Область техники
Настоящее изобретение относится к ориентированной усаживающейся многослойной пленке, включающей, по меньшей мере, один поверхностный слой, содержащий аморфный стеклообразный полимерный материал, такой как полистирольные материалы, и, по меньшей мере, один внутренний слой, составляющий полиолефиновый слой. Пленки предпочтительно преимущественно ориентируют либо в продольном, либо в поперечном направлениях. Данные пленки идеально пригодны для использования в качестве усаживающейся этикетки, которую можно либо наносить в виде манжеты, усаживающейся в поперечном направлении (CD), либо наносить при использовании рулонного способа. В идеальном случае пленки имеют общую плотность, меньшую 1,0 г/см3, что облегчает усилия по переработке для вторичного использования при применении методик водного флотационного разделения.
Предпосылки и краткое изложение изобретения
В общем случае усаживающиеся этикетки разделяются на две категории: этикетки технологии «накатка поверх с усадкой поверх» (ROSO) и этикетки, относящиеся к типу манжет (этикетки-манжеты). Этикетки технологии ROSO представляют собой листы пленок, которые оборачивают вокруг емкости. Этикетки-манжеты являются трубчатыми по своей конфигурации и облегают емкость в результате размещения поверх емкости. Подвод тепла к усаживающейся этикетке, которая облегает емкость, приводит к усадке этикетки и ее плотному прилеганию к емкости.
Для плотного прилегания к емкости каждый тип этикетки должен усаживаться преимущественно (то есть в большей степени в одном направлении, чем в другом направлении) в направлении, проходящем по окружности вокруг емкости. Пленки технологии ROSO располагают на емкости при прохождении по окружности вокруг емкости продольного направления пленки. Таким образом, пленки технологии ROSO преимущественно усаживаются в продольном направлении (MD) пленки вследствие преимущественной ориентации в продольном направлении. В противоположность этому, этикетки-манжеты обычно располагают на емкости при прохождении по окружности вокруг емкости при поперечном направлении этикетки. Таким образом, этикетки-манжеты усаживаются преимущественно в поперечном (TD) направлении пленки вследствие преимущественной ориентации в поперечном направлении.
Этикетки технологии ROSO в особенности желательны в сопоставлении с этикетками-манжетами, поскольку они в меньшей степени требуют переработки и менее дорогостоящи в производстве. Этикетки технологии ROSO обычно имеют форму рулона, получающуюся в результате проведения печати на ориентированной пленке в производственном процессе с использованием непрерывного полотна. В противоположность этому, этикетки-манжеты, несмотря на их доступность также и в форме рулона, до скатывания в форму рулона требуют проведения печати, резки и склеивания до получения манжет, что в случае этикеток-манжет усложняет производственный процесс и увеличивает производственные расходы в сопоставлении с этикетками технологии ROSO. Кроме того, ориентирование пленок в поперечном направлении в случае этикеток-манжет имеет тенденцию к большей дороговизне вследствие относительно более высокой стоимости оборудования в сопоставлении с ориентированием пленок в продольном направлении в случае этикеток технологии ROSO. В дополнение к этому, нанесение по технологии ROSO на емкости этикеток технологии ROSO обычно представляет собой более быстрый способ в сопоставлении с нанесением этикеток-манжет.
В то время как этикеткам технологии ROSO свойственны преимущества по производительности, этикетки-манжеты исторически демонстрировали преимущество по степени усадки при облегании емкости. По окружности емкости этикетки-манжеты обычно усаживаются на величину вплоть до 70 процентов (%). В противоположность этому, обычные пленки технологии ROSO исторически демонстрировали усадку по окружности емкости величиной только вплоть до приблизительно 20 процентов. В случае этикеток технологии ROSO желательно, чтобы усадка в продольном направлении была бы большей 25 процентов, более предпочтительно большей приблизительно 50 процентов. Меньшая усадка для обычных этикеток технологии ROSO в основном обуславливается: (1) преимущественным использованием для изготовления пленки из ориентированного полипропилена (ОПП) - кристаллического полимера - и (2) ограничением напряжения, допустимого для клеевого шва, удерживающего этикетку по месту (обернутой) при облегании емкости - чрезмерно большое напряжение, воздействующее на клеевой шов, может привести к смещению этикетки на емкости или в предельном случае стать причиной разрушения клеевого соединения и нарушения обернутости емкости этикеткой. Таким образом, натяжение при усадке, наблюдаемое для пленки, является важным фактором определения ее пригодности для использования в качестве этикетки технологии ROSO, при этом в общем случае предпочтительным является меньшее натяжение при усадке. Этикетки-манжеты, которые либо не имеют клеевого соединения, либо имеют клеевое соединение, которое перед нанесением на емкость в значительной степени отверждают, могут выдерживать воздействие большего уровня напряжения во время усадки.
Этикетки-манжеты исторически демонстрировали более значительную усадку и поэтому обнаруживали лучшее плотное прилегание к профилированным емкостям в сопоставлении с этикетками технологии ROSO. Однако с учетом производственных преимуществ для этикеток технологии ROSO желательно было бы выявить ориентированную пленку, подходящую для использования при получении этикетки технологии ROSO, которая могла бы усаживаться по окружности при облегании емкости в большей степени в сопоставлении с существующими этикетками технологии ROSO (то есть была бы более сопоставимой с этикетками-манжетами), но не имела бы недостатка в виде разрушения клеевого соединения этикетки.
Для изготовления пленок, предназначенных для использования в усаживающихся этикетках, иногда используют полистирол (ПС), поскольку после обработки коронным разрядом (необходимой для обеспечения пригодности поверхности полимерной пленки для проведения печати) ПС в течение продолжительных периодов времени сохраняет более высокую поверхностную энергию в сопоставлении с ПП. Поэтому в отличие от пленок из ПП обработку коронным разрядом пленок из ПС можно проводить во время изготовления, а не непосредственно перед проведением печати на этикетках.
Пленки усаживающихся этикеток на основе полистирола зачастую включают компонент в виде высокоударопрочного полистирола (ВУПС) для того, чтобы улучшить ударную вязкость этикетки (например, сопротивление раздиранию). Однако частицы каучука в обычном диапазоне для ВУПС имеют средний размер частиц, больший одного микрометра (см., например, патент Соединенных Штатов (USP) 6897260, столбец 4, строки 26-27). Большие частицы каучука имеют тенденцию к ухудшению прозрачности пленки этикетки, что препятствует использованию пленки для проведения печати на обратной стороне (печати на стороне пленки этикетки, примыкающей к емкости, так, чтобы напечатанное изображение было бы читаемо через пленку), а также просматриванию емкости или продукта через этикетку. Обычный ВУПС также содержит более 7 процентов каучука при расчете на общую массу ВУПС. Высокие концентрации каучука могут ухудшить пригодность пленки для печати, уменьшить прозрачность пленки, понизить стабильность геометрических размеров и нежелательным образом увеличить количество геля в конечной пленке.
