Настоящее изобретение относится к системе тиснения.
Более конкретно, настоящее изобретение относится к системе тиснения, в которой клей используется для соединения двух или нескольких полотен бумажного материала для изготовления рулонов бумаги, обычно называемых «логами», из которых получают рулоны туалетной бумаги, рулоны кухонной бумаги и т.д.
Известно, что изготовление логов из бумажного материала, из которых получают, например, рулоны туалетной бумаги или рулоны кухонной бумаги, подразумевает подачу полотна бумаги, образованного одним или несколькими наложенными слоями, по заранее определенному пути, вдоль которого различные операции выполняются до перехода к образованию логов, включающих поперечный предварительный надрез полотна для образования линий предварительной резки, которые делят его на разделяемые отрывные листы. Образование логов подразумевает использование картонных трубок, обычно называемых «сердечниками», на поверхности которых распределено заранее определенное количество клея, чтобы позволить бумажному полотну быть связанным с сердечниками, постепенно вводимым в машину, которая изготавливает логи, машину, обычно называемую «перематывателем». Образование логов также подразумевает использование намоточных валиков, расположенных на опорной раме, которые заставляют каждый сердечник вращаться вокруг своей продольной оси, тем самым, вызывая наматывание полотна на вышеупомянутый сердечник. Один из валиков расположен под опорной рамой, в то время как другие валики расположены над опорной рамой. Процесс заканчивается, когда заранее установленное количество листов намотано на сердечник с приклеиванием края последнего листа на лежащий ниже лист, таким образом, образованного рулона (так называемая операция закрытия края). По достижении заданного количества листов, намотанных на сердечник, последний лист готового лога отделяется от первого листа следующего лога, например, посредством струи сжатого воздуха, направленной к соответствующей предварительной линии разрезания. На этом этапе лог выгружается из перематывателя. Патент EP 1700805 описывает перемоточную машину, которая работает согласно приведенной выше схеме работы.
Бумажное полотно, используемое перемоточной машиной, может состоять из нескольких слоев, которые предварительно тиснены и соединены вместе посредством склеивания в блок, содержащий заранее определенное количество рулонов для тиснения, с которыми связан узел склеивания для распределения клея по меньшей мере на одном из слоев, подвергаемых тиснению. В целом, узел склеивания содержит анилоксовый валик, который забирает клей из специального впускного бака, и штамповочный валик, который при контакте принимает клей от анилоксового валика и распределяет его по склеиваемой поверхности. Если клея в баке недостаточно или он не распределяется должным образом по анилоксовому валику, контакт между ним и штамповочным валиком (рассматриваемые валики вращаются с различными скоростями) вызывает перегрев, что, в частности, может повредить штамповочный валик.
Системы, основанные на контроле температуры штамповочного валика, являются недостаточными, потому что они являются запаздывающими, так как обнаружение перегрева происходит, когда это явление уже произошло.
Основной задачей настоящего изобретения является обеспечение системы тиснения/склеивания, снабженной особенно быстрым и эффективным механизмом контроля.
Этот результат достигается, в соответствии с настоящим изобретением, посредством внедрения идеи по реализации системы, имеющей признаки, указанные в пункте 1 формулы изобретения. Другие признаки настоящего изобретения являются объектом зависимых пунктов формулы изобретения.
В соответствии с настоящим изобретением предусмотрено сравнение вибраций штамповочного валика во время работы с эталонной моделью, ранее образованной на этапе тестирования узла, в которой штамповочный валик установлен, регистрируя, что вибрации упомянутого компонента могут изменяться в зависимости от количества клея, фактически присутствующего на его поверхности. Эталонная модель может быть построена путем работы устройства тиснения в различных режимах, то есть в условиях правильного и, соответственно, неправильного распределения клея на штамповочном валике, обнаруживая его вибрации. Во время работы системы, сенсорное устройство обнаруживает вибрации штамповочного валика и вырабатывает соответствующие электрические сигналы, которые, преобразованные в числовые данные, используются блоком управления, который сравнивает их с данными, обнаруженными и записанными в эталонной модели. Если мгновенные значения, обнаруженные во время использования системы, отличаются от ранее полученных эталонных значений, блок управления генерирует электрический сигнал тревоги, который может быть использован для подачи акустического и/или светового сигнала, и/или для управления остановкой установки, или замедления работы узлов, которые образуют саму установку, до восстановления правильных условий работы. На этапе построения эталонной модели, используется сенсорное устройство, предпочтительно, то же самое устройство, которое впоследствии используется, когда система работает, подходящее для выработки электрических сигналов амплитуды и частоты, связанных с вибрациями тестируемой системы.
