ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие относится к новым способам обработки некоторых холоднодеформируемых альфа-бета титановых сплавов, к сплавам, полученным с использованием таких способов, а также к изделиям, содержащим такие сплавы. Конкретный неограничивающий аспект настоящего раскрытия относится к крепежным изделиям и заготовкам крепежных изделий, содержащим сплавы, полученные с использованием новых способов, описанных в настоящем документе.
ОПИСАНИЕ ПРЕДПОСЫЛОК ТЕХНОЛОГИИ
[0002] Титановые сплавы обычно обладают высокой удельной прочностью, являются коррозионностойкими и устойчивы к ползучести при умеренно высоких температурах. В силу этих причин титановые сплавы используют во многих аэрокосмических, авиационных, оборонных, морских и автомобильных областях применения, включая, например, элементы взлетно-посадочных устройств, рамы двигателей, бронежилеты, корпуса транспортных средств и механические крепежные изделия.
[0003] Снижение веса летательного аппарата или другого моторизованного транспортного средства позволяет обеспечить экономию топлива. Поэтому, например, в аэрокосмической промышленности, существует серьезный стимул для снижения веса летательного аппарата. Титан и титановые сплавы являются эффективными материалами в обеспечении снижения веса при использовании в летательных аппаратах благодаря их высокой удельной прочности и другим полезным механическим свойствам.
[0004] Сплав Ti-6Al-4V (ASTM Grade 5; UNS R56400; AMS 4965), представляющий собой альфа-бета титановый сплав (или, иначе, двухфазный титановый сплав с альфа-бета структурой), применяют в ряде отраслей, которые используют выгодную комбинацию небольшого веса, коррозионной стойкости и высокой прочности сплава при температурах от низких до умеренных. Например, многие детали из титанового сплава, используемые в аэрокосмических областях применениях, выполнены из сплава Ti-6Al-4V. В более широком смысле сплав Ti-6Al-4V используют для производства компонентов авиационных двигателей, конструкционных компонентов летательных аппаратов, автомобильных компонентов с высокими характеристиками, компонентов для медицинских устройств, спортивного оборудования, компонентов для морских областей применения, компонентов оборудования химической переработки и крепежных изделий. Обычными минимальными техническими характеристиками заготовки крепежных изделий небольшого диаметра из сплава Ti-6Al-4V (то есть заготовки крепежных изделий диаметром менее 0,5 дюйма (1,27 см)) являются предел прочности при растяжении (ППР) 170 тыс.фунтов/кв.дюйм (1172 МПа) (установленный в соответствии с ASTM E8/E8M 09 ("Standard Test Methods for Tension Testing of Metallic Materials" («Методы стандартных испытаний для испытаний на растяжение металлических материалов»), ASTM International, 2009)) и прочность при двойном срезе 103 тыс.фунтов/кв.дюйм (710 МПа) (ПДС) (установленная в соответствии с NASM 1312-13 (версия 2, 2013) Fastener Test Methods - Double Shear Test (Aerospace Industries Association) (Методы испытаний крепежных изделий - испытание на двойной срез (Ассоциация аэрокосмической промышленности)).
[0005] Суперсплавы на основе железа и никеля, такие как, например, суперсплав A286 (UNS S66286) на основе железа, представляют материалы, используемые в крепежных изделиях для аэрокосмических областей применения, которые имеют следующий класс прочности. Обычные задаваемые минимальные значения прочности для холоднотянутых и подвергнутых старению крепежных изделий из сплава A286 составляют 180 тыс.фунтов/кв.дюйм (1241 МПа) ППР и 108 тыс.фунтов/кв.дюйм (744 МПа) ПДС.
[0006] Суперсплав Alloy 718 (UNS N07718) на основе никеля представляет собой материал, используемый в аэрокосмических крепежных изделиях, которые имеют самый высокий класс прочности. Обычные заданные минимальные значения прочности для холоднотянутых и подвергнутых старению крепежных изделий из суперсплава Alloy 718 составляют 220 тыс.фунтов/кв.дюйм (1517 МПа) ППР и 120 тыс. фунтов/кв.дюйм (827 МПа) ПДС. В системах крепежа из никеля и стали для придания высокой прочности часто используют технологический процесс волочения и старения. В прошлом процесс волочения и старения не использовался со сплавом Ti-6Al-4V или с другими титановыми сплавами из-за низкой пластичности сплавов при комнатной температуре. Это хорошо известно в данной отрасли промышленности.
[0007] Титан имеет гораздо меньшую плотность, чем сталь или никель, что приводит к значительной экономии веса в аэрокосмическом крепежном изделии и других областях применения. Однако в некоторых областях применения с низкой температурой требуется прочность выше той, которую обычно можно достичь с современными материалами для крепежных изделий из титанового сплава. Кроме того, этапы термообработки, используемые для изготовления традиционных крепежных изделий из титанового сплава, могут быть слишком продолжительными, что приводит в результате к затруднениям во время изготовления крепежных изделий. Например, обычные времена старения готовых крепежных изделий из титанового сплава могут быть в диапазоне от 4 до 12 часов и обычно составляют от 8 до 10 часов. Было бы желательно создать материалы для крепежных изделий из титанового сплава, которые обладают высокой прочностью, например, прочностью, которая достигается крепежными изделиями из сплава Ti-6Al-4V, но требуют длительного времени старения, применяемого в настоящее время для достижения требуемых уровней прочности.
[0008] Пластичность является свойством любого данного материала с металлическими свойствами (то есть металлов и металлических сплавов). Способность к холодной деформации (также называемая «способностью к холодной обработке давлением») материала с металлическими свойствами основана на пластичности материала при температуре близкой к комнатной и способности деформироваться без образования трещин. Высокопрочные альфа-бета титановые сплавы, такие как, например, сплав Ti-6Al-4V, обычно имеют низкую способность к холодной деформации при комнатной температуре или вблизи комнатной температуры. Это ограничивает их пригодность к холодному волочению и другой низкотемпературной формовке, учитывая, что сплавы подвержены образованию трещин и других дефектов при обработке давлением при низких температурах. Из-за ограниченной способности альфа-бета-титановых сплавов к холодной деформации при комнатной температуре или вблизи комнатной температуры их обычно обрабатывают методами, включающими в себя экстенсивную горячую обработку. Титановые сплавы, обладающие относительно высокой пластичностью при комнатной температуре, обычно также обладают относительно низкой прочностью. Следствием этого является то, что высокопрочные сплавы обычно являются более сложными в изготовлении, требуя экстенсивной обработки давлением при температурах, превышающих нескольких сотен градусов Цельсия, для равномерной деформации гексагональной плотно упакованной (ГПУ) и объемно-центрированной кубической (ОЦК) кристаллических структур.
[0009] ГПУ-кристаллическая структура является типичной для многих конструкционных материалов, включая сплавы магния, титана, циркония и кобальта. ГПУ-кристаллическая структура имеет последовательность укладки слоев ABABAB, тогда как другие металлические сплавы, такие как нержавеющая сталь, латунь, никелевые сплавы и алюминиевые сплавы, как правило, имеют гране-центрированные кубические (ГЦК) кристаллические структуры с последовательностями укладки слоев ABCABCABC. Вследствие этого различия в последовательности укладки слоев, ГПУ-металлы и сплавы имеют значительно уменьшенное число математически возможных независимых систем скольжения относительно ГЦК-материалов. Ряд независимых систем скольжения в ГПУ-металлах и сплавах требует значительно более высоких напряжений для активации, и эти моды деформирования с "высоким сопротивлением" завершают свою активацию образованием трещин. Данный эффект чувствителен к температуре, так что при температурах ниже нескольких сотен градусов по Цельсию титановые сплавы обладают значительно более низкой способностью к деформированию в холодном состоянии.
[0010] В сочетании с системами скольжения, присутствующими в ГПУ-материалах, в нелегированных ГПУ-металлах возможно несколько систем двойникования. Сочетание систем скольжения и систем двойникования в титане обеспечивает достаточные независимые моды деформирования, так что «технически чистый» (ТЧ) титан можно подвергать холодной обработке при температурах вблизи комнатной температуры (то есть, в примерном температурном диапазоне от -100°C до +200°C).
[0011] Эффекты легирования в титане и других ГПУ-металлах и сплавах имеют тенденцию к увеличению асимметрии, или сложности возникновения мод скольжения с «высоким сопротивлением», а также к сдерживанию активации системы двойникования. Результатом является макроскопическая потеря способности к низкотемпературной обработке в таких сплавах, как сплав Ti-6Al-4V и сплав Ti-6Al-2-Sn-4Zr-2Mo-0,1Si. Сплав Ti-6Al-4V и сплав Ti-6Al-2-Sn-4Zr-2Mo-0,1S имеют относительно высокую прочность из-за высоких концентраций в них альфа-фазы и легирующих элементов. В частности, известно, что алюминий увеличивает прочность титановых сплавов как при комнатной, так и при повышенной температурах. Однако, известно, что алюминий отрицательно влияет на способность к обработке при комнатной температуре.
[0012] В целом, сплавы, обладающие высокой способностью к холодной деформации, могут изготавливаться более эффективно с точки зрения потребления энергии и количества отходов, образуемых во время обработки. Таким образом, в целом, предпочтительно создать сплав, который можно обрабатывать при относительно низких температурах.
[0013] Некоторые известные титановые сплавы обеспечивают повышенную способность к обработке при комнатной температуре за счет включения больших концентраций легирующих добавок, стабилизирующих бета-фазу. Примеры таких сплавов включают в себя титановый сплав Beta C (Ti-3Al-8V-6Cr-4Mo-4Zr; UNS R58649), который коммерчески доступен в одной форме в виде бета-титанового сплава ATI® 38-644TM от Allegheny Technologies Incorporated, г. Питтсбург, шт. Пенсильвания, США. Бета-титановый сплав ATI® 38-644TM и сплавы с аналогичным составом обеспечивают выгодную способность к холодной деформации за счет ограничения или исключения альфа-фазы из их микроструктуры. Как правило, эти сплавы могут осаждать альфа-фазу во время обработки низкотемпературным старением.
[0014] Несмотря на их выгодную способность к холодной деформации, бета-титановые сплавы, как правило, имеют два недостатка: дорогостоящие легирующие добавки и низкое сопротивление ползучести при повышенной температуре. Низкое сопротивление ползучести при повышенной температуре является результатом значительной концентрации бета-фазы, которую эти сплавы демонстрируют при повышенных температурах, таких как, например, 500°C. Бета-фаза не сопротивляется ползучести из-за своей объемно-центрированной кубической структуры, что обеспечивает большое количество механизмов деформирования. Известно, что механическая обработка бета-титановых сплавов является сложной из-за относительно низкого модуля упругости сплавов, который позволяет более значительный упругий возврат. В результате этих недостатков использование бета-титановых сплавов было ограничено.
