Предлагаемое изобретение относится к абразивному инструменту, описанному в ограничительной части п. 1 формулы изобретения. Кроме того, предлагаемое изобретение относится к способу изготовления абразивного инструмента.
В ЕР 2153939 А1 раскрыт абразивный инструмент в виде лепесткового абразивного круга. Используемые абразивные лепестки изготавливают из абразивного материала на некоторой основе. В процессе абразивного истирания эта основа изнашивается, и поэтому используемый абразивный материал, сцепленный с основой, удаляют и в контакт с обрабатываемой деталью приводят новый абразивный материал. Использование абразивного инструмента тем более экономично, чем дольше полезный срок службы и чем больше общий съем материала в течение обработки детали до момента полного износа абразивного инструмента.
Известен также лепестковый абразивный круг, описанный в DE 9002385 U1, который содержит пластину-основу и прикрепленные к ней абразивные лепестки. Эти абразивные лепестки простираются за край пластины-основы. В клеевое соединение между пластиной-основой и абразивными лепестками введена сетка с высокой проницаемостью, которая простирается за край пластины-основы. Часть абразивных лепестков и сетки, простирающаяся за край пластины-основы, образует кольцеобразную зону. В этой кольцевой зоне абразивные лепестки поддерживаются на пластине-основе и фиксируются на ней с помощью кольцеобразного слоя затвердевших полимеров, содержащих абразивный материал.
Известен также лепестковый абразивный круг, описанный в US 2003/0134584 А1, в котором абразивные лепестки расположены на держателе инструмента. Этот держатель инструмента содержит волокна, которые связаны связующим веществом и стабилизированы.
Основная цель предлагаемого изобретения состоит в создании абразивного инструмента, имеющего более долгий полезный срок службы и больший общий съем материала.
Эта цель достигается созданием абразивного инструмента, имеющего признаки п. 1 формулы изобретения. Признано, что абразивные лепестки на известных абразивных инструментах подвержены ярко выраженному периодическому отклонению. Это периодическое отклонение абразивных лепестков имеет место в результате вращения абразивного инструмента и контакта определенного количества прилегающих друг к другу абразивных лепестков с обрабатываемой деталью при обработке этой детали. Степень периодического отклонения и, следовательно, нагрузки на абразивные лепестки зависит от угла наклона абразивного инструмента относительно поверхности детали, подлежащей обработке, от толщины детали, подлежащей обработке, от скорости и наружного диаметра абразивного инструмента и от контактного усилия, с которым абразивные лепестки прижаты перпендикулярно к поверхности обрабатываемой детали в процессе абразивной обработки. По причине ярко выраженного периодического отклонения абразивных лепестков абразивный материал в виде абразивных частиц или абразивных зерен отрывается от основы раньше, чем он будет изношен, до конца использовав свой потенциал по съему материала. Кроме того, при отрыве абразивного материала, то есть, абразивных частиц или абразивных зерен от основы слой абразивного материала ослабляется, так как прилегающие друг к другу частицы не могут больше поддерживать друг друга. Это ведет к преждевременному разрушению, особенно в случае абразивных частиц, расположенных на самых концах абразивных лепестков, так как эти частицы поддерживаются только с одной стороны. Поэтому в целом ярко выраженное периодическое отклонение абразивных лепестков значительно сокращает полезный срок службы абразивного инструмента и общий съем материала с его помощью.
Придание абразивным лепесткам жесткости значительно уменьшает их периодическое отклонение по сравнению с предшествующим уровнем техники. Таким образом достигаются более долгий полезный срок службы абразивного инструмента и повышенный общий съем материала с его помощью. Увеличенный полезный срок службы абразивного инструмента и повышенный общий съем материала с его помощью достигнуты без увеличения износа основы. Когда абразивный материал используется на основе, имеет место износ основы из-за ее выщипывания в процессе абразивного истирания вместе с использованным абразивным материалом. Это выщипывание означает истирание основы в пыль или на мелкие волокна или волоконные жгутики. Масса истертой основы, отнесенная к массе абразивного инструмента в целом, определяет степень износа основы. Большая степень износа основы является недостатком, так как при этом образуются витающие в воздухе пылевые частицы. В случае абразивного инструмента согласно предлагаемому изобретению следует избегать повышенной степени износа. У абразивного инструмента согласно предлагаемому изобретению степень износа по меньшей мере одинакова со степенью износа известных абразивных инструментов такого же типа. Придание абразивным лепесткам жесткости понижает отношение степени износа основы к общему съему материала. Общий съем материала и полезный срок службы абразивного инструмента вариативно повышаются.
Упомянутое придание абразивным лепесткам жесткости обеспечено тем, что они импрегнированы, т.е. пропитаны смолой-наполнителем, которую затем подвергли отверждению. Упомянутая смола-наполнитель выбрана, например, из следующей группы: термореактивные смолы, эластомеры, синтетические смолы и (или) термопластические смолы, а также комбинации этих веществ. Представляется предпочтительным такое решение, при котором в качестве смолы-наполнителя выбрана термореактивная смола, например, фенольная смола. Из фенольных смол могут быть выбраны, например, резол или новолак. Чтобы обеспечить придание абразивным лепесткам постоянной жесткости, смола-наполнитель не должна размягчаться при температуре ниже некоторой граничной величины. Это значит, что, например, когда температура смолы-наполнителя достигает упомянутой граничной величины, смола-наполнитель теряет прочность по сравнению с той, которую она имела при комнатной температуре, причем эта потеря прочности не превосходит максимально допустимой потери прочности. Упомянутые граничная температура и максимально допустимая потеря прочности зависят от желаемой степени жесткости, придаваемой абразивным лепесткам.