В противоположность пленкам из сложного сополиэфира и поливинилхлорида (ПВХ) использование пленок из ПС облегчает возможность переработки для вторичного использования бутылки и этикетки, поскольку меньшая плотность делает возможным более легкое отделение этикетки от бутылок с более высокой плотностью (например, из сложного полиэфира). С точки зрения возможности переработки для вторичного использования еще более выгодной была бы плотность усаживающейся пленки, меньшая 1,0 г/см3, поскольку это бы позволило воспользоваться методиками флотационного разделения.
Кроме того, в выгодном случае пленки с меньшей плотностью обеспечивают более высокий выход пленки или большее значение величины площадь поверхности/фунт пленки. Материал этикеток с более высокой плотностью, такой как в случае пленок из сложного полиэфира или ПВХ, не демонстрирует наличия подобных преимуществ.
Желательно иметь ориентированную многослойную пленку, которая была бы подходящей для использования в областях применения этикеток технологии ROSO или усаживающихся этикеток-манжет.
Предварительная заявка США 60/703385, поданная 28 июля 2005 года и во всей своей полноте посредством ссылки включенная в настоящий документ, сообщает о пленке на основе двуосноориентированного полистирола, подходящей для использования в качестве этикетки технологии ROSO, которая содержала ВУПС с размером частиц каучука и концентрацией каучука, меньшими тех, что имеют место для обычного ВУПС. Было бы желательно получить усаживающуюся пленку, демонстрирующую еще меньшее натяжение при усадке в сопоставлении с пленками, о которых сообщали в документе 60/703385. Также было бы желательно, чтобы общая плотность усаживающейся пленки была бы меньшей приблизительно 1 г/см3, что в способе переработки для вторичного использования облегчило бы отделение этикетки от бутылки при применении флотационных методик.
В соответствии с этим в первом аспекте настоящее изобретение представляет собой ориентированную многослойную усаживающуюся пленку, включающую, по меньшей мере, один поверхностный слой, содержащий аморфный стеклообразный полимер, такой как полистирольный материал, и, по меньшей мере, один внутренний слой, составляющий полиолефиновый слой. Многослойная пленка может быть преимущественно ориентированной в продольном направлении, например, при использовании комплекта валков для ориентации в продольном направлении, или в поперечном направлении, например, при использовании способа с применением рамы для растягивания и ориентирования пленок. Аморфными стеклообразными полимерными материалами предпочтительно являются полистирольные материалы, которые могут представлять собой полистирол общего назначения (ПСОН) или могут включать другие стирольные материалы, придающие долговечность и ударную вязкость, которые в общем случае известны на современном уровне техники. Данные другие материалы включают материалы, такие как высокоударопрочный полистирол, стирольные блок-сополимеры, такие как K-resin (от компании Chevron Phillips), СБС (стирол-бутадиен-стирольный трехблочный сополимер), СИС (стирол-изопрен-стирольный сополимер), СЭБС (стирол-этилен/бутилен-стирольные трехблочные сополимеры) и/или их комбинации. При желательности использования высокоударопрочного полистирола предпочтительным является содержание в пленке высокоударопрочного полистирола, относящегося к типу, который характеризуется меньшими частицами каучука и более низкими концентрациями каучука в сопоставлении с тем, что имеет место у обычного ВУПС, что позволит добиться получения для пленки ударной вязкости без ухудшения у пленки ее пригодности для печати, прозрачности или контактной прозрачности. Полиолефин, используемый, по меньшей мере, в одном внутреннем слое, предпочтительно можно выбирать, имея целью регулирование натяжения при усадке для пленки и степени усадки пленки в зависимости от требований в предполагаемой области применения.
В еще одном аспекте многослойные пленки настоящего изобретения также включают один или несколько соединительных слоев, расположенных между полиолефиновым слоем и полистирольным поверхностным слоем.
В еще одном аспекте настоящее изобретение представляет собой усаживающуюся этикетку, включающую многослойную пленку из первого или второго аспектов, где пленка на одной или обеих сторонах имеет напечатанное изображение.
Краткое описание чертежей
Фиг.1 представляет собой график, демонстрирующий данные по усадке в продольном направлении для пленок образцов 3-1 и 3-2.
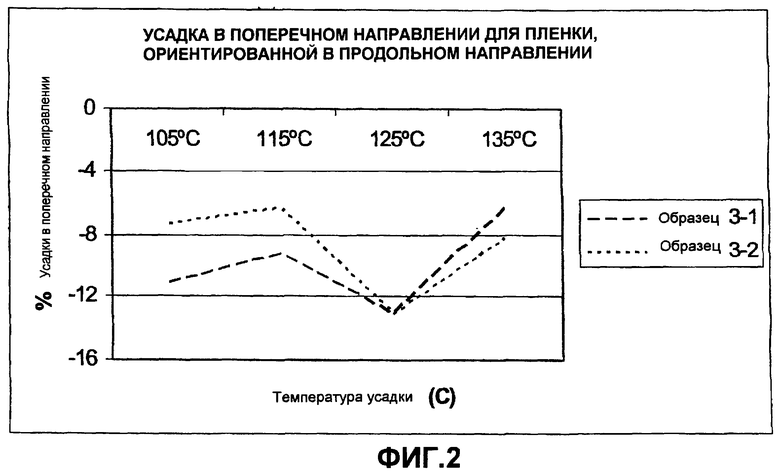
Фиг.2 представляет собой график, демонстрирующий данные по усадке в поперечном направлении для пленок образцов 3-1 и 3-2.
