ЗАЯВЛЕНИЕ О СПОНСИРУЕМЫХ ПРАВИТЕЛЬСТВОМ ИССЛЕДОВАНИЯХ ИЛИ РАЗРАБОТКАХ
[0001] Настоящее изобретение было осуществлено при поддержке правительства Соединенных Штатов по контракту NIST №70NANB7H7038, заключенному с Национальным институтом стандартов и технологии (NIST) Министерства торговли США. Правительство США может иметь определенные права на настоящее изобретение.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к способам ковки металлических сплавов, включая металлические сплавы, которые трудно куются по причине низкой пластичности. Некоторые способы согласно настоящему изобретению придают деформацию таким образом, который максимизирует накопление разориентации в кристаллической структуре зерен металла и/или частиц вторичной фазы, минимизируя риск зарождения и распространения трещин в подвергаемом ковке материале. Некоторые способы согласно настоящему изобретению, как ожидается, влияют на измельчение микроструктуры в металлических сплавах.
УРОВЕНЬ ТЕХНИКИ
[0003] Пластичность является природным свойством любого данного металлического материала (т.е. металлов и металлических сплавов). Во время процесса ковки пластичность металлического материала определяется температурой ковки и микроструктурой металлического материала. Если пластичность является низкой, например, по причине того, что металлический материал по своей природе имеет низкую пластичность, или должна использоваться низкая температура ковки, или в металлическом материале еще не образовалась упругая микроструктура, обычной практикой является уменьшение степени обжатия во время каждого ковочного цикла. Например, вместо ковки 22-дюймовой (558,8 мм) восьмигранной заготовки непосредственно в 20-дюймовый (508 мм) октагон, специалист может сначала выполнить ковку до 21-дюймового (533,4 мм) октагона с ковочными проходами на каждой грани октагона, затем подогреть заготовку и ковать до 20-дюймового октагона с ковочными проходами на каждой грани октагона. Однако такой способ может не оказаться подходящим, если металл проявляет чувствительность к траектории деформирования и в продукте должна быть получена конкретная конечная микроструктура. Чувствительность к траектории деформирования может наблюдаться, когда на данных этапах обработки материалу должна быть придана критическая степень деформации для задействования механизмов измельчения зерна. Измельчение микроструктуры не может быть реализовано способом ковки, при котором обжатия, достигаемые во время вытяжек, являются слишком незначительными.
[0004] В ситуации, в которой металлический материал отличается низкой термочувствительностью и проявляет склонность к растрескиванию при низких температурах, время ковки в штампе должно быть сокращено. Способ, позволяющий достичь этого, например, должен обеспечивать возможность ковки 22-дюймового восьмиугольного биллета до 20-дюймового квадратного биллета со скругленными углами (RCS) с использованием только половины проходов, которые необходимы для ковки 20-дюймового восьмиугольного биллета. Затем 20-дюймовый квадратный биллет с RCS можно подогреть и применить вторую половину проходов для формирования 20-дюймового восьмиугольного биллета. Другое решение для ковки металлических материалов с низкой термочувствительностью состоит в первоначальной ковке одного конца заготовки, подогреве заготовки и последующей ковке другого конца заготовки.
[0005] В двухфазных микроструктурах измельчение микроструктуры начинается с генерации субграниц и накопления разориентации в качестве предшественника таким процессам, как, например, зародышеобразование, рекристаллизация и/или глобуляризация вторичной фазы. Примером сплава, который требует накопления разориентации для измельчения микроструктуры, является сплав Ti-6Al-4V (UNS R56400), проковываемый в области альфа-бета фаз. В таких сплавах ковка более эффективна с точки зрения измельчения микроструктуры, если в данном направлении может быть придано значительное обжатие перед поворотом заготовки. Это может быть сделано в лабораторных масштабах путем всесторонней ковки (от англ. «multi-axis forging», MAF). Всесторонняя ковка, выполненная на небольших образцах (с размером стороны в несколько дюймов) в изотермических или почти изотермических условиях и с использованием очень низких скоростей деформации с надлежащей смазкой, может придавать деформацию достаточно равномерно, но отход от любого из указанных условий (небольшие размеры, почти изотермические условия и смазка) может привести к неоднородной деформации, приданной предпочтительно центральной области заготовки, а также к проблемам пластичности с последующим растрескиванием холодной поверхности. Способ всесторонней ковки титановых сплавов для использования при измельчении зерна в промышленных масштабах описан в публикации заявки на патент США №2012/0060981 А1, которая включена сюда посредством ссылки во всей своей полноте.
[0006] Таким образом, задачей настоящего изобретения является создание такого способа обработки давлением, который обеспечивает достаточную деформацию металлического материала для эффективного инициирования механизмов измельчения микроструктуры путем ковки с одновременным ограничением проблем, связанных с пластичностью.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Согласно одному неограничивающему аспекту настоящего изобретения предложен способ ковки заготовки из металлического материала, включающий ковку заготовки на прессе в открытом штампе при температуре ковки в первом направлении ковки до предела пластичности при обжатии металлического материала. Повторяют ковку заготовки на прессе в открытом штампе в первом направлении ковки до предела пластичности при обжатии один или более раз при температуре ковки, пока общая степень деформации, приданная в первом направлении ковки, не будет достаточной для инициирования измельчения микроструктуры. Затем поворачивают заготовку на необходимый угол поворота.