Обнаруживая вибрации штамповочного валика во время работы и сравнивая их с данными ранее полученной эталонной модели, можно в режиме реального времени проверить, адекватно ли смазан штамповочный валик клеем или нет и, следовательно, вмешиваться в чрезвычайно короткие промежутки времени для восстановления условий правильной работы, с тем, чтобы значительно снизить риск того, что этот дорогостоящий компонент установки будет поврежден из-за недостаточного, или в любом случае, неправильного распределения клея по его поверхности. Эти и другие преимущества и характеристики настоящего изобретения будут более и лучше всего поняты любым специалистом в данной области благодаря следующему описанию и прилагаемым чертежам, предусмотренным в качестве примера, но не рассматриваемым в ограничительном смысле, на которых:
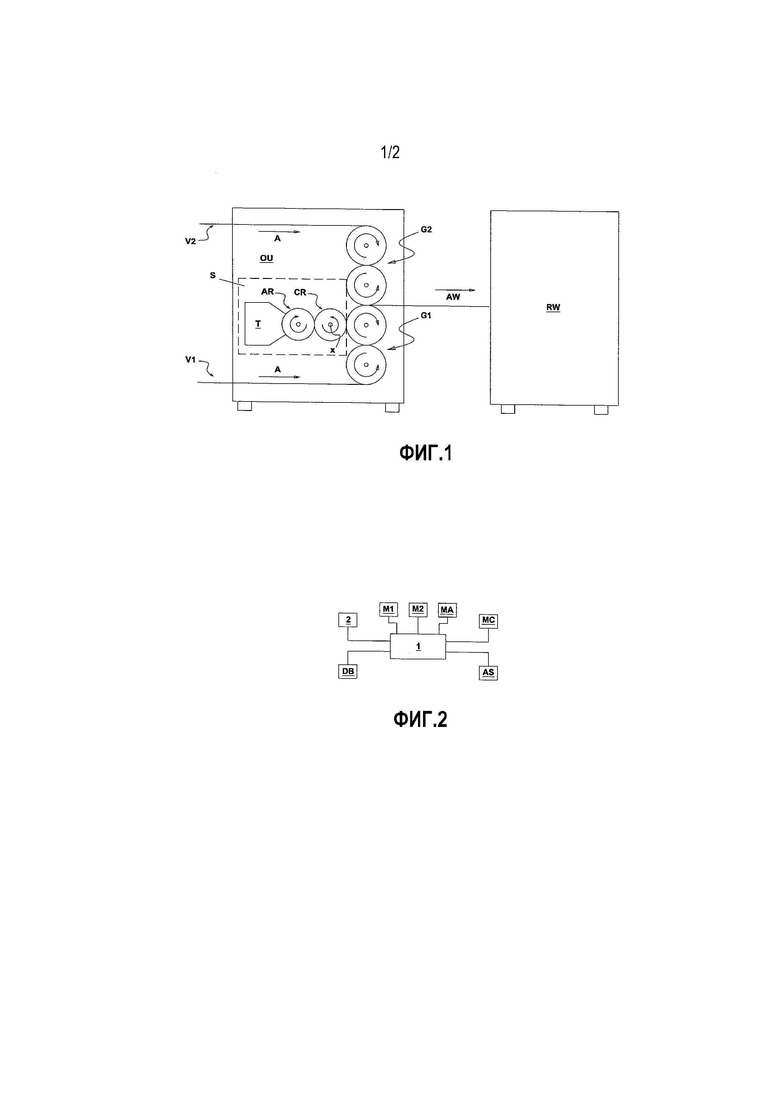
Фиг.1 схематично представляет рабочий узел для тиснения и склеивания двух слоев бумажного материала, пригодный для использования на установке для переработки бумаги согласно настоящему изобретению;
Фиг.2 представляет упрощенную блок схему системы для управления операционным блоком, показанным на фиг.1;
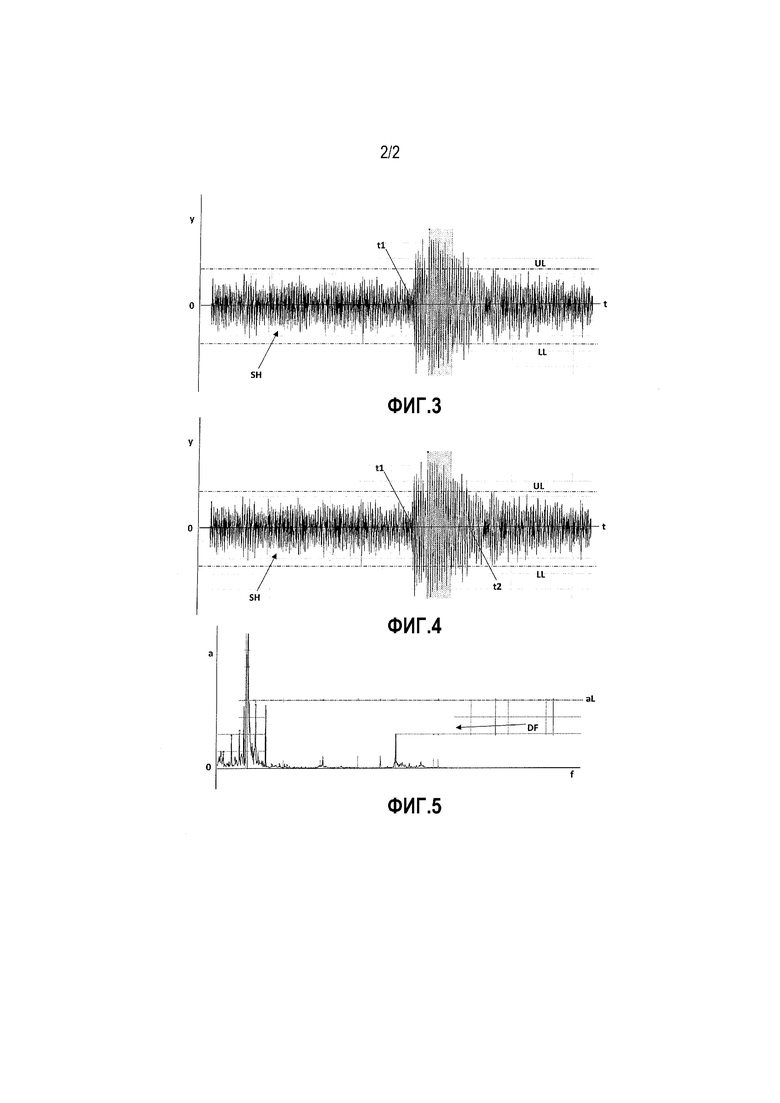
Фиг.3 и 4 схематично представляют возможные временные зависимости амплитуды сигнала, создаваемого датчиком (2);
Фиг.5 схематично представляет сигнал, вырабатываемый датчиком (2) в частотной области.