В абразивном инструменте согласно предлагаемому изобретению по меньшей мере один из абразивных лепестков пропитан отвержденной смолой-наполнителем. Представляется предпочтительным такое решение, при котором отвержденной смолой-наполнителем импрегнирована некоторая совокупность абразивных лепестков, в частности, по меньшей мере 30%, предпочтительно- по меньшей мере 50%, еще более предпочтительно - по меньшей мере 60% абразивных лепестков, которые закреплены на опорной структуре. Импрегнированными отвержденной смолой-наполнителем могут быть, например, все абразивные лепестки, расположенные на подкладке.
Абразивный инструмент согласно предлагаемому изобретению выполнен, например, как лепестковый абразивный диск, лепестковый абразивный круг или лепестковый абразивный круг с валами. Этот абразивный инструмент имеет центральную ось и приводится во вращение вокруг этой центральной оси с помощью приводного средства с целью обработки детали. Придание абразивным лепесткам жесткости уменьшает периодическое отклонение абразивных лепестков, удлиняя, тем самым, полезный срок службы абразивного инструмента и увеличивая общий съем материала.
Предлагаемое изобретение простыми средствами обеспечивает более долгий полезный срок службы абразивного инструмента и больший общий съем материала с его помощью. Благодаря тому, что основа соответствующего абразивного лепестка импрегнирована или пропитана смолой-наполнителем, которая затем отверждена, абразивным лепесткам может быть просто и эффективно придана жесткость. Представляется предпочтительным такое решение, при котором отвержденная смола-наполнитель присутствует в основе в количестве по меньшей мере 70 масс. %, предпочтительно - по меньшей мере 80 масс. %, более предпочтительно - по меньшей мере 90 масс. %, еще более предпочтительно - 100 масс. %.
Соответствующая основа имеет текстильную подкладку, содержащую по меньшей мере одну нить. Упомянутая текстильная подкладка может быть выполнена, например, как тканое полотно, состоящее из  и уточных нитей. Текстильная подкладка имеет по меньшей мере одну нить, импрегнированную или пропитанную смолой-наполнителем. После отверждения этой смолы-наполнителя упомянутая по меньшей мере одна нить приобретает жесткость. Например, в случае тканого полотна происходит придание жесткости
и уточных нитей. Текстильная подкладка имеет по меньшей мере одну нить, импрегнированную или пропитанную смолой-наполнителем. После отверждения этой смолы-наполнителя упомянутая по меньшей мере одна нить приобретает жесткость. Например, в случае тканого полотна происходит придание жесткости  и уточным нитям. Таким образом, текстильная подкладка приобретает высокую жесткость или изгибную жесткость, в результате чего отклонение соответствующего абразивного лепестка в процессе абразивного истирания значительно уменьшается.
и уточным нитям. Таким образом, текстильная подкладка приобретает высокую жесткость или изгибную жесткость, в результате чего отклонение соответствующего абразивного лепестка в процессе абразивного истирания значительно уменьшается.
Абразивный инструмент по п. 2 формулы изобретения обеспечивает эффективное придание жесткости его лепесткам и, тем самым, приобретает более долгий полезный срок службы и увеличенный общий съем материала.
Абразивный инструмент по п. 3 формулы изобретения обеспечивает увеличенную жесткость и, тем самым, более долгий полезный срок службы и увеличенный общий съем. Используемый по меньшей мере один упрочняющий наполнитель имеет форму, например, волокон, пластинок и (или) сфер. В качестве примеров волоконных наполнителей могут быть названы стеклянные волокна, угольные волокна, синтетические волокна, целлюлоза, волластонит и нитевидные кристаллы. Под нитевидными кристаллами здесь понимаются игольчатые монокристаллы. К образованию нитевидных кристаллов склонны, в частности, такие материалы, как сурьма, кадмий, индий, цинк и олово (см. R.J. Klein Wassink:  in der Elektronik [Soldering in Electronics], Eugen G. Leuze Verlag, 1991, c.305-306).
in der Elektronik [Soldering in Electronics], Eugen G. Leuze Verlag, 1991, c.305-306).
В качестве примеров наполнителей в форме пластинок могут быть названы слюда, тальк и графит. В качестве примеров наполнителей в форме сфер могут быть названы кварц, диоксид кремния, каолин, стеклянные шарики, карбонат кальция, оксиды металлов и сажа. В качестве примеров подходящих упрочняющих наполнителей могут быть названы мел и оксид алюминия (Аl2O3).
Абразивный инструмент по п. 4 формулы изобретения обеспечивает более долгий полезный срок службы и больший общий съем материала. Благодаря абразивному действию упомянутого по меньшей мере одного наполнителя абразивные свойства абразивных лепестков повышены и (или) избирательно отрегулированы для конкретного применения. В качестве примеров наполнителей, обладающих абразивным действием, могут быть названы криолит и тетрафторборат калия (KBF4). Упомянутый по меньшей мере один наполнитель с абразивным действием имеет размер частиц, например, в нанометровом диапазоне.
