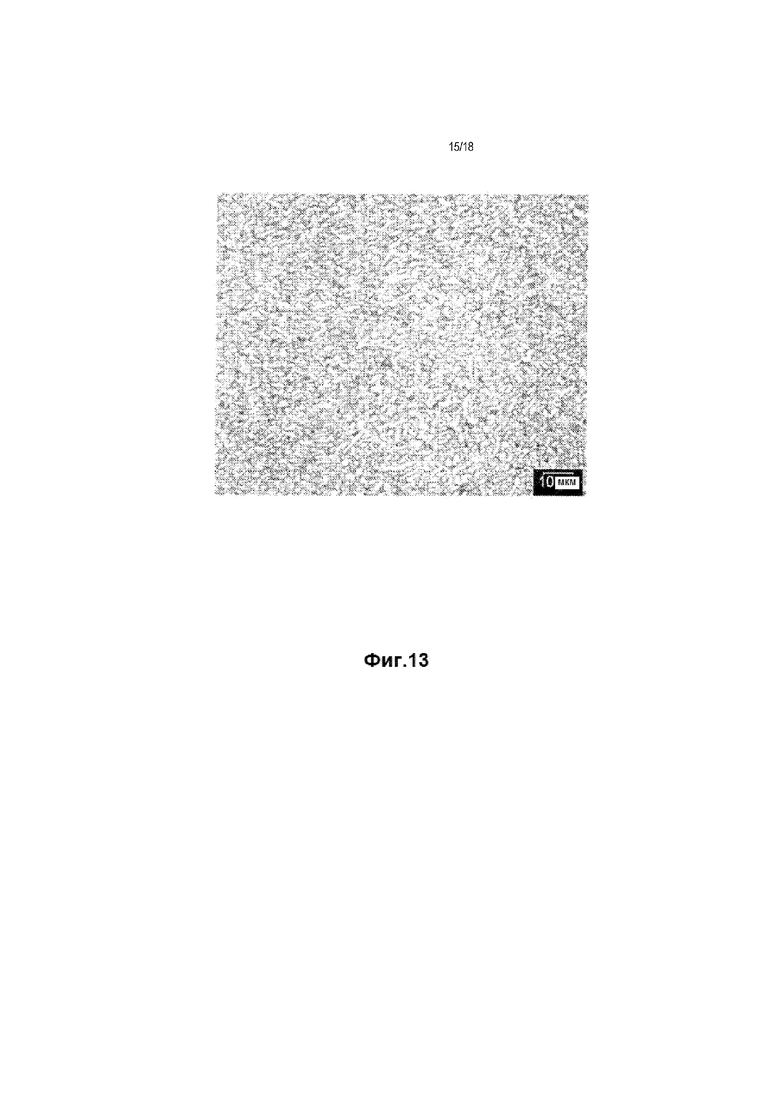
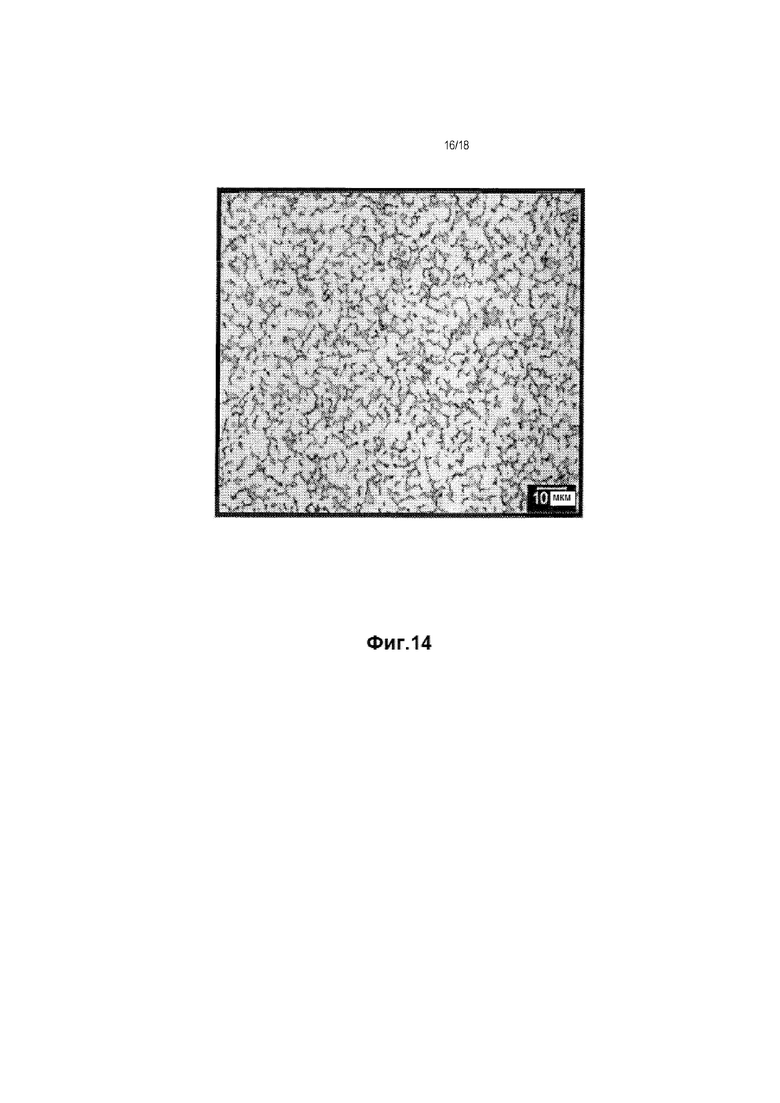
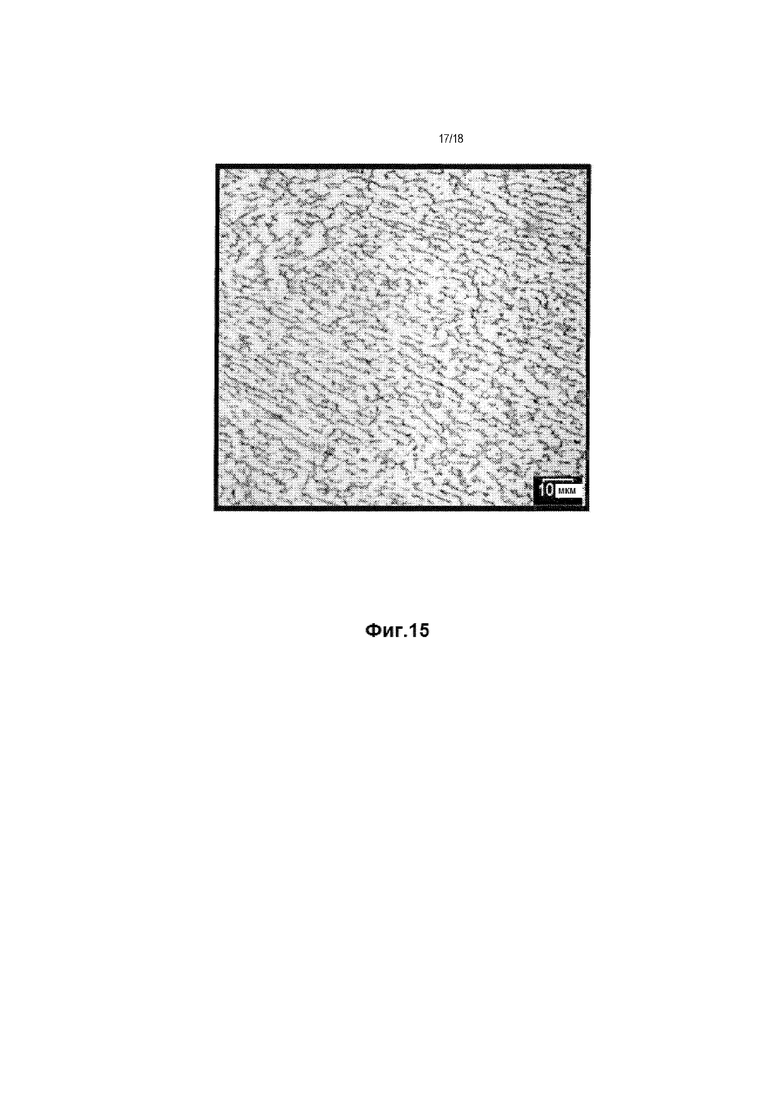
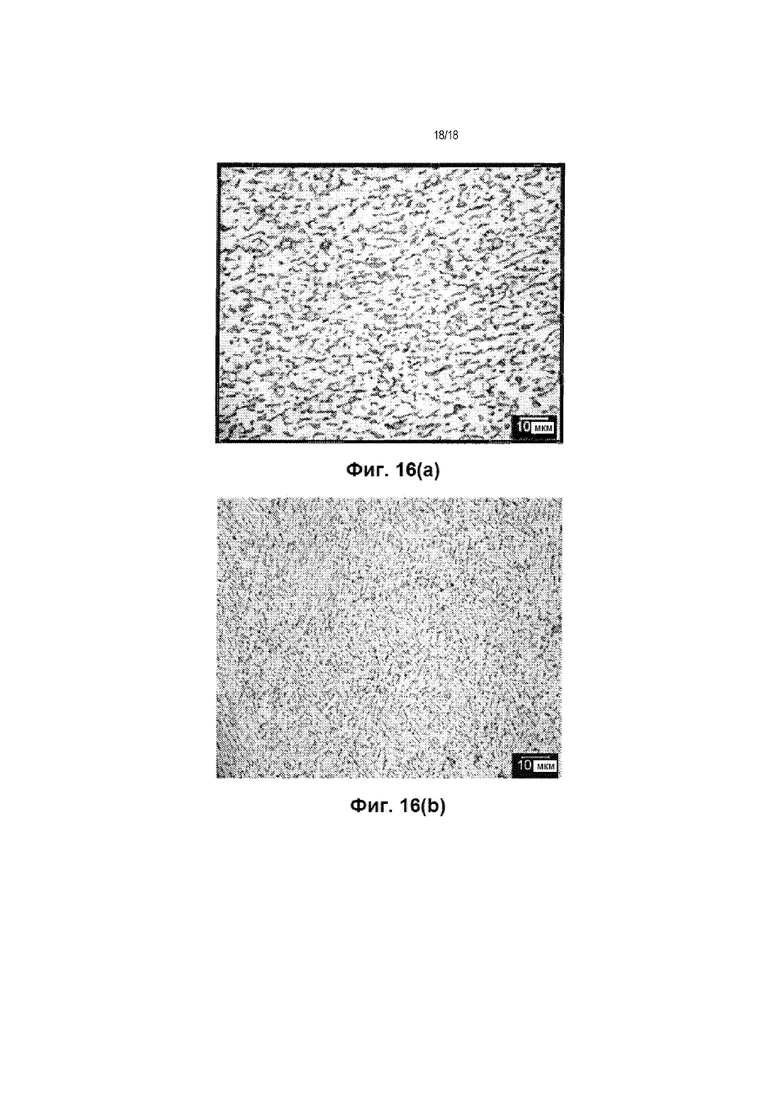
Изобретение относится к области металлургии, а именно к способам обработки титановых сплавов. Способ обработки заготовки из титанового сплава включает этапы бета-отжига заготовки, охлаждения заготовки до температуры ниже температуры бета-перехода титанового сплава и всестороннюю ковку заготовки. Всесторонняя ковка включает ковку заготовки на прессе в направлении первой оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки, ковку заготовки на прессе в направлении второй оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки, ковку заготовки на прессе в направлении третьей оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки. Первая ось, вторая ось и третья ось не являются одними и теми же или параллельными. Осуществляют повторение по меньшей мере одной из ковок заготовки на прессе до достижения в заготовке суммарной истинной деформации по меньшей мере 1,0. Температура ковки заготовки находится в диапазоне от на 100°F (55,6°С) ниже температуры бета-перехода титанового сплава до температуры на 700°F (388,9°С) ниже температуры бета-перехода титанового сплава. Скорость деформации, используемая во время ковки на прессе, находится в диапазоне от 0,2 до 0,8 с-1. Получают мелкозернистую равноосную структуру в заготовках. Не требуется использование специального ковочного оборудования. 28 з.п. ф-лы, 16 ил., 1 табл., 6 пр.