Операционный блок (OU), схематично представленный на фиг.1, содержит пару валиков для тиснения с относительными контрваликами (G1, G2), расположенными вертикально перекрывающимися, т.е. с соответствующими осями вращения, горизонтально ориентированными и выровненными вдоль одной и той же вертикальной оси. Блок (OU) также содержит распределитель клея с баком (T), анилоксовый валик (AR) и штамповочный валик (CR), оси которых являются параллельными осям валиков для тиснения. Бак (T) содержит клей, используемый для склеивания двух слоев (V1, V2) бумажного материала, поставляемых соответствующими барабанами, размещенными на разматывателях (не показаны на чертежах), расположенных перед блоком (UO) относительно направления (А) из которого выходят те же самые слои (V1, V2). Последние, проходя между валиками для тиснения и соответствующими контрваликами (G1, G2), подвергаются тиснению. Анилоксовый валик (AR), вращаясь вокруг своей оси, забирает клей из бака (T) и передает его на штамповочный валик (CR), который, в свою очередь, распределяет его по слою (V1), подвергаемому тиснению. Поэтому слой (V1) будет прилипать к слою (V2), обработанному валиком и контрваликом (G2), образуя полотно (W), которое выходит из блока (OU) вдоль направления (AW) для подачи в перематыватель (RW), подготовленный далее по ходу, который наматывает полотно (W) для получения логов, предназначенных для поперечной резки для получения рулонов туалетной бумаги, кухонной бумаги и т.д. В целом, штамповочный валик и анилоксовый валик имеют разные скорости вращения, что позволяет дозировать клей по-разному в зависимости от продукта, который должен быть произведен. Структура и работа такого операционного блока являются известными специалистам в данной области техники. Структура и работа перематывателей, а также структура и работа разматывателей также являются известными. Альтернативно, согласно схеме, также известной специалистам в данной области техники, в блоке (OU) слой (V2) является не тисненным. В этом случае, валик и контрвалик (G2) пары образуют направляющее устройство для слоя (V2), который остается гладким и приклеен к слою (V1), который вместо этого тиснен. Как правило, узел (T, AR, CR) склеивания расположен на соответствующей опорной структуре (S), которая позволяет ему быть размещенным в рабочем положении (настройке, в которой штамповочный валик CR соединен с валиком для тиснения), и нерабочем положении (настройке, в которой штамповочный валик CR отстоит от валика для тиснения, к которому он вместо этого приближается на этапе работы).
Согласно настоящему изобретению, вышеупомянутый операционный блок (OU) управляется программируемым блоком (1) управления, который управляет двигателями (M1, M2), которые определяют вращение валиков для тиснения и соответствующих контрваликов (G1, G2), двигателями (MA, MC) анилоксового (AR) и штамповочного (CR) валиков, и привод (AS), который определяет движение подвижной опоры (S) узла (T, AR, CR) склеивания. Датчик (2), способный обнаруживать вибрации штамповочного валика (CR), подключен к соответствующему входу блока (1) управления. Например, упомянутый датчик (2) является акселерометром типа SKF CMSS2200. Например, этот датчик (2) обнаруживает вибрации подшипника, поддерживающего один конец вала штамповочного валика (CR), таким образом, чтобы обнаруживать вибрации самого вала. Датчик (2) вырабатывает электрические сигналы, представляющие вибрации, которым подвергается штамповочный валик (CR) во время его работы. Другими словами, электрические сигналы, вырабатываемые датчиком (2), являются сигналами амплитуды и частоты, обусловленными вибрациями штамповочного валика (CR).
На этапе выполнения задачи системой управления по настоящему изобретению, операционный блок (OU) работает в нормальных условиях (то есть в условиях надлежащей смазки штамповочного валика CR, который получает клей от анилоксового валика AR в количестве, достаточном для гарантированной смазки), и в условиях плохой смазки (т.е. в условиях недостаточной смазки штамповочного валика CR, который получает клей от анилоксового валика AR в недостаточном количестве, чтобы гарантировать правильную смазку), обнаруживая вибрации штамповочного валика (CR) в каждом из этих условий работы, особенно повторяющихся. Предпочтительно, упомянутые вибрации обнаруживаются тем же датчиком (2), который впоследствии используется во время работы системы. Упомянутые измерения, то есть амплитуда и/или частота сигналов, вырабатываемых датчиком, используемым для обнаружения вибраций штамповочного валика (CR), записываются в файл (DB) данных, который используется блоком (1) управления как далее указано ниже. Например, файл (DB) может быть зарегистрирован в участке памяти блока (1) управления. На практике, во время формирования файла (DB), воспроизводятся как нормальные, так и ненормальные рабочие условия блока (OU), а данные об амплитуде и/или частоте