Настоящее изобретение относится к способу и установке для производства бумажных логов.
Известно, что производство бумажных логов, из которых получают, например, рулоны туалетной бумаги или рулоны бумажных полотенец, предполагает подачу бумажного полотна, состоящего из одного или более слоев, по заданной траектории, вдоль которой выполняют ряд операций перед изготовлением логов, включая предварительное надрезание полотна для формирования линий предварительного надреза, которые разделяют полотно на разделяемые отрывные листы. Формирование логов предусматривает использование картонных трубок, общеизвестных как «сердечники», на поверхности которых распределяют заданное количество клея для обеспечения возможности приклеивания бумажного полотна к сердечникам, вводимым в машину для производства бумажных логов, которую обычно называют «перемоточной машиной». Клей распределяют на сердечниках, когда они проходят вдоль соответствующей траектории, содержащей концевую часть, обычно называемую «лотковой опорой/люлькой» вследствие ее вогнутой формы. Формирование логов также предполагает использование намоточных валиков, размещенных рядом с лотковой опорой, которые вызывают вращение каждого сердечника вокруг его продольной оси, обеспечивая, тем самым, намотку полотна на сердечники. Один из указанных валиков расположен ниже лотковой опоры, в то время как другие валики расположены над лотковой опорой. Процесс заканчивается, когда заданное число листов будет намотано вокруг сердечника и последний лист будет приклеен к нижерасположенной бумаге лога (так называемая операция «заделки свободного конца/клапана»). Когда будет достигнуто заданное число листов, намотанных вокруг сердечника, последний лист лога, формирование которого заканчивается, отделяют от первого листа следующего лога, например, посредством струи сжатого воздуха, направленной к соответствующей линии предварительного надреза. В этот момент лог выпускается из перемоточной машины.
В ЕР1700805 раскрыта перемоточная машина, которая работает так, как раскрыто выше.
На предварительной стадии процесса бумажное полотно, которое подается посредством рулонов, размещенных на соответствующих раскатах, перемещают по существу в ручном режиме к станции перемотки, на которой размещены намоточные валики. На практике оператор вводит клапан/свободный конец из бумажного полотна в контактное взаимодействие с заправочным ремнем, который проходит по траектории, находящейся сбоку от той траектории, по которой будет следовать полотно во время изготовления логов. После этого оператор, управляя системой при сниженной скорости или в замедленном режиме, обеспечивает то, чтобы бумажное полотно проходило между компонентами установки до тех пор, пока оно не достигнет направляющего валика, валика для предварительного надрезания и намоточных валиков перемоточной машины. Как только этот этап будет завершен, оператор отделяет указанный клапан от заправочного ремня ножом и удаляет излишнюю бумагу. В этот момент оператор запускает изготовление логов в автоматическом режиме.
Вдоль траектории по ходу за раскатом во время этапа заправки бумага подвергается воздействию растягивающих усилий, которые могут вызвать ее разрыв или отделение от заправочного ремня. В таком случае оператор вынужден повторять всю процедуру с совершенно очевидными недостатками, связанными с производством.
Основная задача настоящего изобретения состоит в устранении или, по меньшей мере, уменьшении вышеуказанных недостатков.
Этот результат был достигнут в соответствии с настоящим изобретением посредством принятия идеи реализации способа работы и выполнения установки, имеющих признаки, указанные в независимых пунктах формулы изобретения. Другие признаки настоящего изобретения являются предметом зависимых пунктов формулы изобретения.
Благодаря настоящему изобретению можно устранить или существенно уменьшить риск разрыва бумажного полотна во время этапа заправки. В то же время упрощается операция заправки. Дополнительные преимущества обусловлены относительной конструктивной и функциональной простотой механизма, который делает этап заправки более надежным, а также позволяет сократить общее время, необходимое для выполнения заправки, поскольку эта операция может быть ускорена. Действительно, поскольку бумажное полотно подвергается воздействию уменьшенных растягивающих усилий, можно увеличить скорость этапа заправки.