[0008] После поворота выполняют ковку заготовки на прессе в открытом штампе при температуре ковки во втором направлении ковки до предела пластичности при обжатии металлического материала. Повторяют ковку заготовки на прессе в открытом штампе во втором направлении ковки до предела пластичности при обжатии один или более раз при температуре ковки, пока общая степень деформации, приданная во втором направлении ковки, не будет достаточной для инициирования измельчения микроструктуры.
[0009] Повторяют этапы поворота, ковки на прессе в открытом штампе и повторения ковки на прессе в открытом штампе в третьем и, необязательно, одном или более дополнительных направлениях ковки, пока всему объему заготовки не будет придана общая степень деформации, которая достаточна для инициирования измельчения микроструктуры. Заготовку не поворачивают, пока в каждом из третьего и любого одного или более из дополнительных направлений не будет придана общая степень деформации, которая достаточна для инициирования измельчения микроструктуры.
[0010] Согласно другому неограничивающему варианту реализации настоящего изобретения предложен способ ковки заготовки из металлического материала в открытом штампе с раздельными проходами для инициирования измельчения микроструктуры, включающий этап, на котором обеспечивают заготовку с поперечным сечением в форме гибрида квадрата и октагона со скругленными углами (далее для краткости иногда называемой гибридной квадратно-октагональной RCS-заготовкой), содержащую металлический материал. Выполняют ковку заготовки осадкой. Затем поворачивают заготовку для вытяжки в открытом штампе на первой диагональной грани в направлении X' гибридной квадратно-октагональной RCS-заготовки. Выполняют многопроходную ковку заготовки вытяжкой в направлении X' до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
[0011] Поворачивают заготовку для вытяжки в открытом штампе на второй диагональной грани в направлении Y' гибридной квадратно-октагональной RCS-заготовки. Выполняют многопроходную ковку вытяжкой заготовки в направлении Y' до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
[0012] Поворачивают заготовку для вытяжки в открытом штампе на первой грани квадрата со скругленными углами (RCS) в направлении Y гибридной квадратно-октагональной RCS-заготовки. Выполняют многопроходную ковку заготовки вытяжкой в направлении Y до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
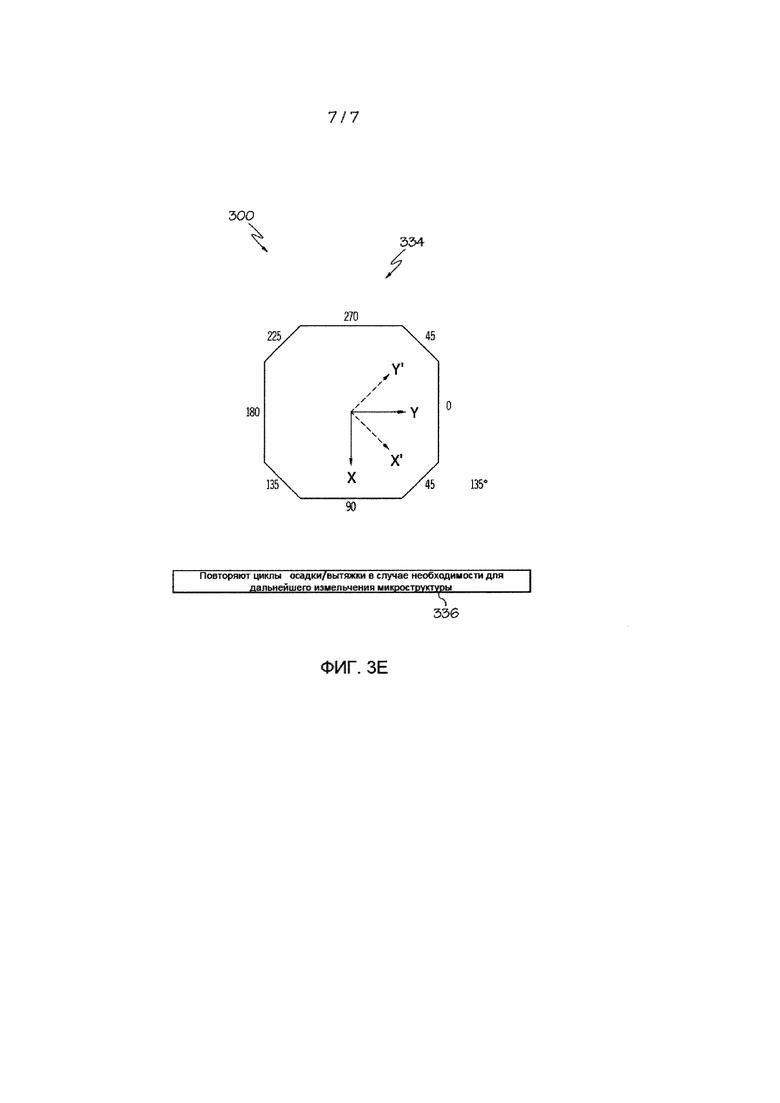
[0013] Поворачивают заготовку для вытяжки в открытом штампе на второй грани квадрата со скругленными углами (RCS) в направлении X гибридной квадратно-октагональной RCS-заготовки. Выполняют многопроходную ковку заготовки вытяжкой в направлении X до порога деформации для инициирования измельчения зерна. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала. Этапы осадки и множественных циклов ковки вытяжкой в случае необходимости могут быть повторены для дополнительного инициирования и/или улучшения измельчения микроструктуры в металлическом материале.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Признаки и преимущества описанных здесь способов и изделий могут быть лучше поняты при обращении к сопроводительным чертежам, на которых:
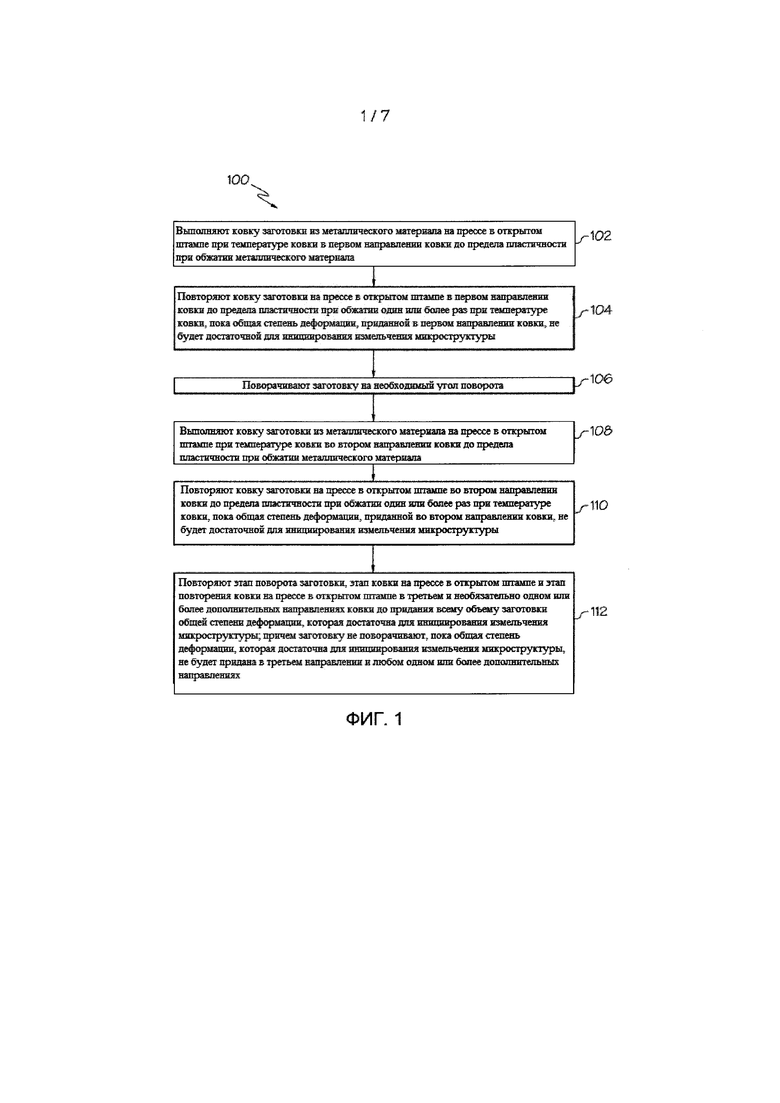
[0015] На фиг. 1 показана блок-схема неограничивающего варианта реализации способа ковки в открытом штампе с раздельными проходами металлического материала согласно настоящему изобретению;
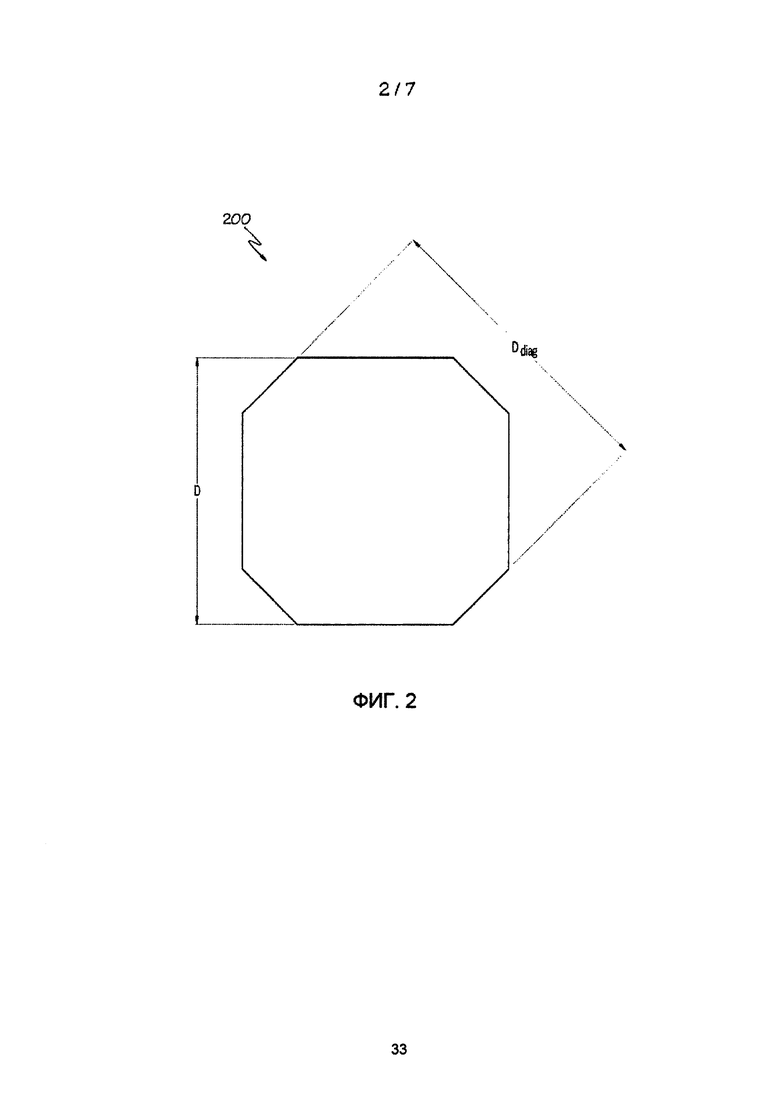
[0016] На фиг. 2 схематически показана гибридная квадратно-октагональная RCS-заготовка согласно неограничивающему варианту реализации настоящего изобретения; и
[0017] На фиг. 3А-3Е схематически показаны неограничивающие варианты реализации способа ковки в открытом штампе с раздельными проходами гибридной квадратно-октагональной RCS-заготовки из металлического материала согласно настоящему изобретению.
[0018] Читатель сможет оценить описанные выше и другие особенности настоящего изобретения после прочтения следующего подробного описания некоторых неограничивающих вариантов реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0019] Следует понимать, что некоторые описания представленных здесь вариантов реализации упрощены для объяснения только тех элементов, признаков и аспектов, которые непосредственно относятся к ясному пониманию описанных вариантов реализации, в то время как в целях ясности описание других элементов, признаков и аспектов опущено. Специалисты после рассмотрения настоящего описания представленных вариантов реализации согласятся, что при конкретном осуществлении или применении описанных вариантов реализации могут оказаться предпочтительными другие элементы и/или признаки. Однако, поскольку такие другие элементы и/или признаки могут быть легко установлены и осуществлены специалистами после рассмотрения настоящего описания представленных вариантов реализации и, таким образом, не являются необходимыми для полного понимания описанных вариантов реализации, описание таких элементов и/или признаков здесь не представлено. Также следует понимать, что приведенное здесь описание является просто примером, иллюстрирует описанные варианты реализации и не предназначено для ограничения объема охраны изобретения, определяемого исключительно приложенной формулой изобретения.