[0015] Два бета-титановых сплава, используемых или рассматриваемых в качестве материалов для высокопрочных крепежных изделий, имеют минимальный ППР 180 тыс.фунтов/кв.дюйм (1241 МПа) и минимальный ПДС 108 тыс.фунтов/кв.дюйм (744,6 МПа). Компания SPS Technologies, г. Дженкинтаун, шт. Пенсильвания, США, предлагает крепежное изделие из титанового сплава, изготовленное из оптимизированного бета-титанового сплава, который соответствует химическому составу титанового сплава Ti-3Al-8V-6Cr-4Zr-4Mo (AMS 4958). SPS выпускает болты с диаметрами вплоть до 1 дюйма (2,54 см). Компания Alcoa Fastening Systems (AFS) разработала высокопрочное крепежное изделие, изготовленное из титанового сплава, который соответствует номинальному химическому составу титанового сплава Ti-5Al-5Mo-5V-3Cr-0,5Fe (также называемого сплавом Ti-5553, без присвоения UNS), из псевдо-бета-титанового сплава. По имеющимся сведениям, крепежные изделия из сплава AFS Ti-5553 обладают пределом прочности при растяжении, составляющим 190 тыс.фунтов/кв.дюйм (1309 МПа), относительным удлинением более 10% и минимальной ПДС 113 тыс.фунтов/кв.дюйм (779 МПа) для изделий без покрытия и 108 тыс.фунтов/кв.дюйм (744 МПа) для изделий с покрытием.
[0016] Как обсуждалось, бета-титановые сплавы обычно имеют высокое содержание легирующих добавок, что увеличивает стоимость компонентов и обработки по сравнению с альфа-бета-титановыми сплавами. Бета-титановые сплавы также обычно имеют более высокую плотность, чем альфа-бета-титановые сплавы. Например, альфа-бета-титановый сплав ATI 425® имеет плотность примерно 0,161 фунт/дюйм3 (4,5 г/см3), тогда как бета-титановый сплав Ti-3Al-8V-6Cr-4Zr-4Mo имеет плотность примерно 0,174 фунт/дюйм3 (4,8 г/см3), а псевдо-бета-титановый сплав Ti-5Al-5Mo-5V-3Cr-0,5Fe имеет плотность примерно 0,168 фунт/дюйм3 (4,7 г/см3). (Альфа-бета-титановый сплав ATI 425® представляет собой коммерческую версию сплава Ti-4Al-2,5V (UNS R54250) и доступен от Allegheny Technologies Incorporated, г. Питтсбург, штат Пенсильвания, США.) Крепежные изделия из титановых сплавов, имеющие меньшую плотность, могут обеспечить дополнительную экономию веса для аэрокосмических областей применения. Кроме того, бимодальная микроструктура, полученная, например, в обработанных на твердый раствор и подвергнутых старению альфа-бета-титановых сплавах, может обеспечить улучшенные механические свойства, например, многоцикловую выносливость, по сравнению с бета-титановыми сплавами. Альфа-бета-титановые сплавы также имеют более высокую температуру бета-перехода (Tβ), чем бета-титановые сплавы. Например, Tβ альфа-бета-титанового сплава ATI 425® составляет примерно 982,2°C, тогда как титановый сплав Ti-5Al-5Mo-5V-3Cr-0,5Fe имеет Tβ примерно 860°C. Обычно более высокая Tβ альфа-бета-титанового сплава позволяет использовать большее температурное окно для термомеханической обработки и термообработки в области альфа-бета фаз.
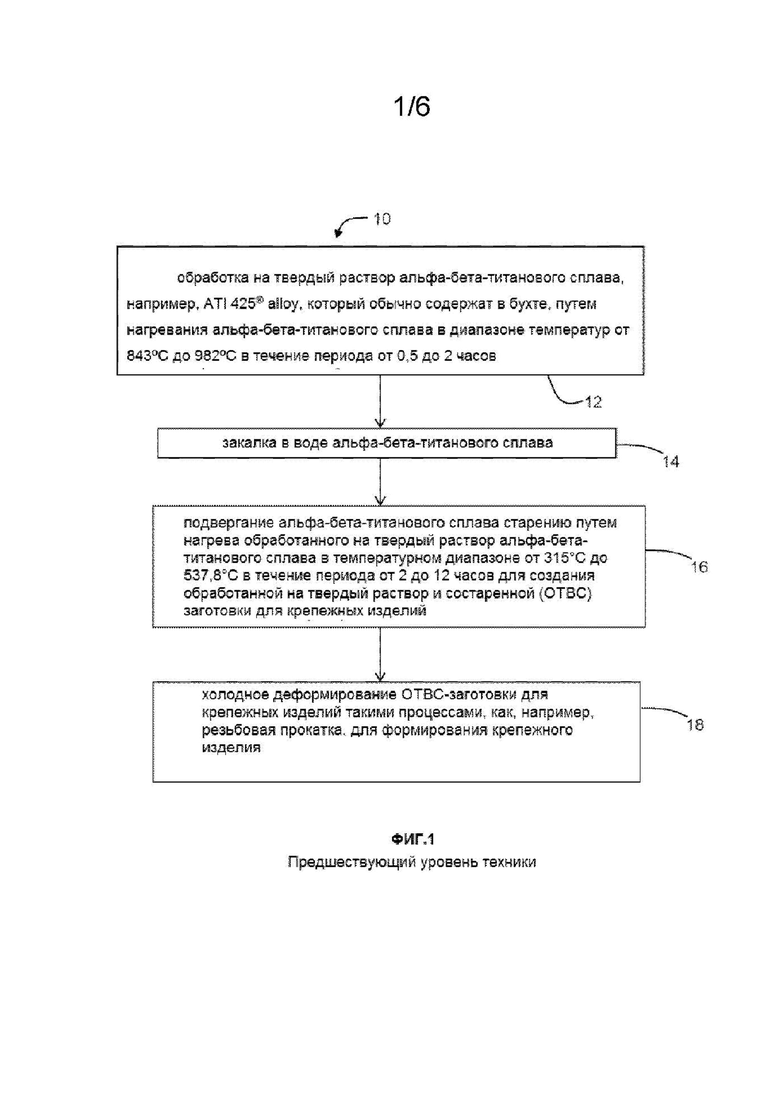
[0017] Известный из уровня техники процесс изготовления заготовки крепежных изделий и крепежных изделий из альфа-бета-титанового сплава ATI 425® (UNS R54250) раскрыт в совместно рассматриваемой заявке на патент США № 12/903851, которая в полном объеме включена в данный документ по ссылке. Обращаясь к фиг. 1, процесс 10 изготовления заготовки крепежных изделий и крепежных изделий из альфа-бета-титанового сплава включает в себя обработку на твердый раствор 12 альфа-бета-титанового сплава, который обычно выполнен в виде рулона, путем нагревания альфа-бета-титанового сплава в диапазоне температур от 843°C до 982°C в течение от 0,5 до 2 часов. После обработки на твердый раствор альфа-бета-титановый сплав закаливают 14 в воде. В некоторых случаях, обработанный на твердый раствор альфа-бета-титановый сплав можно подвергать такому процессу, как горячая или холодная высадка (не показан). Обработанный на твердый раствор альфа-бета-титановый сплав затем подвергают старению 16, нагревая обработанный на твердый раствор альфа-бета-титановый сплав в температурном диапазоне от 315°С до 537,8°С в течение от 2 до 12 часов, получая обработанную на твердый раствор и состаренную (ОТВС) заготовку крепежных изделий. После старения 16 ОТВС-заготовка крепежных изделий, содержащая сплав ATI 425®, может подвергаться процессам холодного деформирования 18, таким как, например, накатка резьбы, для формирования крепежного изделия.
[0018] Можно было бы снизить стоимость изделий из титана, если бы существующие титановые сплавы были более устойчивы к образованию трещин при холодной обработке, то есть, если бы сплавы имели повышенную способность к холодной деформации. Поскольку альфа-бета-титановые сплавы составляют большую часть всего изготавливаемого легированного титана, затраты на обработку таких сплавов можно было бы значительно уменьшить за счет повышения способности к холодной деформации. Поэтому интересные с коммерческой точки зрения сплавы включают в себя высокопрочные холоднодеформируемые альфа-бета-титановые сплавы. В последнее время было разработано несколько сплавов данного класса. Например, за последние 20 лет был разработаны сплав Ti-4Al-2,5V (UNS R54250), сплав Ti-4,5Al-3V-2Mo-2Fe, сплав Ti-5Al-4V-0,7Mo-0,5Fe (TIMETAL 54M) и сплав Ti-3Al-5Mo-5V-3Cr-0,4Fe. Сплав Ti-4,5Al-3V-2Mo-2Fe, также известный как сплав SP-700 (UNS не присвоен), представляет собой холоднодеформируемый высокопрочный альфа-бета-титановый сплав, который, в отличие от сплава Ti-4Al-2,5V, содержит относительно дорогостоящие легирующие ингредиенты. Аналогично сплаву Ti-4Al-2,5V, сплав SP-700 имеет пониженное сопротивление ползучести из-за повышенного содержания бета-фазы. Сплав Ti-3Al-5Mo-5V-3Cr-0,4Fe также обладает хорошими способностями к штамповке при комнатной температуре и, учитывая значительное содержание в нем бета-фазы при комнатной температуре, обладает относительно низким сопротивлением ползучести.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0019] Понятно, что изобретения, раскрытые и описанные в данном описании, не ограничены вариантами осуществления, описанными в данном разделе «Раскрытие сущности».
[0020] В соответствии с неограничивающим аспектом настоящего раскрытия, способ увеличения предела прочности при растяжении альфа-бета-титанового сплава включает в себя термическую обработку на твердый раствор холоднодеформируемого альфа-бета-титанового сплава путем нагревания титанового сплава в температурном диапазоне от Tβ - 106°C до Tβ - 72,2°C, где Tβ представляет собой температуру бета-перехода титанового сплава, в течение от 15 минут до 2 часов. В неограничивающем варианте осуществления способа, после нагревания титанового сплава, титановый сплав охлаждают до температуры окружающей среды со скоростью охлаждения не менее 3000°С/минуту. В другом неограничивающем варианте осуществления способа, после нагревания титанового сплава, титановый сплав охлаждают до температуры окружающей среды со скоростью охлаждения, по меньшей мере такой же высокой, как и скорость охлаждения, достигаемая при охлаждении в воде. После охлаждения титанового сплава до температуры окружающей среды, титановый сплав подвергают холодной обработке, чтобы придать эффективную деформацию в диапазоне от 5 процентов до 35 процентов. После холодной обработки титанового сплава, титановый сплав подвергают старению путем нагревания в температурном диапазоне от Tβ - 669°C до Tβ - 517°C в течение от 1 до 8 часов.