электрических сигналов, вырабатываемых вибрациями штамповочного валика (CR), записываются преобразователем, который преобразует такие колебания в электрические сигналы. Записанные таким образом данные, затем используются в качестве эталонной модели на этапе фактического продуктивного использования операционного блока (OU). Фактически, во время работы блока (OU), блок управления (1) непрерывно принимает данные, соответствующие сигналам, вырабатываемым датчиком (2), и сравнивает их с данными файла (DB). Если данные, относящиеся к вибрациям, обнаруженным датчиком (2), соответствуют данным файла (DB), представляющего аномальные условия работы, блок (1) управления вмешивается в двигатели (M1, M2, MA, MC), чтобы замедлить вращение валиков, соединенных с ними, или также остановить их вращение. В последнем случае, блок управления (1) также может быть запрограммирован для приведения в действие привода (AS) с тем, чтобы отделить узел (T, AR, CR) склеивания от валиков для тиснения. Фиг.3 схематично представляет временную зависимость электрического сигнала (SH), вырабатываемого датчиком (2) во время работы (этапа рабочего использования) блока (OU). Пунктирные линии (UL, LL) представляют верхний (UL) и нижний (LL) пределы поля, в пределах которого амплитуда (y) сигнала (SH) может изменяться во времени (t) без блока (1) управления, генерирующего любой сигнал тревоги. Значения (UL, LL) определяются на этапе тестирования блока (OU) и представляют собой два предельных значения амплитуды сигнала (SH), обнаруженных в условиях правильной смазки штамповочного валика (CR). В примере, показанном на фиг.3, в момент времени t1 амплитуда сигнала (SH) находится вне поля (UL-LL). Поэтому в момент времени t1, блок (1) управления генерирует сигнал тревоги, который определяет активацию запрограммированной процедуры (замедления или остановки системы).
В качестве альтернативы, со ссылкой на фиг.4, блок (1) управления может быть запрограммирован для генерирования упомянутого сигнала тревоги, если тенденция (SH) сигнала является такой, что предельные значения (UL, LL) превышены заданное число (N) раз в промежуток времени (AT), также заранее установленный. В примере на фиг.4, сигнал (SH) находится за пределами (UL, LL) более 20 раз за интервал времени At=t2-t1. Если At>AT и заданное значение для числа (N) равно 20, то блок (1) управления генерирует сигнал тревоги, который определяет активацию запрограммированной процедуры (замедления или остановки системы).
Фиг.5 схематично представляет мгновенные значения (а) сигнала, вырабатываемого датчиком (2), в зависимости от частот (f). На этом графике качественно показано возможное распределение (DF), показывающее предельное значение (aL), принятое в качестве эталона для блока (1) управления, аналогично тому, что ранее было указано со ссылкой на данные амплитуды сигнала, вырабатываемого датчиком (2).
Из вышеприведенного описания, очевидно, что система тиснения согласно настоящему изобретению содержит:
- узел тиснения с по меньшей мере одним валиком (G1; G2) для тиснения, выполненным с возможностью тиснения полотна (V1; V2) бумаги, предназначенного для соединения с другим полотном (V2, V1) посредством склеивания;
- узел склеивания, связанный с узлом тиснения, с баком (T), содержащим клей, используемый для выполнения упомянутого склеивания, и устройством (GD) для дозирования клея, содержащим штамповочный валик (CR), выполненный с возможностью распределения посредством контакта клея, содержащегося в баке (T), на одно из упомянутых полотен (V1, V2), в то время как выполняется тиснение, причем упомянутый штамповочный валик (CR) вращается с предварительно фиксированной угловой скоростью вокруг оси (x), параллельной упомянутому по меньшей мере одному валику (G1; G2) для тиснения;
- датчик (2), способный вырабатывать электрические сигналы, имеющие амплитуду и/или частоту, относящиеся к вибрациям, при которых упомянутый штамповочный валик (CR) мгновенно подвергается воздействию, тогда как он вращается вокруг упомянутой оси (x);
- блок (1) управления, который принимает мгновенные данные об амплитуде и/или частоте сигналов, вырабатываемых упомянутым датчиком (2), и сравнивает их с эталонными данными, содержащимися в файле (DB), ранее полученными путем тестирования узла тиснения и узла склеивания в условиях правильного и, соответственно, неправильного распределения клея на штамповочном валике (CR), причем упомянутые эталонные данные состоят из первого набора данных амплитуды и/или частоты, представляющих нормальные вибрации, и второго набора данных амплитуды и/или частоты, представляющие аномальные вибрации, соответственно, при этом блок (1) управления запрограммирован на генерацию сигнала тревоги, если по меньшей мере мгновенные данные амплитуды и/или частоты сигналов, вырабатываемых упомянутым датчиком (2), соответствуют по меньшей мере данным амплитуды и/или частоты второго набора.
