ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие относится к высокопрочным альфа-бета титановым сплавам.
УРОВЕНЬ ТЕХНИКИ
[0002] Титановые сплавы, как правило, демонстрируют высокое отношение предела прочности к массе, являются коррозионностойкими и устойчивыми к ползучести при умеренно высоких температурах. По этим причинам титановые сплавы используются в аэрокосмических, авиационных, оборонных, судостроительных и автомобилестроительных применениях, включая, например, компоненты посадочных устройств, рамы двигателей, броню для защиты от огнестрельного оружия, корпуса/фюзеляжи и машиностроительные крепежи.
[0003] Снижение массы воздушного судна или другого моторизованного транспортного средства приводит к экономии топлива. Соответственно, например, в аэрокосмической промышленности имеет место сильное стремление к снижению массы воздушного судна. Титан и титановые сплавы являются привлекательными материалами для достижения уменьшения массы в авиастроительных применениях благодаря своим высоким отношениям предела прочности к массе. Большинство деталей, используемых в аэрокосмических применениях, выполняют из сплава Ti-6Al-4V (сорт ASTM 5; UNS R56400; AMS 4928, AMS 4911), который представляет собой альфа-бета титановый сплав.
[0004] Сплав Ti-6Al-4V является одним из наиболее часто встречаемых производимых материалов на основе титана, на долю которого по оценкам приходится более 50% общего рынка материалов на основе титана. Сплав Ti-6Al-4V используют в ряде применений, которые извлекают выгоду из преимущественной комбинации сплава небольшой массы, коррозионной стойкости и высокой прочности при низких и умеренных температурах. Например, сплав Ti-6Al-4V используют для производства компонентов двигателей воздушных судов, компонентов конструкции воздушных судов, крепежей, автомобильных компонентов с высокими эксплуатационными характеристиками, компонентов для медицинских устройств, спортивного оборудования, компонентов для судостроительных применений и компонентов для химического технологического оборудования.
[0005] Пластичность является свойством любого металлического материала (т.е. металлов и сплавов металлов). Холодная формуемость металлического материала основана в некоторой степени на пластичности при температуре около комнатной и способности материала деформироваться без растрескивания. Высокопрочные альфа-бета титановые сплавы, такие как, например, сплав Ti-6Al-4V, как правило, характеризуются низкой холодной формуемостью при комнатной температуре или около нее. Это ограничивает их пригодность для низкотемпературной обработки, такой как холодная прокатка, так как эти сплавы подвержены растрескиванию и разрушению при обработке давлением при низких температурах. Следовательно, вследствие их ограниченной холодной формуемости при комнатной температуре или около нее альфа-бета титановые сплавы, как правило, обрабатывают методами, включающими интенсивную горячую обработку давлением.
[0006] Титановые сплавы, которые проявляют пластичность при комнатной температуре, в общем случае имеют относительно низкую прочность. Как следствие, высокопрочные сплавы, как правило, являются более дорогими и имеют пониженную регулировку толщины из-за допусков на шлифование. Эта проблема обусловлена деформацией гексагональной плотноупакованной (ГПУ) кристаллической структуры в этих высокопрочных бета сплавах при температурах ниже нескольких сотен градусов Цельсия.
[0007] ГПУ кристаллическая структура часто встречается для многих конструкционных материалов, включая магниевые, титановые, циркониевые и кобальтовые сплавы. ГПУ кристаллическая структура имеет последовательность упаковки ABABAB, тогда как другие металлические сплавы, подобные нержавеющей стали, латуни, никелевому и алюминиевому сплавам, как правило, имеют гранецентрированную кубическую (ГЦК) кристаллическую структуру с последовательностью упаковки ABCABCABC. В результате этой разницы в последовательности упаковки ГПУ металлы и сплавы имеют значительно уменьшенное число математически возможных независимых систем скольжения по сравнению с ГЦК материалами. Ряд независимых систем скольжения в ГПУ металлах и сплавах требует для активации значительно больших нагрузок, а эти «высокоустойчивые» деформационные моды активируются только в чрезвычайно редких случаях. Этот эффект является термочувствительным, поэтому при температурах ниже нескольких сотен градусов Цельсия титановые сплавы имеют значительно меньшую ковкость.
[0008] Вместе с системами скольжения, присутствующими в ГПУ материалах, в нелегированных ГПУ металлах возможен ряд систем двойникования. Комбинация систем скольжения и систем двойникования в титане обеспечивает достаточное количество независимых мод деформации, так что «технически чистый» (ТЧ) титан можно подвергать холодной обработке давлением при температурах около комнатной температуры (т.е. в приблизительном температурном диапазоне от -100°C до +200°C).
[0009] Эффекты легирования в титане и других ГПУ металлах и сплавах имеют тенденцию к повышению асимметрии или затрудненности «высокоустойчивых» мод скольжения, а также подавлению активации систем двойникования. Результатом является макроскопическая потеря способности к холодной обработке давлением сплавов, таких как сплав Ti-6Al-4V и сплав Ti-6Al-2-Sn-4Zr-2Mo-0,1Si. Сплавы Ti-6Al-4V и Ti-6Al-2-Sn-4Zr-2Mo-0,1S демонстрируют относительно высокую прочность благодаря высокой концентрации альфа-фазы и высокому уровню легирующих элементов. В частности, известно, что алюминий повышает прочность титановых сплавов как при комнатной, так и при повышенных температурах. Однако так же известно, что алюминий оказывает отрицательное влияние на способность к обработке при комнатной температуре.
[0010] В общем случае сплавы, демонстрирующие способность к холодной деформации, можно производить более эффективно как в отношении энергопотребления, так и количества отходов, образуемых при обработке. Следовательно, в общем случае выгодно разработать состав сплава, который можно обрабатывать при относительно низких температурах.
[0011] Для некоторых известных титановых сплавов была достигнута повышенная способность к обработке при комнатной температуре путем включения больших концентраций стабилизирующих бета-фазу легирующих добавок. Примеры таких добавок включают титановый сплав бета С (Ti-3Al-8V-6Cr-4Mo-4Zr; UNS R58649), который имеется в продаже в одной форме как ATI® 38-644TM бета титановый сплав от Allegheny Technologies Incorporated, Питтсбург, шт. Пенсильвания, США. Этот сплав и сплавы со сходным составом обеспечивают преимущественную способность к холодной обработке давлением путем снижения или исключения альфа-фазы из микроструктуры. Как правило, эти сплавы могут выделять альфа-фазу во время низкотемпературного старения.
[0012] Несмотря на их преимущественную способность к холодной обработке давлением, бета титановые сплавы в общем случае имеют два недостатка: дорогостоящие легирующие добавки и слабое сопротивление ползучести при повышенной температуре. Слабое сопротивление ползучести при повышенной температуре является результатом значительной концентрации бета-фазы, которую эти сплавы демонстрируют при повышенных температурах, таких как, например, 500°C. Бета-фаза не имеет устойчивости к ползучести вследствие своей объемно-центрированной кубической структуры, которая обеспечивает большое число деформационных механизмов. Также известно, что механическая обработка бета-сплавов титана затруднена вследствие относительно низкого модуля упругости сплавов, что обеспечивает более существенное пружининие. В результате этих недостатков применение бета титановых сплавов ограничено.
[0013] Титановые продукты меньшей стоимости были бы возможны, если бы существующие титановые сплавы были более устойчивы к растрескиванию во время холодной обработки давлением. Так как альфа-бета титановые сплавы представляют большую часть всего производимого легированного титана, затраты можно дополнительно снизить за счет производственных объемов этого типа сплава. Следовательно, представляющие интерес для изучения сплавы являются высокопрочными, холодно деформируемыми альфа-бета титановыми сплавами. Недавно было разработано несколько сплавов в пределах этого класса сплавов. Например, за последние 15 лет были разработаны сплав Ti-4Al-2,5V (UNS R54250), сплав Ti-4,5Al-3V-2Mo-2Fe, сплав Ti-5Al-4V-0,7Mo-0,5Fe и сплав Ti-3Al-5Mo-5V-3Cr-0,4Fe. Многие из этих сплавов характеризуются дорогими легирующими добавками, такими как V и/или Mo.
[0014] Альфа-бета титановый сплав Ti-6Al-4V представляет собой стандартный титановый сплав, используемый в аэрокосмической промышленности, и составляет значительную долю всего легированного титана с точки зрения тоннажа. В аэрокосмической промышленности известно, что этот сплав не подлежит холодной обработке давлением при комнатных температурах. Сорта сплава Ti-6Al-4V с меньшим содержанием кислорода, обозначаемые как сплавы Ti-6Al-4V ELI («с очень низкими дефектами внедрения» (от англ. «extra low interstitials»)) (UNS 56401), в общем случае демонстрируют улучшенные пластичность, вязкость и формуемость при комнатной температуре по сравнению с сортами с более высоким содержанием кислорода. Однако прочность сплава Ti-6Al-4V значительно снижается по мере уменьшения содержания кислорода. Специалист в данной области техники будет рассматривать добавление кислорода как вредное для способности к холодной формовке и преимущественное для прочности сплавов Ti-6Al-4V.