[0021] В некоторых неограничивающих вариантах осуществления вышеприведенного способа повышения прочности при растяжении альфа-бета-титанового сплава согласно настоящему изобретению, холоднодеформируемый альфа-бета-титановый сплав содержит в массовых процентах от общей массы сплава: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия; титан; и примеси. В неограничивающем варианте осуществления сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%, причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
[0022] Другой неограничивающий аспект настоящего изобретения относится к способу изготовления заготовки крепежных изделий из альфа-бета-титанового сплава, включающему в себя нагрев альфа-бета-титанового сплава в диапазоне температур от 866°C до 899°C в течение от 15 минут до 2 часов. Нагретый альфа-бета-титановый сплав закаливают в воде. После закалки в воде, альфа-бета-титановый сплав подвергают холодной обработке для придания эффективной деформации в диапазоне от 5 процентов до 35 процентов. Затем альфа-бета-титановый сплав подвергают старению путем нагрева в температурном диапазоне от 302°C до 454°C в течение от 1 до 8 часов.
[0023] В некоторых неограничивающих вариантах осуществления вышеприведенного способа, альфа-бета-титановый сплав содержит, в массовых процентах от общей массы сплава: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия; титан; и примесей. В неограничивающем варианте осуществления сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%, причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
[0024] В неограничивающем варианте осуществления способа изготовления заготовки крепежных изделий из альфа-бета-титанового сплава согласно настоящему изобретению холодная обработка включает в себя волочение альфа-бета-титанового сплава. В другом неограничивающем варианте осуществления способа изготовления заготовки крепежных изделий из альфа-бета-титанового сплава согласно настоящему изобретению холодная обработка включает в себя обжатие альфа-бета-титанового сплава.
[0025] Другой неограничивающий аспект согласно настоящему изобретению относится к изделию, выбранному из следующих: горячекатаного, обработанного на твердый раствор и подвергнутого холодной обработке крепежного изделия из альфа-бета-титанового сплава; и горячекатаной, обработанной на твердый раствор и подвергнутой холодной обработке заготовки крепежных изделий из альфа-бета-титанового сплава. В некоторых неограничивающих вариантах осуществления крепежное изделие из альфа-бета-титанового сплава и заготовка крепежных изделий из альфа-бета-титанового сплава согласно настоящему изобретению содержат, в массовых процентах от общей массы сплава: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия; титан; и примеси. В неограничивающем варианте осуществления сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в крепежном изделии из альфа-бета-титанового сплава или заготовке крепежного изделия из альфа-бета-титанового сплава, составляет менее 0,5 мас.%, причем индивидуальные концентрации любого из присутствующих олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из присутствующих бора и иттрия составляют каждая менее 0,005 мас.%.
[0026] Неограничивающие варианты осуществления горячекатаного, обработанного на твердый раствор и холоднодеформированного крепежного изделия из альфа-бета-титанового сплава согласно настоящему изобретению включают в себя болт, гайку, шпильку, винт, шайбу, стопорную шайбу и заклепку. Неограничивающий вариант осуществления горячекатаной, обработанной на твердый раствор и подвергнутой холодной обработке заготовки крепежных изделий из альфа-бета-титанового сплава согласно настоящему изобретению представляет собой заготовку крепежных изделий, выполненную в форме прямого отрезка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] Различные признаки и характеристики неограничивающих и неисчерпывающих вариантов осуществления, раскрытых и описанных в данном описании, могут быть лучше поняты при обращении к прилагаемым фигурам, на которых:
[0028] На фиг.1 показана блок-схема способа изготовления заготовки крепежных изделий и крепежных изделий из альфа-бета-титанового сплава согласно уровню техники;
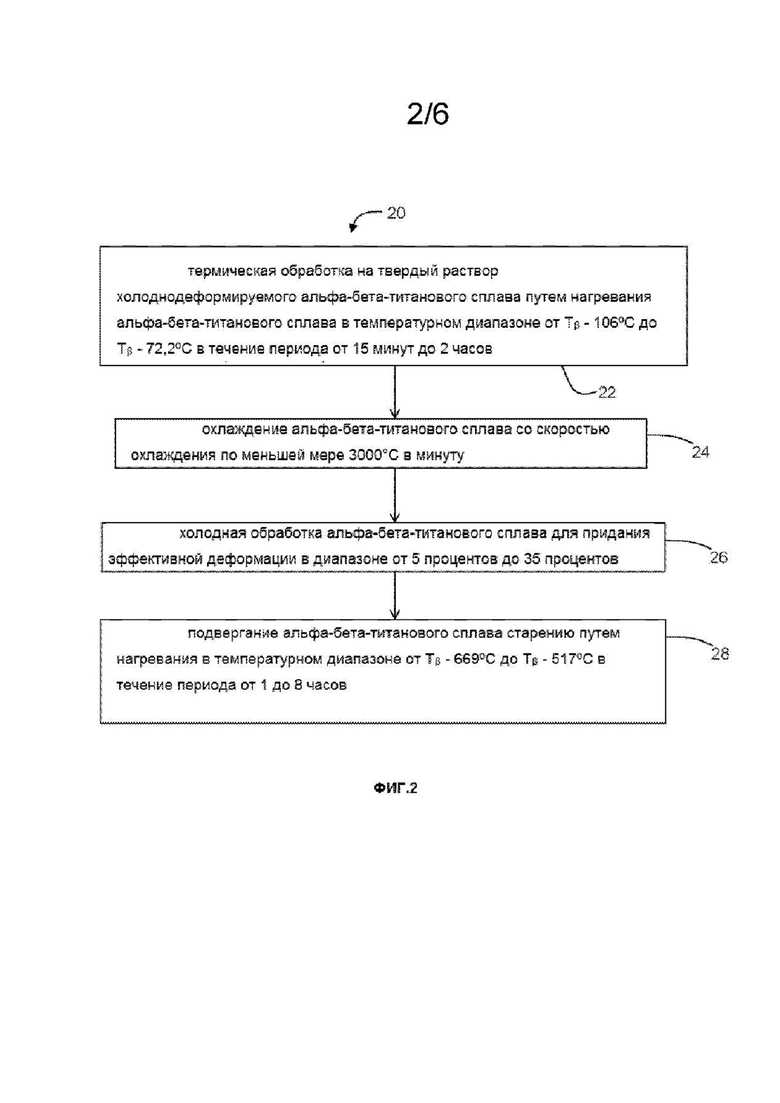
[0029] На фиг.2 показана блок-схема неограничивающего варианта осуществления способа увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению;
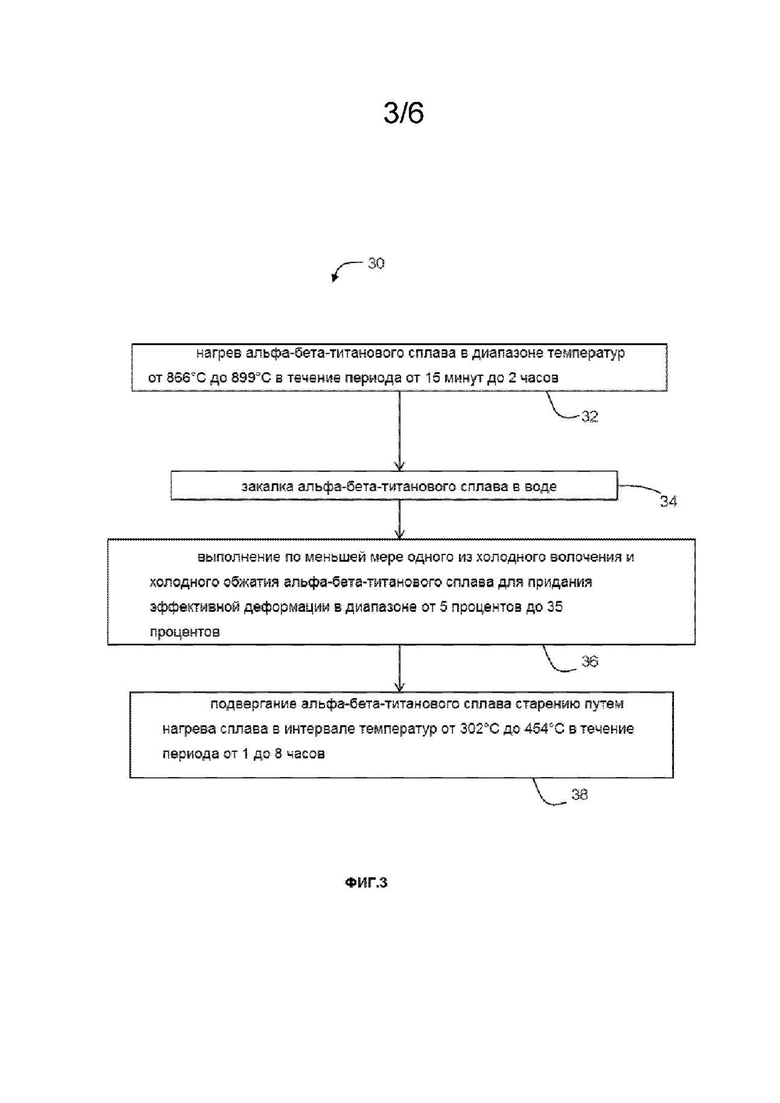
[0030] На фиг.3 показана блок-схема неограничивающего варианта осуществления способа изготовления заготовки крепежных изделий из альфа-бета-титанового сплава согласно настоящему изобретению;
[0031] Фиг. 4 представляет собой полученный при помощи сканирующего электронного микроскопа снимок, изображающий микроструктуру варианта осуществления заготовки крепежных изделий из термически обработанного сплава ATI 425®;
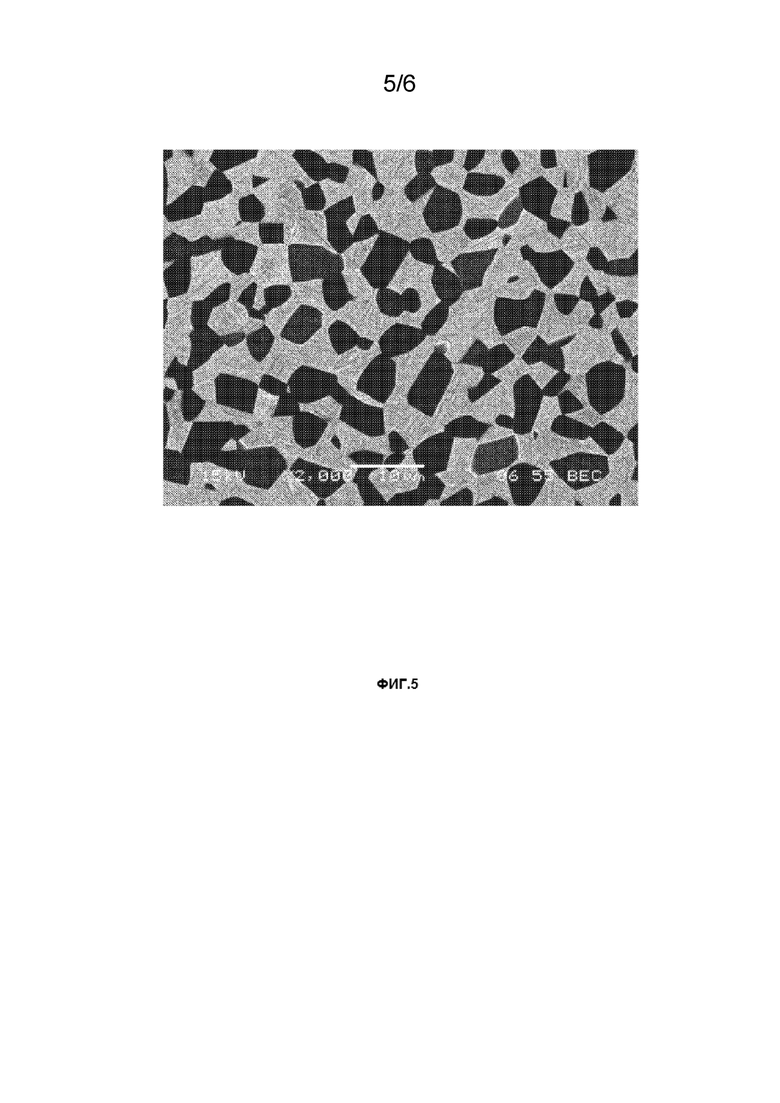
[0032] Фиг.5 представляет собой полученный при помощи сканирующего электронного микроскопа снимок, изображающий микроструктуру варианта осуществления заготовки крепежных изделий из сплава ATI 425®, которая была подвергнута обработке на твердый раствор и закалке в соответствии с неограничивающим вариантом осуществления настоящего изобретения; и
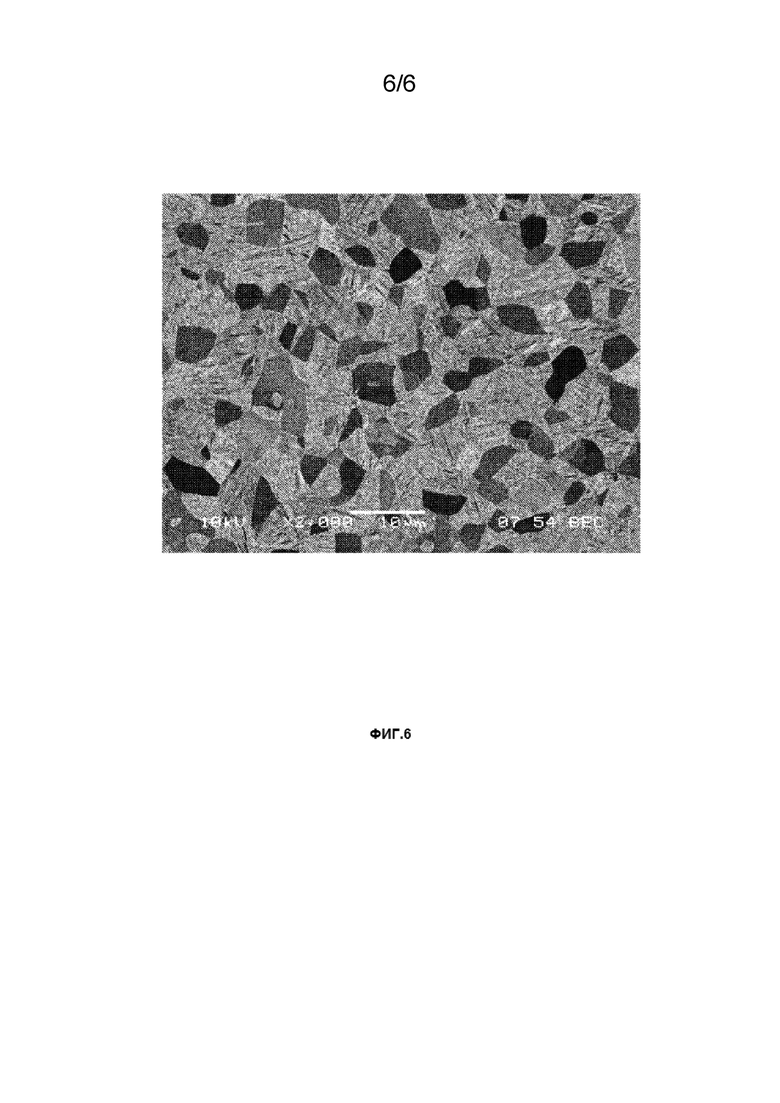
[0033] Фиг.6 представляет собой полученный при помощи сканирующего электронного микроскопа снимок, изображающий микроструктуру варианта осуществления заготовки крепежных изделий из сплава Ti-6Al-4V, которая была подвергнута обработке на твердый раствор и закалке в соответствии с неограничивающим вариантом осуществления настоящего изобретения.