Абразивный инструмент по п. 5 формулы изобретения обеспечивает более долгий полезный срок службы и больший общий съем материала.
Еще одной целью предлагаемого изобретения является создание способа изготовления абразивного инструмента с более долгим полезным сроком службы и  общим съемом материала.
общим съемом материала.
Эта цель достигается созданием способа, имеющего признаки п. 6 формулы изобретения. Преимущества способа согласно предлагаемому изобретению соответствуют описанным выше преимуществам абразивного инструмента согласно предлагаемому изобретению. В частности, способ согласно предлагаемому изобретению тоже может быть усовершенствован с помощью признаков одного из пп. 1-5 формулы изобретения. Благодаря тому, что абразивные лепестки импрегнированы смолой-наполнителем, которая затем отверждается, обеспечено эффективное придание жесткости абразивным лепесткам. Придание абразивным лепесткам жесткости значительно сокращает их периодическое отклонение в процессе обработки детали. Абразивные лепестки импрегнируют смолой-наполнителем, например, путем адгезивного связывания, наслаивания или погружения. Абразивные лепестки импрегнируют смолой-наполнителем после размещения или закрепления абразивных лепестков на опорной структуре. Предлагаемый способ представляет собой простое средство, обеспечивающее придание жесткости абразивным лепесткам. Благодаря тому, что абразивные лепестки сначала размещают на опорной структуре, а затем пропитывают смолой-наполнителем, множество абразивных лепестков могут быть импрегнированы смолой-наполнителем и им может быть придана жесткость желаемым образом. Например, абразивные лепестки, расположенные на опорной структуре, погружают в ванну со смолой-наполнителем желаемым образом сгруппированными. В частности, абразивные лепестки пропитывают смолой-наполнителем таким образом, что в первую очередь основа каждого абразивного лепестка впитывает смолу-наполнитель и (или) абразивный материал, а слой абразивного материала обычно не полностью покрыт смолой-наполнителем. Представляется предпочтительным такое решение, при котором основа каждого абразивного лепестка содержит текстильную подкладку, пропитанную смолой-наполнителем, и впитывает смолу-наполнитель. После отверждения синтетической смолы текстильной подкладке придается жесткость, то есть, она приобретает повышенную изгибную жесткость. Представляется предпочтительным такое решение, при котором отверждение смолы-наполнителя имеет место под действием тепла, источником которого может быть, например, печь.
Способ по п. 7 формулы изобретения является простым средством обеспечить изготовление абразивного инструмента с более долгим полезным сроком службы и общим съемом материала. При погружении абразивных лепестков в ванну, содержащую смолу-наполнитель, абразивные лепестки, в частности, их основы легко пропитываются смолой-наполнителем. Представляется предпочтительным такое решение, при котором абразивные лепестки погружают в ванну со смолой-наполнителем таким образом, что под действием земного тяготения смола-наполнитель стекает с абразивного материала легче, чем с основы. Например, абразивные лепестки погружают в ванну со смолой-наполнителем таким образом, чтобы абразивный материал был ориентирован в направлении действия силы тяжести, а основа была бы ориентирована в противоположном направлении. Такое решение гарантирует, что смолой-наполнителем будет пропитана главным образом основа.
Способ по п. 8 формулы изобретения является простым средством обеспечить, чтобы абразивные лепестки были пропитаны смолой-наполнителем. Благодаря тому, что при погружении абразивных лепестков в ванну со смолой-наполнителем опорная структура совершает вращение, обеспечивается равномерное импрегнирование абразивных лепестков смолой-наполнителем или их пропитывание ею. Представляется предпочтительным такое решение, при котором абразивные лепестки погружают в ванну со смолой-наполнителем таким образом, что каждый абразивный лепесток погружается в нее только временно. При таком решении каждый абразивный лепесток покрывается смолой-наполнителем или пропитывается ею, когда он погружен, и смола-наполнитель может стекать с абразивного материала или со слоя абразивного материала за пределы ванны со смолой-наполнителем. Представляется предпочтительным такое решение, при котором каждый абразивный лепесток при вращении опорной структуры погружается в ванну со смолой-наполнителем несколько раз. При таком решении обеспечено пропитывание каждого абразивного лепестка или основы каждого абразивного лепестка до практически полного насыщения смолой-наполнителем.
Способ по п. 9 формулы изобретения является простым средством придания жесткости и (или) абразивных свойств абразивным лепесткам.
Другие свойства, преимущества и подробности предлагаемого изобретения станут понятны из дальнейшего описания ряда иллюстративных вариантов его осуществления со ссылками на прилагаемые графические материалы.