[0015] При этом известно, что, несмотря на более высокое содержание кислорода по сравнению со сплавом Ti-6Al-4V стандартного сорта, сплав Ti-4Al-2,5V-1,5Fe-0,25O (также известный как сплав Ti-4Al-2,5V) имеет превосходные способности к формовке при комнатной температуре или около нее по сравнению со сплавом Ti-6Al-4V. Сплав Ti-4Al-2,5V-1,5Fe-0,25O имеется в продаже как титановый сплав ATI 425® от Allegheny Technologies Incorporated. Преимущественная способность к формовке сплава ATI 425® при температуре около комнатной обсуждается в патентах Соединенных Штатов № 8048240, 8597442 и 8597443, и в публикации патента США № 2014-0060138 A1, которые все во всей полноте включены сюда посредством ссылки.
[0016] Другим деформируемым при низких температурах высокопрочным альфа-бета титановым сплавом является сплав Ti-4,5Al-3V-2Mo-2Fe, также известный как сплав SP-700. В отличие от сплава Ti-4Al-2,5V, сплав SP-700 содержит более дорогие легирующие ингредиенты. Аналогично сплаву Ti-4Al-2,5V, сплав SP-700 имеет сниженное сопротивление ползучести по сравнению со сплавом Ti-6Al-4V вследствие повышенного содержания бета-фазы.
[0017] Сплав Ti-3Al-5Mo-5V-3Cr также демонстрирует хорошие способности к формовке при комнатной температуре. Однако этот сплав имеет значительное содержание бета-фазы при комнатной температуре и, следовательно, демонстрирует слабое сопротивление ползучести. Кроме того, он содержит значительный уровень дорогих легирующих ингредиентов, таких как молибден и хром.
[0018] В общем случае понятно, что кобальт не значительно влияет на механическую прочность и пластичность большинства титановых сплавов по сравнению с альтернативными легирующими добавками. Было описано, что, хотя добавление кобальта повышает прочность бинарных и тройных титановых сплавов, добавление кобальта, как правило, также снижает пластичность сильнее, чем добавление железа, молибдена или ванадия (типовых легирующих добавок). Было продемонстрировано, что, хотя добавление кобальта в сплав Ti-6Al-4V может улучшать прочность и пластичность, во время старения могут образовываться интерметаллические выделения Ti3X-типа и оказывать негативное действие на другие механические свойства.
[0019] Было бы выгодно обеспечить титановый сплав, который содержит относительно низкие уровни дорогих легирующих добавок, демонстрирует преимущественную комбинацию прочности и пластичности и не проявляет значительное содержание бета-фазы.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0020] В соответствии с неограничивающим аспектом настоящего раскрытия альфа-бета титановый сплав содержит, в массовых процентах: алюминиевый эквивалент в диапазоне от 2,0 до 10,0; молибденовый эквивалент в диапазоне от 0 до 20,0; от 0,3 до 5,0 кобальта; титан; и случайные примеси. В контексте данного документа алюминиевый эквивалент выражен массовым процентом эквивалента алюминия и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего альфа-фазу элемента выражено в проценте по массе:
[Al]экв.=[Al]+1/3[Sn]+1/6[Zr+Hf]+10[O+2N+C]+[Ga]+[Ge].
[0021] В контексте данного документа молибденовый эквивалент приведен в расчете на массовый процент эквивалента молибдена и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего бета-фазу элемента выражено в проценте по массе:
[Mo]экв.=[Mo]+2/3[V]+3[Mn+Fe+Ni+Cr+Cu+Be]+1/3[Ta+Nb+W].
[0022] В соответствии с другим неограничивающим аспектом настоящего раскрытия альфа-бета титановый сплав содержит, в массовых процентах: от 2,0 до 7,0 алюминия; молибденовый эквивалент в диапазоне от 2,0 до 5,0; от 0,3 до 4,0 кобальта; до 0,5 кислорода; до 0,25 азота; до 0,3 углерода; до 0,4 случайных примесей; и титан. Молибденовый эквивалент рассчитан по уравнению:
[Mo]экв.=[Mo]+2/3[V]+3[Mn+Fe+Ni+Cr+Cu+Be]+1/3[Ta+Nb+ W].
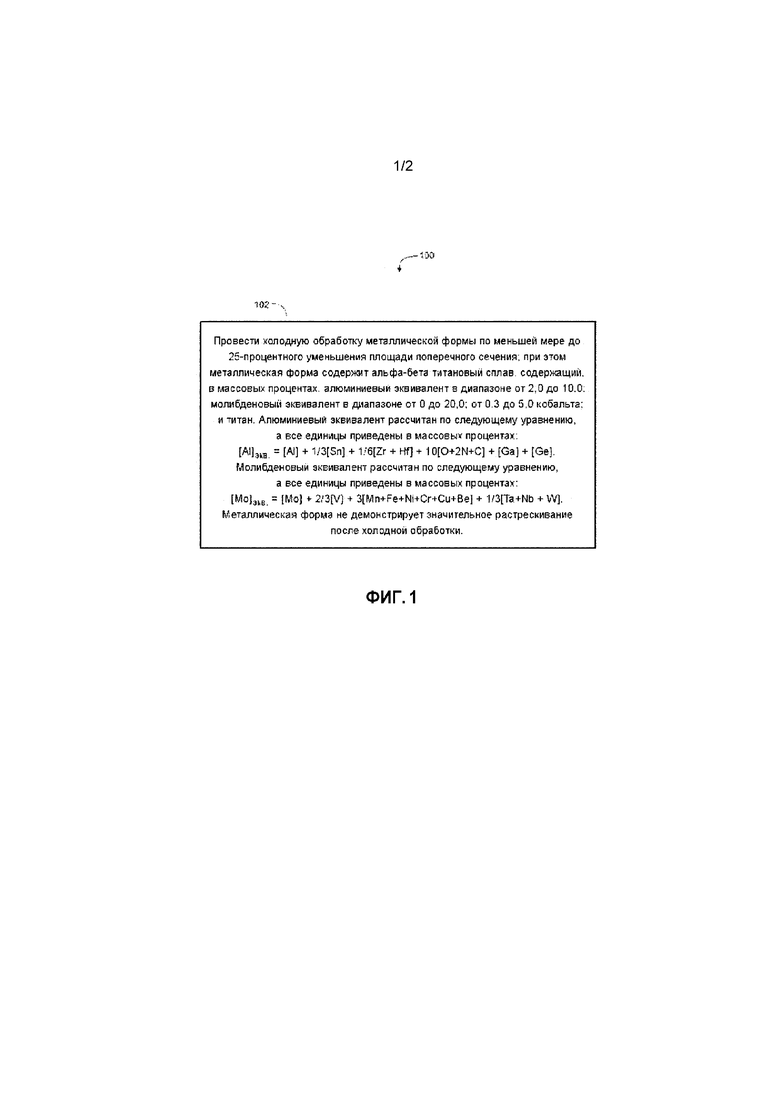
[0023] Дополнительный неограничивающий аспект настоящего раскрытия направлен на метод формовки изделия из альфа-бета титанового сплава. В неограничивающем варианте реализации способ формовки альфа-бета титанового сплава включает холодную обработку давлением металлической формы до по меньшей мере 25-процентного уменьшения площади поперечного сечения, при этом металлическая форма не проявляет значительное растрескивание во время или после холодной обработки давлением. В неограничивающем варианте реализации металлическая форма включает альфа-бета титановый сплав, содержащий, в массовых процентах: алюминиевый эквивалент в диапазоне от 2,0 до 10,0; молибденовый эквивалент в диапазоне от 0 до 20,0; от 0,3 до 5,0 кобальта; титан; и случайные примеси. Алюминиевый эквивалент выражен массовым процентом эквивалента алюминия и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего альфа-фазу элемента выражено в проценте по массе:
[Al]экв=[Al]+1/3[Sn]+1/6[Zr+Hf]+10[O+2N+C]+[Ga]+[Ge].
[0024] Молибденовый эквивалент приведен в расчете на массовый процент эквивалента молибдена и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего бета-фазу элемента выражено в проценте по массе:
[Mo]экв=[Mo]+2/3[V]+3[Mn+Fe+Ni+Cr+Cu+Be]+1/3[Ta+Nb+W].
[0025] Другой неограничивающий аспект настоящего раскрытия направлен на метод формовки изделия из альфа-бета титанового сплава. В неограничивающем варианте реализации формовка альфа-бета титанового сплава включает обеспечение альфа-бета титанового сплава, содержащего, в массовых процентах: от 2,0 до 7,0 алюминия; молибденовый эквивалент в диапазоне от 2,0 до 5,0; от 0,3 до 4,0 кобальта; до 0,5 кислорода; до 0,25 азота; до 0,3 углерода; до 0,2 случайных примесей; и титан. Способ дополнительно включает получение пригодной для холодной обработки давлением структуры, в которой материал подвержен холодным обжатиям до 25% или более в площади поперечного сечения.