Эти и дополнительные преимущества и признаки настоящего изобретения будут лучше понятны посредством нижеприведенного описания и сопроводительных чертежей, которые представлены в качестве примера, но не должны рассматриваться в ограничивающем смысле, в которых:
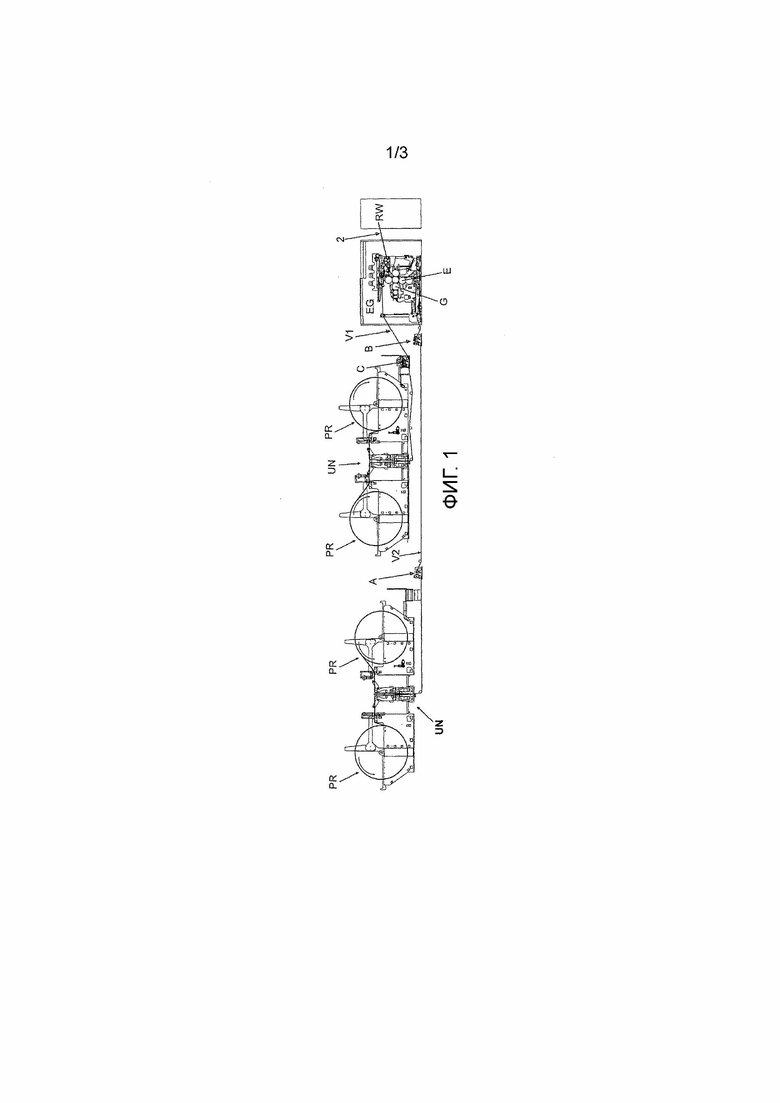
- фиг.1 представляет собой схематический вид сбоку установки для производства бумажных логов, имеющей механизм для реализации способа согласно настоящему изобретению;