[0034] Читатель по достоинству оценит приведенные выше, а также другие детали, рассмотрев нижеследующее подробное описание различных неограничивающих и неисчерпывающих вариантов осуществления в соответствии с настоящим раскрытием.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0035] Для полного понимания раскрытых способов и изделий в данном описании представлены и проиллюстрированы различные варианты осуществления. Понятно, что различные варианты осуществления, описанные и проиллюстрированные в данном описании, являются неограничивающими и неисчерпывающими. Таким образом, настоящее изобретение не ограничено описанием различных неограничивающих и неисчерпывающих вариантов осуществления, раскрытых в данном описании. Напротив, изобретение охарактеризовано исключительно формулой изобретения. Признаки и характеристики, проиллюстрированные и/или описанные в связи с различными вариантами осуществления, могут быть объединены с признаками и характеристиками других вариантов осуществления. Такие модификации и варианты предполагаются включенными в объем данного описания. Соответственно, формула изобретения может быть изменена указанием любых признаков или характеристик, явно или по сути описанных в данном описании или иным образом явно или по сути подкрепленных данным описанием. Кроме того, заявитель оставляет за собой право вносить изменения в формулу изобретения, чтобы правомерно исключить из объема охраны признаки или характеристики, которые могут присутствовать в предшествующем уровне техники. Различные варианты осуществления, раскрытые и представленные в данном описании, могут содержать, включать в себя или состоять по существу из признаков и характеристик, различным образом описанных в данном документе.
[0036] Все процентные доли и соотношения, приведенные в данном документе для состава сплава, представляют собой массовые проценты в расчете на общую массу сплава конкретного состава, если не указано иное.
[0037] Любой патент, публикация или другой материал раскрытия, который указан полностью или частично включенным в данный документ по ссылке, включен в настоящее описание только в той степени, в которой включенный материал не противоречит существующим определениям, утверждениям или другому материалу раскрытия, изложенному в данном раскрытии. В этой связи, и в той степени, в которой это необходимо, изложенное ниже раскрытие заменяет любые противоречащие друг другу материалы, включенные в данный документ по ссылке. Любой материал или его часть, который, указан включенным в настоящее описание по ссылке, но который противоречит существующим определениям, утверждениям или другим материалам раскрытия, изложенным в настоящем документе, включен только в том объеме, при котором не возникает конфликт между этим включенным материалом и существующим материалом раскрытия.
[0038] В данном описании, если не указано иное, все числовые параметры следует истолковывать как предваряемые и определяемые термином «примерно», в силу чего численные параметры обладают неотъемлемым свойством изменчивости, лежащим в основе методов измерения, используемых для определения численного значения параметра. Как минимум, но не в попытке ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый численный параметр, описанный в настоящем описании, должен по меньшей мере истолковываться с учетом количества приведенных значащих цифр и путем применения обычных методов округления.
[0039] Кроме того, любой диапазон числовых значений, приведенный в данном описании, предназначен включать в себя все поддиапазоны, содержащиеся в пределах приведенного диапазона, с такой же численной точностью. Например, диапазон «от 1,0 до 10,0» предназначен включать в себя все поддиапазоны между указанным минимальным значением 1,0 и указанным максимальным значением 10,0 (включая их), то есть иметь минимальное значение, равное или большее, чем 1,0, и максимальное значение, равное или меньшее, чем 10,0, например, от 2,4 до 7,6. Любое максимальное числовое ограничение, приведенное в данном описании, предназначено включать все меньшие числовые ограничения, относящиеся к рассматриваемому интервалу, а любое минимальное числовое ограничение, указанное в данном описании, предназначено включать все более высокие числовые ограничения, относящиеся к рассматриваемому интервалу. Соответственно, Заявитель оставляет за собой право вносить изменения в данное описание, включая формулу изобретения, для явного указания любого поддиапазона, входящего в диапазоны, явным образом описанные в данном документе. Все такие диапазоны предполагаются изначально описанными в данном описании, так чтобы внесение изменений с явным указанием любых таких поддиапазонов соответствовало требованиям первого абзаца § 112 раздела 35 Свода законов США (USC) и §132 (a) раздела 35 USC. Кроме того, используемая в данном документе при ссылке на диапазоны входящих в состав элементов фраза «вплоть до» включает нулевое значение, если только конкретный элемент не присутствует в качестве неизбежной примеси, или если фраза «вплоть до» не предваряется формулировкой «более нуля и».
[0040] Грамматические формы единственного числа, используемые в настоящем описании, предназначены включать в себя «по меньшей мере один» или «один или более», если не указано иное. Таким образом, формы единственного числа используются в данном описании для обозначения одного или более чем одного (то есть «по меньшей мере одного») из грамматических объектов. В качестве примера «компонент» означает один или более компонентов и, таким образом, возможно, что в реализации описанных вариантов осуществления может рассматриваться или использоваться более чем один компонент. Кроме того, использование существительного в единственном числе распространяется на множественное число, а использование существительного во множественном числе распространяется на единственное число, если только контекст использования не требует иного.