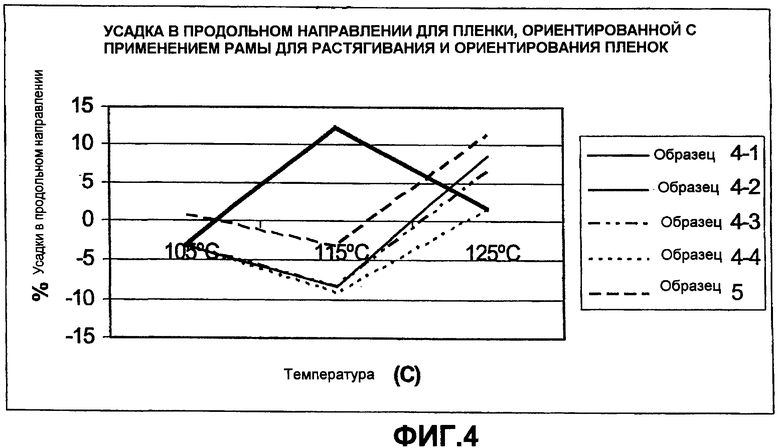
Фиг.3 представляет собой график, демонстрирующий данные по усадке в продольном направлении для пленок образцов от 4-1 до 4-4 и 5.
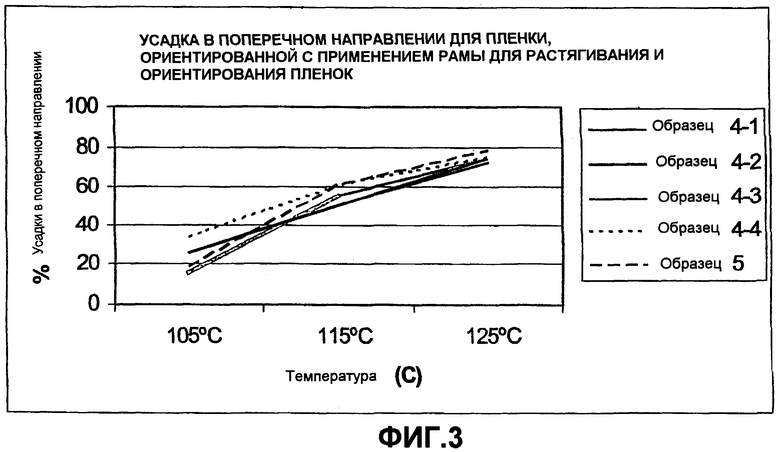
Фиг.4 представляет собой график, демонстрирующий данные по усадке в поперечном направлении для пленок образцов от 4-1 до 4-4 и 5.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ориентированные многослойные усаживающиеся пленки настоящего изобретения включают, по меньшей мере, один поверхностный слой, содержащий аморфный стеклообразный полимер, и, по меньшей мере, один другой слой, включающий полиолефиновый слой. Предпочтительными аморфными стеклообразными полимерными материалами являются полистирольные материалы. Многослойные пленки настоящего изобретения на противоположной стороне предпочтительно включают второй поверхностный слой, содержащий аморфный стеклообразный полимерный материал, при этом полиолефиновый слой составляет внутренний слой. Предпочтительные материалы второго поверхностного слоя представляют собой то же самое, что и в случае первого поверхностного слоя. Многослойные пленки необязательно могут включать один или несколько соединительных слоев, расположенных между поверхностным слоем и полиолефиновым слоем.
А. Поверхностный слой
Поверхностный слой содержит аморфный стеклообразный полимер. Аморфными стеклообразными полимерами являются те, которые характеризуются температурой стеклования (определенной по соответствующему пику на кривой для tan(дельта), полученной при измерении с использованием динамического механического термического анализа), большей комнатной температуры, и являются, по существу, аморфными (то есть обнаруживают степень кристалличности, меньшую приблизительно 10 массовых процентов, согласно определению, например, по методу широкоуглового рентгеновского рассеяния). Аморфные стеклообразные полимеры включают полистирольные материалы (например, ПСОН, ВУПС, K-RESIN, СИС, СБС, СЭБС), а также PETG (полиэтилентерефталатгликолевый сополимер), аморфный ПЭТФ, аморфную ПМК или ПВХ. При использовании в качестве аморфного стеклообразного полимерного материала ПСОН в желательном случае ПСОН имеет Mw (среднемассовую молекулярную массу), большую 100000 г/моль, равную предпочтительно 150000 г/моль и более, более предпочтительно 200000 г/моль и более. В желательном случае ПСОН также имеет Mw (среднемассовую молекулярную массу), меньшую приблизительно 350000 г/моль, предпочтительно меньшую приблизительно 320000 г/моль. Mw можно определить в соответствии с методом гельпроникающей хроматографии, на современном уровне техники известном. В желательном случае ПСОН характеризуется скоростью течения расплава (MFR), равной одному и более, предпочтительно 1,2 грамма за 10 минут (г/10 мин) и более и в желательном случае 20 г/10 мин и менее, предпочтительно 10 г/10 мин и менее. MFR для полистирольных материалов определяют в соответствии с ASTM методика D1238 (5 кг массы при 200°С).
Примеры подходящего для использования ПСОН включают полистирол общего назначения STYRON™ 663 (STYRON представляет собой торговую марку компании The Dow Chemical Company), STYRON 668 и STYRON 685D.
В случае желательности наличия более значительных податливости и/или ударной вязкости один или оба поверхностных слоя могут содержать другие материалы, такие как ВУПС, СБС, K-resin, СИС, СЭБС и тому подобное. Предпочтительно данные дополнительные материалы выбирают таким образом, чтобы обеспечить сохранение оптической прозрачности. Один класс ВУПС, в особенности подходящий для использования в одном или нескольких поверхностных слоях настоящего изобретения, описывается в патентной заявке США 11/191817, поданной 28 июля 2005 года и озаглавленной: IMPROVED RUBBER MODIFIED MONOVINYLIDENE AROMATIC POLYMERS AND THERMOFORMED ARTICLES, которая во всей своей полноте посредством ссылки включается в настоящий документ.
Поверхностный слой аморфного стеклообразного полимера может содержать другие добавки, такие как минеральное масло или другие пластификаторы, а также другие добавки, в общем случае известные на современном уровне техники. Они включают материалы, такие как неорганические наполнители, проводящие наполнители, пигменты, антиоксиданты, акцепторы кислоты, антипирены, поглотители ультрафиолетового излучения, технологические добавки, такие как стеарат цинка, добавки, способствующие экструдированию, добавки, улучшающие скольжение, модификаторы проницаемости, антистатики, антиадгезивы и другие термопластичные полимеры.
Также предусматривается и возможность содержания в поверхностных слоях других аморфных стеклообразных полимеров, таких как PETG (полиэтилентерефталат, G), аморфный ПЭТФ (полиэтилентерефталат), аморфная ПМК (полимолочная кислота), поливинилхлорид (ПВХ) и/или их комбинации. Данные материалы имеют тенденцию к демонстрации повышенных плотностей, что в результате может дать общую плотность пленки, большую 1 г/см3, что может уменьшить предпочтительность пленки по соображениям, связанным с переработкой для вторичного использования.