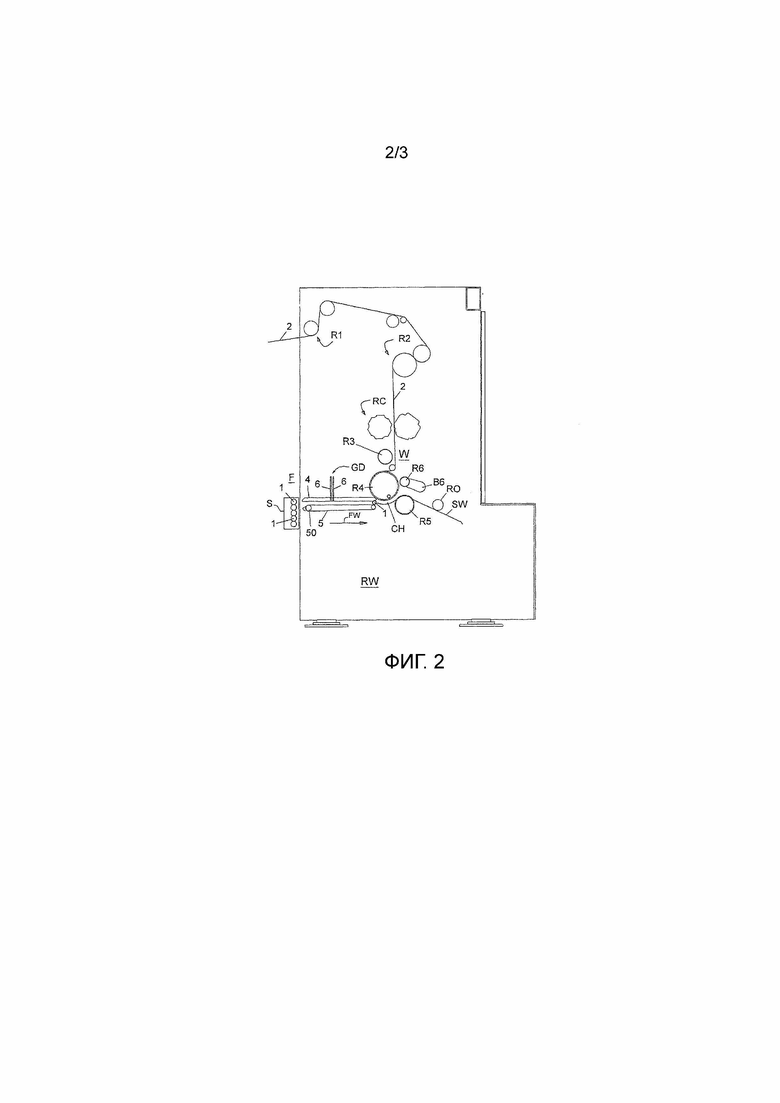
- фиг.2 представляет собой схематическое, но подробное изображение перемоточного устройства (RW), показанного на фиг.1;
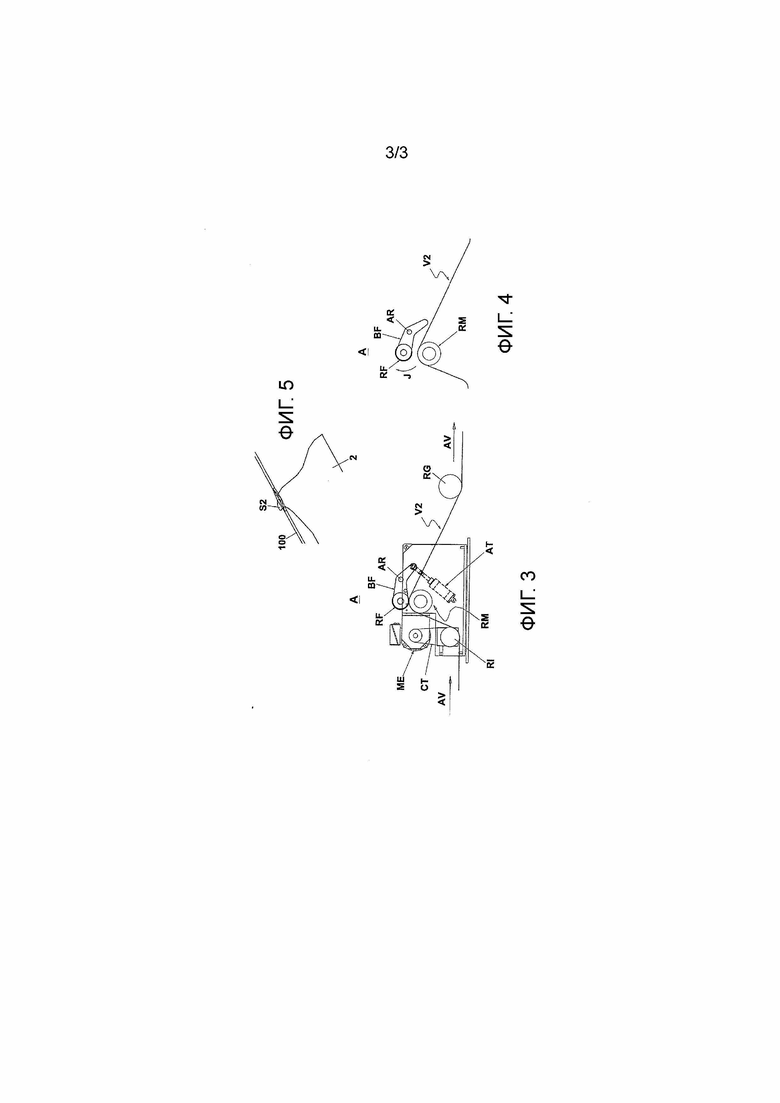
- фиг.3 представляет собой увеличенный фрагмент фиг.1;
- фиг.4 представляет собой упрощенное изображение комплекта по фиг.3 в другом рабочем положении;
- фиг.5 схематически показывает бумажное полотно, прикрепленное к заправочному ремню.