[0026] Понятно, что раскрытое и описанное в данной спецификации изобретение не ограничено вариантами реализации, приведенными в данном описании сущности изобретения.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
[0027] Различные признаки и характеристики неограничивающих и неисчерпывающих вариантов реализации, раскрытых и описанных в данной спецификации, будут лучше понятны со ссылкой на прилагаемые фигуры, на которых:
[0028] Фигура 1 представляет собой блок-схему неограничивающего варианта реализации способа в соответствии с настоящим раскрытием; и
[0029] Фигура 2 представляет собой блок-схему другого неограничивающего варианта реализации способа в соответствии с настоящим раскрытием.
ОПИСАНИЕ
[0030] Читателю станут понятны вышеизложенные, а также другие подробности при рассмотрении последующего подробного описания различных неограничивающих и неисчерпывающих вариантов реализации в соответствии с настоящим раскрытием.
[0031] Различные варианты реализации описаны и проиллюстрированы в данной спецификации, чтобы обеспечить полное понимание структуры, функции, эксплуатации, производства и применения раскрытых процессов и продуктов. Следует понимать, что различные варианты реализации, описанные и проиллюстрированные в данной спецификации, являются неограничивающими и неисчерпывающими. Следовательно, изобретение не ограничено описанием различных неограничивающих и неисчерпывающих вариантов реализации, описанных в данной спецификации. Скорее, изобретение определено исключительно формулой изобретения. Признаки и характеристики, проиллюстрированные и/или описанные в связи с различными вариантами реализации, могут быть скомбинированы с признаками и характеристиками других вариантов реализации. Предполагается, что такие модификации и вариации включены в объем данной спецификации. Таким образом, формула изобретения может быть изменена так, чтобы включать любые признаки или характеристики в явной форме или по определению описанные или каким-либо другим образом в явной форме или по определению подразумеваемые в данном документе. Кроме того, Заявитель оставляет за собой право изменять формулу изобретения с целью отказа от прав в отношении признаков или характеристик, которые могут присутствовать в предшествующем уровне техники. Следовательно, такие изменения соответствуют требованиям 35 U.S.C. 112, первый параграф, и 35 U.S.C. 132(a). Различные варианты реализации, раскрытые и описанные в данной спецификации, могут содержать, состоять или по существу состоять из признаков и характеристик, которые различным образом описаны здесь.
[0032] Все процентные содержания (проценты) и соотношения, приведенные для состава сплава, приведены на основе общей массы конкретного состава сплава, если не указано иное.
[0033] Любые патенты, публикации или другой материал раскрытия, про которые говорится, что они в полном объеме или частично включены сюда посредством ссылки, включены сюда только в той степени, в которой включенный материал не противоречит существующим определениям, утверждениям или другому материалу раскрытия, приведенному в данном раскрытии. Таким образом, и в той степени, в которой это необходимо, раскрытие, которое изложено здесь, заменяет любой противоречивый материал, включенный сюда посредством ссылки. Любой материал или его часть, про который говорится, что он включен сюда посредством ссылки, но который противоречит существующим определениям, утверждениям или другому материалу раскрытия, изложенным здесь, включен только в той степени, в которой не возникает противоречия между этим включенным материалом и существующим материалом раскрытия.
[0034] В данной спецификации, если не указано иное, все числовые параметры следует понимать, как такие, которым предшествует или которые модифицируются термином «около», что означает, что числовые параметры обладают присущей качеством изменчивости, лежащим в основе методов измерения, применяемых для определения числового значения параметра. Как минимум, и не пытаясь ограничивать применение доктрины эквивалентов объемом формулы изобретения, каждый описанный в настоящем описании числовой параметр следует по меньшей мере истолковывать в свете числа приведенных значимых цифр и применяя стандартные методы округления.
[0035] Также подразумевается, что любой приведенный в данной спецификации числовой диапазон включает в себя все входящие в приведенный диапазон поддиапазоны с такой же числовой точностью. Например, подразумевается, что диапазон от «1,0» до «10,0» включает в себя все поддиапазоны между (и включая) приведенным минимальным значением 1,0 и приведенным максимальным значением 10,0, то есть имеет минимальное значение, которое равно или больше 1,0, и максимальное значение, которое равно или меньше 10,0, такой как, например, от 2,4 до 7,6. Подразумевается, что любое приведенное в данной спецификации максимальное числовое ограничение включает все входящие в него меньшие числовые ограничения, а любое приведенное в данной спецификации минимальное числовое ограничение включает все входящие в него большие числовые ограничения. Соответственно, Заявитель оставляет за собой право вносить изменения в описание этой спецификации, включая формулу изобретения, с целью однозначного приведения любого поддиапазона, который входит в пределы диапазонов, однозначно приведенных здесь. Подразумевается, что все такие поддиапазоны по определению раскрыты в данной спецификации, так что внесение изменений с целью однозначного приведения любых таких поддиапазонов будет соответствовать требованиям 35 U.S.C. 112, первый параграф, и 35 U.S.C. 132(a).
[0036] Подразумевается, что грамматическая форма «один» и форма единственного числа, употребляемая в данной спецификации, включает «по меньшей мере один» или «один или более», если не указано иное. Следовательно, данная форма, употребляемая в данной спецификации, относится к одному или более чем одному (т.е. к «по меньшей мере одному») грамматическим объектам. В качестве примера, «компонент» означает один или более компонентов и, следовательно, возможно, подразумевается более одного компонента, который можно применять или использовать в осуществлении описанных вариантов реализации. Кроме того, употребление существительного в единственном числе включает множественное число, а употребление существительного во множественном числе включает единственное число, если контекст применения не требует иного.
[0037] В контексте данного документа термин «биллет» относится к твердому полупродукту, имеющему в общем случае круглое или квадратное сечение, которое подвергнуто горячей обработке давлением путем ковки, прокатки или прессования выдавливанием. Это определение согласуется с определением «биллета», например, в ASM Materials Engineering Dictionary, J.R. Davis, ed., ASM International (1992), ст. 40.
[0038] В контексте данного документа термин «пруток» относится к твердому продукту, выкованному, прокатанному или прессованному из биллета в форму, обычно имеющую симметрическое, в общем случае круглое, гексагональное, октагональное, квадратное или прямоугольное сечение с острыми или закругленными краями, и который имеет длину, превышающую размеры ее поперечного сечения. Это определение согласуется с определением «прутка», например, в ASM Materials Engineering Dictionary, J.R. Davis, ed., ASM International (1992), ст. 32. Понятно, что в контексте данного документа термин «пруток» может относиться к описанной выше форме за исключением того, что форма может иметь не симметрическое сечение, такое как, например, несимметрическое сечение прокатанного вручную прутка.
[0039] В контексте данного документа выражение «холодная обработка давлением» относится к обработке давлением металлического (т.е. из металла или сплава металла) изделия при температуре ниже той, при которой значительно уменьшается напряжение пластического течения материала. Примеры холодной обработки давлением включают обработку металлического изделия при таких температурах с использованием одного или более методов, выбранных из прокатки, ковки, прессования выдавливанием, пилигримовой прокатки, качания, вытяжки, ротационного выдавливания, жидкостной компрессионной формовки, газовой компрессионной формовки, гидроформовки, формовки выдавливанием, рельефной формовки, профилирования, штамповки, чистовой штамповки, штамповки на прессе, глубокой вытяжки, чеканки, спиннингования, ковки в обжимах, прессования ударным выдавливанием, штамповки взрывом, штамповки резиной, обратного прессования, прошивки, гибки с вытяжкой, гибки на прессе, электромагнитной формовки и холодной высадки. В контексте данного документа в связи с настоящим изобретением выражения «холодная обработка давлением», «подвергнутый холодной обработке давлением», «холодная формовка» и подобные термины, а также термин «холодный», употребляемый в связи с конкретным методом обработки давлением или формовки, относятся к обработке давлением или характеристике обработки давлением, в зависимости от ситуации, при температуре, не превышающей около 1250°F (677°C). В определенных вариантах реализации такая обработка давлением происходит при температуре, не превышающей около 1000°F (538°C). В определенных других вариантах реализации холодная обработка давлением происходит при температуре, не превышающей около 575°F (300°C). Термины «обработка давлением» и «формовка» в общем случае здесь употребляются взаимозаменяемо, как и термины «обрабатываемость давлением» и «формуемость» и тому подобные термины.
[0040] В контексте данного документа выражение «предел пластичности» относится к предельной или максимальной величине обжатия или пластической деформации, которую металлический материал может выдержать без разрушения или растрескивания. Это определение согласуется с определением «предела пластичности», например, в ASM Materials Engineering Dictionary, J.R. Davis, ed., ASM International (1992), с. 131. В контексте данного документа термин «предел пластичности при обжатии» относится к величине или степени обжатия, которую металлический материал может выдержать перед тем, как начать разрушаться или растрескиваться.
[0041] Подразумевается, что ссылка здесь на альфа-бета титановый сплав, «содержащий» конкретный состав, охватывает сплавы, «по существу состоящие из» или «состоящие из» установленного состава. Следует понимать, что описанные здесь составы альфа-бета титановых сплавов, которые «содержат», «состоят из» или «по существу состоят из» конкретного состава, также могут содержать случайные примеси.