Также предусматривается и возможность использования в одном или обоих поверхностных слоях комбинаций двух и более аморфных стеклообразных полимеров.
Поверхностные слои предпочтительно будут составлять от 10 массовых процентов до 80 процентов, более предпочтительно от 10 до 70 процентов, более предпочтительно от 20 до 50 процентов, а наиболее предпочтительно от 30 до 50 массовых процентов, от многослойных пленок настоящего изобретения.
В. Полиолефиновый слой
Многослойные пленки настоящего изобретения также включают второй слой, который содержит полиолефиновый материал. Предпочтительные полиолефиновые материалы включают полиэтиленовые гомо- и сополимеры и полипропиленовые гомо- и сополимеры. Они включают полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен очень низкой (или сверхнизкой) плотности, полиэтиленовые пластомеры и эластомеры, такие как однородно разветвленный линейный этиленовый полимер и, по существу, линейный этиленовый полимер, полиэтилен средней плотности и полиэтилен высокой плотности, гомополимерный полипропилен («гПП»), статистический сополимерный полипропилен («ССПП») и пластомеры и эластомеры на основе пропилена, такие как те, что описываются в документе WO03/040442, который во всей своей полноте посредством ссылки включается в настоящий документ, и их комбинации. Наиболее предпочтительными являются полиолефиновые пластомеры и эластомеры, в особенности полиэтиленовые пластомеры и эластомеры и полипропиленовые пластомеры и эластомеры, в том числе пластомеры и эластомеры на основе пропилена, описанные в документе WO03/040442 и заявке США 60/709688, поданной 19 августа 2005 года (при этом каждый документ из данных во всей своей полноте посредством ссылки включается в настоящий документ - некоторые из данных материалов коммерчески доступны в компании The Dow Chemical Company под торговым наименованием Versify™), и пластомеры и эластомеры на основе пропилена, продаваемые в компании ExxonMobil Chemical company под торговым наименованием Vistamaxx™. Плотность полиолефинового внутреннего слоя предпочтительно равна менее чем 0,920 г/см3, более предпочтительно менее чем 0,90 г/см3, более предпочтительно менее чем приблизительно 0,89 г/см3, а наиболее предпочтительно менее чем приблизительно 0,88 г/см3.
Полиолефиновый компонент можно выбирать обеспечивающим получение температуры плавления и степени кристалличности, подходящих для регулирования натяжения при усадке для пленки. Предпочтительно выбираемая полиолефиновая смола (или смесь) будет характеризоваться температурой плавления, меньшей 150°С, более предпочтительно меньшей 135°С, а еще более предпочтительно меньшей 120°С и наиболее предпочтительно меньшей 100°С.
В выгодном случае полиолефиновый компонент также может содержать и различные добавки, которые в общем случае известны на современном уровне техники. Они включают материалы, такие как неорганические наполнители, проводящие наполнители, пигменты, антиоксиданты, акцепторы кислоты, антипирены, поглотители ультрафиолетового излучения, технологические добавки, добавки, способствующие экструдированию, добавки, улучшающие скольжение, модификаторы проницаемости, антистатики, антиадгезивы и другие термопластичные полимеры.
Полиолефиновые слои предпочтительно будут составлять от 20 массовых процентов до 90 процентов, более предпочтительно от 30 до 90 процентов, еще более предпочтительно от 50 до 80 процентов и даже более предпочтительно от 50 до 70 массовых процентов, от многослойных пленок настоящего изобретения.
С. Соединительные слои
Многослойные пленки настоящего изобретения необязательно также могут включать и один или несколько соединительных слоев. Соединительные слои могут быть выгодными при содействии в обеспечении наличия хорошей адгезии между слоями стеклообразного аморфного полимера и внутренними или серединными полиолефиновыми слоями. Полимер, подходящий для использования в качестве соединительного слоя в случае использования полистирольных материалов в поверхностных слоях, включает блок-сополимер СЭБС и СЭПС и составы из них, ЭВА, СБС, СИС, K-resin и их комбинации.
Соединительные слои в выгодном случае также могут содержать и различные добавки, которые в общем случае известны на современном уровне техники. Они включают материалы, такие как неорганические наполнители, проводящие наполнители, пигменты, антиоксиданты, акцепторы кислоты, антипирены, поглотители ультрафиолетового излучения, технологические добавки, добавки, способствующие экструдированию, добавки, улучшающие скольжение, модификаторы проницаемости, антистатики, антиадгезивы и другие термопластичные полимеры.
Соединительные слои в случае их наличия предпочтительно будут составлять от 5 массовых процентов до 15 массовых процентов от всей многослойной пленки.
Вся пленка в целом
Предпочитается, чтобы смолы каждого из слоев, присутствующих в многослойной пленке, были бы такими, чтобы общая плотность пленки была бы меньшей 1,0 г/см3, более предпочтительно меньшей 0,98 г/см3, согласно определению в соответствии с ASTM D-792.
Пленки настоящего изобретения являются ориентированными, что обозначает то, что они характеризуются наличием одноосной ориентации или двухосной ориентации, при этом преимущественной является ориентация либо в продольном направлении, либо в поперечном направлении. Преимущественная ориентация обозначает то, что ориентация в продольном или поперечном направлениях превышает ориентацию в другом направлении. Степень ориентации является, по меньшей мере, 2-кратной, предпочтительно, по меньшей мере, 3-кратной, а наиболее предпочтительно, по меньшей мере, 4-кратной в направлении либо продольном, либо поперечном в зависимости от желательного направления усадки. В общем случае ориентированные усаживающиеся пленки настоящего изобретения при 135°С будут характеризоваться натяжением при усадке, большим приблизительно 50 фунт/дюйм2, предпочтительно большим 100 фунт/дюйм2. Четкий верхний предел для степени ориентации в продольном направлении отсутствует, хотя обычно пленки характеризуются степенью ориентации в продольном направлении, равной 20 и менее. Пленки, характеризующиеся степенью ориентации в продольном направлении, большей 20, в области применения этикетки технологии ROSO рискуют подвергаться усадке при облегании емкости с таким высоким усилием, что клеевой шов, удерживающий этикетку, облегающую бутылку, может ослабиться или разрушиться. То же самое имеет место и для степени ориентации в поперечном направлении в областях применения усаживающихся манжет.