Установка согласно настоящему изобретению содержит перемоточное устройство (RW), которое, как показано, в частности, в примере, изображенном на фиг.2, представляет собой машину такого типа, которая содержит:
- станцию (F) подачи сердечников, предназначенную для подачи сердечников (1), поступающих из накопителя (S) для сердечников, на которой предусмотрено подающее устройство (RF) (невидимое на чертежах), предназначенное для последовательного захвата сердечника (1) и его подачи в направляющую, где предусмотрено устройство (GD) для нанесения клея, дополнительно раскрытое ниже;
- средство для подачи бумажного полотна (2), образованного из одного или более слоев бумаги, и для выполнения на нем поперечных линий предварительного надреза посредством множества направляющих валиков (R1, R2) и валиков (RC) для надрезания, расположенных вдоль заданной траектории подачи и предварительного надрезания полотна;
- средство для намотки бумажного полотна (2) на сердечник (1) на станции (W) намотки с первым намоточным валиком (R4), расположенным по ходу за указанными направляющими валиками (R1, R2, R3) и валиками (RC) для предварительного надрезания, и с двумя дополнительными валиками (R5, R6), расположенными по ходу за первым намоточным валиком (R4) по отношению к направлению, в котором следуют сердечники (1) и бумажное полотно (2), при этом второй и третий намоточные валики (R5, R6) расположены по ходу за криволинейной направляющей, которая во взаимодействии с первым намоточным валиком (R4) ограничивает канал (СН) по ходу за устройством (GD) для нанесения клея, при этом по указанному каналу последовательно проходят сердечники (1), на которых устройство (GD) для нанесения клея распределяет заданное количество клея.
Первый намоточный валик (R4) также имеет функцию направления бумажного полотна (2), поступающего от направляющих валиков и валиков для надрезания, расположенных по ходу перед ним. Второй валик (R5) находится ниже третьего валика (R6) станции (W) намотки.
Третий намоточный валик (R6) установлен на конце рычага (В6), соединенного с соответствующим исполнительным механизмом, который обеспечивает возможность его приближения к указанному каналу и соответственно удаления от него в зависимости от мгновенного диаметра формируемого рулона.
На указанной станции (W) намотки имеется желоб (SW), в котором могут скатываться бумажные логи после завершения их формирования и выпуска посредством валика (R6). Система, образованная намоточными валиками (R4, R5, R6), соответствующими исполнительными механизмами и устройством управления такими исполнительными механизмами, известна. Также известны способы удаления готового лога (RO) из станции (W) и то, как начинать формирование нового лога на той же самой станции (W). Канал (СН) ограничивает последнюю часть траектории, по которой следуют бумажное полотно (2) и сердечники (1) перед вводом на станцию (W) намотки.
Заданное количество клея нанесено на сердечники (1) для обеспечения возможности приклеивания бумажного полотна (2) к тем же сердечникам (1) известным образом, когда те же сердечники (1) перемещаются вперед вдоль заданного направления (FW), определяемого направляющей, при их подаче подающим устройством (RF) для того, чтобы они достигли станции (W), на которой формируются логи. Например, указанная направляющая образована несколькими лентами (5) с приводом, которые направляются на шкивах (50), оси которых являются горизонтальными и ортогональными к указанному направлению (FW) перемещения вперед, и соответствующим комплектом неподвижных плит (4), имеющих преобладающую протяженность в продольном направлении (с длиной, превышающей высоту и толщину). Ленты (5) с приводом контактно взаимодействуют с сердечниками (1), поступающими из станции (F) подачи сердечников, и обеспечивают их вращение и поступательное перемещение по ходу перед каналом (СН).