[0042] Неограничивающий аспект настоящего раскрытия направлен на кобальтсодержащий альфа-бета титановый сплав, который проявляет некоторые свойства холодной деформации, превосходящие сплав Ti-6Al-4V, но без необходимости обеспечения дополнительной бета-фазы или дополнительного ограничения содержания кислорода по сравнению со сплавом Ti-6Al-4V. Предел пластичности сплавов по настоящему раскрытию значительно повышен по сравнению с соответствующей величиной для сплава Ti-6Al-4V.
[0043] Вопреки сегодняшнему пониманию, что добавки кислорода в титановые сплавы снижают формуемость сплавов, раскрытые здесь кобальтсодержащие альфа-бета титановые сплавы обладают большей формуемостью, чем сплав Ti-6Al-4V, при этом имея содержание кислорода, до 66% большее, чем сплав Ti-6Al-4V. Диапазон компонентного состава по раскрытым здесь вариантам реализации кобальтсодержащего альфа-бета титанового сплава обеспечивают большую гибкость применения сплава, без добавления при этом значительных затрат, связанных с добавками к сплаву. Хотя различные варианты реализации сплавов в соответствии с настоящим раскрытием могут быть более дорогими, чем сплав Ti-4Al-2,5V в контексте затрат на начальные материалы, затраты на легирующие добавки для раскрытых здесь кобальтсодержащих альфа-бета титановых сплавов могут быть меньше, чем у некоторых других поддающихся холодной формовке альфа-бета титановых сплавов.
[0044] Было обнаружено, что добавление кобальта в раскрытые здесь альфа-бета титановые сплавы повышает пластичность сплавов, когда сплавы также содержат низкие уровни алюминия. Кроме того, было обнаружено, что добавление кобальта в альфа-бета титановые сплавы в соответствии с настоящим раскрытием повышает прочность сплавов.
[0045] В соответствии с неограничивающим вариантом реализации настоящего раскрытия альфа-бета титановый сплав содержит, в массовых процентах: алюминиевый эквивалент в диапазоне от 2,0 до 10,0; молибденовый эквивалент в диапазоне от 0 до 20,0; от 0,3 до 5,0 кобальта; титан; и случайные примеси.
[0046] В другом неограничивающем варианте реализации альфа-бета титановый сплав содержит, в массовых процентах, алюминиевый эквивалент в диапазоне от 2,0 до 10,0; молибденовый эквивалент в диапазоне от 0 до 10,0; от 0,3 до 5,0 кобальта; и титан. В другом неограничивающем варианте реализации альфа-бета титановый сплав содержит, в массовых процентах, алюминиевый эквивалент в диапазоне от 1,0 до 6,0; молибденовый эквивалент в диапазоне от 0 до 10,0; от 0,3 до 5,0 кобальта; и титан. Для каждого из раскрытых здесь вариантов реализации алюминиевый эквивалент приведен относительно массовой процентной доли эквивалента алюминия и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего альфа-фазу элемента выражено в массовых процентах:
[Al]экв.=[Al]+1/3[Sn]+1/6[Zr+Hf]+10[O+2N+C]+[Ga]+[Ge].
[0047] Хотя известно, что для титана кобальт является стабилизатором бета-фазы, для всех раскрытых здесь вариантов реализации молибденовый эквивалент приведен в расчете на массовый процент эквивалента молибдена и рассчитан по следующему уравнению, в котором содержание каждого стабилизирующего бета-фазу элемента выражено в массовых процентах:
[Mo]экв.=[Mo]+2/3[V]+3[Mn +Fe+ Ni+Cr+Cu +Be]+1/3[Ta+Nb+W].
[0048] В определенных неограничивающих вариантах реализации в соответствии с настоящим раскрытием раскрытые здесь кобальтсодержащие альфа-бета титановые сплавы содержат более чем 0 до 0,3 процентов общей массы одной или более добавок для измельчения зерна. Одна или более добавок для измельчения зерна могут представлять собой любую из добавок для измельчения зерна, известных обычным специалистам в данной области техники, включая, но не обязательно ограничиваясь этим, церий, празеодим, неодим, самарий, гадолиний, гольмий, эрбий, тулий, иттрий, скандий, бериллий и бор.
[0049] В дополнительных неограничивающих вариантах реализации любой из раскрытых здесь кобальтсодержащих альфа-бета титановых сплавов может дополнительно содержать более чем 0 до 0,5 процентов общей массы одной или более антикоррозионных металлических добавок. Антикоррозионные металлические добавки могут представлять собой одну или более антикоррозионных металлических добавок, известных для применения в альфа-бета титановых сплавах. Такие присадки добавки, но не ограничиваются этим, золото, серебро, палладий, платину, никель и иридий.
[0050] В дополнительных неограничивающих вариантах реализации любой из раскрытых здесь кобальтсодержащих альфа-бета титановых сплавов может содержать одно или более из, в массовых процентах: более чем 0 до 6,0 олова; более чем 0 до 0,6 кремния; более чем 0 до 10 циркония. Считается, что добавление этих элементов в пределах этих диапазонов концентраций не повлияет на соотношение концентраций альфа- и бета-фаз в сплаве.
[0051] В определенных неограничивающих вариантах реализации альфа-бета титанового сплава в соответствии с настоящим раскрытием альфа-бета титановый сплав демонстрирует предел текучести по меньшей мере 130 килофунтов/кв. дюйм (896,3 МПа) и относительное удлинение по меньшей мере 10%. В других неограничивающих вариантах реализации альфа-бета титановый сплав демонстрирует предел текучести по меньшей мере 150 килофунтов/кв. дюйм (1034 МПа) и относительное удлинение по меньшей мере 16%.
[0052] В определенных неограничивающих вариантах реализации альфа-бета титанового сплава в соответствии с настоящим раскрытием альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 20%. В других неограничивающих вариантах реализации изобретения альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 25% или по меньшей мере 35%.
[0053] В определенных неограничивающих вариантах реализации альфа-бета титанового сплава в соответствии с настоящим раскрытием альфа-бета титановый сплав дополнительно содержит алюминий. В неограничивающем варианте реализации изобретения альфа-бета титановый сплав содержит, в массовых процентах: от 2,0 до 7,0 алюминия; молибденовый эквивалент в диапазоне от 2,0 до 5,0; от 0,3 до 4,0 кобальта; до 0,5 кислорода; до 0,25 азота; до 0,3 углерода; до 0,2 случайных примесей; и титан. Молибденовый эквивалент определяют так, как описано здесь. В определенных неограничивающих вариантах реализации изобретения альфа-бета титановый сплав, содержащий здесь алюминий, может дополнительно содержать одно или более из, в массовых процентах: более чем 0 до 6 олова; более чем 0 до 0,6 кремния; более чем 0 до 10 циркония; более чем 0 до 0,3 палладия; и более чем 0 до 0,5 бора.
[0054] В определенных неограничивающих вариантах реализации альфа-бета титанового сплава в соответствии с настоящим раскрытием, содержащего алюминий, сплавы могут дополнительно содержать более чем 0 до 0,3 процентов общей массы одной или более добавок для измельчения зерна. Одна или более добавок для измельчения зерна могут представлять собой, например, любую из добавок для измельчения зерна из церия, празеодима, неодима, самария, гадолиния, гольмия, эрбия, тулия, иттрия, скандия, бериллия и бора.
[0055] В определенных неограничивающих вариантах реализации альфа-бета титанового сплава в соответствии с настоящим раскрытием, содержащего алюминий, сплавы могут дополнительно содержать более чем 0 до 0,5 процентов общей массы одной или более антикоррозионных добавок, известных обычным специалистам в данной области техники, включая, но необязательно ограничиваясь этим, золото, серебро, палладий, платину, никель и иридий.
[0056] Определенные неограничивающие варианты реализации раскрытого здесь альфа-бета титанового сплава, содержащего кобальт и алюминий, демонстрирует предел текучести по меньшей мере 130 килофунтов/кв. дюйм (896 МПа) и относительное удлинение по меньшей мере 10%. Другие неограничивающие варианты реализации альфа-бета титановых сплавов, содержащих здесь кобальт и алюминий, демонстрируют предел текучести по меньшей мере 150 килофунтов/кв. дюйм (1034 МПа) и относительное удлинение по меньшей мере 16%.
[0057] Определенные неограничивающие варианты реализации раскрытых здесь альфа-бета титановых сплавов, содержащих кобальт и алюминий, демонстрируют предел пластичности при обжатии холодной обработкой давлением по меньшей мере 25%. Другие неограничивающие варианты реализации альфа-бета титановых сплавов, содержащих здесь кобальт и алюминий, демонстрируют предел пластичности при обжатии холодной обработкой давлением по меньшей мере 35%.