На практике, детали исполнения могут изменяться любым эквивалентным образом, что касается отдельных элементов, описанных или иллюстрированных, без отклонения от объема принятого решения идеи и, таким образом, остающихся в пределах защиты, обеспечиваемой следующей формулой изобретения.
Изобретение относится к области бумажной промышленности и касается системы тиснения, в которой клей используется для соединения двух или нескольких полотен бумажного материала для изготовления рулонов бумаги. Система тиснения содержит узел тиснения с по меньшей мере одним валиком (G1; G2) для тиснения, выполненным с возможностью тиснения полотна (V1; V2) бумаги, предназначенного для соединения с дополнительным полотном (V2, V1) посредством склеивания; и узел склеивания, связанный с узлом тиснения с баком (T), содержащим клей, используемый для выполнения склеивания, и устройством (GD) для дозирования клея, содержащим штамповочный валик (CR), выполненный с возможностью распределения, посредством контакта, клея, содержащегося в баке (T), на одно из полотен (V1, V2), в то время как выполняется тиснение, причем штамповочный валик (CR) вращается с предварительно фиксированной угловой скоростью вокруг оси (x), параллельной по меньшей мере одному валику (G1; G2) для тиснения. Система дополнительно содержит: датчик (2), подходящий для вырабатывания электрического сигнала, имеющего амплитуду и/или частоту, относящуюся к вибрациям, на которые штамповочный валик (CR) мгновенно реагирует, в то время как он вращается вокруг оси (х); блок (1) управления, который во время работы системы принимает мгновенные данные об амплитуде и/или частоте сигналов, вырабатываемых датчиком (2), и сравнивает их с эталонными данными, содержащимися в файле (DB), ранее полученными путем тестирования узла тиснения и узла склеивания в условиях правильного и, соответственно, неправильного распределения клея на штамповочном валике (CR), причем эталонные данные состоят из первого набора данных амплитуды и/или частоты, представляющих нормальные вибрации, и второго набора данных амплитуды и/или частоты, представляющих аномальные вибрации, соответственно, при этом блок (1) управления запрограммирован на генерацию сигнала тревоги, если по меньшей мере мгновенные данные амплитуды и/или частоты сигналов, вырабатываемых датчиком (2), соответствуют по меньшей мере данным амплитуды и/или частоты второго набора. Изобретение обеспечивает получение системы тиснения/склеивания, снабженной особенно быстрым и эффективным механизмом контроля, предотвращая перегрев в системе. 6 з.п. ф-лы, 5 ил.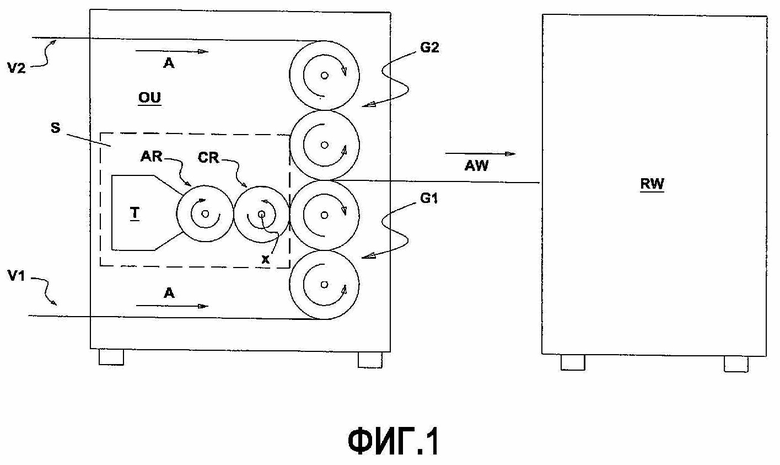
1. Система тиснения, содержащая:
- узел тиснения с по меньшей мере одним валиком (G1, G2) для тиснения, выполненным с возможностью тиснения полотна (V1, V2) бумаги, предназначенного для соединения с дополнительным полотном (V2, V1) посредством склеивания; и