Измерение степени ориентации в продольном направлении для этикетки технологии ROSO, ориентированной в продольном направлении, проводят при использовании образца, который имеет длину 10 см в продольном направлении и 2,5 см в поперечном направлении. Образец на 30 секунд помещают в горячую масляную ванну (ASTM D2732), выдерживаемую при температуре, большей температуры плавления наиболее высокоплавкой смолы и большей температуры стеклования поверхностных слоев. После этого еще раз измеряют размер в продольном направлении. Соотношение между размерами в продольном направлении до и после нагревания соответствует степени ориентации в продольном направлении.
Измерение степени ориентации в поперечном направлении для усаживающейся этикетки-манжеты, ориентированной в поперечном направлении, проводят при использовании образца, который имеет длину 10 см в поперечном направлении и 2,5 см в продольном направлении. Образец на 30 секунд помещают в горячую масляную ванну (ASTM D2732), выдерживаемую при температуре, большей температуры плавления наиболее высокоплавкой смолы и большей температуры стеклования поверхностных слоев. После этого еще раз измеряют размер в поперечном направлении. Соотношение между размерами в поперечном направлении до и после нагревания соответствует степени ориентации в поперечном направлении.
Многослойные пленки настоящего изобретения до проведения стадии ориентирования можно удобным образом изготавливать при использовании способа получения пленки методом отливки, способа получения пленки в результате экструдирования с раздувом, способа нанесения покрытия в результате экструдирования или способа ламинирования, при этом предпочтительным является способ получения пленки методом отливки.
Температуру пленки во время вытяжки/ориентации, используемых в способе изготовления пленки, можно выбирать, имея целью содействие регулированию натяжения при усадке. Предпочтительно температура вытяжки пленки находится в диапазоне от 100°С до 150°С, более предпочтительно от 120°С до 135°С.
В случае желательности наличия ориентации в продольном направлении этого удобным образом можно добиться при использовании комплекта валиков для ориентации в продольном направлении. В случае желательности наличия ориентации в поперечном направлении этого удобным образом можно добиться при использовании способа с применением рамы для растягивания и ориентирования пленок. Данные и другие методики получения ориентации хорошо известны на современном уровне техники.
В особенности при намерении использования многослойных пленок настоящего изобретения в этикетке технологии ROSO пленка должна характеризоваться натяжением при усадке, меньшим приблизительно 500 фунт/дюйм2, более предпочтительно меньшим 400 фунт/дюйм2, более предпочтительно меньшим 300 фунт/дюйм2, а наиболее предпочтительно меньшим приблизительно 250 фунт/дюйм2. Этикетки-манжеты могут выдерживать более высокое натяжение при усадке, например, большее 1100 фунт/дюйм2 или даже большее 1400 фунт/дюйм2. Натяжение при усадке определяют в соответствии с ASTM D-2838.
В желательном случае пленки настоящего изобретения при обычных температурах нанесения усаживающейся этикетки (например, в диапазоне от 110°С до 140°С в случае технологии ROSO или в диапазоне от 110°С до 130°С в случае манжеты) в предпочтительном направлении ориентации (для ориентации при температуре в диапазоне от 120°С до 130°С) демонстрируют усадку, равную 20 процентам и более, предпочтительно 30 процентам и более, более предпочтительно 40 процентам и более, гораздо более предпочтительно 50 процентам и более, еще более предпочтительно 60 процентам и более, даже более предпочтительно 70 процентам и более, в направлении ориентации. Усадка, меньшая 20 процентов, имеет тенденцию к нежелательному ограничению степени, в которой пленка может плотно облегать контур емкости. Несмотря на неизвестность верхнего предела степени усадки, он будет меньшим 100 процентов.
В желательном случае пленки при нормальных температурах нанесения усаживающейся этикетки (например, в диапазоне от 110°С до 140°С в случае технологии ROSO или от 110°С до 130°С в случае манжеты) в направлении, противоположном направлению преимущественной ориентации (для ориентации при температуре в диапазоне от 120°С до 130°С) демонстрируют усадку, равную 30 процентам и менее, предпочтительно 20 процентам и менее, более предпочтительно 10 процентам и менее, еще более предпочтительно 5 процентам и менее. Необходимо понимать то, что усадка, «меньшая 5 процентов», также включает и разрастание, хотя разрастание должно быть сведено к минимуму.
В промышленности изготовления этикеток для некоторых областей применения пленкам желательно придать прозрачность (в особенности, контактную прозрачность) и незамутненность, что обеспечило бы беспрепятственный осмотр продукта, который облегает этикетка. Высокая прозрачность или незамутненность также желательны и для проведения печати «на обороте» этикеток, когда напечатанное изображение располагается между этикеткой и емкостью, а потребитель видит напечатанное изображение сквозь этикетку. Обычно пленки настоящего изобретения при толщине пленки 2,0 мила (50 мкм) характеризуются значениями прозрачности, равными 10 и более, предпочтительно 15 и более, более предпочтительно 20 и более, еще более предпочтительно 25 и более, даже более предпочтительно 30 и более. Прозрачность определяют в соответствии с ASTM методика D-1746.
Величины мутности также образуют меру прозрачности пленки, при этом низкая мутность соответствует высокой прозрачности. Величины мутности для пленок настоящего изобретения могут находиться в диапазоне любых мыслимых значений. Однако, одним преимуществом настоящего изобретения является возможность получения ориентированных пленок с высокой прозрачностью и низкой мутностью. При толщине пленки 2,0 мила (50 мкм) обычные величины мутности настоящих пленок равны 20 и менее, предпочтительно менее чем 15, более предпочтительно 10 и менее, еще более предпочтительно 8 и менее, даже более предпочтительно 6 и менее, наиболее предпочтительно 4 и менее. Мутность определяют в соответствии с ASTM методика D-1003.
Помимо других причин жесткость многослойных пленок настоящего изобретения важна и для надлежащего проведения подачи этикеток технологии ROSO при высоких производительностях технологической линии. Жесткость ориентированных многослойных пленок в предпочтительном направлении ориентации должна составлять, по меньшей мере, приблизительно 5 единиц Гурли, а в общем случае может доходить вплоть до 150 единиц Гурли. Более часто жесткость ориентированных многослойных пленок находится в диапазоне от 20 до 70 единиц Гурли согласно измерениям в соответствии с испытанием на жесткость TAPPI Gurley T543 pm.