Устройство (GD) для нанесения клея содержит два устройства (6) дозирования клея, расположенных последовательно между плитами (4). Устройства (6) дозирования клея распределяют клей сверху на сердечники (1) вдоль траектории, которая задана указанной направляющей (4, 5). Следовательно, на каждый из сердечников (1), проходящих через направляющую (4, 5), наносится заданное количество клея в двух отдельных местах, которые, как известно, служат для соединения последнего листа лога, сформированного на станции (W) намотки, с нижерасположенным листом того же лога и соответственно для приклеивания первого листа нового лога к соответствующему сердечнику (1). Такой процесс нанесения клея на сердечники (1) сам по себе известен.
Установка дополнительно содержит механизм заправки, предназначенный для заправки бумажного полотна (2) на подготовительном этапе, предшествующем изготовлению бумажных логов. Механизм заправки содержит заправочный ремень (100), предусмотренный вдоль заданной траектории, по меньшей мере, с одной боковой стороны установки, при этом заправочный ремень обеспечивает возможность пропускания бумажного полотна (2) между устройствами установки вплоть до перемоточного устройства (RW). Например, заправочный ремень (100) представляет собой ремень такого типа, как раскрыт в ЕР2909120В1. Присоединение клапана или края (S2) бумажного полотна к заправочному ремню (100) и отсоединение клапана или края (S2) бумажного полотна от заправочного ремня (100) представляют собой известные операции.
Согласно примеру, показанному на фиг.1, слои (V1, V2) бумажного полотна (2) подаются посредством рулонов (PR), размещенных на соответствующих раскатах (UN). По ходу за раскатами (UN) имеется устройство (EG) для нанесения клея и тиснения, в котором слои (V1, V2) подвергаются тиснению и соединяются для формирования полотна (2), которое подается в перемоточное устройство (RW), расположенное за устройством (EG) по отношению к направлению, в котором следуют слои (V1, V2). Следует понимать, что слои (V1, V2) или один слой, если полотно (2) образовано посредством одного слоя, могут быть только подвергнуты тиснению. В этом случае устройство (EG) не будет иметь средства нанесения клея или последнее в случае его наличия может быть отключено. В примере, показанном на фиг.1, средство нанесения клея, которое подает клей для соединения слоев (V1, V2), обозначено ссылочной позицией ʺGʺ, в то время как валики для тиснения обозначены ссылочной позицией ʺEʺ. В альтернативном варианте между раскатами (UN) и устройством (EG) для нанесения клея и тиснения может быть вставлено печатающее устройство, известное само по себе.
В одном или более заданных местах (А, В, С) траектории, по которой следует каждый слой (V1, V2) по ходу за раскатами (UN), предусмотрен приводной валик (RM), по которому перемещаются слои (V1, V2). Валик (RM) соединен с электродвигателем (МЕ), который управляет его вращением с заданной частотой вращения (по часовой стрелке, как показано на фиг.3) в направлении, соответствующем направлению (AV) перемещения слоя вперед. Над приводным валиком (RM) размещен неприводной валик (RF), закрепленный на рычаге (BF), шарнирно установленном на соответствующей оси (AR) поворота, при этом рычаг (BF) с противоположной стороны соединен с исполнительным механизмом (АТ), опирающимся на неподвижную конструкцию (SA), которая также служит опорой для электродвигателя (МЕ) и приводного валика (RM). Следовательно, неприводной валик (RF) может быть перемещен по направлению к приводному валику (RM) и удален от последнего, когда слой (V1, V2) перемещается вперед вдоль направления (AV) перемещения вперед. Согласно примеру, показанному на фиг.3, слой (V2) приводится в движение при входе в зону/место (А) посредством входного валика (RI), соединенного с электродвигателем (МЕ) посредством приводного ремня (СТ). На выходе из зоны/места (А), то есть по ходу за снабженным приводом или приводным валиком (RM), предусмотрен дополнительный направляющий валик (RG) для слоя (V2). На фиг.3 валик (RF) находится рядом с валиком (RM), когда слой (V2) проходит вдоль направления (AV) перемещения вперед. На фиг.4, на которой стрелка ʺJʺ показывает перемещение рычага (BF), поворачивающегося по часовой стрелке вокруг оси (AR), валик (RF) расположен на расстоянии от валика (RM).