[0058] Со ссылкой на Фиг. 1, другой аспект настоящего раскрытия направлен на способ 100 формовки изделия из металлической формы, содержащей альфа-бета титановый сплав в соответствии с настоящим раскрытием. Способ 100 включает холодную обработку давлением 102 металлической формы до по меньшей мере 25-процентного уменьшения площади поперечного сечения (обжатия). Металлическая форма содержит любой из раскрытых здесь альфа-бета титановых сплавов. Во время холодной обработки давлением 102, в соответствии с аспектом настоящего раскрытия, металлическая форма не демонстрирует значительное растрескивание. Термин «значительное растрескивание» определен здесь как образование трещин, превышающих приблизительно 0,5 дюймов (1,27 см). В другом неограничивающем варианте реализации способа формовки изделия в соответствии с настоящим раскрытием металлическую форму, содержащую раскрытый здесь альфа-бета титановый сплав, подвергают холодной обработке давлением 102 до по меньшей мере 35-процентного уменьшения площади поперечного сечения. Во время холодной обработки давлением 102 металлическая форма не демонстрирует значительное растрескивание.
[0059] В конкретном варианте реализации изобретения холодная обработка давлением 102 металлической формы включает холодную прокатку металлической формы.
[0060] В неограничивающем варианте реализации способа в соответствии с настоящим раскрытием металлическую форму подвергают холодной обработке давлением 102 при температуре менее 1250°F (676,7°C). В другом неограничивающем варианте реализации способа в соответствии с настоящим раскрытием металлическую форму подвергают холодной обработке давлением 102 при температуре менее 392°F (200°C). В другом неограничивающем варианте реализации способа в соответствии с настоящим раскрытием металлическую форму подвергают холодной обработке давлением 102 при температуре, не превышающей 575°F (300°C). В еще одном неограничивающем варианте реализации способа в соответствии с настоящим раскрытием металлическую форму подвергают холодной обработке давлением 102 при температуре в диапазоне от -100°C до 200°C.
[0061] В неограничивающем варианте реализации способа в соответствии с настоящим раскрытием металлическую форму подвергают холодной обработке давлением 102 между промежуточными отжигами (не показаны) до обжатия на по меньшей мере 25% или на по меньшей мере 35%. Металлическую форму можно отжигать между несколькими промежуточными этапами холодной обработки давлением при температуре меньше температуры бета-перехода сплава для снятия внутренних напряжений и минимизации вероятности растрескивания краев. В неограничивающих вариантах реализации этап отжига (не показан) между этапами холодной обработки давлением 102 может включать отжиг металлической формы при температуре в диапазоне от Tβ - 20°C до Tβ - 300°C в течение от 5 минут до 2 часов. Tβ сплавов по настоящему раскрытию, как правило, составляет от 900°C до 1100°C. Специалист, имеющий обычный опыт в данной области техники, может определить Tβ любого конкретного сплава по настоящему раскрытию, используя традиционные методы, без проведения ненужных экспериментов.
[0062] После этапа холодной обработки давлением 102 металлической формы, в некоторых неограничивающих вариантах реализации настоящего способа, металлическую форму можно подвергать термической обработке (не показана), чтобы получить необходимые прочность и пластичность, и альфа-бета микроструктуру сплава. Термическая обработка в неограничивающем варианте реализации может включать нагревание металлической формы до температуры в диапазоне от 600°C до 930°C и выдерживание в течение от 5 минут до 2 часов.
[0063] Металлическую форму для обработки в соответствии с различными вариантами реализации раскрытых здесь способов можно выбирать из любого полученного термомеханической обработкой продукта или полученного термомеханической обработкой полупродукта. Полученный термомеханической обработкой продукт или полупродукт может быть выбран, например, из слитка, биллета, блюма, прутка, балки, сляба, стержня, проволоки, пластины, листа, прессованного профиля и отливки.
[0064] Неограничивающий вариант реализации раскрытых здесь способов дополнительно включает горячую обработку давлением (не показана) металлической формы перед холодной обработкой давлением 102 металлической формы. Специалисту в данной области техники понятно, что горячая обработка давлением включает пластическую деформацию металлической формы при температурах выше температуры рекристаллизации сплава, из которого состоит металлическая форма. В определенных неограничивающих вариантах реализации изобретения металлическую форму можно подвергать горячей обработке давлением при температуре в области бета-фазы альфа-бета титанового сплава. В одном конкретном неограничивающем варианте реализации металлическую форму нагревают до температуры по меньшей мере Tβ +30°C и подвергают горячей обработке давлением. В определенных неограничивающих вариантах реализации металлическую форму можно подвергать горячей обработке давлением при температуре в области бета-фазы титанового сплава до по меньшей мере 20-процентного обжатия. В определенных неограничивающих вариантах реализации после горячей обработки давлением металлической формы в области бета-фазы металлическую форму можно охлаждать до температуры окружающей среды со скоростью, по меньшей мере сравнимой с охлаждением воздухом.
[0065] После горячей обработки давлением при температуре в области бета-фазы в различных неограничивающих вариантах реализации способа в соответствии с настоящим раскрытием металлическую форму можно подвергать дополнительной горячей обработке давлением при температуре в области альфа-бета фазы. Горячая обработка давлением в области альфа-бета фазы может включать повторное нагревание металлической формы до температуры в области альфа-бета фазы. В альтернативном варианте после обработки давлением металлической формы в области бета-фазы металлическую форму можно охлаждать до температуры в области альфа-бета фазы, а затем подвергать дополнительной горячей обработке давлением. В неограничивающем варианте реализации температура горячей обработки давлением в области альфа-бета фазы находится в диапазоне от Tβ - 300°C до Tβ - 20°C. В неограничивающем варианте реализации металлическую форму подвергают горячей обработке давлением в области альфа-бета фазы до обжатия по меньшей мере 30%. В неограничивающем варианте реализации изобретения после горячей обработки давлением в области альфа-бета фазы металлическую форму можно охлаждать до температуры окружающей среды со скоростью, по меньшей мере сравнимой с охлаждением воздухом. После охлаждения, в неограничивающем варианте реализации металлическую форму можно отжигать при температуре в диапазоне от Tβ - 20° до Tβ - 300°C в течение от 5 минут до 2 часов.
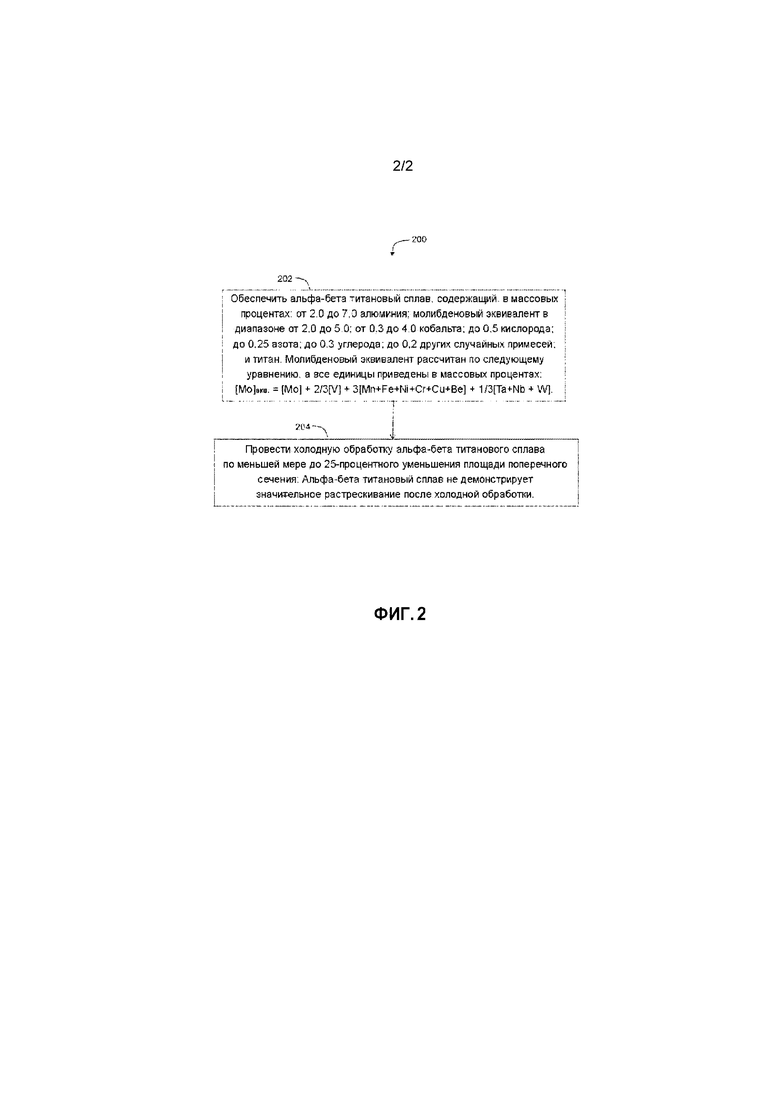
[0066] Со ссылкой на Фиг. 2 другой неограничивающий аспект настоящего раскрытия направлен на способ 200 формовки изделия из альфа-бета титанового сплава, при этом способ включает обеспечение 202 альфа-бета титанового сплава, содержащего, в массовых процентах: от 2,0 до 7,0 алюминия; молибденовый эквивалент в диапазоне от 2,0 до 5,0; от 0,3 до 4,0 кобальта; до 0,5 кислорода; до 0,25 азота; до 0,3 углерода; до 0,2 случайных примесей; и титан. Таким образом, сплав называется кобальтсодержащим, алюминийсодержащим альфа-бета титановым сплавом. Сплав подвергают холодной обработке давлением 204 до по меньшей мере 25-процентного уменьшения площади поперечного сечения. Кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав не демонстрирует значительное растрескивание во время холодной обработки давлением 204.