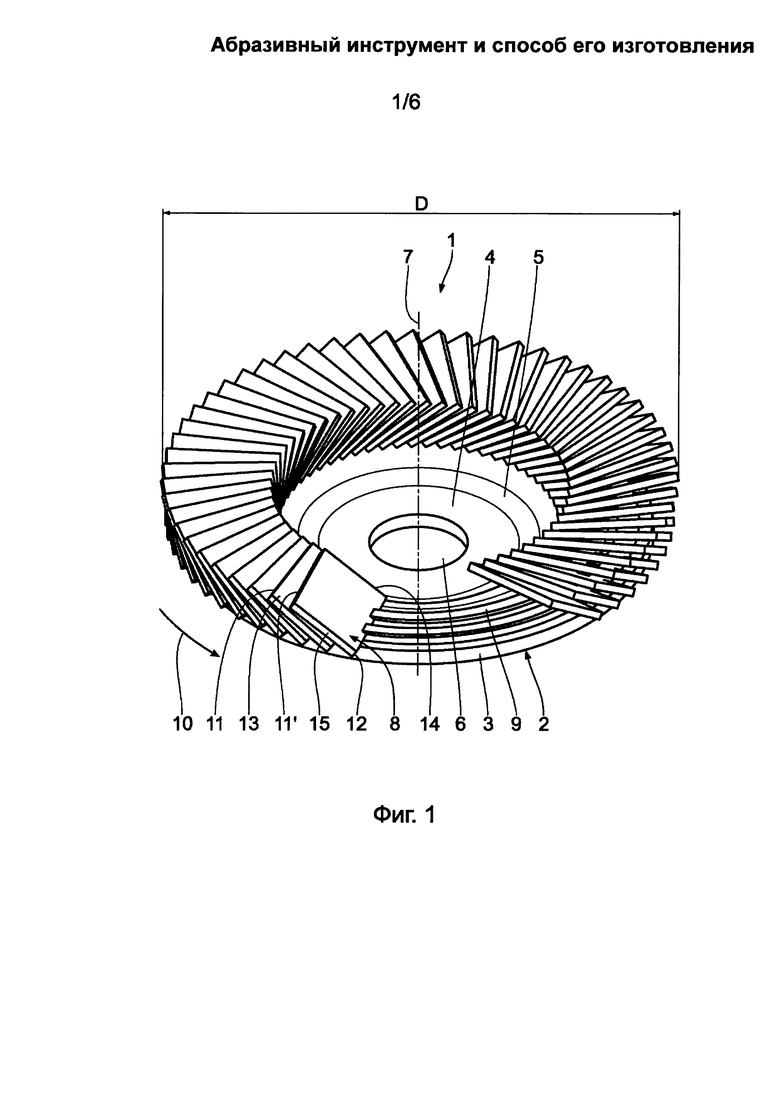
На фиг. 1 в аксонометрии изображен абразивный инструмент, выполненный в виде лепесткового абразивного диска, имеющего опорную структуру и абразивные лепестки, расположенные на ней, при этом некоторое количество абразивных лепестков изъято с целью показать конструкцию лепесткового абразивного диска.
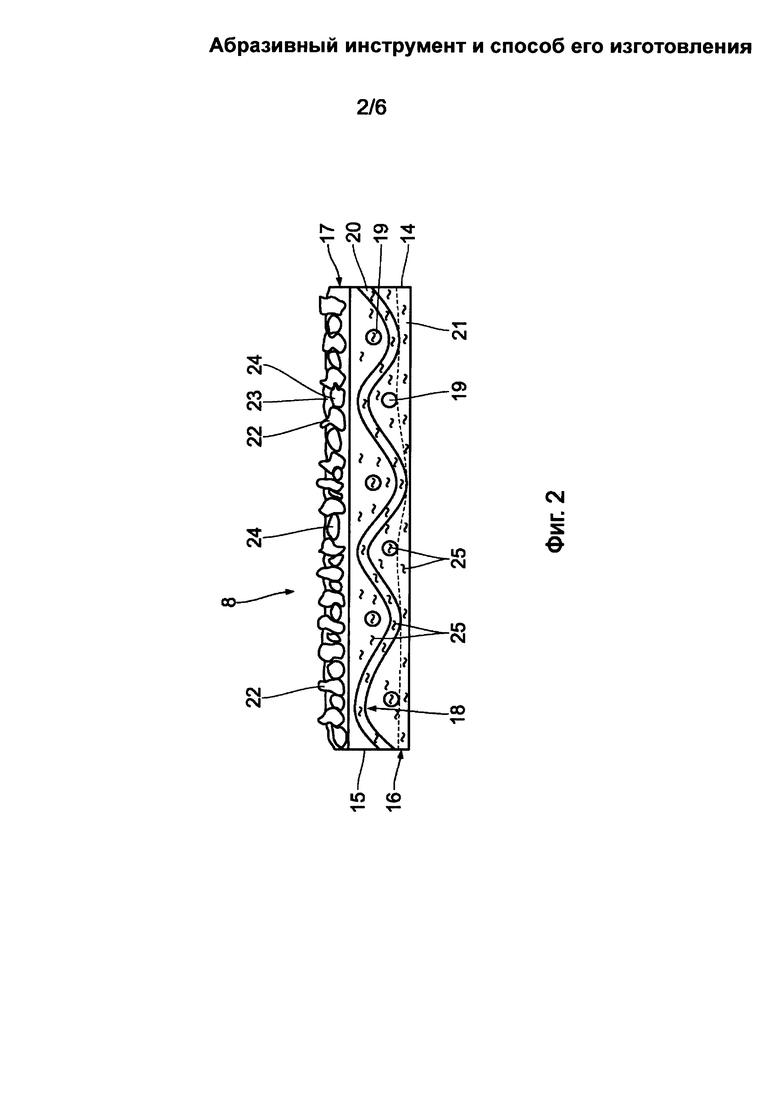
На фиг. 2 абразивный лепесток лепесткового абразивного диска, изображенного на фиг. 1 (согласно первому иллюстративному варианту осуществления предлагаемого изобретения), изображен в разрезе.