Во время указанного этапа заправки валик (RF) предпочтительно перемещают к валику (RM). Впоследствии, то есть тогда, когда логи изготавливаются в перемоточном устройстве (RW), валик (RF) может быть размещен на расстоянии от валика (RM) для избегания риска повреждения бумаги, образующей логи, вследствие ее прохождения через зону контакта, которая образуется, когда валик (RF) перемещен к валику (RM). Однако валик (RM) продолжает вращаться, что способствует прохождению соответствующего слоя (V1; V2).
Как упомянуто выше, устройство, образованное приводным валиком (RM) и неприводным валиком (RF), может быть предусмотрено в нескольких местах (А, В, С) траектории, по которой следуют слои (V1, V2). В частности, указанные места (А, В, С) представляют собой места, находящиеся между раскатами (UN) и устройством (EG) для тиснения. Наличие указанных устройств позволяет выполнять операцию заправки с более высокой скоростью по сравнению с обычной, поскольку при валике (RF), находящемся рядом с валиком (RM), слой (V1, V2), проходящий через указанную зону контакта, подвергается меньшему напряжению.
В соответствии с вышеприведенным описанием установка для производства бумажных логов согласно настоящему изобретению содержит:
- по меньшей мере, один раскат (UN), который обеспечивает опору для рулона (PR), из которого разматывается соответствующий слой (V1; V2);
- по меньшей мере, одно обрабатывающее устройство (EG; RW), в которое подается указанный слой (V1; V2) и которое выполнено с возможностью изменения структуры или формы того же слоя;
- направляющее средство для направления указанного слоя (V1; V2), расположенное вдоль заданной траектории между данным, по меньшей мере, одним раскатом (UN) и обрабатывающим устройством (EG; RW), при этом
указанное направляющее средство выполнено с возможностью обеспечения зоны контакта, через которую проходит указанный слой (V1; V2) на предварительной стадии заправки слоя, при этом указанная зона контакта впоследствии устраняется, когда указанный этап заправки будет завершен.
Согласно вышеприведенному примеру указанное обрабатывающее устройство представляет собой устройство (EG) для тиснения, которое, в свою очередь, обеспечивает подачу в перемоточное устройство (RW), и указанное средство для направления слоев (V1, V2) предусмотрено в местах (А, В, С), находящихся по ходу перед устройством для тиснения.
Устройство (EG) для тиснения представляет собой машину, которая изменяет структуру, по меньшей мере, одного из слоев (V1, V2), поскольку при выходе из таких машин, по меньшей мере, один из слоев является тисненым. Перемоточное устройство (RW) представляет собой машину, которая изменяет форму слоя или слоев (V1, V2), поскольку при их выходе из такой машины они намотаны на картонный сердечник, в результате чего формируется бумажный лог. Оси валиков (RM, RF, RI, RG) и ось (AR) являются горизонтальными. Валики (RM, RF, RI, RG) параллельны друг другу.
Кроме того, в соответствии с вышеприведенным примером зона контакта образована валиками (RM) и (RF), при этом валик (RM) находится в фиксированном положении и валик (RF) перемещается, и исполнительный механизм (АТ) обеспечивает его перемещение к валику (RM) и от валика (RM) для образования зоны контакта на стадии, которая предшествует изготовлению логов, и для устранения зоны контакта, когда запускается изготовление логов. Следует понимать, что механизм для перемещения подвижного валика (RF) может отличаться от вышеописанного механизма, в котором рычаг (BF) представляет собой соединительный элемент, который соединяет исполнительный механизм (АТ) и валик (RF).
Способ производства бумажных логов согласно настоящему изобретению включает этап подачи одного или более бумажных слоев (V1, V2) в обрабатывающее устройство (EG; RW), которое преобразует структуру или форму тех же слоев, и обеспечения направляющей системы для направления слоев (V1, V2) вдоль заданной траектории между одной или более станциями (UN) подачи слоев и обрабатывающим устройством (EG; RW), и он включает этап перемещения слоев (V1, V2) через зону контакта, которая временно образуется на этапе заправки тех же слоев, по направлению к обрабатывающему устройству (EG, RW).
Заправочный ремень может представлять собой эластичный ремень.
Заправочный ремень используют во время этапа заправки.