[0067] Молибденовый эквивалент кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава рассчитан по следующему уравнению, в котором перечисленные в уравнении стабилизаторы бета-фазы выражены в массовых процентах:
[Mo]экв.=[Mo]+2/3[V]+3[Mn +Fe+ Ni+Cr+Cu +Be]+1/3[Ta+Nb+W].
[0068] В другом неограничивающем варианте реализации способа по настоящему раскрытию кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав подвергают холодной обработке давлением до уменьшения площади поперечного сечения на по меньшей мере 35%.
[0069] В неограничивающем варианте реализации изобретения холодная обработка давлением 204 кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава до обжатия на по меньшей мере 25% или на по меньшей мере 35% может происходить за один или более этапов холодной прокатки. Кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав можно отжигать (не показано) между несколькими этапами холодной обработки давлением 204 при температуре меньше температуры бета-перехода сплава для снятия внутренних напряжений и минимизации вероятности растрескивания краев. В неограничивающих вариантах реализации этап отжига между этапами холодной обработки давлением может включать отжиг кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава при температуре в диапазоне от Tβ - 20° до Tβ - 300°C в течение от 5 минут до 2 часов. Tβ сплавов по настоящему раскрытию, как правило, находится в диапазоне от 900°C до 1200°C. Специалист, имеющий обычный опыт в данной области техники, может определить Tβ любого конкретного сплава по настоящему раскрытию без проведения ненужных экспериментов.
[0070] После холодной обработки давлением 204 в неограничивающем варианте реализации кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав можно подвергать термической обработке (не показана), чтобы получить необходимую прочность и пластичность. Термическая обработка в неограничивающем варианте реализации изобретения может включать нагревание кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава до температуры в диапазоне от 600°C до 930°C и выдерживание в течение от 5 минут до 2 часов.
[0071] В конкретном варианте реализации изобретения холодная обработка давлением 204 раскрытого здесь кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава включает холодную прокатку.
[0072] В неограничивающем варианте реализации раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав подвергают холодной обработке давлением 204 при температуре менее 1250°F (676,7°C). В другом неограничивающем варианте реализации способа в соответствии с настоящим раскрытием раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав подвергают холодной обработке давлением 204 при температуре, не превышающей 575°F (300°C). В другом неограничивающем варианте реализации раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав подвергают холодной обработке давлением 204 при температуре менее 392°F (200°C). В еще одном неограничивающем варианте реализации раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав подвергают холодной обработке давлением 204 при температуре в диапазоне от -100°C до 200°C.
[0073] Перед этапом холодной обработки давлением 204 раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав может представлять собой полученный термомеханической обработкой продукт или полученный термомеханической обработкой полупродукт в форме, выбранной из одного из слитка, биллета, блюма, балки, сляба, стержня, прутка, трубы, проволоки, пластины, листа, прессованного профиля и отливки.
[0074] Также перед этапом холодной обработки давлением раскрытый здесь кобальтсодержащий, алюминийсодержащий альфа-бета титановый сплав можно подвергать горячей обработке давлением (не показана). Процессы горячей обработки давлением, раскрытые выше для металлической формы, также применимы к раскрытому здесь кобальтсодержащему, алюминийсодержащему альфа-бета титановому сплаву.
[0075] Способность к холодной формовке раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов, которые содержат более высокие уровни кислорода, чем обнаружено, например, в сплаве Ti-6Al-4V, является парадоксальной. Например, известно, что титан сорта 4 ТЧ (технически чистый), который содержит относительно высокий уровень кислорода до 0,4 процентов по массе, является менее формуемым, чем другие сорта ТЧ. Хотя сплав сорта 4 ТЧ имеет более высокую прочность, чем сорта 1, 2 или 3 ТЧ, он демонстрирует меньшую прочность, чем варианты реализации сплавов, раскрытые здесь.
[0076] Методы холодной обработки давлением, которые можно применять с раскрытыми здесь кобальтсодержащими, алюминийсодержащими альфа-бета титановыми сплавами, включают, но не ограничиваются этим, например, холодную прокатку, холодную вытяжку, холодное прессование выдавливанием (экструзию), холодную ковку, качание/пилигримовую прокатку, холодную ковку в обжимах, спинингование и ротационное выдавливание. Как известно в данной области техники, холодная прокатка в общем случае состоит из прохождения ранее подвергнутых горячей прокатки изделий, таких как прутки, листы, пластины или полосы, через комплект вальцов, часто несколько раз, до получения необходимой толщины (калибра). Считается, что в зависимости от исходной структуры после горячей (альфа-бета) прокатки и отжига можно достичь по меньшей мере 35-40% уменьшения площади (УП) путем холодной прокатки кобальтсодержащего, алюминийсодержащего альфа-бета титанового сплава до того, как потребуется какой-либо отжиг перед дополнительной холодной прокаткой. Считается, что возможно последующие холодные обжатия на по меньшей мере 20-60%, или на по меньшей мере 25%, или на по меньшей мере 35% в зависимости от ширины продукта и конфигурации стана.
[0077] На основании наблюдений автора изобретения холодную прокатку прутка, стержня и проволоки на разных прутковых станах, включая станы Коха, также можно осуществлять на раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавах. Дополнительные неограничивающие примеры методов холодной обработки давлением, которые можно применять для формовки изделий из раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов, включают пилигримовую прокатку (качание) прессованных полых труб для производства бесшовных трубок, труб и трубопроводов. На основании наблюдаемых свойств раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов считается, что большего уменьшения площади (УП) можно достичь при формовке компрессионного типа, чем при прокатке в прямых калибрах. Также можно осуществлять вытяжку стержня, проволоки, прутка и полых труб. В частности, эффективным применением раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов является вытяжка или пилигримовая прокатка до полых труб для производства бесшовных труб, которое очень трудно осуществить, применяя сплав Ti-6Al-4V. Поперечную прокатку на вращающейся оправке (также называемую в данной области техники раскаткой сдвигом) можно осуществлять, используя раскрытые здесь кобальтсодержащие, алюминийсодержащие альфа-бета титановые сплавы, для производства аксиально-симметрических полых форм, включая конусы, цилиндры, трубопроводов воздушных суден и другие компоненты «направляющего» типа. Можно применять различные способы формовки жидкостного или газового компрессионного типа, экспансивного типа, такие как гидроформовка и рельефная формовка. Профилирование непрерывных заготовок можно осуществлять с образованием структурных вариаций типичных конструкционных элементов в виде «уголкового профиля» или «юнистрата». Кроме того, на основании открытий автора изобретения в отношении раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов можно применять операции, обычно связанные с обработкой листового металла, такие как штамповка, чистовая штамповка, штамповка на прессе, глубокая вытяжка и чеканка.
[0078] Считается, что кроме указанных выше методов холодной формовки, для формовки изделий из раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов можно применять другие «холодные» методы, которые включают, но не обязательно ограничиваются этим, ковку, прессование выдавливанием, ротационное выдавливание, гидроформовку, рельефную формовку, профилирование, ковку в обжимах, прессование ударным выдавливанием, штамповку взрывом, штамповку резиной, обратное прессование, прошивку, спиннингование, гибку с вытяжкой, гибку на прессе, электромагнитную формовку и холодную высадку. Специалисты в данной области техники при рассмотрении наблюдений и заключений автора изобретения, а также других подробностей, приведенных в настоящем описании изобретения, могут легко понять дополнительные методы холодной обработки давлением/формовки, которые можно применять к раскрытым здесь кобальтсодержащим, алюминийсодержащим альфа-бета титановым сплавам. Также специалисты в данной области техники могут легко применить такие методы к сплавам без проведения ненужных экспериментов. Соответственно, здесь описаны только некоторые примеры холодной обработки сплавов давлением. Применение таких методов холодной обработки давлением и формовки может обеспечить получение различных изделий. Такие изделия включают, но не обязательно ограничиваются этим, следующее: лист, полосу, фольгу, пластину, пруток, стержень, проволоку, полую трубу, трубку, трубу, сетку, ячейку, конструкционный элемент, конус, цилиндр, трубопровод, трубку, сопло, ячеистую структуру, крепеж, заклепку и устройство для промывки.
[0079] Неожиданная холодная обрабатываемость раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов приводит к более тщательной финишной обработке поверхности и уменьшению необходимости зачистки поверхности для удаления крупных поверхностных частиц и диффузного оксидного слоя, который, как правило, возникает на поверхности прокатанного пакетом листа из сплава Ti-6Al-4V. Учитывая уровень холодной обрабатываемости, наблюдаемый автором настоящего изобретения, считается, что из раскрытых здесь кобальтсодержащих, алюминийсодержащих альфа-бета титановых сплавов можно получать продукт толщины фольги в длину рулона со свойствами, сходными с продуктами сплава Ti-6Al-4V.