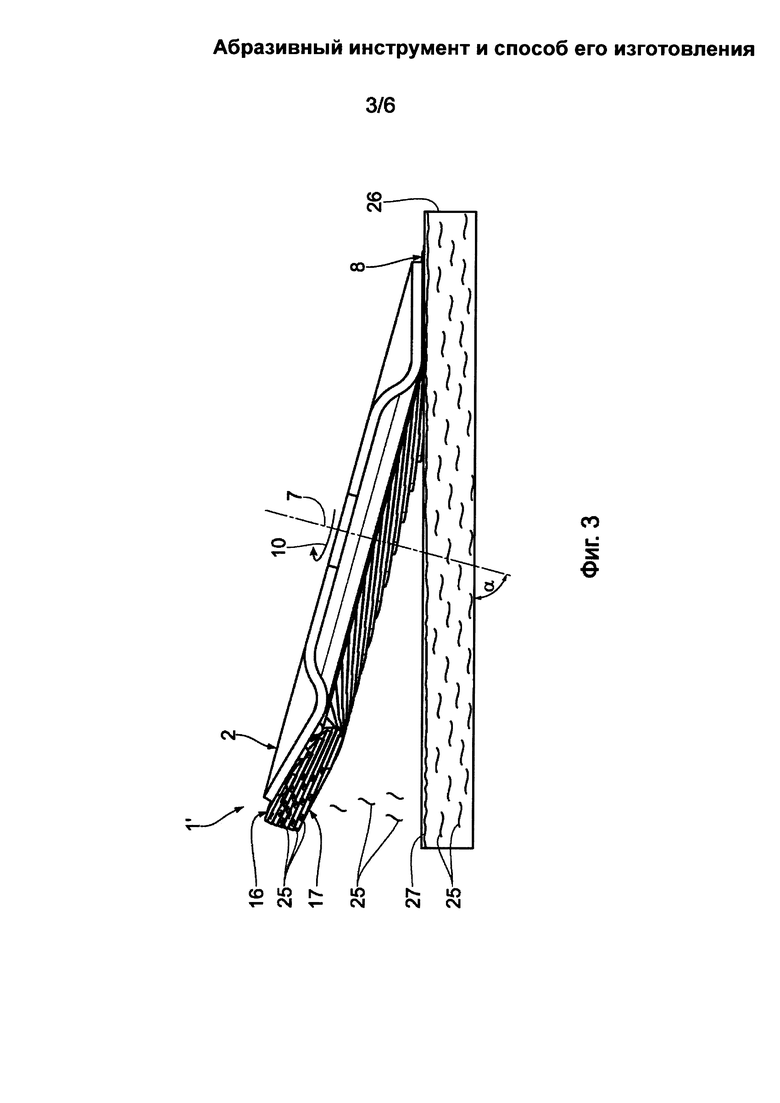
На фиг. 3 схематично изображен процесс погружения абразивных лепестков в среду смолы-наполнителя с целью пропитывания абразивных лепестков смолой-наполнителем.
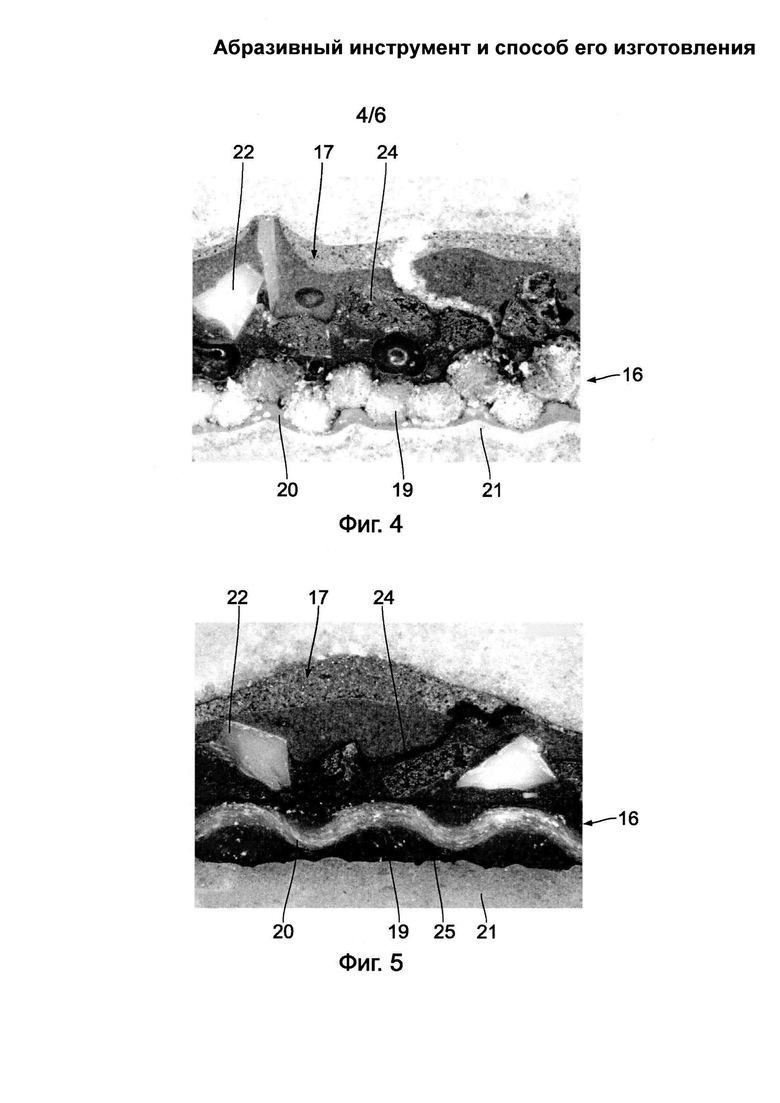
На фиг. 4 изображено сечение абразивного лепестка в 50-кратном увеличении перед импрегнированием его смолой-наполнителем, сфотографированное под микроскопом.