[0041] Используемые в данном документе в связи с настоящим изобретением понятия «холодная обработка», «холоднодеформированный», «холодное формование» и аналогичные термины, а также термин «холодный», используемый в связи с конкретным методом обработки или формовки, относятся к обработке давлением или характеристике того, что было обработано давлением в данном конкретном случае, в температурном диапазоне от температуры окружающей среды до не более чем примерно 677°С. В некоторых неограничивающих вариантах осуществления холодная обработка происходит в температурном диапазоне от температуры окружающей среды до не более чем примерно 537,8°С. В некоторых других неограничивающих вариантах осуществления холодная обработка происходит в температурном диапазоне от температуры окружающей среды до не более чем примерно 399°С. В некоторых других неограничивающих вариантах осуществления холодная обработка происходит в температурном диапазоне от температуры окружающей среды до не более чем примерно 300°С. В неограничивающем варианте холодная обработка включает механическую обработку заготовки без предварительного нагрева заготовки. Неограничивающие примеры холодной обработки включают в себя обработку металлического изделия при таких температурах с использованием одного или более методов, выбранных из следующих: прокатка, накатка резьбы, штамповочная ковка, пилигримовая прокатка, качание, волочение, высадка, вращательное выдавливание, качание, гибка, сплющивание, ковка, штамповка, штамповка давлением сжатой жидкости, штамповка давлением сжатого газа, гидроформование, рельефная штамповка, формовка валками, штамповка, чистовая штамповка, штамповка на прессе, глубокое волочение, чеканка, обкатка, обжатие, ударное выдавливание, штамповка взрывом, штамповка резиной, обратное прессование, пробивка, обкатка, штамповка с вытяжкой, гибка под прессом и электромагнитная штамповка.
[0042] Используемый в данном документе термин «холоднодеформируемый» при употреблении в отношении титанового сплава относится к титановому сплаву, который может быть подвергнут холодной обработке (как она определена в данном документе) без повреждающего трещинообразования, макрорастрескивания и/или микрорастрескивания в обрабатываемой заготовке из титанового сплава, такой как проволока, например, с предварительным нагревом, или при температуре обработки, равной или меньшей, чем 398,9°С, или, например, при температуре обработки, равной или меньшей 300°С. Признано, что при холодной обработке листа из титанового сплава может в некоторой степени происходить растрескивание кромок, что является приемлемым для холоднодеформируемого титанового сплава. Используемый в данном документе термин «макрорастрескивание» относится к оптически видимым трещинам, а «микрорастрескивание» относится к образованию трещин по шкале размеров с размером зерна конкретного сплава.
[0043] Ссылка в данном документе на титановый сплав, «содержащий» конкретный состав, предназначена охватывать сплавы, «состоящие по существу из» или «состоящие из» указанного состава. Следует понимать, что составы титанового сплава, описанные в данном документе, «содержащие», «состоящие из» или «состоящие по существу из» конкретного состава, также могут включать примеси.
[0044] В соответствии с неограничивающим аспектом настоящего изобретения и со ссылкой на фиг.2, способ 20 повышения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава включает в себя термическую обработку 22 на твердый раствор холоднодеформируемого альфа-бета-титанового сплава путем нагревания альфа-бета-титанового сплава в температурном диапазоне от Tβ - 106°C до Tβ - 72,2°C в течение от 15 минут до 2 часов. Все периоды термической обработки, указанные в настоящем описании и в формуле изобретения, являются «периодами при температуре», когда изделие находится при указанной температуре или находится в пределах указанного диапазона температур по всей его толщине. В другом неограничивающем варианте осуществления термическая обработка на твердый раствор альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от Tβ - 97,2°C до Tβ - 83,3°C в течение от 30 минут до 1 часа.
[0045] После термической обработки 22 на твердый раствор альфа-бета-титанового сплава сплав охлаждают 24 со скоростью охлаждения по меньшей мере 3000°С/минуту. В некоторых неограничивающих вариантах осуществления способа 20 альфа-бета-титановый сплав охлаждают 24 путем охлаждения в воде для достижения такой скорости охлаждения по меньшей мере 3000°С/минуту. В других неограничивающих вариантах осуществления способа 20 альфа-бета-титановый сплав охлаждают 24 одной из жидкостной закалки и газовой закалки с достижением скорости охлаждения по меньшей мере 3000°С/минуту. В некоторых неограничивающих вариантах осуществления способа 20 альфа-бета-титановый сплав охлаждают 24 со скоростью охлаждения, достаточной для получения мартенсита после охлаждения.
[0046] В некоторых неограничивающих вариантах осуществления способа 20, после охлаждения 24 альфа-бета-титанового сплава, сплав подвергают холодной обработке 26 для придания эффективной деформации в диапазоне от 5 процентов до 35 процентов, или в диапазоне от 10 процентов до 30 процентов, или в диапазоне от 13 процентов до 23 процентов. Используемый в данном документе термин «эффективная деформация» относится к деформации, которая может быть достигнута во время холодной обработки из-за сочетания растягивающего, сжимающего, сдвигового и/или скручивающего нагружения альфа-бета-титанового сплава. Результирующая деформация титанового сплава придает большую прочность. Раскрытые диапазоны эффективной деформации, то есть, 5-35% или 10-30% или 13-23%, представляют собой величину эффективной деформации, которую мог бы выдерживать холоднодеформируемый альфа-бета-титановый сплав по настоящему изобретению без появления микрорастрескивания в микроструктуре. Используемая в данном документе эффективная деформация ( ) определяется следующим уравнением:
) определяется следующим уравнением:
 ,
,
где каждая из переменных относится к нормальной деформации (Ɛ) или сдвиговой деформации (γ), а эффективная деформация является сочетанием каждой из этих деформаций в одной переменной (См., например, Kobayashi et al., Metal Forming and the Finite-Element Method, Oxford Series on Advanced Manufacturing (Oxford University Press, New York, N.Y., 1989) (Кобаяши и др., Формовка металлов и метод конечных элементов, Серия Оксфорда по передовому производству (Оксфорд юниверсити пресс, Нью-Йорк, NY, 1989), стр. 48. (ISBN: 0-19-504402-9)). Снова обращаясь к способу 20, после холодной обработки 26 альфа-бета-титановый сплав подвергают старению 28 путем нагревания в температурном диапазоне от Tβ - 669°C до Tβ - 517°C в течение от 1 до 8 часов.
[0047] В некоторых неограничивающих вариантах осуществления способа 20 увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению, альфа-бета-титановый сплав содержит в массовых процентах от общей массы сплава: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия; титан; и примеси. Пример альфа-бета-титанового сплава, имеющего данный состав, раскрыт в патенте США № 5980655, выданном 9 ноября 1999 года, который полностью включен в данный документ по ссылке.
[0048] В некоторых неограничивающих вариантах осуществления способа 20 увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению, альфа-бета-титановый сплав содержит в массовых процентах от общей массы сплава: от 2,5 до 3,5 алюминия; от 2,0 до 3,0 ванадия; вплоть до 0,20 железа; вплоть до 0,15 кислорода; вплоть до 0,050 углерода; вплоть до 0,030 азота; вплоть до 0,015 водорода; необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия; титан и примеси. В неограничивающем варианте осуществления сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,3 мас.%, причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%. Примером сплава, имеющего вышеуказанный состав, является сплав Ti-3Al-2,5V (UNS R56320).
[0049] В различных неограничивающих вариантах осуществления способа 20 увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению, альфа-бета-титановый сплав выбирают из сплава Ti-4,5Al-3V-2Mo-2Fe (также известного как сплав ʺSP-700ʺ; UNS не присвоен), сплава Ti-5Al-4V-0,7Mo-0,5Fe (также известного как сплав ʺTIMETAL 54Mʺ) и Ti-3Al-5Mo-5V-3Cr-0,4Fe. Ниже приведен перечень химических составов примерных альфа-бета-титановых сплавов, которые можно обрабатывать так, как описано в данном документе. Данный перечень приводит составы в массовых процентах от общей массы сплава. Если концентрация титана в каком-то перечисленном сплаве не указана, остальное в этом сплаве составляет титан и примеси. Во всех случаях в сплавах ожидается присутствие случайных примесей. Данный перечень не следует рассматривать как всеохватывающий, и он включает в себя: сплав Ti-6Al-4V (UNS R56400) (максимум 0,10 углерода, максимум 0,20 кислорода, алюминий 5,5-6,75, ванадий 3,5-4,5, максимум 0,025 водорода, максимум 0,30 железа, других элементов максимум 0,10 каждого, всего других элементов максимум 0,40); сплав Ti-3Al-2,5V (UNS R56320) (92,755-95,5 титана, 2,5-3,5 алюминия, 2,0-3,0 ванадия, максимум 0,25 железа, максимум 0,15 кислорода, максимум 0,1 углерода, максимум 0,03 азота, максимум 0,015 водорода, других элементов максимум 0,10 каждого, всего других элементов максимум 0,40); сплав Ti-4,5Al-3V-2Mo-2Fe (также известный как сплав SP700) (6,5-7,5 ниобия, 4,0-5,0 алюминия, 2,5-3,5 ванадия, 1,8-2,2 молибдена, 1,7-2,3 железа, максимум 0,80 углерода, максимум 0,15 кислорода, максимум 0,050 азота, максимум 0,010 водорода, максимум 0,0050 иттрия, других элементов максимум 0,10 каждого, всего других элементов максимум 0,40); сплав Ti-5Al-4V-0,7Mo-0,5Fe (также известный как сплав «TIMETAL 54M» и раскрытый в патенте США № 6786985, который в полном объеме включен в данный документ по ссылке) (алюминий 4,5-5,5, ванадий 3,0-5,0, молибден 0,3-1,8, железо 0,2-1,2, кислород 0,12-0,25, другие элементы - каждого менее 0,1, другие элементы всего менее 0,5); сплав Ti-3Al-5Mo-5V-3Cr-0,5Fe (также известный как сплав Ti-3553 и раскрытый в патенте США № 6632396, который в полном объеме включен в данный документ по ссылке) (алюминий 2,2-3,8, ванадий 4,5-5,9, молибден 4,5-5,9, хром 2,0-3,6, железо 0,2-0,8, цирконий 0,01-0,08, углерод 0,01-0,25, кислород 0,03-0,25); и сплав ATI 425® (Grade 38, доступный от Allegheny Technologies Incorporated, г. Питтсбург, шт. Пенсильвания, США) (алюминий 3,5-4,5, ванадий 2,0-3,0, железо 1,2-1,8, кислород 0,2-0,30, максимум 0,08 углерода, максимум 0,03 азота, максимум 0,015 водорода, других элементов максимум 0,10 каждого, всего других элементов максимум 0,30).