[0020] Любой приведенный здесь числовой диапазон предназначен включать все относящиеся к нему поддиапазоны. Например, диапазон "1-10" предназначен включать все поддиапазоны между указанным минимальным значением 1 и указанным максимальным значением 10 (включительно), т.е. имеющие минимальное значение, которое равно или больше 1, и максимальное значение, которое равно или меньше 10. Любое максимальное числовое ограничение, указанное здесь, предназначено включать все более низкие числовые ограничения, относящиеся к нему как поддиапазон, и любое минимальное числовое ограничение, указанное здесь, предназначено включать все более высокие числовые ограничения, относящиеся к нему как поддиапазон. Соответственно, заявитель оставляет за собой право на уточнение раскрытия настоящего изобретения, включая приложенную формулу изобретения, для явного указания любого поддиапазона, входящего в явно указанные здесь диапазоны. Все такие диапазоны подразумеваются неявно раскрытыми здесь, так что уточнение с явным указанием любых таких поддиапазонов будет отвечать требованиям §112 раздела 35 Свода законов США, первый абзац, и §132(a) раздела 35 Свода законов США.
[0021] Термин "один" и грамматические формы единственного числа, которые используются здесь, подразумеваются включающими "по меньшей мере один" или "один или более", если не указано иное. Таким образом, данные термины использованы в настоящем описании для обозначения одного или более чем одного (т.е. "по меньшей мере одного") из грамматических объектов термина. Например, "компонент" обозначает один или более компонентов, а значит, возможно, предусмотрен более чем один компонент, который может быть использован или применен при осуществлении описанных вариантов реализации.
[0022] Все процентные содержания и соотношения вычислены на основании общей массы металлического материала конкретного состава, если не указано иное.
[0023] Любой патент, публикация или другой материал раскрытия, который указан включенным сюда полностью или частично по ссылке, включен сюда только до той степени, при которой указанный включенный материал не находится в противоречии с существующими определениями, утверждениями или другим раскрывающим изобретение материалом, сформулированным в настоящем описании. По сути и до необходимой степени представленное здесь описание заменяет любой противоречащий материал, включенный сюда по ссылке. Любой материал или его часть, который указан включенным сюда по ссылке, но который противоречит существующим определениям, утверждениям или другим раскрывающим изобретение материалам, сформулированным здесь, включен сюда только в той степени, при которой не возникает конфликт между включенным материалом и существующим материалом раскрытия изобретения.
[0024] Настоящее изобретение содержит описания различных вариантов реализации. Следует понимать, что все описанные здесь варианты реализации представляют собой примеры и являются иллюстративными и неограничивающими. Таким образом, изобретение не ограничено представленным описанием различных примеров, а также иллюстративных и неограничивающих вариантов реализации. Напротив, изобретение ограничено исключительно приложенной формулой изобретения, которая может быть уточнена с указанием любых признаков, явно или неявно описанных здесь или иначе явно или неявно поддержанных настоящим раскрытием изобретения.
[0025] Используемый здесь термин "металлический материал" относится к металлам, таким как технически чистые металлы и металлические сплавы.
[0026] Используемые здесь термины "обжимка", "ковка" и "ковка на прессе в открытом штампе" относятся к видам термомеханической обработки ("ТМО"), которая также может упоминаться здесь как "термомеханическая обработка давлением". Термин "термомеханическая обработка давлением" определен здесь как в целом охватывающий различные способы формования металлического материала, сочетающие управляемые термические и деформационные обработки для достижения синергетических эффектов, таких как, например и без ограничений, повышение прочности без потери вязкости разрушения. Такое определение термомеханической обработки давлением согласуется с его значением, представленным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 480. Используемый здесь термин "ковка на прессе в открытом штампе" относится к ковке металлического материала между бойками, в которых течение материала совершенно не ограничено, механическим или гидравлическим давлением, сопровождаемым одиночным рабочим ходом пресса для каждого цикла работы штампа. Это определение ковки на прессе в открытом штампе согласуется с ее значением, указанным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 298 и 343. Используемый здесь термин "обжимка" относится к способу термомеханического обжатия, используемому для улучшения или измельчения зерен металлического материала во время обработки слитка давлением в биллет. Это определение обжимки согласуется с ее значением, указанным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 79.
[0027] Используемый здесь термин "биллет" относится к твердому полуфабрикату круглого или квадратного сечения, который подвергнут горячей обработке давлением ковкой, прокаткой или прессованием. Это определение биллета согласуется с его значением, указанным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 40. Используемый здесь термин "пруток" относится к выкованному из биллета профилю со сплошным сечением такой формы, как круглая, шестиугольная, восьмиугольная, квадратная или прямоугольная, с острыми или скругленными краями, который является длинным по отношению к размерам его поперечного сечения и который имеет симметричное поперечное сечение. Это определение прутка совместимо со значением, указанным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 32.
[0028] Используемый здесь термин "предел пластичности" относится к предельной или максимальной степени обжатия или пластической деформации, которую металлический материал может выдержать без разрушения или растрескивания. Это определение согласуется с его значением, указанным, например, в "Справочнике по металлам Американского общества металловедения (ASM)", J.R. Davis, изд-во "ASM International" (1992), стр. 131. Используемый здесь термин "предел пластичности при обжатии" относится к величине или степени обжатия, которую металлический материал может выдержать перед разрушением или растрескиванием.
[0029] Используемые здесь фразы "инициировать измельчение микроструктуры" и "порог деформации для инициирования измельчения микроструктуры" относятся к приданию деформации микроструктуре металлического материала для получения накопления разориентации (например, дислокаций и субграниц) в кристаллической структуре и/или частицах вторичной фазы, что приводит к уменьшению размера зерен материала. Деформацию придают металлическим материалам во время практического осуществления неограничивающих вариантов реализации способов по настоящему изобретению или во время последующих этапов термомеханической обработки. В по существу однофазных сплавах на основе никеля или на основе титана (по меньшей мере 90% γ-фазы в никелевых или β-фазы в титановых) порог деформации для инициирования измельчения микроструктуры относится к зародышеобразованию первых рекристаллизованных зерен. Он может быть оценен по диаграмме напряжений, измеренной при интересующих температуре и скоростях деформации путем одноосного сжатия или растяжения. Обычно он составляет порядка 0,1-0,3 деформации. Если ковке подвергают двухфазные сплавы на основе никеля и на основе титана, формирование микроструктуры происходит еще медленнее. Например, глобуляризация вторичной фазы не может быть достигнута или даже инициирована при одиночной вытяжке. Затем внимание следует уделить деформации, необходимой для накопления эффективной разориентации за счет аккумулирующего эффекта множества этапов ковки. В таком случае измельчение микроструктуры относится к формированию небольших субзерен, которые все больше и больше разориентируются относительно их материнского зерна или исходной ориентации. Это связано с динамическим возвратом (накоплением дислокаций на субграницах), эффект которого также может быть замечен на диаграммах напряжений в виде смягчения текучести. Обычно достигаются пороговые значения, например, от 0,1 до 0,3, которые могут быть использованы для качественной оценки порога деформации, который должен быть достигнут при каждой операции вытяжки или ковки. Степень разориентации, достигнутая во время вытяжки, увеличивает вероятность того, что субзерна будут разориентироваться еще больше после поворота заготовки перед следующей операцией вытяжки, вместо возвращения их ориентации к ориентации их материнского зерна.
[0030] Согласно одному аспекту способа ковки в открытом штампе с раздельными проходами согласно настоящему изобретению ковка в открытом штампе с раздельными проходами основана на точном управлении степенью деформации, придаваемой заготовке в каждом проходе, для ограничения растрескивания заготовки. Если в данном направлении ковки применено недостаточное обжатие для инициирования процесса измельчения микроструктуры в этом данном направлении, ковку на прессе в открытом штампе повторяют на той же самой грани, в том же самом направлении, вплоть до предела пластичности при обжатии подвергаемого ковке металлического материала, пока в данном направлении не будет придано достаточное обжатие для инициирования измельчения микроструктуры.
[0031] Если желательная степень деформации, которая должна быть придана заготовке в любом проходе для инициирования измельчения микроструктуры, превышает максимальную степень деформации, которая может быть достигнута в одном проходе ковки вытяжкой без слишком значительного растрескивания материала, т.е. степень деформации превышает предел пластичности материала при обжатии, то операция обжатия должна быть разделена на два или более проходов таким образом, что 1) приданная в любом проходе деформация меньше, чем предел пластичности при обжатии материала при температуре ковки, и 2) полная деформация, приданная в одном направлении ковки, достаточна для инициирования удовлетворительного измельчения микроструктуры. Только после придания достаточной деформации для приведения в действие механизма формирования микроструктуры и инициирования ее измельчения в одном направлении заготовку следует повернуть для ковки в следующем проходе обжатия во втором направлении.
[0032] Обращаясь к фиг. 1, согласно одному неограничивающему аспекту настоящего изобретения способ 100 ковки заготовки из металлического материала для инициирования измельчения микроструктуры включает ковку 102 заготовки из металлического материала на прессе в открытом штампе при температуре ковки в первом направлении ковки до предела пластичности при обжатии металлического материала. Предел пластичности при обжатии металлического материала в том смысле, в котором это понятие использовано здесь, может быть качественно оценен по деформации разрушения (εf), которая является технической деформацией, при которой испытываемый образец разрушается во время испытания на одноосное растяжение. Одно конкретное испытание на одноосное растяжение, которое может быть использовано, описано в ASTM Е8/Е8М-11, "Standard Test Methods for Tension Testing of Metallic Materials" (Стандартные способы испытания на растяжение металлических материалов), изд. ASTM International, г. Западный Коншохокен, штат Пенсильвания, США (2011). Истинная деформация εf разрушения является истинной деформацией, вычисленной на основании исходной площади А0 сечения и площади Af сечения после разрушения, и может быть выражена Уравнением (1). Специалист может легко оценить предел пластичности при обжатии для конкретного металлического материала из Уравнения (1), и, таким образом, пределы пластичности при обжатии для заданных металлических материалов должны быть включены в объем охраны настоящего изобретения.