Хотя пленки могут иметь любую желательную толщину, в общем случае пленки настоящего изобретения будут иметь общую толщину, равную одному милу (25 мкм) и более, предпочтительно 1,5 мила (38 мкм) и более, а в общем случае 4 мила (100 мкм) и менее, предпочтительно 3 мила (76 мкм) и менее. При толщине, меньшей одного мила (25 мкм), для пленок наблюдается тенденция к появлению нежелательных трудностей при резке во время переработки и проведения с нею манипуляций. Толщины, большие 4 милов (100 мкм), технически доступны, но в общем случае экономически нежелательны. В желательном случае пленки настоящего изобретения характеризуют натяжением при усадке или внутренним напряжением, вызванным ориентацией, (ВНВО), равным 500 фунт/дюйм2 (2758 кПа) и менее, более предпочтительно меньшим 400 фунт/дюйм2, более предпочтительно меньшим 300 фунт/дюйм2, а наиболее предпочтительно меньшим приблизительно 250 фунт/дюйм2. Натяжение при усадке определяют в соответствии с ASTM D-2838. ВНВО представляет собой меру напряжения, которое пленка испытывает во время усадки при нагревании. Желательным является уменьшение значений ВНВО в пленке технологии ROSO. Пленки технологии ROSO обычно имеют, по меньшей мере, один конец, приклеенный к емкости, при облегании которой пленку наносят. Этикетки с высокими значениями ВНВО во время усадки могут обеспечить приложение к клеевому шву, удерживающему этикетку при облегании емкости, напряжения, достаточного для повреждения или разрушения шва. Уменьшение значений ВНВО приводит к понижению вероятности повреждения или разрушения линии шва (пленки на пленке) во время усадки.
Пленки настоящего изобретения демонстрируют пригодность в любой области применения, которая использует выгоды от инициируемой нагреванием усадки в направлениях продольном или поперечном. Пленки демонстрируют особенную пригодность в качестве этикеток технологии ROSO. Для превращения пленки настоящего изобретения в этикетку технологии ROSO настоящего изобретения производят резку пленки до получения желательной ширины и одну сторону пленки подвергают обработке коронным разрядом (в любом порядке), а после этого на стороне пленки, подвергнутой обработке коронным разрядом, проводят печать. Напечатанное изображение может находиться и на «обратной» стороне пленки, что приводит к получению этикетки с печатью на обороте. Обратную сторону пленки располагают прилежащей к емкости, и при облегании пленкой емкости в области применения этикеток технологии ROSO напечатанное изображение на обратной стороне рассматривают сквозь пленку. Данные стадии обычно проводят в рамках производственного процесса с использованием непрерывного полотна по любому способу, подходящему для использования на современном уровне техники.
В выгодном случае пленки и этикетки настоящего изобретения также имеют перфорации сквозь пленку или этикетку. В наиболее желательном случае перфорации располагают в части пленки, примыкающей к наиболее узкой части или частям емкости, при облегании которой наносят пленку в области применения технологии ROSO. Перфорации дают возможность улетучиваться газу, который в противном случае имел бы тенденцию захватываться в промежутке между этикеткой и емкостью, что, таким образом, позволяет этикетке более плотно прилегать к емкости. Пленки и этикетки настоящего изобретения могут иметь перфорации, равномерно распределенные по поверхности пленки, или могут иметь перфорации, специально расположенные поблизости от участков пленки (или этикетки), которые будут совпадать с наиболее узкими частями емкости, которую пленка (или этикетка) будет облегать. Перфорирование пленок и этикеток настоящего изобретения можно осуществить в любой момент времени; однако, для того, чтобы облегчить проведение печати на этикетках технологии ROSO, пленки и этикетки желательно перфорировать после проведения печати.
Следующий далее пример используется в качестве иллюстрации настоящего изобретения и не предполагает определения полного объема настоящего изобретения.
ПРИМЕРЫ
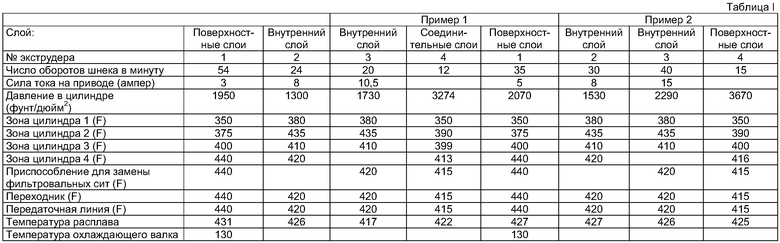
Для примеров 1 и 2 получают две многослойные пленки методом отливки. Каждая пленка имела структуру А/В/С/В/А, где слои А представляют собой поверхностные слои, содержащие аморфные стеклообразные полимерные материалы, слои В представляют собой соединительные слои, а слой С представляет собой полиолефиновый слой. Композиция пленок представляет собой нижеследующее.
Пример 1. Поверхностные слои, каждый из которых составляет приблизительно 25 массовых процентов от всей структуры пленки в целом, получают из ПСОН Styron™ 668 (плотность = 1,05 г/см3, СТР = 5,5 г/10 мин (5 кг/200°С)). Соединительные слои, каждый из которых составляет приблизительно 12 массовых процентов от всей структуры пленки в целом, получают из материала KRATON G1730M (плотность = 0,90 г/см3, MI (индекс расплава) = 13 г/10 мин (5 кг/230°С)). Внутренний слой представляет собой экспериментальный пропиленовый пластомер, относящийся к типу, описанному в документе WO03/040442, содержащий 5 массовых процентов этилена и характеризующийся скоростью течения расплава 8 г/10 мин (ASTM D1238, 230°С, 2,16 кг) и плотностью 0,888 г/см3. Внутренний слой составляет приблизительно 26 процентов от всей структуры в целом. Рассчитанная плотность пленки составляет приблизительно 0,974 г/см3. До проведения стадии ориентирования средняя толщина всей пленки в целом составляет приблизительно 112 микронов.
Пример 2. Поверхностные слои, каждый из которых составляет приблизительно 21 массовый процент от всей структуры пленки в целом, получают из ПСОН Styron™ 668. Соединительные слои, каждый из которых составляет приблизительно 12 массовых процентов от всей структуры пленки в целом, получают из материала KRATON G1730M. Внутренний слой представляет собой экспериментальный пропиленовый пластомер, относящийся к типу, описанному в документе WO03/040442, содержащий 5 массовых процентов этилена и характеризующийся скоростью течения расплава 8 г/10 мин (ASTM D1238, 230°С, 2,16 кг) и плотностью 0,888 г/см3. Внутренний слой составляет приблизительно 34 процента от всей структуры в целом. Рассчитанная плотность пленки составляет приблизительно 0,961 г/см3. До проведения стадии ориентирования средняя толщина всей пленки в целом составляет приблизительно 124 микрона.