[0050] Согласно некоторым неограничивающим вариантам осуществления способа 20 увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава по настоящему изобретению холодную обработку 26 альфа-бета-титанового сплава выполняют при температуре ниже 676,7°C. В другом неограничивающем варианте осуществления способа 20 согласно настоящему изобретению альфа-бета-титановый сплав подвергают холодной обработке 26 при температуре не выше 300°С. Еще в одном неограничивающем варианте осуществления способа 20 согласно настоящему изобретению альфа-бета-титановый сплав подвергают холодной обработке 26 при температуре ниже 200°С. Еще в одном неограничивающем варианте осуществления способа 20 согласно настоящему изобретению альфа-бета-титановый сплав подвергают холодной обработке 26 в температурном диапазоне от -100°C до +200°C. Еще в одном неограничивающем варианте осуществления способа 20 согласно настоящему изобретению альфа-бета-титановый сплав подвергают холодной обработке 26 при температуре ниже 537,8°С.
[0051] В соответствии с различными неограничивающими вариантами осуществления способа 20 повышения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава по настоящему изобретению, холодная обработка 26 альфа-бета-титанового сплава включает в себя по меньшей мере одно из следующего: прокатку, ковку, прессование (экструзию), пилигримовую прокатку, качание, волочение, вращательное выдавливание, штамповку давлением сжатой жидкости, штамповку давлением сжатого газа, гидроформование, рельефную штамповку, формовку валками, штамповку, чистовую штамповку, штамповку на прессе, глубокое волочение, чеканку, обкатку, обжатие, ударное выдавливание, штамповку взрывом, штамповку резиной, обратное прессование, пробивку, обкатку, штамповку с вытяжкой, гибку под прессом, электромагнитную штамповку и холодную высадку альфа-бета-титанового сплава. В некоторых неограничивающих вариантах осуществления способа 20 повышения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению холодная обработка 26 альфа-бета-титанового сплава включает в себя волочение альфа-бета-титанового сплава. В других неограничивающих вариантах осуществления способа 20 повышения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава согласно настоящему изобретению холодная обработка 26 альфа-бета-титанового сплава включает в себя обжатие альфа-бета-титанового сплава.
[0052] Опять обращаясь к фиг.2, после холодной обработки 26 альфа-бета-титанового сплава альфа-бета-титановый сплав подвергают старению 28. В неограничивающих вариантах осуществления способа 20 старение 28 альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от Тβ - 622°C до Tβ - 581°C в течение от 1 до 5 часов. В некоторых неограничивающих вариантах осуществления старение 28 альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от 302°C до 454°C в течение от 1 до 8 часов. В других неограничивающих вариантах осуществления старение альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от 349°С до 391°С в течение от 1 до 5 часов. В различных вариантах осуществления способа 20 старение 28 может придавать сплаву значительно более высокую прочность, такую как, например, 1450 МПа, при этом поддерживая по меньшей мере 7%-ое относительное удлинение до разрыва в испытываемом на растяжение образце длиной 4D (4-кратный диаметр образца) при измерении в соответствии со спецификацией ASTM E8 2015.
[0053] В некоторых неограничивающих вариантах осуществления способа 20 увеличения прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава в соответствии с настоящим раскрытием, перед термической обработкой на твердый раствор 22 альфа-бета-титанового сплава, альфа-бета-титановый сплав подвергают горячей обработке (не показанной на фиг. 2). В неограничивающем варианте осуществления способа 20 горячая обработка (не показана) альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от Tβ - 83,3°C до Tβ - 28°C. В различных неограничивающих вариантах осуществления альфа-бета-титановый сплав может быть подвергнут горячей обработке по меньшей мере одним из прокатки, волочения, обжатия, равноканального углового прессования, прессования (экструзии), накатки резьбы, ковки, сплющивания, гибки или правки альфа-бета-титанового сплава.
[0054] Специалист в данной области понимает, что горячая обработка альфа-бета-титанового сплава включает в себя пластическое деформирование титанового сплава при температурах, превышающих температуру рекристаллизации сплава. В некоторых неограничивающих вариантах осуществления альфа-бета-титановый сплав можно подвергать горячей обработке при температурах в области бета-фазы альфа-бета-титанового сплава. В конкретном неограничивающем варианте альфа-бета-титановый сплав нагревают до по меньшей мере Tβ+30°C и подвергают горячей обработке. В некоторых неограничивающих вариантах осуществления альфа-бета-титановый сплав можно подвергать горячей обработке в области бета-фазы титанового сплава и подвергать по меньшей мере 20-процентному уменьшению толщины или площади поперечного сечения. В некоторых неограничивающих вариантах осуществления после горячей обработки альфа-бета-титанового сплава в области бета-фазы альфа-бета-титановый сплав можно охлаждать до температуры окружающей среды со скоростью охлаждения, которая по меньшей мере такая же высокая, как и скорость охлаждения, достигаемая при охлаждении воздухом.
[0055] Между этапом охлаждения 24 альфа-бета-титанового сплава и этапом холодной обработки 26 альфа-бета-титанового сплава, в некоторых неограничивающих вариантах осуществления выполняют зачистку поверхности альфа-бета-титанового сплава (не показана на фиг. 2). В различных неограничивающих вариантах осуществления между этапом холодной обработки 26 альфа-бета-титанового сплава и этапом старения 28 альфа-бета-титанового сплава выполняют зачистку поверхности альфа-бета-титанового сплава (не показана на фиг.2). Методы зачистки поверхности известны специалистам в данной области техники и включают в себя, например, токарную обработку, фрезерование, поверхностную зачистку, шлифование песком, полирование, химическое фрезерование, электрохимическое фрезерование, электроразрядную обработку и водоструйную обработку.
[0056] В различных неограничивающих вариантах осуществления способа 20, после этапа холодной обработки 26 альфа-бета-титанового сплава и/или этапа старения 28 альфа-бета-титанового сплава, производят чистовую обработку альфа-бета-титанового сплава (не показана). Способы чистовой обработки известны специалистам в данной области техники и включают в себя, например, токарную обработку, фрезерование, поверхностную зачистку, шлифование песком, полирование, химическое фрезерование, электрохимическое фрезерование, электроразрядную обработку и водоструйную обработку. В конкретном неограничивающем варианте осуществления способа 20 чистовая обработка включает в себя механическую обработку альфа-бета-титанового сплава.
[0057] Обращаясь теперь к фиг. 3, другой аспект настоящего раскрытия относится к способу 30 изготовления заготовки крепежных изделий из альфа-бета-титанового сплава. В конкретном неограничивающем варианте осуществления способа 30, альфа-бета титановый сплав содержит альфа-бета титановый сплав ATI 425®. В различных вариантах осуществления альфа-бета титановый сплав ATI 425® содержит в массовых процентах: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; титан и примеси. Необязательно, сплав содержит один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия. Сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%, причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
[0058] Неограничивающие варианты осуществления способа 30 изготовления заготовки крепежных изделий из альфа-бета-титанового сплава включают в себя нагрев 32 альфа-бета-титанового сплава в температурном диапазоне от 866°С до 899°С в течение от 15 минут до 2 часов или, в качестве альтернативы, нагрев альфа-бета-титанового сплава в температурном диапазоне от 874°С до 888°С в течение от 30 минут до 1 часа. Специалисту в данной области техники будет понятно, что данный этап нагрева является термической обработкой на твердый раствор альфа-бета-титанового сплава, и после рассмотрения настоящего раскрытия такой специалист сможет регулировать температуры и временные интервалы для подходящей термической обработки на твердый раствор альфа-бета-титановых сплавов, не проводя ненужных экспериментов.
[0059] Обращаясь снова к способу 30, показанному на фиг.3, после нагрева 32 альфа-бета-титанового сплава выполняют закалку 34 альфа-бета-титанового сплава в воде. Можно использовать другие способы охлаждения альфа-бета-титанового сплава, известные специалисту в данной области техники. Любой такой способ охлаждения предпочтительно обеспечивает скорость охлаждения, которая по меньшей мере такая же высокая, как и скорость охлаждения, необходимая для образования мартенситной фазы в альфа-бета-титановом сплаве при охлаждении. После закалки 34 выполняют холодную обработку 36 альфа-бета-титанового сплава. В различных неограничивающих вариантах осуществления способа 30 холодная обработка 36 включает в себя по меньшей мере одно из холодного волочения и холодного обжатия альфа-бета-титанового сплава для придания эффективной деформации в диапазоне от 5 процентов до 35 процентов или в диапазоне от 10 процентов до 30 процентов, или от 13 процентов до 23 процентов. В некоторых неограничивающих вариантах осуществления способа 30 холодная обработка 36 альфа-бета-титанового сплава (способом, включающим в себя холодное обжатие и/или холодное волочение, или другим способом) включает в себя обработку давлением альфа-бета-титанового сплава при температурах менее 677°C, или менее 537,8°C. В других неограничивающих вариантах осуществления способа 30 холодная обработка 36 альфа-бета-титанового сплава (способом, включающим в себя холодное обжатие и/или холодное волочение, или другим способом) включает в себя обработку давлением альфа-бета-титанового сплава при температурах, не превышающих 300°C. В других неограничивающих вариантах осуществления способа 30 холодная обработка 36 альфа-бета-титанового сплава (будь то методом холодного обжатия и/или холодного волочения или другим способом) включает в себя обработку альфа-бета-титанового сплава при температурах ниже 200°С. Еще в иных неограничивающих вариантах осуществления способа 30 альфа-бета-титановый сплав подвергают холодной обработке 36 способом, включающим в себя холодное обжатие и/или холодное волочение, или другим способом в диапазоне температур от -100°С до +200°С.
[0060] Снова обращаясь к фиг.3, после холодной обработки 36 альфа-бета-титанового сплава, сплав подвергают старению 38. В некоторых неограничивающих вариантах осуществления старение альфа-бета-титанового сплава включает в себя нагрев сплава в температурном диапазоне от 302°C до 454°C в течение от 1 до 8 часов. В других неограничивающих вариантах осуществления старение 38 альфа-бета-титанового сплава включает в себя нагрев сплава в температурном диапазоне от 349°С до 391°С в течение от 1 до 5 часов. В различных неограничивающих вариантах осуществления способа 30 этап старения 38 может придавать сплаву значительно более высокую прочность, такую как, например, 1450 МПа, при этом поддерживая по меньшей мере 7%-ое относительное удлинение до разрыва в испытываемом на растяжение образце длиной 4D (4-кратный диаметр образца) при измерении в соответствии со спецификацией ASTM E8 2015.