Уравнение (1): εf=ln(A0/Af).
[0033] После ковки 102 на прессе в открытом штампе при температуре ковки в первом направлении ковки до предела пластичности при обжатии металлического материала заготовку из металлического материала подвергают ковке 104 на прессе в открытом штампе до предела пластичности при обжатии металлического материала один или более раз при температуре ковки в первом направлении ковки, пока общая степень деформации в первом направлении ковки не будет достаточной для инициирования измельчения микроструктуры. Затем заготовку поворачивают 106 на необходимый угол поворота для подготовки к следующему проходу ковки.
[0034] Следует понимать, что необходимый угол поворота зависит от геометрии заготовки. Например, заготовку в форме восьмигранного прутка можно ковать на любой грани, после чего ее поворачивают на 90° и куют, затем поворачивают на 45° и куют, а затем поворачивают на 90° и куют. Чтобы устранить вспучивание сторон восьмигранного прутка, восьмигранный пруток сглаживают, поворачивают на 45° и сглаживают, затем поворачивают на 90° и сглаживают, затем поворачивают на 45° и сглаживают, и затем поворачивают на 90° и сглаживают. Специалисту понятно, что термин "сглаживание" и его формы, используемые здесь, относятся к сглаживанию, дрессированию или финишированию поверхности заготовки из металлического материала с применением облегченных ковочных ударов на прессе в открытом штампе по поверхностям металлической заготовки для доведения заготовки (например, биллета или прутка) до необходимой формы и размеров. Обычный специалист может легко определить необходимые углы поворота для заготовок, имеющих любые конкретные формы поперечного сечения, такие как, например, круглая, квадратная или прямоугольная формы поперечного сечения.
[0035] После поворота 106 заготовки из металлического материала на необходимый угол поворота, заготовку подвергают ковке 108 на прессе в открытом штампе при температуре ковки во втором направлении ковки до предела пластичности при обжатии металлического материала. Ковку заготовки на прессе повторяют 110 до предела пластичности при обжатии один или более раз при температуре ковки во втором направлении ковки, пока общая степень деформации во втором направлении ковки не будет достаточной для инициирования измельчения микроструктуры в металлическом материале.
[0036] Этапы поворота, ковки в открытом штампе и повторения ковки в открытом штампе повторяют 112 в третьем и, необязательно, в одном или более дополнительных направлениях, пока все грани не будут прокованы до такого размера, что всему объему или по всей заготовке будет придана общая степень деформации, достаточная для инициирования измельчения микроструктуры. Для каждого из третьего и одного или более дополнительных направлений, в которых измельчение микроструктуры должно быть активировано в данной точке процесса, ковку на прессе в открытом штампе повторяют до предела пластичности при обжатии и не поворачивают заготовку до тех пор, пока материалу не будет придана достаточная степень деформации в этом заданном направлении. Причем для каждого из третьего и одного или более дополнительных направлений, в которых необходимо выполнить только регулирование профиля заготовки или сглаживание, ковку на прессе в открытом штампе выполняют только до предела пластичности при обжатии. Обычный специалист-практик после прочтения настоящего описания легко сможет определить необходимые углы поворота и число направлений ковки, требуемых для обработки давлением заготовки конкретной геометрии с использованием описанных здесь способов.
[0037] Варианты реализации способов согласно настоящему изобретению отличаются, например, от способов обработки давлением с применением деформации для формирования сляба из заготовки, имеющей круглое или восьмиугольное поперечное сечение. Например, вместо продолжения обработки давлением для получения плоского продукта путем обработки только краев для регулирования ширины, согласно неограничивающим вариантам реализации настоящего изобретения подобные повторные проходы выполняют на дополнительных сторонах заготовки для сохранения до некоторой степени изотропной формы, не отклоняющейся значительно от целевой окончательной формы заготовки, которая может быть, например, прямоугольным, квадратным, круглым или восьмиугольным биллетом или прутком.
[0038] В случаях, когда материалу должна быть придана большая избыточная деформация, способ вытяжки согласно настоящему изобретению может быть объединен с осадками. Множество осадок и вытяжек основаны на повторении шаблона циклических форм и размеров. Конкретный вариант реализации изобретения включает поперечное сечение в виде гибрида октагона и квадрата со скругленными углами (RCS), который способствует максимизации деформации, приданной по двум осям во время вытяжек с чередованием направлений граней и диагоналей в каждом цикле осадки и вытяжки. Этот неограничивающий вариант реализации аналогичен тому способу, которым деформацию придают имеющим кубическую форму образцам, полученным путем всесторонней ковки (MAF), но в то же время обеспечивает возможность массового изготовления в промышленных масштабах.
[0039] Соответственно, как показано на фиг. 2, в одном неограничивающем варианте реализации способа ковки осадкой и ковки вытяжкой согласно настоящему изобретению конкретная форма 200 поперечного сечения биллета представляет собой гибрид октагона и квадрата со скругленными углами (RCS), упоминаемая здесь как гибридная квадратно-октагональная форма. Согласно одному неограничивающему варианту реализации каждый этап ковки вытяжкой приводит к этой повторяющейся гибридной квадратно-октагональной форме RCS перед новой осадкой. Для облегчения осаживания длина заготовки может быть меньше, чем утроенный минимальный размер от грани до грани квадратно-октагонального гибрида с RCS. Основным параметром в такой гибридной форме является отношение размеров, с одной стороны, между гранями с ориентацией 0° и 90° RCS-заготовки (стрелка D на фиг. 2), и, с другой стороны, диагональными гранями с ориентацией 45° и 135° (стрелка Ddiag на фиг. 2), которые делают заготовку похожей на восьмиугольник (октагон). Согласно одному неограничивающему варианту реализации это отношение может быть задано относительно обжатия при осадке таким образом, что размер по диагоналям 45°/135° (Ddiag) перед осадкой является примерно тем же самым, что и размер по диагоналям 0°/90° (D) после осадки.
[0040] В одном неограничивающем примере вычисления гибридной квадратно-октагональной формы с RCS учитывается обжатие U при осадке (или в процентном выражении (100×U)). После обжатия U в результате ковки осадкой диагональный размер составляет:
Затем, обжатие от новой диагонали до грани обозначено как R, и:
В результате перегруппировки:
После осадки размер между главными гранями составляет:
Таким образом, обжатие на гранях, становящихся новой диагональю, составляет:

[0041] Это подразумевает, что для того чтобы обжатие r было определенным (положительным), обжатие U должно быть больше чем R, или равно R. В случае, если U=R, теоретически никакой обработки не потребуется для того, чтобы грани стали новыми диагоналями. На практике, однако, ковка приведет к некоторой выпуклости на гранях, и поэтому ковка будет необходима.
[0042] Используя эти уравнения, в одном неограничивающем варианте реализации согласно настоящему изобретению рассматривается ситуация, в которой D=24 дюйма (609,6 мм), U=26% и R=25%. В результате это дает:
Тогда размер по диагонали составляет:
Ddiag=βD~1.147×24~27.5, и:
Однако часть обработки с обжатием по диагоналям вызывает выпучивание на гранях, так что обжатие, применяемое для формирования и контроля размера новых диагоналей, фактически должно быть больше чем 1,3%. Очередность ковки, необходимая для контроля граней, просто задана как несколько проходов для ограничения вспучивания и контроля размера новых диагоналей.