1. Способ обработки заготовки из титанового сплава, включающий этапы:
бета-отжиг заготовки,
охлаждение бета-отожженной заготовки до температуры ниже температуры бета-перехода титанового сплава и
всестороннюю ковку заготовки, включающую:
ковку заготовки на прессе при температуре ковки заготовки в направлении первой оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
ковку заготовки на прессе при температуре ковки заготовки в направлении второй оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
ковку заготовки на прессе при температуре ковки заготовки в направлении третьей оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
при этом первая ось, вторая ось и третья ось не являются одними и теми же или параллельными, и
повторение по меньшей мере одной из ковок заготовки на прессе до достижения в заготовке суммарной истинной деформации по меньшей мере 1,0;
при этом температура ковки заготовки находится в диапазоне от на 100°F (55,6°С) ниже температуры бета-перехода титанового сплава до температуры на 700°F (388,9°С) ниже температуры бета-перехода титанового сплава, и
скорость деформации, используемая во время ковки на прессе, находится в диапазоне от 0,2 до 0,8 с-1.
2. Способ по п. 1, отличающийся тем, что по меньшей мере одну из ковок заготовки на прессе повторяют до достижения в заготовке истинной деформации в диапазоне от 1,0 до менее 3,5.
3. Способ по п. 1, отличающийся тем, что обработке подвергают заготовку из альфа+бета-титанового сплава или метастабильного бета-титанового сплава.
4. Способ по п. 3, отличающийся тем, что титановый сплав содержит по меньшей мере один из стопорящих зерна элементов или бета-стабилизирующих элементов для уменьшения выделения альфа-фазы и кинетики её роста.
5. Способ по п. 1, отличающийся тем, что обработке подвергают заготовку из титанового сплава, выбранного из сплавов, включающих Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), Ti-4A1-2,5V (UNS R54250), Ti-6Al-7Nb (UNS R56700) и Ti-6Al-6V-2Sn (UNS R56620).
6. Способ по п. 1, отличающийся тем, что охлаждение бета-отожженной заготовки включает охлаждение заготовки до температуры окружающей среды.
7. Способ по п. 1, отличающийся тем, что охлаждение бета-отожженной заготовки включает охлаждение заготовки до температуры, равной температуре ковки заготовки.
8. Способ по п. 1, отличающийся тем, что бета-отжиг заготовки включает нагрев заготовки до температуры бета-отжига в диапазоне от температуры бета-перехода титанового сплава до температуры на 300°F (167°С) выше температуры бета-перехода титанового сплава.
9. Способ по п. 1, отличающийся тем, что бета-отжиг заготовки включает нагрев заготовки до температуры бета-отжига в течение от 5 минут до 24 часов.
10. Способ по п. 1, отличающийся тем, что перед охлаждением бета-отожженной заготовки он дополнительно включает пластическое деформирование заготовки при температуре в области бета-фазы титанового сплава.
11. Способ по п. 10, отличающийся тем, что пластическое деформирование заготовки при температуре в области бета-фазы титанового сплава включает по меньшей мере одну из вытяжки и ковки осадкой заготовки.
12. Способ по п. 10, отличающийся тем, что температура пластического деформирования находится в диапазоне от температуры бета-перехода титанового сплава до температуры на 300°F (167°С) выше температуры бета-перехода титанового сплава.
13. Способ по п. 10, отличающийся тем, что пластическое деформирование заготовки включает ковку осадкой заготовки до достижения степени деформации осадкой в области бета-фазы в диапазоне от 0,1 до 0,5.