[0061] В различных неограничивающих вариантах осуществления способа 30, перед этапом нагревания 32 альфа-бета-титанового сплава, альфа-бета-титановый сплав подвергают горячей обработке (не показано на фиг. 3). В некоторых неограничивающих вариантах осуществления этап горячей обработки включает в себя по меньшей мере одно из прокатки, прессования, равноканального углового прессования, волочения и обжатия альфа-бета-титанового сплава. В других неограничивающих вариантах осуществления этап горячей обработки включает в себя горячую прокатку альфа-бета-титанового сплава до изделия, имеющего диаметр в диапазоне от 0,25 дюйма (0,635 см) до 2,0 дюймов (5,08 см). В некоторых неограничивающих вариантах осуществления горячая обработка (не показана) альфа-бета-титанового сплава включает в себя нагрев альфа-бета-титанового сплава в температурном диапазоне от Тβ - 83,3°C до Tβ - 28°C. В неограничивающих вариантах осуществления способа 30 альфа-бета-титановый сплав представляет собой сплав Ti-4Al-2,5V (UNS R54250), например, сплав ATI 425®, а горячая обработка включает в себя обработку сплава давлением в температурном диапазоне от 888°C до 943°C.
[0062] Как отмечалось выше, специалисты в данной области техники понимают, что горячая обработка альфа-бета-титанового сплава включает в себя пластическое деформирование сплава при температурах выше температуры рекристаллизации сплава. В некоторых неограничивающих вариантах осуществления способа 30 альфа-бета-титановый сплав может подвергаться горячей обработке при температурах в области бета-фазы альфа-бета-титанового сплава. В некоторых неограничивающих вариантах осуществления альфа-бета-титановый сплав обрабатывают при температуре по меньшей мере Tβ+30°C. В некоторых неограничивающих вариантах осуществления альфа-бета-титановый сплав можно подвергать горячей обработке при температурах в области бета-фазы титанового сплава так, чтобы обеспечить по меньшей мере 20-процентное уменьшение толщины или площади поперечного сечения. В некоторых неограничивающих вариантах осуществления способа 30, после горячей обработки альфа-бета-титанового сплава в области бета-фазы, сплав охлаждают до температуры окружающей среды со скоростью охлаждения, которая по меньшей мере такая же высокая, как и скорость охлаждения, достигаемая при охлаждении воздухом.
[0063] В некоторых неограничивающих вариантах осуществления способа 30, после горячей обработки (не показано на фиг.3), альфа-бета титановый сплав может быть разрезан на короткие, прямые отрезки или может быть смотан в рулон. Смотанный в рулон сплав может быть нарезан на прямые отрезки в промежутке между любыми двумя этапами способа 30.
[0064] В промежутке между этапом закалки 34 альфа-бета-титанового сплава и этапом холодной обработки 36 альфа-бета-титанового сплава, в некоторых неограничивающих вариантах осуществления способа 30 можно выполнять зачистку поверхности альфа-бета-титанового сплава (не показана на фиг. 3). В различных неограничивающих вариантах осуществления, в промежутке между этапом холодной обработки 36 альфа-бета-титанового сплава и этапом старения 38 альфа-бета-титанового сплава, выполняют зачистку поверхности альфа-бета-титанового сплава (не показана на фиг.3). Методы зачистки поверхности известны специалистам в данной области техники и включают в себя, например, токарную обработку, фрезерование, поверхностную зачистку, шлифование песком, полирование, химическое фрезерование, электрохимическое фрезерование, электроразрядную обработку и водоструйную обработку.
[0065] Другой аспект настоящего раскрытия включает в себя изделие, выбранное из крепежного изделия из титанового сплава и заготовки крепежных изделий из титанового сплава. Изделие может быть изготовлено способом, представленным, например, в настоящем описании. В различных вариантах осуществления изделие содержит горячекатаный, обработанный на твердый раствор и холоднокатаный альфа-бета-титановый сплав, содержащий в массовых процентах от общей массы сплава: от 2,9 до 5,0 алюминия; от 2,0 до 3,0 ванадия; от 0,4 до 2,0 железа; от 0,2 до 0,3 кислорода; от 0,005 до 0,3 углерода; от 0,001 до 0,02 азота; титан; и примеси. Необязательно, сплав содержит один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия. Сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%, причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%, а индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%. В неограничивающем варианте осуществления изделие, содержащее горячекатаный, обработанный на твердый раствор и холоднодеформированный альфа-бета-титановый сплав, представляет собой заготовку крепежных изделий, которая может быть в форме, например, прямого отрезка. В неограничивающих вариантах осуществления изделие, содержащее горячекатаный, обработанный на твердый раствор и холоднодеформированный альфа-бета-титановый сплав, имеет форму крепежного изделия, выбранного, например, из болта, гайки, шпильки, винта, шайбы, стопорной шайбы и заклепки.
[0066] Следующие примеры предназначены дополнительно описать некоторые неограничивающие варианты осуществления, не ограничивая объем настоящего изобретения. Специалисты в данной области техники поймут, что возможны вариации следующих примеров в пределах объема настоящего изобретения, который определяется исключительно формулой изобретения.
ПРИМЕР 1
[0067] Слиток сплава ATI 425® подвергали горячей ковке и затем горячей прокатке до диаметра проволоки для заготовки крепежных изделий, составляющего 0,25 дюйма (6,35 мм). Проволоку отжигали путем нагрева проволоки до 760°C и выдержки при температуре в течение 60 минут. Микроструктура отожженной проволоки из сплава ATI 425® показана на микроснимке по фиг. 4. На фиг. 4 можно видеть, что микроструктура содержит равноосные первичные альфа-зерна с небольшим количеством линзовидной вторичной альфа-фазы.
ПРИМЕР 2
[0068] Отожженную проволоку заготовки крепежных изделий примера 1 обрабатывали на твердый раствор при температуре (760°C) в течение 60 минут (время нахождения при температуре), а затем закаливали в воде. Микроструктура обработанной на твердый раствор и закаленной заготовки крепежных изделий из сплава ATI 425® показана на микроснимке по фиг. 5. На фиг. 5 можно видеть, что микроструктура содержит меньшее количество первичных альфа-зерен, чем в примере 1, и как более многочисленную, так и меньшую игольчато-образную вторичную альфа-фазу.
ПРИМЕР 3
[0069] Сплав Ti-6Al-4V (UNS 56400, доступный от Allegheny Technologies Incorporated) подвергали горячей ковке и затем горячей прокатке до диаметра проволоки заготовки крепежных изделий, составляющего 0,25 дюйма (6,35 мм). Горячекатаную проволоку обрабатывали на твердый раствор и закаливали способом, используемым в примере 2. Микроструктура обработанной на твердый раствор и закаленной проволоки заготовки крепежных изделий из сплава Ti-6Al-4V показана на микроснимке по фиг. 6. На фиг. 6 можно видеть, что микроструктура содержит первичные альфа-зерна с матрицей игольчатой вторичной альфа-фазы, осажденной из закаленного мартенсита.
ПРИМЕР 4
[0070] Сплав ATI 425® подвергали горячей прокатке до проволоки с номинальным размером 0,25 дюйма в диаметре. После горячей прокатки проволоку либо разрезали на прямые отрезки, либо оставляли смотанной. Затем материал обрабатывали на твердый раствор в печи при температуре 865,6°C, 879,4°C или 893,3°C в течение 1 часа, после чего закаливали в воде. Затем охлажденный материал подвергали холодному волочению, придавая эффективную деформацию 10%, 15% и 20%. Эффективная деформация для этих образцов также соответствовала проценту обжатия по площади поперечного сечения. Поверхность материала после холодного волочения зачищали для удаления любых дефектов поверхности. Материал с зачищенной поверхностью затем состаривали в печи, нагревая при 350°C, 365°C или 380°C в течение 2, 3 или 4 часов. Условия процесса для образцов и результаты механических испытаний представлены в таблице 1. Испытания на растяжение проводили в соответствии с ASTM E8 2015.
твердый раствор (°C)
[0071] Из таблицы 1 видно, что состаренные образцы проявляют значительно более высокую прочность, чем любое коммерчески доступное титановое крепежное изделие, при этом сохраняя по меньшей мере 7%-ое относительное удлинение до разрыва в испытываемом на растяжение образце длиной 4D. Коммерчески доступные титановые крепежные изделия, например, те, которые указаны в AMS 4967 rev L, соответствуют требованиям прочности 1137 МПа (165 тыс.фунтов/кв.дюйм) и 10%-му относительному удлинению до разрыва в испытываемом на растяжение образце длиной 4D.
[0072] Следует понимать, что настоящее описание иллюстрирует те аспекты изобретения, которые имеют отношение к ясному пониманию изобретения. Некоторые аспекты, которые были бы очевидны специалистам в данной области техники и которые, следовательно, не способствовали бы лучшему пониманию изобретения, не были представлены с целью упрощения настоящего описания. Хотя в данном документе в силу необходимости описано только ограниченное число вариантов осуществления настоящего изобретения, специалист в данной области техники, рассмотрев вышеприведенное описание, признает, что можно использовать множество модификаций и вариаций изобретения. Все такие вариации и модификации изобретения подразумеваются охваченными вышеприведенным описанием и нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИТАНОВЫЙ СПЛАВ | 2016 |
|
RU2703756C2 |
| АЛЬФА/БЕТА ТИТАНОВЫЙ СПЛАВ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2011 |
|
RU2616676C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2011 |
|
RU2581332C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2016 |
|
RU2712324C2 |
| ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2774671C2 |
| ТИТАНОВЫЙ СПЛАВ ДЛЯ КРЕПЕЖА | 2015 |
|
RU2618016C2 |
| ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2015 |
|
RU2725395C1 |
| СТОЙКИЕ К ПОЛЗУЧЕСТИ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2772153C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2772375C2 |
| ЛИСТОВОЙ БЕТА-ТИТАНОВЫЙ СПЛАВ ДЛЯ ПРИМЕНЕНИЯ ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ | 2016 |
|
RU2686496C1 |

Изобретение относится к металлургии, а именно к способам обработки холоднодеформируемых альфа-бета-титановых сплавов. Заявлен способ повышения предела прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава, включающий термическую обработку на твердый раствор холоднодеформируемого альфа-бета-титанового сплава путем нагревания альфа-бета-титанового сплава в температурном диапазоне от температуры бета-перехода альфа-бета-титанового сплава (Tβ) - 106°C до Tβ - 72,2°C в течение от 15 минут до 2 часов, охлаждение альфа-бета-титанового сплава со скоростью охлаждения не менее 3000°С в минуту до температуры окружающей среды, холодную обработку альфа-бета-титанового сплава для придания эффективной деформации в диапазоне от 13 процентов до 35 процентов и старение альфа-бета-титанового сплава путем нагревания альфа-бета-титанового сплава в температурном диапазоне от Tβ - 669°C до Tβ - 517°C в течение от 1 до 8 часов, причем после старения альфа-бета-титановый сплав обладает пределом прочности при растяжении по меньшей мере 204,2 тыс.фунтов/кв.дюйм. Сплавы характеризуются высокой прочностью, устойчивостью к образованию трещин при холодной обработке. 2 н. и 34 з.п. ф-лы, 6 ил., 1 табл., 4 пр.