Один из валиков (RM, RF), образующих указанную зону контакта, может иметь длину (измеренную поперек к обрабатываемому слою, то есть поперек к вышеупомянутому направлению AV), которая меньше ширины слоя, предназначенного для прохождения через ту же зону контакта. Этот признак может быть применен для обоих валиков (RM, RF), каждый из которых в этом случае будет иметь длину (измеренную поперек к обрабатываемому слою, то есть поперек к вышеупомянутому направлению AV), которая меньше ширины слоя, проходящего через зону контакта. Ширину слоя измеряют поперек к самому слою, который по свой природе имеет преобладающую протяженность в продольном направлении.
Например, один из валиков (RM, RF) может быть покрыт резиной, в то время как другой валик может представлять собой гладкий валик (например, стальной валик), поверхность которого не покрыта никаким материалом, увеличивающим коэффициент трения его наружной поверхности.
Например, если большее число зон контакта предусмотрено вдоль траектории, по которой следуют слои (V1, V2), каждая зона контакта, следующая за первой зоной контакта, может быть предусмотрена на расстоянии 10 м от предшествующей зоны контакта.
Несмотря на то, что изобретение было описано в связи с конкретными вариантами осуществления для полного и ясного раскрытия изобретения, приложенная формула изобретения не должна быть ограничена ими, но должна рассматриваться как охватывающая все модификации и альтернативные конструкции, которые могут прийти на ум любому специалисту в данной области техники и которые находятся в пределах базовой идеи, приведенной в данном документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕМОТОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ | 2017 |
|
RU2737318C1 |
| МАШИНА И СПОСОБ ПРОИЗВОДСТВА ЛОГОВ ИЗ БУМАЖНОГО МАТЕРИАЛА | 2018 |
|
RU2745969C1 |
| СИСТЕМА ТИСНЕНИЯ | 2018 |
|
RU2744409C2 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ КЛЕЯ НА ТРУБЧАТЫХ КАРТОННЫХ СЕРДЕЧНИКАХ В ПЕРЕМОТОЧНЫХ МАШИНАХ | 2015 |
|
RU2688833C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БУМАГИ | 2018 |
|
RU2751950C1 |
| СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАДРЕЗАНИЯ И ПЕРЕМОТОЧНАЯ МАШИНА | 2018 |
|
RU2753718C2 |
| ПЕРЕМАТЫВАТЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ЛОГОВ | 2016 |
|
RU2702497C2 |
| Станок для изготовления труб из бумажного рулонного полотна | 1983 |
|
SU1150094A1 |
| БЕЗГИЛЬЗОВЫЙ РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2751637C1 |
| ПЕРЕМОТОЧНАЯ МАШИНА И СПОСОБ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ РАЗНОГО РАЗМЕРА | 2003 |
|
RU2293700C2 |
Изобретение относится к области производства бумажных логов. Предложена установка для производства бумажных логов, содержащая, по меньшей мере, один раскат, обеспечивающий опору для рулона, из которого разматывается соответствующий слой бумаги, по меньшей мере, одно обрабатывающее устройство, в которое подается слой для изменения структуры или формы слоя, направляющие средства для направления слоя, расположенные вдоль заданной траектории между данным, по меньшей мере, одним раскатом и обрабатывающим устройством. Направляющие средства предназначены для обеспечения зоны контакта, через которую проходит слой на предварительной стадии заправки слоя. Зона контакта устраняется, после завершения этапа заправки. Устройство обеспечивает высокую эффективность при производстве логов. 2 н. и 16 з.п. ф-лы, 5 ил.
1. Установка для производства бумажных логов, содержащая, по меньшей мере, один раскат (A), обеспечивающий опору для рулона (PR), из которого разматывается соответствующий слой (V1; V2) бумаги, по меньшей мере, одно обрабатывающее устройство (EG; RW), в которое подается слой (V1; V2) для изменения структуры или формы слоя, направляющие средства для направления слоя (V1; V2), расположенные вдоль заданной траектории между данным, по меньшей мере, одним раскатом (А) и обрабатывающим устройством (EG; RW), отличающаяся тем, что направляющие средства предназначены для обеспечения зоны контакта, через которую проходит слой (V1; V2) на предварительной стадии заправки слоя, при этом зона контакта устраняется, после завершения этапа заправки.
2. Установка по п.1, отличающаяся тем, что обрабатывающее устройство представляет собой устройство (EG) для тиснения.
3. Установка по п.1, отличающаяся тем, что обрабатывающее устройство представляет собой перемоточное устройство (RW).