[0080] Нижеприведенные примеры предназначены для дополнительного описания определенных неограничивающих вариантов реализации и не ограничивают объем настоящего изобретения. Специалистам в данной области техники будет понятно, что возможны вариации нижеприведенных примеров в пределах объема изобретения, который определяется исключительно формулой изобретения.
ПРИМЕР 1
[0081] Получали два сплава с такими составами, что предполагалась ограниченная холодная формуемость. Составы этих сплавов в массовых процентах и их наблюдаемая способность к прокатке приведены в Таблице 1.
Таблица 1
[0082] Сплавы плавили и отливали в лепешки с помощью дуговой плавки с нерасходуемым электродом. Последующую горячую прокатку проводили в области бета-фазы, а затем в области альфа-бета-фазы c получением микроструктуры, подлежащей холодной прокатке. Во время этой операции горячей прокатки не содержащий кобальт сплав показал катастрофически неудачный результат вследствие отсутствия пластичности. Для сравнения, кобальтсодержащий сплав был успешно подвергнут горячей прокатке от толщины 1,27 см (0,5 дюйма) до толщины около 0,381 см (0,15 дюйма). Затем кобальтсодержащий сплав подвергали холодной прокатке.
[0083] После этого кобальтсодержащий сплав подвергали холодной прокатке до конечной толщины менее 0,76 мм (0,030 дюйма) с промежуточным отжигом и кондиционированием. Холодную прокатку проводили до появления трещин общей длиной 0,635 см (0,25 дюйма), что определено здесь как «значительное растрескивание». Записывали относительное обжатие, достигаемое во время холодной обработки давлением, до наблюдения растрескивания краев, т.е. предел пластичности при холодном обжатии. В этом примере неожиданно наблюдали, что кобальтсодержащий альфа-бета титановый сплав успешно подвергался сначала горячей, а затем холодной прокатке, не демонстрируя значительных трещин, до по меньшей мере 25-процентного обжатия холодной прокаткой, тогда как сравнительный сплав, который не имел добавки кобальта, невозможно было подвергнуть горячей обработке без катастрофических результатов.
ПРИМЕР 2
[0084] Механические характеристики второго сплава (Плавка 5) в пределах объема настоящего раскрытия сравнивали с небольшим образцом сплава Ti-4Al-2,5V. В Таблице 2 приведен состав Плавки 5 и, в целях сравнения, состав плавки Ti-4Al-2,5V (в котором отсутствует Co). Составы в Таблице 2 приведены в массовых процентах.
Таблица 2
[0085] Лепешки Плавки 5 и сравнительного расплава Ti-4Al-2,5V готовили путем расплавления, горячей прокатки и затем холодной прокатки тем же способом, что и кобальтсодержащий сплав по Примеру 1. Предел текучести (ПТ), предел прочности при растяжении (ППР) и относительное удлинение (отн. удл.) измеряли в соответствии с ASTM E8/E8M-13a и приведены в Таблице 2. Ни один сплав не демонстрировал растрескивание во время холодной прокатки. Прочность и пластичность (отн. удл.) сплава Плавки 5 превосходили значения для лепешки T-4Al-2,5V.
ПРИМЕР 3
[0086] Способность к холодной прокатке или предел пластичности при обжатии сравнивали на основании состава сплава. Лепешки сплава Плавок 1-4 сравнивали с лепешкой, имеющей такой же состав, что и сплав Ti-4Al-2,5V, используемый в Примере 2. Лепешки готовили путем расплавления, горячей прокатки и затем холодной прокатки способом, применяемым для кобальтсодержащего сплава по Примеру 1. Лепешки подвергали холодной прокатке до наблюдения значительного растрескивания, т.е. до достижения предела пластичности при обжатии холодной обработкой давлением. В Таблице 3 приведены составы (остаток приходится на титан и случайные примеси) лепешек по изобретению и сравнительных, в массовых процентах, а предел пластичности при обжатии холодной обработкой давлением выражен в относительном обжатии подвергнутых горячей прокатке лепешек.
Таблица 3
[0087] По результатам Таблицы 3 наблюдается, что допускается более высокое содержание кислорода без потери пластичности в холодном состоянии в содержащих кобальт сплавах. Плавки альфа-бета титанового сплава по изобретению (Плавки 1-4) продемонстрировали пределы пластичности при холодном обжатии, превосходящие лепешку сплава Ti-4Al-2,5V. Для сравнения, отмечается, что сплав Ti-6Al-4V невозможно подвергать холодной прокатке в коммерческих целях без начала растрескивания, и, как правило, он содержит от 0,14 до 0,18 массовых процентов кислорода. Эти результаты явно демонстрируют, что кобальтсодержащие альфа-бета сплавы по настоящему раскрытию неожиданно проявляют прочности и пластичность в холодном состоянии, по меньшей мере сравнимые со сплавом Ti-4Al-2,5, прочности, сравнимые со сплавом Ti-6Al-4V, и пластичность в холодном состоянии, которая явно превосходит сплав Ti-6Al-4V.
[0088] В Таблице 2 кобальтсодержащие альфа-бета сплавы по настоящему раскрытию демонстрируют большую пластичность и прочность, чем сплав Ti-4Al-2,5V. Результаты, приведенные в Таблицах 1-3, показывают, что кобальтсодержащие альфа-бета сплавы по настоящему раскрытию демонстрируют значительно большую пластичность в холодном состоянии, чем сплав Ti-6Al-4V, несмотря на то, что имеет на 33-66% больше содержание примесей внедрения, что обычно снижает пластичность.
[0089] Не предполагалось, что добавление кобальта будет повышать способность к холодной прокатке сплава, содержащего высокие уровни внедренных легирующих элементов, таких как кислород. С точки зрения специалиста-практика не предполагалось, что добавки кобальта будут повышать пластичность в холодном состоянии, не снижая уровни прочности. Интерметаллические выделения типа Ti3X, где Х представляет собой металл, как правило, достаточно сильно снижают пластичность в холодном состоянии, а в данной области техники было продемонстрировано, что кобальт не повышает значительно прочность или пластичность. Большинство альфа-бета титановых сплавов содержат приблизительно 6% алюминия, который может образовывать Ti3Al при комбинации с добавками кобальта. Это может иметь негативное влияние на пластичность.
[0090] Результаты, представленные выше, неожиданно демонстрируют, что добавки кобальта в действительности улучшают пластичность и прочность в настоящих титановых сплавах по сравнению со сплавом Ti-4Al-2,5V и другими поддающимися холодной деформации альфа+бета сплавами. Варианты реализации настоящих сплавов включают комбинацию альфа-стабилизаторов, бета-стабилизаторов и кобальта.
[0091] Добавки кобальта, очевидно, работают с другими легирующими добавками, обеспечивая сплавам по настоящему раскрытию возможность иметь высокое допустимое содержание кислорода без негативного влияния на пластичность или способность к холодной прокатке. Традиционно высокое допустимое содержание кислорода не сопоставима одновременно с пластичностью в холодном состоянии и высокой прочностью.
[0092] Поддерживая высокий уровень альфа-фазы в сплаве, возможно сохранить механическую обрабатываемость кобальтсодержащих сплавов по сравнению с другими сплавами, имеющими большее содержание бета-фазы, такими как, например, сплав Ti-5553, сплав Ti-3553 и сплав SP-700. Пластичность в холодном состоянии также повышает степень размерного контроля и контроля финишной обработки поверхности, достигаемые по сравнению с другими высокопрочными альфа-бета титановыми сплавами, которые не поддаются холодной деформации, в полученных термомеханической обработкой продуктах.