На фиг. 5 изображено сечение абразивного лепестка в 50-кратном увеличении после импрегнирования его смолой-наполнителем, сфотографированное под микроскопом.
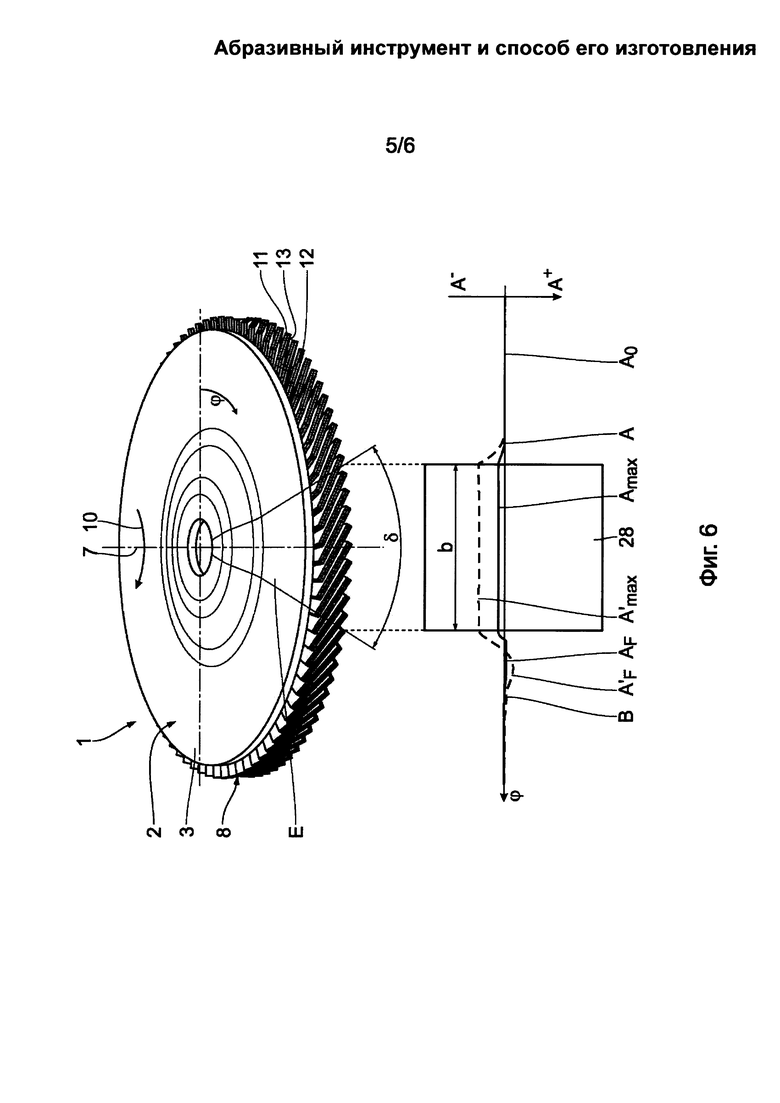
На фиг. 6 схематично изображен лепестковый абразивный диск в процессе обработки детали и показано отклонение абразивных дисков в соответствии с углом поворота лепесткового абразивного диска.