4. Установка по п.2, отличающаяся тем, что устройство (EG) для тиснения предназначено для обеспечения подачи в перемоточное устройство (RW).
5. Установка по п.1, отличающаяся тем, что зона контакта сформирована устройством образования зоны контакта, предусмотренным в заданном месте (А, В, С) траектории и содержащим приводной валик (RM) и неприводной валик (RF), при этом приводной валик зафиксирован в заданном положении в месте (А, В, С), неприводной валик (RF) соединен с исполнительным механизмом (АТ), для перемещения неприводного валика (RF) к приводному валику (RM) и от приводного валика (RM).
6. Установка по п.5, отличающаяся тем, что неприводной валик (RF) установлен на рычаге (BF), поворачиваемом вокруг соответствующей горизонтальной оси (AR) и соединенном с исполнительным механизмом (АТ).
7. Способ производства бумажных логов, включающий этап подачи одного или более бумажных слоев (V1, V2) в обрабатывающее устройство (EG; RW), которое преобразует структуру или форму тех же слоев, и обеспечения направляющей системы для направления слоев (V1, V2) вдоль заданной траектории между одной или более станциями (UN) подачи слоев и обрабатывающим устройством (EG; RW), отличающийся тем, что он включает этап перемещения слоев (V1, V2) через зону контакта, которая временно образуется на этапе заправки тех же слоев, по направлению к обрабатывающему устройству (EG, RW).
8. Способ по п.7, отличающийся тем, что используют обрабатывающее устройство, представляющее собой устройство (EG) для тиснения.
9. Способ по п.7, отличающийся тем, что используют обрабатывающее устройство, представляющее собой перемоточное устройство (RW).
10. Способ по п.8, отличающийся тем, что устройство (EG) для тиснения обеспечивает подачу в перемоточное устройство (RW).
11. Способ по п.7, отличающийся тем, что используют обрабатывающее устройство, представляющее собой устройство (EG) для тиснения, которое обеспечивает подачу в перемоточное устройство (RW).
12. Способ по п.7, отличающийся тем, что на этапе заправки слои (V1, V2) прикреплены к заправочному ремню.
13. Способ по п.12, отличающийся тем, что используют эластичный заправочный ремень.
14. Способ по п.7, отличающийся тем, что зона контакта сформирована устройством образования зоны контакта, предусмотренным в заданном месте (А, В, С) траектории и содержащим приводной валик (RM) и неприводной валик (RF), при этом приводной валик зафиксирован в заданном положении в месте (А, В, С), неприводной валик (RF) соединен с исполнительным механизмом (АТ), который обеспечивает возможность его перемещения к приводному валику (RM) и от приводного валика (RM).
15. Способ по п.14, отличающийся тем, что, по меньшей мере, один из валиков (RM, RF) имеет длину, которая меньше ширины слоя, предназначенного для прохождения через зону контакта, при этом длину и ширину измеряют поперек к слою.
16. Способ по п.14, отличающийся тем, что один из валиков (RM, RF) покрыт материалом, который увеличивает коэффициент трения его наружной поверхности.
17. Способ по п.14, отличающийся тем, что один из валиков (RM, RF) представляет собой гладкий валик.
18. Способ по п.7, отличающийся тем, что он включает прохождение слоев (V1, V2) через зоны контакта, и каждая зона контакта расположена на расстоянии от зоны контакта, которая предшествует ей вдоль заданной траектории.
| ПЕРЕМОТОЧНАЯ МАШИНА И СПОСОБ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ РАЗНОГО РАЗМЕРА | 2003 |
|
RU2293700C2 |
| РУЛОН ЛЕНТОЧНОГО МАТЕРИАЛА БЕЗ ТРУБКИ, СТАНОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО РУЛОНА | 2006 |
|
RU2408522C2 |
| СТАНОК ДЛЯ РЕЗКИ ЛОГОВ БУМАГИ | 2007 |
|
RU2413606C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОТРЫВА БУМАЖНОЙ ЛЕНТЫ В ПЕРЕМОТОЧНЫХ СТАНКАХ | 2004 |
|
RU2314247C2 |
| DE 1935084 A1, 29.01.1970 | |||
| EP 1888440 B1, 08.09.2010. | |||