14. Способ по п. 1, отличающийся тем, что он дополнительно включает в промежутках между последовательными ковками заготовки на прессе обеспечение возможности охлаждения адиабатически нагретой внутренней области заготовки до температуры ковки заготовки при нагреве наружной поверхности заготовки до температуры ковки заготовки.
15. Способ по п. 14, отличающийся тем, что адиабатически нагретой внутренней области заготовки обеспечивают возможность охлаждения в течение от 5 до 120 секунд.
16. Способ по п. 14, отличающийся тем, что он дополнительно включает нагрев штампа для ковки, используемого для ковки заготовки на прессе, до температуры в диапазоне от температуры ковки заготовки до температуры на 100°F (55,6°С) ниже температуры ковки заготовки.
17. Способ по п. 1, отличающийся тем, что после достижения истинной деформации по меньшей мере 1,0 заготовка имеет средний размер зерна альфа-частиц в диапазоне 4 мкм или менее.
18. Способ по п. 1, отличающийся тем, что титановый сплав представляет собой сплав Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), а диапазон температур ковки составляет от 1120°F (604,4°C) до 1520°F (826,7°C).
19. Способ по п. 1, отличающийся тем, что титановый сплав представляет собой сплав Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), а диапазон температур ковки составляет от 1020°F (548,9°C) до 1620°F (882,2°C).
20. Способ по п. 1, отличающийся тем, что титановый сплав представляет собой сплав Ti-4Al-2,5V (UNS R54250), а диапазон температур ковки составляет от 1080°F (582,2°C) до 1680°F (915,6°C).
21. Способ по п. 1, отличающийся тем, что титановый сплав представляет собой сплав Ti-6Al-6V-2Sn (UNS R56620), а диапазон температур ковки составляет от 1035°F (527,2°C) до 1635°F (890,6°C).
22. Способ по п. 1, отличающийся тем, что за счет каждой ковки обеспечивают адиабатический нагрев внутренней области заготовки на величину от 100°F (55,6°C) до 300°F (166,7°C).
23. Способ по п. 1, отличающийся тем, что:
титановый сплав представляет собой сплав Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), диапазон температур ковки составляет от 1120°F (604,4°C) до 1520°F (826,7°C), и каждую ковку на прессе проводят со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки на величину от 100°F (55,6°C) до 300°F (166,7°C).
24. Способ по п. 23, отличающийся тем, что между последовательными ковками на прессе обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки в течение времени в диапазоне от 5 до 120 секунд.
25. Способ по п. 1, отличающийся тем, что:
титановый сплав представляет собой сплав Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), диапазон температур ковки составляет от 1020°F (548,9°C) до 1620°F (882,2°C), и каждую ковку на прессе проводят со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки на величину от 100°F (55,6°C) до 300°F (166,7°C).
26. Способ по п. 25, отличающийся тем, что между последовательными ковками на прессе обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки в течение времени в диапазоне от 5 до 120 секунд.
27. Способ по п. 1, отличающийся тем, что:
титановый сплав представляет собой сплав Ti-4Al-2,5V (UNS R54250), диапазон температур ковки составляет от 1080°F (582,2°C) до 1680°F (915,6°C), и каждую ковку на прессе проводят со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки на величину от 100°F (55,6°C) до 300°F (166,7°C).
28. Способ по п. 27, отличающийся тем, что между последовательными ковками на прессе обеспечивают возможность охлаждения адиабатически нагретой внутренней области заготовки в течение времени в диапазоне от 5 до 120 секунд.
29. Способ по п. 1, отличающийся тем, что:
титановый сплав представляет собой сплав Ti-6Al-6V-2Sn (UNS R56620), диапазон температур ковки составляет от 1035°F (527,2°C) до 1635°F (890,6°C), и каждую ковку на прессе проводят со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки на величину от 100°F (55,6°C) до 300°F (166,7°C).
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2364660C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2393936C1 |
| US 20050145310 A1, 07.07.2005. | |||