1. Способ повышения предела прочности при растяжении холоднодеформируемого альфа-бета-титанового сплава, включающий:
термическую обработку на твердый раствор холоднодеформируемого альфа-бета-титанового сплава путем нагревания альфа-бета-титанового сплава в температурном диапазоне от температуры бета-перехода альфа-бета-титанового сплава (Tβ) - 106°C до Tβ - 72,2°C в течение от 15 минут до 2 часов;
охлаждение альфа-бета-титанового сплава со скоростью охлаждения не менее 3000°С в минуту до температуры окружающей среды;
холодную обработку альфа-бета-титанового сплава для придания эффективной деформации в диапазоне от 13 процентов до 35 процентов; и
старение альфа-бета-титанового сплава путем нагревания альфа-бета-титанового сплава в температурном диапазоне от Tβ - 669°C до Tβ - 517°C в течение от 1 до 8 часов, причем после старения альфа-бета-титановый сплав обладает пределом прочности при растяжении по меньшей мере 204,2 тыс.фунтов/кв.дюйм.
2. Способ по п.1, отличающийся тем, что альфа-бета-титановый сплав содержит, мас.%:
от 2,9 до 5,0 алюминия;
от 2,0 до 3,0 ванадия;
от 0,4 до 2,0 железа;
от 0,2 до 0,3 кислорода;
от 0,005 до 0,3 углерода;
титан;
примеси; и
необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия;
причем сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%;
причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%;
причем индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
3. Способ по п.1, отличающийся тем, что альфа-бета-титановый сплав содержит, мас.%:
2,5 до 3,5 алюминия;
2,0 до 3,0 ванадия;
вплоть до 0,20 железа;
вплоть до 0,15 кислорода;
вплоть до 0,050 углерода;
вплоть до 0,030 азота;
вплоть до 0,015 водорода;
титан;
примеси; и
необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия;
причем сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,3 мас.%;
причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%;
причем индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
4. Способ по п.1, отличающийся тем, что альфа-бета-титановый сплав выбран из сплава Ti-4,5Al-3V-2Mo-2Fe, сплава Ti-5Al-4V-0,7Mo-0,5Fe и сплава Ti-3Al-5Mo-5V-3Cr-0,4Fe.
5. Способ по п.1, отличающийся тем, что охлаждение альфа-бета-титанового сплава включает закалку альфа-бета-титанового сплава в воде.
6. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает обработку давлением альфа-бета-титанового сплава при температурах ниже 676,7°C.
7. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает обработку давлением альфа-бета-титанового сплава при температурах ниже 537,8°C.
8. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает по меньшей мере одно из следующего: прокатка, ковка, прессование, пилигримовая прокатка, качание, волочение, вращательное выдавливание, штамповка давлением сжатой жидкости, штамповка давлением сжатого газа, гидроформование, рельефная штамповка, формовка валками, штамповка, чистовая штамповка, штамповка на прессе, глубокое волочение, чеканка, обкатка, обжатие, ударное выдавливание, штамповка взрывом, штамповка резиной, обратное прессование, пробивка, обкатка, штамповка с вытяжкой, гибка под прессом, электромагнитная штамповка и холодная высадка альфа-бета-титанового сплава.
9. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает волочение альфа-бета-титанового сплава.
10. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает обжатие альфа-бета-титанового сплава.
11. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава обеспечивает придание альфа-бета-титановому сплаву эффективной деформации в диапазоне от 13 процентов до 30 процентов.
12. Способ по п.1, отличающийся тем, что холодная обработка альфа-бета-титанового сплава обеспечивает придание альфа-бета-титановому сплаву эффективной деформации в диапазоне от 13 процентов до 23 процентов.
13. Способ по п.1, отличающийся тем, что термическая обработка на твердый раствор альфа-бета-титанового сплава включает нагрев альфа-бета-титанового сплава в температурном диапазоне от Tβ - 97,2°C до Tβ - 83,3°C в течение от 30 минут до 1 часа.
14. Способ по п.1, отличающийся тем, что старение альфа-бета-титанового сплава включает нагрев альфа-бета-титанового сплава в температурном диапазоне от Tβ - 622°C до Tβ - 581°C в течение от 1 до 5 часов.
15. Способ по п.1, отличающийся тем, что он дополнительно включает горячую обработку альфа-бета-титанового сплава перед термической обработкой на твердый раствор альфа-бета-титанового сплава.
16. Способ по п.15, отличающийся тем, что горячая обработка альфа-бета-титанового сплава включает нагрев альфа-бета-титанового сплава в температурном диапазоне от Tβ - 83,3°C до Tβ - 28°C.
17. Способ по п.15, отличающийся тем, что горячая обработка альфа-бета-титанового сплава включает по меньшей мере одно из следующего: прокатка, ковка, прессование, пилигримовая прокатка, качание, волочение, вращательное выдавливание, штамповка давлением сжатой жидкости, штамповка давлением сжатого газа, гидроформование, рельефная штамповка, формовка валками, штамповка, чистовая штамповка, штамповка на прессе, глубокое волочение, чеканка, обкатка, обжатие, ударное выдавливание, штамповка взрывом, штамповка резиной, обратное прессование, пробивка, обкатка, штамповка с вытяжкой, гибка под прессом, электромагнитная штамповка и холодная высадка альфа-бета-титанового сплава.
18. Способ по п.1, отличающийся тем, что он дополнительно включает зачистку поверхности альфа-бета-титанового сплава в промежутке между охлаждением альфа-бета-титанового сплава и холодной обработкой альфа-бета-титанового сплава.
19. Способ по п.1, отличающийся тем, что он дополнительно включает зачистку поверхности альфа-бета-титанового сплава в промежутке между этапом холодной обработки альфа-бета-титанового сплава и этапом старения альфа-бета-титанового сплава.
20. Способ по п.1, отличающийся тем, что он дополнительно включает чистовую обработку альфа-бета-титанового сплава после по меньшей мере одного из этапа холодной обработки альфа-бета-титанового сплава и этапа старения альфа-бета-титанового сплава.
21. Способ по п.20, отличающийся тем, что чистовая обработка альфа-бета-титанового сплава включает механическую обработку альфа-бета-титанового сплава.
22. Способ изготовления заготовки крепежных изделий из альфа-бета-титанового сплава, включающий:
нагрев альфа-бета-титанового сплава в температурном диапазоне от 866°C до 899°C в течение от 15 минут до 2 часов;
закалку альфа-бета-титанового сплава в воде;
холодную обработку альфа-бета-титанового сплава с использованием по меньшей мере одного из холодного волочения и холодного обжатия альфа-бета-титанового сплава для придания альфа-бета-титановому сплаву эффективной деформации в диапазоне от 5 процентов до 35 процентов; и
старение альфа-бета-титанового сплава в температурном диапазоне от 302°C до 454°C в течение от 1 до 8 часов;
причем альфа-бета-титановый сплав содержит, мас.%:
от 2,9 до 5,0 алюминия;
от 2,0 до 3,0 ванадия;
от 0,4 до 2,0 железа;
от 0,2 до 0,3 кислорода;
от 0,005 до 0,3 углерода;
титан;
примеси; и
необязательно, один или более из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия;
причем сумма массовых процентов любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца, кобальта, бора и иттрия, присутствующих в титановом сплаве, составляет менее 0,5 мас.%;
причем индивидуальные концентрации любого из олова, циркония, молибдена, хрома, никеля, кремния, меди, ниобия, тантала, марганца и кобальта, присутствующих в сплаве, составляют каждая не более 0,1 мас.%;
причем индивидуальные концентрации любого из бора и иттрия, присутствующих в сплаве, составляют каждая менее 0,005 мас.%.
23. Способ по п. 22, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает обработку давлением альфа-бета-титанового сплава при температурах ниже 676,7°С.
24. Способ по п.22, отличающийся тем, что холодная обработка альфа-бета-титанового сплава включает обработку давлением альфа-бета-титанового сплава при температурах ниже 537,8°С.
25. Способ по п.22, отличающийся тем, что холодная обработка альфа-бета-титанового сплава обеспечивает придание альфа-бета-титановому сплаву эффективной деформации в диапазоне от 10 процентов до 30 процентов.
26. Способ по п.22, отличающийся тем, что холодная обработка альфа-бета-титанового сплава обеспечивает придание альфа-бета-титановому сплаву эффективной деформации в диапазоне от 13 процентов до 23 процентов.
27. Способ по п.22, отличающийся тем, что нагрев альфа-бета-титанового сплава включает нагрев альфа-бета-титанового сплава в температурном диапазоне от 874°C до 888°C в течение от 30 минут до 1 часа.
28. Способ по п. 22, отличающийся тем, что старение альфа-бета-титанового сплава включает нагрев альфа-бета-титанового сплава в температурном диапазоне от 349°С до 391°С в течение от 1 до 5 часов.
29. Способ по п.22, отличающийся тем, что он дополнительно включает горячую обработку альфа-бета-титанового сплава перед нагревом альфа-бета-титанового сплава.
30. Способ по п.29, отличающийся тем, что горячая обработка альфа-бета-титанового сплава включает обработку давлением альфа-бета-титанового сплава в температурном диапазоне от 888°С до 943°С.
31. Способ по п.29, отличающийся тем, что горячая обработка альфа-бета-титанового сплава включает прокатку альфа-бета-титанового сплава до диаметра в диапазоне от 0,635 см до 5,08 см.
32. Способ по п.29, отличающийся тем, что он дополнительно включает разрезание альфа-бета-титанового сплава на прямые отрезки после горячей обработки альфа-бета-титанового сплава.
33. Способ по п.22, отличающийся тем, что он дополнительно включает зачистку поверхности альфа-бета-титанового сплава в промежутке между закалкой альфа-бета-титанового сплава и холодной обработкой альфа-бета-титанового сплава.
34. Способ по п. 22, отличающийся тем, что он дополнительно включает зачистку поверхности альфа-бета-титанового сплава в промежутке между холодной обработкой альфа-бета-титанового сплава и старением альфа-бета-титанового сплава.
35. Способ по п.22, отличающийся тем, что он дополнительно включает чистовую обработку альфа-бета-титанового сплава после по меньшей мере одного из холодной обработки альфа-бета-титанового сплава и старения альфа-бета-титанового сплава.
36. Способ по п.35, отличающийся тем, что чистовая обработка альфа-бета-титанового сплава включает механическую обработку альфа-бета-титанового сплава.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5980655 A, 09.11.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |