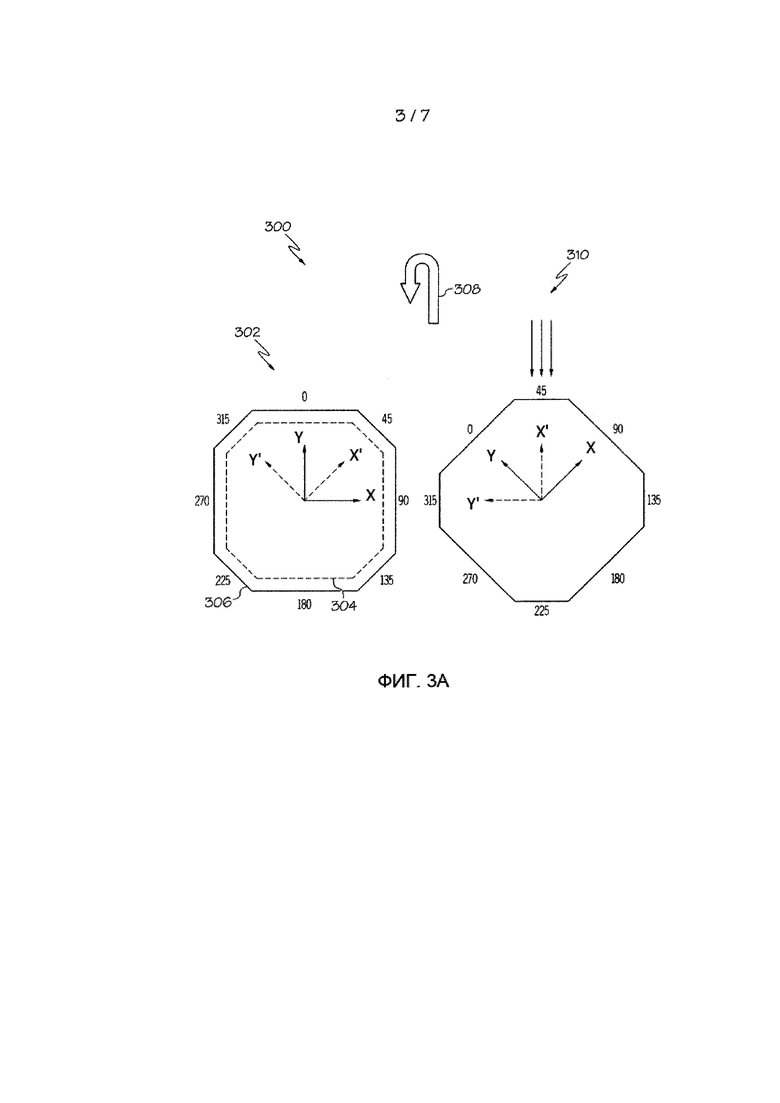
[0043] Неограничивающий пример ковки 300 в открытом штампе с раздельными проходами схематично показан на фиг. 3А-3Е. Обращаясь к фиг. 3А, на этапе 302 обеспечивают (берут) гибридную квадратно-октагональную RCS-заготовку, содержащую труднокующийся металлический материал, и куют осадкой в открытом штампе. Размеры заготовки до ковки осадкой показаны штриховыми линиями 304, а размеры заготовки после ковки осадкой показаны сплошной линией 306. Грани, представляющие исходную RCS часть гибридной квадратно-октагональной RCS-заготовки, обозначены на фиг. 3А-3Е как 0, 90, 180 и 270 градусов. Направление Y заготовки совпадает с направлением, перпендикулярным граням 0 и 180 градусов. Направление X заготовки совпадает с направлением, перпендикулярным граням 90 и 270 градусов. Грани, представляющие исходные диагональные части октагона гибридной квадратно-октагональной RCS-заготовки, на фиг. 3А-3Е обозначены как 45, 135, 225 и 315 градусов. Диагональное направление X' заготовки совпадает с направлением, перпендикулярном граням 45 и 225 градусов. Диагональное направление Y' заготовки совпадает с направлением, перпендикулярным граням 135 и 315 градусов.
[0044] После ковки осадкой заготовку поворачивают (по стрелке 308) для вытяжки в открытом штампе на первой диагональной грани (в направлении X'), и, в частности, в настоящем варианте реализации поворачивают (по стрелке 308) на диагональную грань 45 градусов для ковки вытяжкой. Затем заготовку подвергают многопроходной ковке вытяжкой (по стрелке 310) на этой диагональной грани до порога деформации для инициирования измельчения микроструктуры, без превышения предела пластичности при обжатии. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
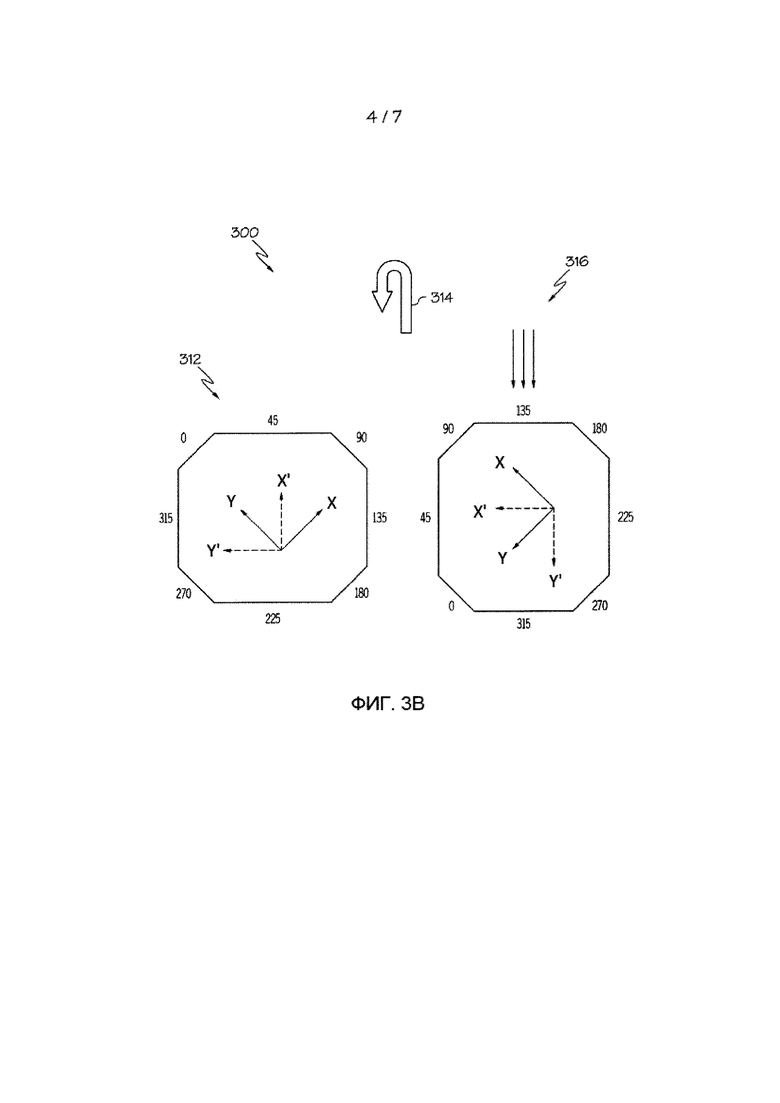
[0045] Обращаясь к фиг. 3В, заготовка после многопроходной ковки вытяжкой на диагональной грани 45 градусов показана ссылочным номером 312 (не в масштабе). Заготовку поворачивают на 90 градусов (по стрелке 314), в данном конкретном варианте реализации - на вторую диагональную грань 135 (в направлении Y') для многопроходной ковки вытяжкой 316. Затем заготовку подвергают многопроходной ковке вытяжкой (по стрелке 316) на этой диагональной грани до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
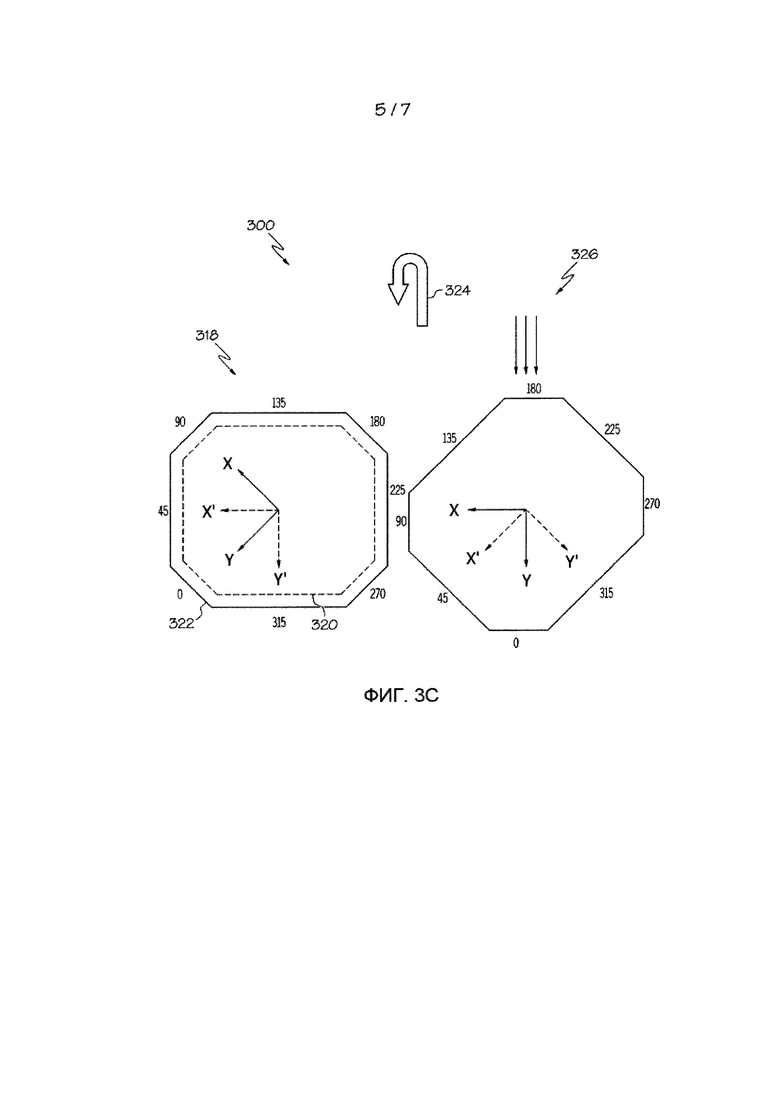
[0046] Обращаясь к фиг. 3С, в одном неограничивающем варианте реализации на этапе 318 заготовку куют осадкой. Размеры заготовки до ковки осадкой показаны штриховыми линиями 320, а размеры заготовки после ковки осадкой показаны сплошными линиями 322.
[0047] После ковки осадкой заготовку поворачивают (по стрелке 324) для вытяжки в открытом штампе на первой RCS грани, и, в частности, в данном варианте реализации поворачивают (по стрелке 324) на диагональную грань 180 градусов (первую RCS грань; в направлении Y) для ковки вытяжкой. Затем заготовку подвергают многопроходной ковке вытяжкой (по стрелке 326) на этой первой RCS грани до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой содержит по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
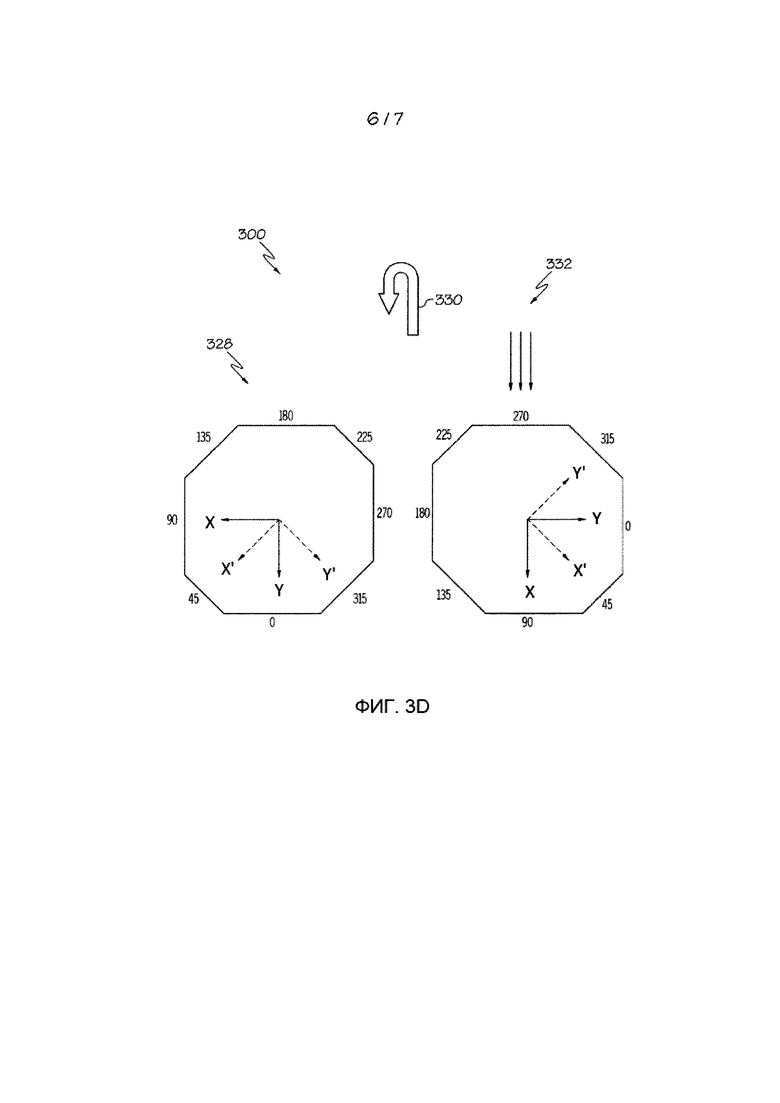
[0048] Обращаясь к фиг. 3D, заготовка после многопроходной ковки вытяжкой на грани 180 градусов показана ссылочным номером 328 (не в масштабе). Заготовку поворачивают на 90 градусов (по стрелке 330), в данном варианте реализации - на вторую RCS грань 270 градусов (в направлении X) для многопроходной ковки вытяжкой 332. Затем заготовку подвергают многопроходной ковке вытяжкой (по стрелкам 332) на второй RCS грани до порога деформации для инициирования измельчения микроструктуры. Каждый этап многопроходной ковки вытяжкой содержит по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала.
[0049] Обращаясь к фиг. 3Е, гибридная квадратно-октагональная RCS-заготовка 334, прокованная согласно описанному здесь выше неограничивающему варианту реализации, как можно заметить, имеет по существу те же самые размеры, что и исходная гибридная квадратно-октагональная RCS-заготовка. Конечная кованая заготовка имеет микроструктуру с измельченным зерном. Это является результатом: (1) осадок, которые обеспечили обжатия вдоль оси Z заготовки, сопровождаемых множеством вытяжек по осям X' (ссылочный номер 312), Y' (ссылочный номер 316), Y (ссылочный номер 326) и X (ссылочный номер 332); (2) того факта, что каждый проход множественных вытяжек был выполнен до предела пластичности при обжатии; и (3) того факта, что множественные вытяжки по каждой оси обеспечили полную деформацию вплоть до порога деформации, требуемой для измельчения микроструктуры. В одном неограничивающем варианте реализации настоящего изобретения ковка осадкой включает ковку на прессе в открытом штампе до уменьшения длины (укорачивания), которое меньше, чем предел пластичности металлического материала, и ковка придает достаточную деформацию для инициирования измельчения микроструктуры в направлении ковки осадкой. Обычно осадка будет придана лишь за одно укорачивание, поскольку осадки обычно выполняют с более низкими скоростями деформации, при которых сам предел пластичности склонен быть большим, чем при более высоких скоростях деформации, используемых во время вытяжек. Но она может быть разделена на два или более укорачивания с промежуточным подогревом, если укорачивание превышает предел пластичности.
[0050] Известно, что канавочные (V-образные) штампы обычно создают значительную боковую выпуклость при первом проходе обжатия. Один неограничивающий вариант реализации способа с раздельными проходами включает после поворота на 90° выполнение обжатия сначала до исходного размера, и только затем имеет место собственно обжатие. Например, при переходе от 20 дюймов (508 мм) до 16 дюймов (406,4 мм) с максимальным проходом в 2 дюйма (50,8 мм) может быть выполнено обжатие до 18 дюймов (457,2 мм) на первой стороне, затем поворот на 90° и происходит обжатие до 20 дюймов (508 мм) для контроля (устранения) выпуклости, затем выполняется другое обжатие на той же самой стороне до 18 дюймов (457,2 мм), а затем снова другое обжатие до 16 дюймов (406,4 мм). Заготовку поворачивают на 90° и выполняют обжатие до 18 дюймов (457,2 мм) для контроля (устранения) выпуклости, и затем выполняют новое обжатие до 16 дюймов (406,4 мм). Заготовку поворачивают на 90° и выполняют обжатие до 18 дюймов (457,2 мм) для контроля (устранения) выпуклости, и затем снова до 16 дюймов (406,4 мм) в качестве нового обжатия. В этой точке пара поворотов, связанных со сглаживанием, и проходов до 16 дюймов (406,4 мм) должны завершать процесс, что обеспечивает обжатие в любом проходе не более чем на 2 дюйма (50,8 мм).
[0051] Согласно одному аспекту настоящего изобретения металлический материал, обрабатываемый согласно описанным здесь неограничивающим вариантам реализации, содержит один из титанового сплава и никелевого сплава. В некоторых неограничивающих вариантах реализации металлический материал содержит суперсплав на основе никеля, такой как, например, один из сплавов: Waspaloy® (UNS N07001), ATI 718 Plus® (UNS N07818) и 720 (UNS N07720). В некоторых неограничивающих вариантах реализации металлический материал содержит титановый сплав или один из двухфазного титанового сплава с альфа-бета-структурой и титанового сплава с метастабильной бета-структурой. В неограничивающих вариантах реализации двухфазный титановый сплав с альфа-бета-структурой, обрабатываемый согласно вариантам реализации описанных здесь способов, содержит один из сплавов: Ti-6Al-4V (UNS R56400), ELI Ti-6Al-4V (UNS R56401), Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), Ti-6Al-2Sn-4Zr-2Mo (UNS R54620), Ti-10V-2Fe-3Al (AMS 4986) и Ti-4Al-2,5V-1,5Fe (UNS 54250).
[0052] В одном неограничивающем варианте реализации способов ковки с раздельными проходами по настоящему изобретению ковка на прессе в открытом штампе включает ковку при температуре ковки, которая находится в диапазоне температур от 1100°F до температуры на 50°F ниже температуры бета-перехода двухфазного титанового сплава с альфа-бета-структурой. В другом неограничивающем варианте реализации способ согласно настоящему изобретению дополнительно включает один из подогрева или отжига заготовки между любыми этапами ковки на прессе в открытом штампе.
[0053] Следует понимать, что в объем способов по настоящему изобретению входит подогрев заготовки между любыми этапами многопроходной ковки на прессе в открытом штампе. Также следует понимать, что в объем способов по настоящему изобретению входит отжиг заготовки между любыми этапами многопроходной ковки на прессе в открытом штампе. Конкретные подробности подогрева и отжига металлического материала известны или могут быть легко установлены специалистами-практиками и поэтому не описаны здесь.
[0054] Примеры, которые приведены ниже, предназначены для дополнительного описания некоторых неограничивающих вариантов реализации без ограничения объема охраны настоящего изобретения. Специалистам в данной области техники будет понятно, что возможны изменения в приведенных ниже примерах в пределах объема охраны настоящего изобретения, который определяется исключительно приложенной формулой изобретения.
ПРИМЕР 1
[0055] Восьмиугольный биллет размером 24 дюйма (609,6 мм), содержащий сплав Ti-4Al-2,5V-1,5Fe, нагревают до температуры ковки 1600°F (871°С). Предел пластичности при обжатии этого сплава при температуре ковки по оценке составляет по меньшей мере 2 дюйма (50,8 мм) на одно обжатие и не допускает большего обжатия повторным образом без интенсивного растрескивания до 2 дюймов (50,8 мм) за одно обжатие. Биллет подвергают ковке на прессе в открытом штампе в первом направлении, на любой грани восьмиугольного биллета, до 22 дюймов (558,8 мм). Затем биллет подвергают ковке на прессе в открытом штампе в первом направлении до 20 дюймов (508 мм). Биллет поворачивают на 90° для ориентации во втором направлении для ковки на прессе в открытом штампе. Хотя исходный размер восьмиугольного биллета составлял 24 дюйма (609,6 мм), из-за вспучивания чередующихся граней во время ковки в первом направлении биллет подвергают ковке на прессе в открытом штампе во втором направлении до 24 дюймов (609,6 мм). Затем биллет подвергают ковке на прессе в открытом штампе во втором направлении еще два раза до 22 дюймов (558,8 мм) и затем до 20 дюймов (508 мм). Биллет подогревают до температуры ковки. Биллет поворачивают на 45° и затем выполняют ковку с раздельными проходами по 2 дюйма (50,8 мм) на одно обжатие в третьем направлении ковки до 24 дюймов (609,6 мм), затем до 22 дюймов (556,8 мм), а затем до 20 дюймов (508 мм). Биллет поворачивают на 90° и затем выполняют ковку с раздельными проходами по 2 дюйма (50,8 мм) на одно обжатие в другом направлении ковки согласно настоящему изобретению до 24 дюймов (609,6 мм), затем до 22 дюймов (558,8 мм), затем до 20 дюймов (508 мм).
[0056] Затем биллет сглаживают на следующих этапах: поворачивают биллет на 45° и выполняют оквадрачивание стороны до 20 дюймов (508 мм), используя ковку на прессе в открытом штампе, поворачивают биллет на 90° и выполняют оквадрачивание стороны до 20 дюймов (508 мм), используя ковку на прессе в открытом штампе, поворачивают биллет на 45° и выполняют оквадрачивание стороны до 20 дюймов (508 мм), используя ковку на прессе в открытом штампе, и поворачивают биллет на 90° и выполняют оквадрачивание стороны до 20 дюймов (508 мм), используя ковку на прессе в открытом штампе. Этот способ гарантирует, что ни один одиночный проход не внес изменение в размер более чем на 2 дюйма (50,8 мм), что является пределом пластичности при обжатии, несмотря на то, что любое общее обжатие в каждом необходимом направлении составляет по меньшей мере 4 дюйма (101,6 мм), что соответствует порогу деформации, требуемой для инициирования измельчения микроструктуры сплава.
[0057] В результате последовательности множества осадок и вытяжек согласно способу ковки в штампе с раздельными проходами, описанному в данном Примере, микроструктура сплава Ti-4Al-2,5V-1,5Fe состоит из глобуляризованных, или равноосных, частиц альфа-фазы, имеющих средний размер зерна в диапазоне от 1 мкм до 5 мкм.
ПРИМЕР 2
[0058] Взяли гибридный квадратно-октагональный RCS-биллет из металлического материала, содержащего сплав Ti-6Al-4V. Гибридная квадратно-октагональная форма RCS представляет собой квадрат со стороной 24 дюйма (609,6 мм) со скругленными углами (RCS) с диагоналями 27,5 дюйма (698,5 мм), образующими октагон. Длина выбрана таким образом, чтобы не превышать величину 3×24 дюйма или 72 дюйма (1828,8 мм); в данном примере длина биллета равна 70 дюймов (1778 мм). Для инициирования измельчения микроструктуры биллет подвергают ковке осадкой при 1600°F (871°С) до обжатия 26%. После обжатия при осадке длина биллета составляет примерно 51 дюйм (1295,4 мм), и его гибридное квадратно-октагональное поперечное сечение с RCS составляет примерно 27,9 дюйма (708,7 мм) × 32 дюйма (812,8 мм). Биллет должен быть подвергнут ковке вытяжкой с уменьшением 32-дюймовых диагоналей обратно до граней 24 дюйма (609,6 мм), что является обжатием на 8 дюймов (203,2 мм) или на 25% высоты диагонали. При этом ожидается, что другая диагональ вспучится до размера больше 32 дюймов (812,8 мм). В данном примере приемлемый прогноз по пределу пластичности при обжатии при температуре ковки в диапазоне 1600°F (871°С) состоит в том, что ни в одном проходе обжатие не должно превышать 2,5 дюйма (63,5 мм). Поскольку обжатия от 32 дюймов (812,8 мм) до 24 дюймов (609,6 мм) по диагоналям не могут быть приданы за раз при ковке на прессе в открытом штампе, учитывая, что такое обжатие превышает предел пластичности при обжатии материала, в данном конкретном неограничивающем варианте реализации использовался способ с раздельными проходами согласно настоящему изобретению.
[0059] Для уковки старых диагоналей до новых граней, грань высотой 32 дюйма (812,8 мм) подвергают ковке на прессе в открытом штампе до 29,5 дюйма (749,3 мм), а затем ковке на прессе в открытом штампе до 27,0 дюймов (685,8 мм). Гибридный квадратно-октагональный RCS-биллет поворачивают на 90°, куют на прессе в открытом штампе до 30,5 дюйма (774,7 мм), а затем куют на прессе в открытом штампе до 28 дюймов (711,2 мм). Затем гибридный квадратно-октагональный RCS-биллет куют по старым граням для контроля нового диагонального размера. Затем гибридный квадратно-октагональный RCS-биллет поворачивают на 45° и куют на прессе в открытом штампе до 27 дюймов (685,8 мм); затем поворачивают на 90° и куют на прессе в открытом штампе до 27,25 дюйма (692,15 мм). Затем гибридный квадратно-октагональный RCS-биллет куют на прессе в открытом штампе по старым диагоналям так, чтобы они стали новыми гранями, путем поворота гибридного квадратно-октагонального RCS-биллета на 45° и ковки на прессе в открытом штампе до 25,5 дюйма (647,7 мм), с последующей ковкой на прессе по той же самой поверхности до 23,25 дюйма (590,55 мм). Затем гибридный квадратно-октагональный RCS-биллет поворачивают на 90° и куют на прессе до 28 дюймов (711,2 мм), затем куют на прессе в открытом штампе до 25,5 дюйма (25,5 мм) в другом раздельном проходе, и затем куют на прессе в открытом штампе до 23,25 дюйма (590,55 мм) в дополнительном раздельном проходе по той же самой грани. Затем гибридный квадратно-октагональный RCS-биллет поворачивают на 90° и куют на прессе в открытом штампе до 24 дюймов (609,6 мм), а затем поворачивают на 90° и куют до 24 дюймов (609,6 мм). Наконец, новые диагонали гибридного квадратно-октагонального RCS-биллета сглаживают путем поворота гибридного квадратно-октагонального RCS-биллета на 45° и ковки на прессе в открытом штампе до 27,25 дюйма (692,15 мм), с последующими поворотом гибридного квадратно-октагонального RCS-биллета на 90° и ковкой на прессе в открытом штампе до 27,5 дюйма (698,5 мм).
[0060] В результате последовательности множества осадок и вытяжек согласно способу ковки в штампе с раздельными проходами, описанному в данном Примере, микроструктура сплава Ti-6Al-4V состоит из глобуляризованных, или равноосных, частиц альфа-фазы, имеющих средний размер зерна в диапазоне от 1 мкм до 5 мкм.
[0061] Следует понимать, что в настоящем описании показаны те аспекты изобретения, которые способствуют ясному пониманию изобретения. Некоторые аспекты, которые являются очевидными для специалистов и которые поэтому не способствуют улучшенному пониманию изобретения, не представлены для упрощения настоящего описания. Несмотря на то, что здесь подробно описано лишь ограниченное число вариантов реализации настоящего изобретения, специалист после рассмотрения предшествующего описания поймет, что в изобретение могут быть внесены различные модификации и изменения. Все такие изменения и модификации изобретения подразумеваются охваченными предшествующим описанием и последующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНА ИЛИ СПЛАВА ТИТАНА | 2011 |
|
RU2581331C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2014 |
|
RU2675886C2 |
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ ТИТАНА | 2013 |
|
RU2688109C2 |
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ ТИТАНА | 2013 |
|
RU2637446C2 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| ТИТАНОВЫЙ СПЛАВ | 2016 |
|
RU2703756C2 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| ИЗОТЕРМИЧЕСКАЯ КОВКА НА ВОЗДУХЕ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2317174C2 |
| Способ ковки пластин | 1983 |
|
SU1100032A1 |
Изобретение относится к обработке заготовок для измельчения микроструктуры. Производят ковку нагретой заготовки на прессе в открытом штампе в первом направлении ковки до предела пластичности материала заготовки. Затем повторяют указанную ковку до получения общей степени, достаточной для инициирования измельчения микроструктуры. Далее заготовку поворачивают на угол и производят ковку во втором направлении ковки до тех пор, пока общая степень деформации во втором направлении ковки не будет достаточной для инициирования измельчения микроструктуры. Повторяют этап поворота и этап ковки в третьем и, необязательно, в одном или более дополнительных направлениях ковки. Повторение осуществляют до тех пор, пока во всем объеме заготовки не будет получена общая степень деформации, достаточная для инициирования измельчения микроструктуры. При этом заготовку не поворачивают, пока общая степень деформации, достаточная для инициирования измельчения микроструктуры, не будет получена в третьем направлении и любом одном или более дополнительных направлениях. В результате обеспечивается повышение эффективности инициирования механизма измельчения микроструктуры. 2 н. и 20 з.п. ф-лы, 3 ил.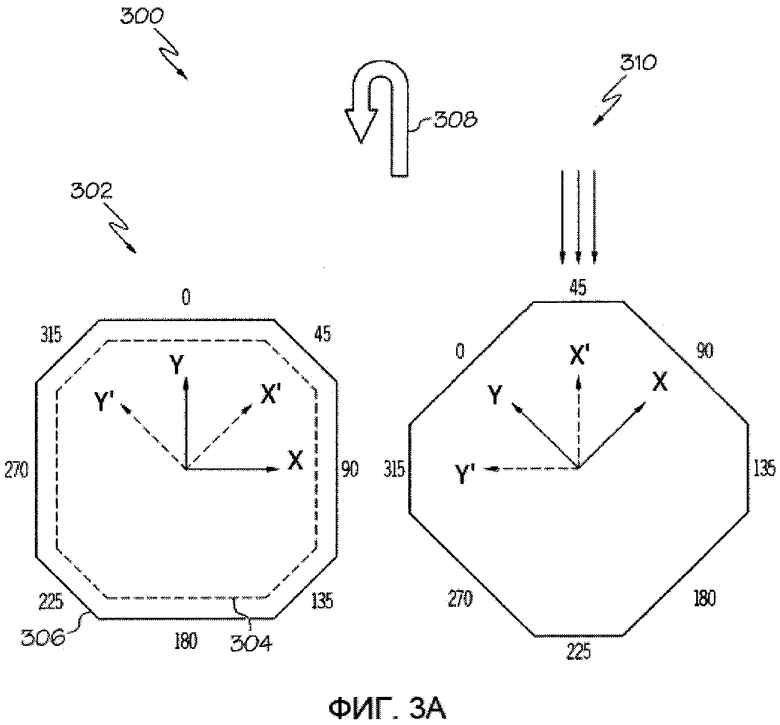
1. Способ ковки заготовки из металлического материала для инициирования измельчения микроструктуры, включающий
ковку заготовки на прессе в открытом штампе при температуре ковки в первом направлении ковки до предела пластичности при обжатии металлического материала,
повторение ковки заготовки на прессе в открытом штампе в первом направлении ковки до предела пластичности при обжатии один или более раз при температуре ковки, пока общая степень деформации, полученная в первом направлении ковки, не будет достаточной для инициирования измельчения микроструктуры,
поворот заготовки на необходимый угол поворота,
ковку заготовки на прессе в открытом штампе при температуре ковки во втором направлении ковки до предела пластичности при обжатии металлического материала,
повторение ковки заготовки на прессе в открытом штампе во втором направлении ковки до предела пластичности при обжатии один или более раз при температуре ковки, пока общая степень деформации, полученная во втором направлении ковки, не будет достаточной для инициирования измельчения микроструктуры, и
повторение этапа поворота, этапа ковки заготовки на прессе в открытом штампе и этапа повторения ковки заготовки на прессе в открытом штампе в третьем и, необязательно, одном или более дополнительных направлениях ковки, пока во всем объеме заготовки не будет получена общая степень деформации, достаточная для инициирования измельчения микроструктуры, причем заготовку не поворачивают, пока общая степень деформации, которая достаточна для инициирования измельчения микроструктуры, не будет получена в третьем направлении и любом одном или более дополнительных направлениях.
2. Способ по п. 1, в котором металлический материал содержит титановый сплав или никелевый сплав.
3. Способ по п. 1, в котором металлический материал содержит титановый сплав.
4. Способ по п. 3, в котором титановый сплав содержит один из сплава Ti-6Al-4V (UNS R56400), сплава ELI Ti-6Al-4V (UNS R56401), сплава Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), сплава Ti-6Al-2Sn-4Zr-2Mo (UNS R54620), сплава Ti-10V-2Fe-3Al (AMS 4986) и сплава Ti-4Al-2,5V-l,5Fe (UNS 54250).
5. Способ по п. 3, в котором металлический материал содержит двухфазный титановый сплав с альфа-бета-структурой или титановый сплав с метастабильной бета-структурой.
6. Способ по п. 3, в котором металлический материал содержит двухфазный титановый сплав с альфа-бета-структурой.
7. Способ по п. 6, в котором двухфазный титановый сплава с альфа-бета-структурой содержит сплав Ti-4Al-2,5V-1,5Fe (UNS 54250).
8. Способ по п. 2, в котором металлический материал содержит один из сплава Waspaloy® (UNS N07001), сплава ATI 718Plus® (UNS N07818) и сплава 720 (UNS N07720).
9. Способ по п. 1, в котором температура ковки находится в диапазоне температур от 1100°F до температуры, на 50°F ниже температуры бета-перехода двухфазного титанового сплава с альфа-бета-структурой.
10. Способ по п. 1, дополнительно включающий подогрев заготовки между любыми этапами ковки на прессе в открытом штампе.
11. Способ по п. 1, дополнительно включающий отжиг заготовки между любыми этапами ковки на прессе в открытом штампе.
12. Способ ковки в открытом штампе с раздельными проходами заготовки из металлического материала для инициирования измельчения микроструктуры, включающий
обеспечение заготовки с поперечным сечением в форме гибрида октагона и квадрата со скругленными углами, содержащей металлический материал; ковку заготовки осадкой в открытом штампе,
поворот заготовки для вытяжки в открытом штампе на первой диагональной грани в направлении X' заготовки,
многопроходную ковку вытяжкой заготовки в направлении X' до порога деформации для инициирования измельчения микроструктуры,
причем каждый этап многопроходной ковки вытяжкой заготовки в направлении X' включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала,
поворот заготовки для вытяжки в открытом штампе на второй диагональной грани в направлении Y' заготовки,
многопроходную ковку вытяжкой заготовки в направлении Y' до порога деформации для инициирования измельчения микроструктуры,
причем каждый этап многопроходной ковки вытяжкой заготовки в направлении Y' включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала,
поворот заготовки для вытяжки в открытом штампе на первой грани квадрата со скругленными углами в направлении Y заготовки,
многопроходную ковку вытяжкой заготовки в направлении Y до порога деформации для инициирования измельчения микроструктуры,
причем каждый этап многопроходной ковки вытяжкой заготовки в направлении Y включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала,
поворот заготовки для вытяжки в открытом штампе на второй грани квадрата со скругленными углами в направлении X заготовки,
многопроходную ковку вытяжкой заготовки в направлении X до порога деформации для инициирования измельчения микроструктуры, причем каждый этап многопроходной ковки вытяжкой заготовки в направлении X включает по меньшей мере два прохода ковки вытяжкой на прессе в открытом штампе с обжатиями до предела пластичности при обжатии металлического материала,
повторение циклов осадки и множественных вытяжек по мере необходимости.
13. Способ по п. 12, в котором металлический материал содержит титановый сплав или никелевый сплав.
14. Способ по п. 12, в котором металлический материал содержит титановый сплав.
15. Способ по п. 14, в котором титановый сплав содержит один из сплава Ti-6Al-4V (UNS R56400), сплава ELI Ti-6Al-4V (UNS R56401), сплава Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), сплава Ti-6Al-2Sn-4Zr-2Mo (UNS R54620), сплава Ti-10V-2Fe-3Al (AMS 4986) и сплава Ti-4Al-2,5V-1,5Fe (UNS 54250).
16. Способ по п. 14, в котором металлический материал содержит двухфазный титановый сплав с альфа-бета-структурой или титановый сплав с метастабильной бета-структурой.
17. Способ по п. 14, в котором металлический материал содержит двухфазный титановый сплав с альфа-бета-структурой.
18. Способ по п. 17, в котором двухфазный титановый сплав с альфа-бета-структурой содержит сплав Ti-4Al-2,5V-1,5Fe (UNS 54250).
19. Способ по п. 13, в котором металлический материал содержит один из сплава Waspaloy® (UNS N07001), сплава ATI 718Plus® (UNS N07818) и сплава 720 (UNS N07720).
20. Способ по п. 12, в котором температура ковки находится в диапазоне температур от 1100°F до температуры, на 50°F ниже температуры бета-перехода двухфазного титанового сплава с альфа-бета-структурой.
21. Способ по п. 12, дополнительно включающий подогрев заготовки между любыми этапами ковки на прессе в открытом штампе.
22. Способ по п. 12, дополнительно включающий отжиг заготовки между любыми этапами ковки на прессе в открытом штампе.
| WO 2012063504 A1, 18.05.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| RU 2003417 C1.11.1993. | |||