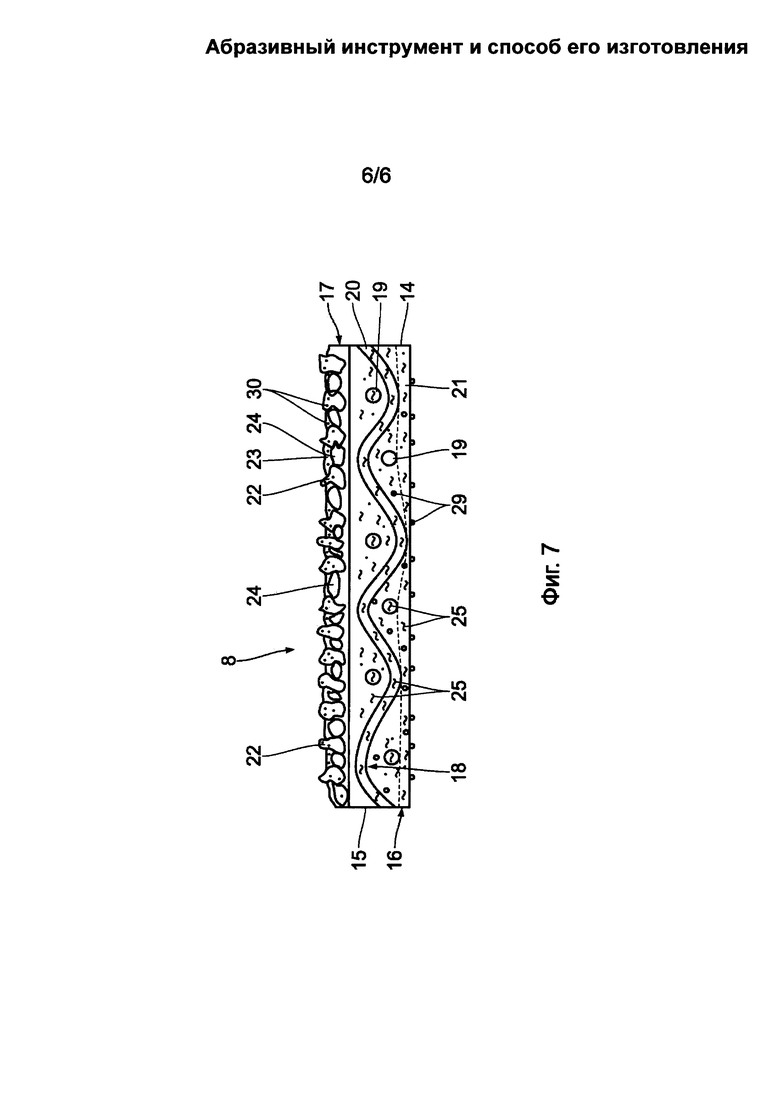
На фиг. 7 изображен в разрезе абразивный лепесток в соответствии со вторым иллюстративным вариантом осуществления предлагаемого изобретения.
Первый иллюстративный вариант осуществления предлагаемого изобретения будет описан ниже со ссылками на прилагаемые чертежи с фиг. 1 по фиг. 6. Абразивный инструмент 1, выполненный в виде лепесткового абразивного диска, имеет опорную структуру 2 тарелкообразной формы. Упомянутая опорная структура 2 имеет наружную кольцеобразную периферийную область 3 и ступицу 4, которые соединены между собой стенкой 5. Ступица 4 имеет центральное круглое отверстие 6, которое служит для захвата опорной структуры 2 с целью приведения ее во вращение вокруг центральной оси 7 с помощью приводного средства (не показано).
Упомянутая периферийная область 3 служит для размещения на ней абразивных лепестков 8. Эти абразивные лепестки 8 закреплены на периферийной области 3 в боковом направлении относительно опорной структуры 2 с помощью адгезивного слоя 9 таким образом, что они перекрывают друг друга. Абразивные лепестки 8 расположены на опорной структуре 2 с равными угловыми интервалами. Каждый из абразивных лепестков 8 имеет сбегающий край 11 и набегающий край 12, если смотреть по направлению вращения 10 вокруг центральной оси 7. Каждый из абразивных лепестков 8 образует оказывающую абразивное действие рабочую область 13, которая простирается от его сбегающего края 11 до сбегающего края 11' абразивного лепестка 8, расположенного впереди по направлению вращения 10. Соответствующий набегающий край 12 закрыт абразивным лепестком 8, расположенным впереди по направлению вращения 10. Абразивные лепестки 8 имеют прямоугольную форму, при этом каждый из них имеет внутренний край 14, обращенный к центральной оси 7, и наружный край 15, обращенный в противоположную от центральной оси 7 сторону. Наружными краями 15 абразивных лепестков 8 задается наружный диаметр D абразивного инструмента 1.
Каждый абразивный лепесток 8 имеет основу 16, на которую нанесен слой 17 абразивного материала. Основа 16 содержит текстильную подкладку 18, выполненную в виде тканого текстильного полотна, выполненного из основных линий 19 и уточных линий 20. На стороне, обращенной в противоположном от слоя 17 абразивного материала направлении, основа 16 снабжена покровным слоем 21. Текстильная подкладка 18 соединена с этим покровным слоем 21, который состоит, например, из полимерной дисперсионной среды и отвержден путем вытяжки. Текстильная подкладка 18 состоит, например, из синтетического сложного полиэфира или из хлопка, в то время как полимерная дисперсионная среда в целом представляет собой суспензию смолы и (или) пластика.
Слой 17 абразивного материала содержит абразивный материал 22, который закреплен на основе 16 с помощью связующего вещества 23. Абразивный материал 22 присутствует в виде абразивных частиц или абразивных зерен, которые внедрены в среду связующего вещества 23 вместе с опорными зернами 24. Связующее вещество 23 может быть, например, связующей смолой. Связующая смола 23 и смола-наполнитель 25 могут быть как идентичными, так и разными веществами.
Для придания им жесткости абразивные лепестки 8 импрегнированы отвержденной смолой-наполнителем 25. Смола-наполнитель 25 находится внутри основы 16 соответствующего абразивного лепестка 8 и (или) на ней. Представляется предпочтительным такое решение, при котором пропитаны смолой-наполнителем 25 и при отверждении этой смолы-наполнителя приобретают жесткость упомянутые  нити 19 и уточные нити 20 текстильной подкладки 18. Основа 16 может быть, например, подвергнута полному пропитыванию, вплоть до 100%-ного проникновения пропитывающего агента, что достигается сжатием, осуществляемым с помощью пары валков прежде, чем завершится отверждение смолы-наполнителя.