Условия экструдирования пленки для каждого примера продемонстрированы в таблице I.
Данные пленки, полученные методом отливки, можно подвергнуть растяжению при использовании установки Bruckner Karo IV в условиях, продемонстрированных в приведенной далее таблице II. В указанных условиях растяжения пленки подвергаются растяжению без разрывов или разрушений. В режиме изгиба пленки выглядят очень жесткими (изгибающимися), что предполагает наличие у них превосходной жесткости при изгибе, необходимой для области применения этикеток. Условия растяжения и характеристики усадки для пленок усаживающихся этикеток описываются далее. Усадку измеряют, пользуясь ASTM D2732 (горячая масляная ванна), при использовании времени погружения, равного приблизительно 20 с. Натяжение при усадке измеряют, пользуясь ASTM D2838.
Приведенные выше данные демонстрируют то, что при использовании композиции пленки настоящего изобретения получают пленку усаживающейся этикетки, характеризующуюся превосходной усадкой в направлении либо продольном, либо поперечном. Натяжение при усадке для пленок изобретения также невелико во всех примерах, будучи меньшим 250 фунт/дюйм2, что и является желательным.
Пример 3. Получали еще одну пятислойную структуру. Поверхностные слои в данной системе экструдирования получают при помощи экструдеров А и С, и каждый из них составляет 15 массовых процентов от всей структуры пленки в целом. Данные слои получают из сухой смеси 70 процентов ПСОН STYRON 668 и 30 процентов стирол-бутадиенового сополимера K-resin DK11 (доступного в компании Chevron Phillips). Каждый из соединительных слоев составляет 10 массовых процентов от всей структуры пленки в целом, и его получают при помощи экструдера D. Соединительные слои изготавливают из материала KRATON G1730M. Внутренний слой составляет 50 массовых процентов от всей структуры пленки в целом, и в данной системе его получают при помощи экструдера В. Внутренний слой представляет собой экспериментальный пропиленовый пластомер, относящийся к типу, описанному в документе WO03/040442, содержащий 5 массовых процентов этилена и характеризующийся скоростью течения расплава 8 г/10 мин (ASTM D1238, 230°С, 2,6 кг) и плотностью 0,888 г/см3.
Ориентацию проводят в продольном направлении при использовании валков с различными скоростями, придающих различные уровни ориентации, приведенные для образцов 3-1 и 3-2.
Технологические условия представлены в таблице III.
Данные по усадке для получающихся в результате пленок образцов 3-1 и 3-2 продемонстрированы на фиг.1 и 2.
Свойства пленок для данных образцов представлены в таблице IV.
Примеры 4 и 5. Получали еще одну серию 5-слойных структур. Поверхностные слои в данной системе экструдирования получают при помощи экструдеров А и С, и каждый из них составляет 15 массовых процентов от всей структуры пленки в целом. Данные слои получают из сухой смеси 70 процентов ПСОН STYRON 668 и 30 процентов стирол-бутадиенового сополимера K-resin DK11 (доступного в компании Chevron Phillips). Каждый из соединительных слоев составляет 10 массовых процентов от всей структуры пленки в целом, и его получают при помощи экструдера D. Соединительные слои изготавливают из материала KRATON G1730M. Внутренний слой составляет 50 массовых процентов от всей структуры пленки в целом, и в данной системе его получают при помощи экструдера В. Внутренний слой представляет собой экспериментальный пропиленовый пластомер, относящийся к типу, описанному в документе WO 03/040442, содержащий 5 массовых процентов этилена и характеризующийся скоростью течения расплава 8 г/10 мин (ASTM D1238, 230°С, 2,6 кг) и плотностью 0,888 г/см3.
В примере 5 внутренний слой представляет собой экспериментальный пропиленовый пластомер, относящийся к типу, описанному в документе WO 03/040442, содержащий 9 массовых процентов этилена и характеризующийся скоростью течения расплава 8 г/10 мин (ASTM D1238, 230°С, 2,6 кг) и плотностью 0,876 г/см3.
Пленку сначала перепускают через валки для ориентации в продольном направлении, намеренно создавая небольшую ориентацию, а после этого ориентацию проводят в поперечном направлении пленки с применением рамы для растягивания и ориентирования пленок. Также исследуют различные степени ориентации и различные температуры ориентации.
Технологические условия для данных материалов представлены в таблице V.
Характеристики усадки представлены на фиг.3 и 4.
Получающиеся в результате свойства пленок из данных материалов представлены в таблице VI.
Как можно видеть из примеров 4 и 5, изменение температуры ориентации в печи рамы для растягивания и ориентирования пленок оказывает влияние на натяжение при усадке (образцы 4-2 и 4-4 подвергали воздействию меньших температур). В дополнение к этому, переход к материалам с меньшей плотностью во внутреннем слое также может уменьшить натяжение при усадке (образец 5).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| УСАДОЧНЫЕ ЭТИКЕТКИ ИЗ ОРИЕНТИРОВАННОЙ ПОЛИСТИРОЛЬНОЙ ПЛЕНКИ, ВКЛЮЧАЮЩЕЙ МЕЛКИЕ ЧАСТИЦЫ КАУЧУКА, НИЗКОЕ СОДЕРЖАНИЕ ГЕЛЯ ЧАСТИЦ КАУЧУКА И БЛОК-СОПОЛИМЕРЫ | 2006 |
|
RU2415162C2 |
| Многослойная пленка | 2017 |
|
RU2752589C2 |
| Многослойная рукавная или плоская оболочка или пленка | 2019 |
|
RU2715203C1 |
| МНОГОСЛОЙНАЯ РУКАВНАЯ ИЛИ ПЛОСКАЯ ОБОЛОЧКА ИЛИ ПЛЕНКА | 2014 |
|
RU2582701C1 |
| ВЫСОКОУСАДОЧНЫЕ ПОЛИПРОПИЛЕНОВЫЕ ПЛЕНКИ | 2007 |
|