- узел склеивания, связанный с узлом тиснения, с баком (T), содержащим клей, используемый для выполнения упомянутого склеивания, и устройством (GD) для дозирования клея, содержащим штамповочный валик (CR), выполненный с возможностью распределения посредством контакта клея, содержащегося в баке (T), на одно из упомянутых полотен (V1, V2), в то время как выполняется тиснение, причем упомянутый штамповочный валик (CR) вращается с предварительно фиксированной угловой скоростью вокруг оси (x), параллельной упомянутому по меньшей мере одному валику (G1, G2) для тиснения,
отличающаяся тем, что она дополнительно содержит:
- датчик (2), способный вырабатывать электрические сигналы, имеющие амплитуду и/или частоту, относящиеся к вибрациям, при которых упомянутый штамповочный валик (CR) мгновенно подвергается воздействию, тогда как он вращается вокруг упомянутой оси (x);
- блок (1) управления, который во время работы системы принимает мгновенные данные об амплитуде и/или частоте сигналов, вырабатываемых упомянутым датчиком (2), и сравнивает их с эталонными данными, содержащимися в файле (DB), ранее полученными путем тестирования узла тиснения и узла склеивания в условиях правильного и, соответственно, неправильного распределения клея на штамповочном валике (CR), причем упомянутые эталонные данные состоят из первого набора данных амплитуды и/или частоты, представляющих нормальные вибрации, и второго набора данных амплитуды и/или частоты, представляющих аномальные вибрации, соответственно, при этом блок (1) управления запрограммирован на генерацию сигнала тревоги, если по меньшей мере мгновенные данные амплитуды и/или частоты сигналов, вырабатываемых упомянутым датчиком (2), соответствуют по меньшей мере данным амплитуды и/или частоты второго набора.
2. Система тиснения по п. 1, отличающаяся тем, что данные из первого и второго наборов данных получают посредством датчика (2), который вырабатывает мгновенные данные в рабочей фазе системы.
3. Система тиснения по п. 1, отличающаяся тем, что упомянутый датчик (2) обнаруживает вибрации вала штамповочного валика (CR), ось которого совпадает с упомянутой осью (х) вращения.
4. Система тиснения по п. 1, отличающаяся тем, что сигнал тревоги активирует процедуру замедления или остановки системы тиснения, управляемой блоком (1) управления.
5. Система тиснения по п. 1, в которой штамповочный валик и валики для тиснения приводятся в движение соответствующими приводами (MC, M1, M2), отличающаяся тем, что упомянутый сигнал тревоги активирует процедуру замедления или остановки упомянутых приводных устройств, управляемых блоком (1) управления.
6. Система тиснения по п. 1, в которой узел склеивания установлен на относительной опоре (S), которая позволяет отводить ее от узла тиснения посредством привода (AS), отличающаяся тем, что упомянутый сигнал тревоги активирует привод (AS), таким образом обусловливая упомянутое отведение.
7. Система тиснения по п. 1, отличающаяся тем, что блок (1) управления генерирует упомянутый сигнал тревоги, если мгновенные данные амплитуды и/или частоты сигналов, вырабатываемых датчиком (2), соответствуют данным второго набора заданное количество раз за интервал времени, который также является заданным.
| МНОГООСНАЯ ПОЛНОПРИВОДНАЯ МАШИНА ВОЕННОГО НАЗНАЧЕНИЯ | 2023 |
|
RU2837126C2 |
| WO 2004096684 A2, 11.11.2004 | |||
| Теплоаккумулирующая система | 1986 |
|
SU1455170A1 |
| US 5348612 A, 20.09.1994. | |||