[0093] Следует понимать, что настоящее описание иллюстрирует те аспекты изобретения, которые соответствуют четкому пониманию изобретения. Некоторые аспекты, которые были бы очевидными для специалистов в данной области техники и которые, следовательно, не способствовали бы лучшему пониманию изобретения, не были представлены с целью упрощения настоящего описания. Хотя здесь описано только ограниченное число вариантов реализации настоящего изобретения, специалист в данной области техники после рассмотрения вышеприведенного описания признает, что можно применять множество модификаций и вариаций изобретения. Все такие вариации и модификации изобретения предназначены для охвата вышеприведенным описанием и последующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКА АЛЬФА-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2725391C2 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
| КОВКА В ОТКРЫТОМ ШТАМПЕ С РАЗДЕЛЬНЫМИ ПРОХОДАМИ ТРУДНЫХ ДЛЯ КОВКИ И ЧУВСТВИТЕЛЬНЫХ К ТРАЕКТОРИИ ДЕФОРМИРОВАНИЯ СПЛАВОВ НА ОСНОВЕ ТИТАНА И НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2638139C2 |
| ОБРАБОТКА АЛЬФА/БЕТА ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2575276C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2014 |
|
RU2675886C2 |
| ВЫСОКОПРОЧНЫЙ АЛЬФА-БЕТА-СПЛАВ НА ОСНОВЕ ТИТАНА | 2003 |
|
RU2277134C2 |
| АЛЬФА/БЕТА ТИТАНОВЫЙ СПЛАВ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2011 |
|
RU2616676C2 |
| МАТЕРИАЛЫ С ОЦК-СТРУКТУРОЙ НА ОСНОВЕ ТИТАНА, АЛЮМИНИЯ, ВАНАДИЯ И ЖЕЛЕЗА И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ | 2017 |
|
RU2729569C2 |
| УДАРОСТОЙКИЕ ИЛИ СТОЙКИЕ К УДАРНОЙ НАГРУЗКЕ ТИТАНОВЫЕ СПЛАВЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НИХ | 2015 |
|
RU2659524C2 |
| ПРОВОЛОКИ ИЗ МНОЖЕСТВА МАТЕРИАЛОВ ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2722025C1 |
Изобретение относится к области металлургии, а именно к титановым сплавам с высокой прочностью и коррозионной стойкостью. Альфа-бета титановый сплав, содержащий, мас.%: алюминиевый эквивалент от 2,0 до 10,0; молибденовый эквивалент от 2,0 до 10,0; от 0,24 до 0,5 кислорода; по меньшей мере 2,1 ванадия; от 0,3 до 5,0 кобальта; необязательно, добавку для измельчения зерна, представляющую собой один или более из церия, празеодима, неодима, самария, гадолиния, гольмия, эрбия, тулия, иттрия, скандия, бериллия и бора, в общей концентрации, которая выше 0 до 0,3; необязательно, антикоррозионную добавку, представляющую собой один или более из золота, серебра, палладия, платины, никеля и иридия, в общей концентрации, которая составляет до 0,5; необязательно, олово до 6; необязательно, кремний до 0,6; необязательно, цирконий до 10; необязательно, азот до 0,25; необязательно, углерод до 0,3; остальное - титан и случайные примеси. Титановый сплав характеризуется высоким отношением предела прочности к массе, а также высокой коррозионной стойкостью и устойчивостью к ползучести при умеренно высоких температурах. 4 н. и 25 з.п. ф-лы, 2 ил., 3 табл., 3 пр.
1. Альфа-бета титановый сплав, содержащий, мас.%:
алюминиевый эквивалент в диапазоне от 2,0 до 10,0;
молибденовый эквивалент в диапазоне от 2,0 до 10,0;
от 0,24 до 0,5 кислорода;
по меньшей мере 2,1 ванадия;
от 0,3 до 5,0 кобальта;
необязательно, добавку для измельчения зерна, представляющую собой один или более из церия, празеодима, неодима, самария, гадолиния, гольмия, эрбия, тулия, иттрия, скандия, бериллия и бора, в общей концентрации, которая выше 0 до 0,3;
необязательно, антикоррозионную добавку, представляющую собой один или более из золота, серебра, палладия, платины, никеля и иридия, в общей концентрации, которая составляет до 0,5;
необязательно, олово до 6;
необязательно, кремний до 0,6;
необязательно, цирконий до 10;
необязательно, азот до 0,25;
необязательно, углерод до 0,3;
остальное - титан и случайные примеси.
2. Альфа-бета титановый сплав по п. 1, в котором альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 25%.
3. Альфа-бета титановый сплав по п. 1, в котором альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 35%.
4. Альфа-бета титановый сплав по п. 1, в котором альфа-бета титановый сплав демонстрирует предел текучести по меньшей мере 130 килофунтов/кв. дюйм (896,3 МПа) и относительное удлинение по меньшей мере 10%.
5. Альфа-бета титановый сплав по п. 1, в котором алюминиевый эквивалент составляет до 6,0.
6. Альфа-бета титановый сплав, содержащий, мас.%:
от 2,0 до 7,0 алюминия;
молибденовый эквивалент в диапазоне от 2,0 до 5,0;
от 0,3 до 4,0 кобальта;
до 0,5 кислорода;
до 0,25 азота;
до 0,3 углерода;
до 0,4 случайных примесей;
необязательно, ванадий по меньшей мере 2,1;
необязательно, добавку для измельчения зерна, представляющую собой один или более из церия, празеодима, неодима, самария, гадолиния, гольмия, эрбия, тулия, иттрия, скандия, бериллия и бора, в общей концентрации, которая выше 0 до 0,3;
необязательно, антикоррозионную добавку, представляющую собой один или более из золота, серебра, палладия, платины, никеля и иридия, в общей концентрации, которая составляет до 0,5;
необязательно, олово до 6;
необязательно, кремний до 0,6;
необязательно, цирконий до 10;
необязательно, азот до 0,25;
необязательно, углерод до 0,3; и
остальное - титан.
7. Альфа-бета титановый сплав по п. 6, в котором альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 25%.
8. Альфа-бета титановый сплав по п. 6, в котором альфа-бета титановый сплав демонстрирует предел пластичности при обжатии холодной обработкой давлением по меньшей мере 35%.
9. Альфа-бета титановый сплав по п. 6, в котором альфа-бета титановый сплав демонстрирует предел текучести по меньшей мере 130 килофунтов/кв. дюйм (896,3 МПа) и относительное удлинение по меньшей мере 10%.
10. Способ формовки изделия из металлической формы, содержащей альфа-бета титановый сплав, включающий:
холодную обработку давлением металлической формы до по меньшей мере 25%-ного уменьшения площади поперечного сечения;
при этом металлическая форма содержит альфа-бета титановый сплав по п. 1.
11. Способ по п. 10, в котором холодная обработка давлением металлической формы включает холодную обработку давлением металлической формы до по меньшей мере 35%-ного обжатия.
12. Способ по п. 10, в котором холодная обработка давлением металлической формы включает одно или более из прокатки, ковки, прессования выдавливанием, пилигримовой прокатки, качания, вытяжки, ротационного выдавливания, жидкостной компрессионной формовки, газовой компрессионной формовки, гидроформовки, рельефной формовки, профилирования, штамповки, чистовой штамповки, штамповки на прессе, глубокой вытяжки, чеканки, спиннингования, ковки в обжимах, прессования ударным выдавливанием, штамповки взрывом, штамповки резиной, обратного прессования, прошивки, гибки с вытяжкой, гибки на прессе, электромагнитной формовки и холодной высадки.
13. Способ по п. 10, в котором холодная обработка давлением металлической формы включает холодную прокатку.
14. Способ по п. 10, в котором холодная обработка давлением металлической формы включает обработку давлением металлической формы при температуре менее 1250°F (676,7°C).
15. Способ по п. 10, в котором холодная обработка давлением металлической формы включает обработку давлением металлической формы при температуре не более 575°F (300°C).
16. Способ по п. 10, в котором холодная обработка давлением металлической формы включает обработку давлением металлической формы при температуре менее 392°F (200°C).
17. Способ по п. 10, в котором холодная обработка давлением металлической формы включает обработку давлением металлической формы при температуре в диапазоне от -100°C до 200°C.
18. Способ по п. 10, в котором металлическая форма выбрана из слитка, биллета, блюма, балки, прутка, трубы, сляба, стержня, проволоки, пластины, листа, прессованного профиля и отливки.
19. Способ по п. 10, дополнительно включающий горячую обработку давлением металлической формы перед холодной обработкой давлением металлической формы.
20. Способ формовки изделия из альфа-бета титанового сплава, включающий:
обеспечение альфа-бета титанового сплава по п. 6;
холодную обработку давлением альфа-бета титанового сплава до по меньшей мере 25%-ного обжатия.
21. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает холодную обработку давлением альфа-бета титанового сплава до обжатия на по меньшей мере 35 процентов.
22. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает одно или более из прокатки, ковки, прессования выдавливанием, пилигримовой прокатки, качания, вытяжки, ротационного выдавливания, жидкостной компрессионной формовки, газовой компрессионной формовки, гидроформовки, рельефной формовки, профилирования, штамповки, чистовой штамповки, штамповки на прессе, глубокой вытяжки, чеканки, спиннингования, ковки в обжимах, прессования ударным выдавливанием, штамповки взрывом, штамповки резиной, обратного прессования, прошивки, гибки с вытяжкой, гибки на прессе, электромагнитной формовки и холодной высадки.
23. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает холодную прокатку альфа-бета титанового сплава.
24. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает обработку давлением альфа-бета титанового сплава при температуре менее 1250°F (676,7°C).
25. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает обработку давлением альфа-бета титанового сплава при температуре менее 392°F (200°C).
26. Способ по п. 20, в котором холодная обработка давлением альфа-бета титанового сплава включает обработку давлением альфа-бета титанового сплава при температуре в диапазоне от -100°C до 200°C.
27. Способ по п. 20, в котором альфа-бета титановый сплав находится в виде, выбранном из слитка, биллета, блюма, балки, сляба, прутка, трубы, стержня, проволоки, пластины, листа, прессованного профиля и отливки.
28. Способ по п. 20, дополнительно включающий горячую обработку давлением альфа-бета титанового сплава перед холодной обработкой давлением альфа-бета титанового сплава.
29. Сплав по п. 6, в котором содержание кобальта составляет от 0,3 до 1,6 мас.%.
| US 5256369 A, 26.10.1993 | |||
| US 3649259 A, 14.03.1972 | |||
| US 3802877 A, 09.04.1974 | |||
| JPH 04143236 A, 18.05.1992 | |||
| JPH 03166350 A, 18.07.1991 | |||
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ВОЛОКНА | 2000 |
|
RU2198144C2 |