RU2441040C2 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА ДЛЯ ЭТИКЕТОК С НИЗКИМ УДЕЛЬНЫМ ВЕСОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2597384C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
| ПЛЕНКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПЛАВЛЯЕМОЙ ЭТИКЕТКИ, СПОСОБ ПОВЫШЕНИЯ ЕЕ ТЕХНОЛОГИЧНОСТИ, СПОСОБ ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЙ И ЭТИКЕТИРОВАННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2005 |
|
RU2461074C2 |
| САМОКЛЕЯЩАЯСЯ УСАДОЧНАЯ ЭТИКЕТКА И ИЗДЕЛИЕ С ЭТИКЕТКОЙ | 2008 |
|
RU2505573C2 |
Изобретение относится к многослойной ориентированной усаживающейся пленке, включающей один поверхностный слой, содержащий полистирольный материал, и один внутренний слой, содержащий полиолефиновый слой. Пленки предпочтительно преимущественно ориентируют либо в продольном, либо в поперечном направлениях. Данные пленки идеально пригодны для использования в качестве усаживающейся этикетки, которую можно либо наносить в виде манжеты, усаживающейся в поперечном направлении, либо наносить при использовании рулонного способа. Пленки имеют общую плотность, меньшую 1,0 г/см3, что облегчает усилия по переработке для вторичного использования. 2 н. и 21 з.п. ф-лы, 4 ил., 6 табл.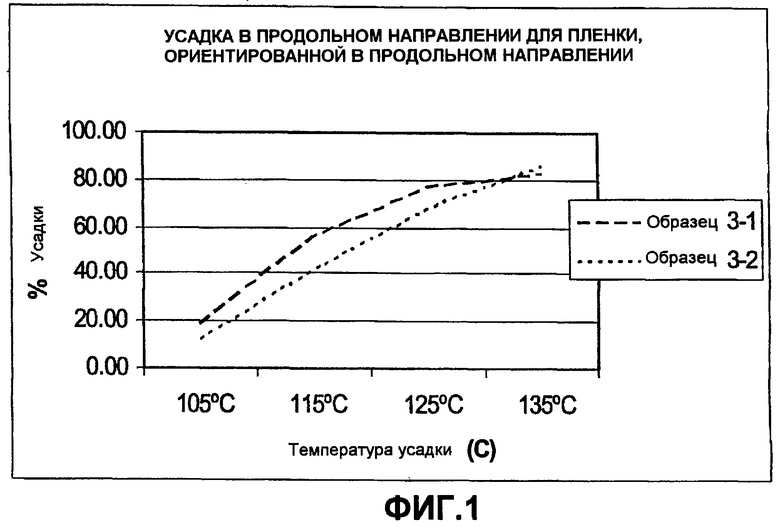
1. Многослойная ориентированная усаживающаяся пленка, включающая, по меньшей мере, один поверхностный слой, содержащий аморфный стеклообразный полимерный материал, и, по меньшей мере, один внутренний слой, содержащий полиолефиновый слой.
2. Многослойная пленка по п.1, где аморфным стеклообразным полимером является полистирольный материал.
3. Многослойная пленка по п.1, где общая плотность пленки равна менее чем 1,0 г/см3.
4. Многослойная пленка по п.3, где общая плотность пленки равна менее чем 0,98 г/см3.
5. Многослойная пленка по п.1, где пленку преимущественно ориентируют либо в продольном, либо в поперечном направлениях.
6. Многослойная пленка по п.5, где степень ориентации в одном направлении, по меньшей мере, в два раза превышает степень ориентации в противоположном направлении.
7. Многослойная пленка по п.5, где степень ориентации в одном направлении, по меньшей мере, в три раза превышает степень ориентации в противоположном направлении.
8. Многослойная пленка по п.1, где пленка характеризуется натяжением при усадке, меньшим 500 фунт/дюйм2.
9. Многослойная пленка по п.1, где пленка характеризуется натяжением при усадке, меньшим 250 фунт/дюйм2.
10. Многослойная пленка по п.1, дополнительно включающая соединительный слой, расположенный между, по меньшей мере, одним поверхностным слоем и, по меньшей мере, одним внутренним слоем.
11. Многослойная пленка по п.2, где полистирольный материал включает один или более представителей, выбираемых из ПСОН, ВУПС, СБС, СИС, СЭБС или K-Resin.
12. Многослойная пленка по п.11, где полистирольный материал включает ВУПС, характеризующийся средним размером частиц каучука, меньшим приблизительно 1 мкм.
13. Многослойная пленка по п.1, где аморфный стеклообразный полимерный материал включает один или более представителей, выбираемых из PETG, аморфного ПЭТФ, аморфной ПМК или ПВХ.
14. Многослойная пленка по п.1, где полиолефиновый материал включает один или более представителей, выбираемых из полиэтилена низкой плотности, линейного полиэтилена низкой плотности, полиэтилена очень низкой (или сверхнизкой) плотности, полиэтиленовых пластомеров и эластомеров, таких как однородно разветвленный линейный этиленовый полимер и, по существу, линейный этиленовый полимер, полиэтилена средней плотности и полиэтилена высокой плотности, гомополимерного полипропилена («гПП»), статистического сополимерного полипропилена («ССПП») или пластомеров и эластомеров на основе пропилена.
15. Многослойная пленка по п.14, где полиолефиновый материал является пластомером или эластомером.
16. Многослойная пленка по п.15, где полиолефиновый материал является пластомером или эластомером на основе пропилена.
17. Многослойная пленка по п.10, где соединительный слой содержит один или более представителей, выбираемых из СЭБС, СЭПС, ЭВА, СБС, СИС или K-Resin.
18. Многослойная пленка по п.10, где поверхностные слои аморфного стеклообразного полимера составляют от 10 до 80 мас.% от всей пленки в целом, а полиолефиновый внутренний слой составляет от 20 до 90 мас.% от всей пленки в целом, и соединительный слой составляет от 0 до 15 мас.% от всей пленки в целом.
19. Усаживающаяся этикетка, включающая многослойную пленку по одному из любых предшествующих пунктов.
20. Усаживающаяся этикетка по п.19, где усаживающаяся этикетка представляет собой этикетку технологии «накатка поверх с усадкой поверх» (ROSO).
21. Усаживающаяся этикетка по п.19, где усаживающаяся этикетка представляет собой этикетку, относящуюся к типу манжет.
22. Усаживающаяся этикетка по п.20, отличающаяся тем, что этикетка усаживается более чем на 40%, при 135°С в направлении преимущественной ориентации.
23. Усаживающаяся этикетка по п.21, отличающаяся тем, что этикетка усаживается более чем на 40%, при 135°С в направлении преимущественной ориентации.
| WO 9822281 A1, 28.05.1998 | |||
| WO 9852749 A1, 26.11.1998 | |||
| Способ приготовления катализатора для рацемизации оптически активных аминокислот | 1976 |
|
SU667234A1 |
| Способ получения смолистого полимерного листового материала | 1979 |
|
SU1251809A3 |
| Слоистый материал | 1979 |
|
SU939301A1 |
| RU 94046452 A1, 20.09.1996. | |||