нити 19 и уточные нити 20 текстильной подкладки 18. Основа 16 может быть, например, подвергнута полному пропитыванию, вплоть до 100%-ного проникновения пропитывающего агента, что достигается сжатием, осуществляемым с помощью пары валков прежде, чем завершится отверждение смолы-наполнителя.
Масса отвержденной смолы-наполнителя 25 составляет от 1 масс. % до 30 масс. %, предпочтительно - от 5 масс. % до 25 масс. %, более предпочтительно - от 8 масс. % до 20 масс. % по отношению к общей массе абразивного лепестка 8.
Способ изготовления абразивного инструмента 1 согласно предлагаемому изобретению состоит в следующем.
До отверждения смолы-наполнителя 25 незавершенный изготовлением абразивный инструмент будет ниже обозначаться позицией 1'. Ванна, содержащая смолу-наполнитель 25, приготовлена в емкости 26. Абразивный инструмент 1' для погружения абразивных лепестков 8 наклонен таким образом, что центральная ось 7 образует с поверхностью 27 смолы-наполнителя 25 угол α. Представляется предпочтительным такое решение, при котором упомянутый угол α меньше 90°, более предпочтительно- не больше 85°, еще более предпочтительно - не больше 80°. Относительно ванны, содержащей смолу-наполнитель 25, абразивный инструмент 1' расположен таким образом, что обеспечено погружение в смолу-наполнитель абразивных лепестков 8, ближайших к смоле-наполнителю 25, но при этом опорная структура 2 в смолу не погружена. Абразивный инструмент 1' вращается вокруг центральной оси 7 предпочтительно в направлении 10, в результате чего абразивные лепестки 8 многократно раз за разом погружаются в ванну и снова выходят из нее. Этот процесс проиллюстрирован на фиг. 3.
В результате многократного погружения абразивных лепестков 8 в смолу-наполнитель 25 происходит импрегнирование этих лепестков смолой-наполнителем 25. Смола-наполнитель 25 эффективно проникает в основу 16 каждого абразивного лепестка 8. Что касается слоя 17 абразивного материала на каждом абразивном лепестке 8, то с него смола-наполнитель 25, напротив, эффективно стекает, благодаря чему, опять же, абразивные зерна 22 не покрываются смолой-наполнителем 25.
После того как абразивные лепестки 8 пропитаны смолой-наполнителем 25, последняя подвергается отверждению. Представляется предпочтительным такое решение, при котором отверждение смолы-наполнителя 25 осуществляют путем нагрева, например, с использованием печи. Изготовление абразивного инструмента 1 согласно предлагаемому изобретению завершается процессом отверждения. За счет отвержденной смолы-наполнителя 25 абразивные лепестки 8 приобретают дополнительную жесткость.
На фиг. 4 изображено сечение абразивного лепестка 8 незаконченного изготовлением абразивного инструмента 1' в 50-кратном увеличении, полученном с помощью микроскопа, а на фиг. 5 изображено сечение приобретшего жесткость абразивного лепестка 8 абразивного инструмента 1 согласно предлагаемому изобретению тоже в 50-кратном увеличении, полученном с помощью микроскопа. Как показывает сравнение фиг. 4 и фиг. 5, основа 16 импрегнирована смолой-наполнителем 25, в частности, в области покровного слоя 21 и прилегающей к нему текстильной подкладки 18.
Смола-наполнитель 25 может быть выбрана, например, из следующей группы: термореактивные смолы, эластомеры, синтетические смолы и (или) термопластические смолы и комбинации этих веществ. Например, в качестве смолы-наполнителя 25 может быть использована синтетическая смола, предпочтительно - фенольная смола. Будучи отвержденной, смола-наполнитель 25 не должна проявлять размягчения ниже некоторой граничной температуры, например, 70°С. Ниже этой граничной температуры прочность смолы-наполнителя 25 не должна уменьшаться более чем на 10% по сравнению с ее прочностью при комнатной температуре (например, при 20°С). Свойства пластика, например, поведение модуля упругости в зависимости от температуры, по существу известны (см. Peter Eyerer, Thomas Hirth, Peter Eisner: Polymer Engineering, Springer-Verlag, 2008, страницы 4 и 5).
Работа абразивного инструмента 1 согласно предлагаемому изобретению показана на фиг. 6. Деталь 28, имеющая ширину b, подлежит обработке с помощью абразивного инструмента 1. В процессе обработки детали 28 абразивные лепестки 8, которые находятся в рабочей области Е, находятся в абразивном взаимодействии с обрабатываемой деталью 28. Рабочая область Е ограничена углом взаимодействия δ. Этот угол взаимодействия δ зависит от ширины b обрабатываемой детали 28. Начиная с нулевого положения А0, сбегающие края 11 абразивных лепестков 8 по причине абразивного взаимодействия периодически отклоняются в отрицательном и положительном направлениях. Упомянутое нулевое положение А0 указывает на положение абразивных лепестков 8, когда они не контактируют с обрабатываемой деталью 28 при вращении абразивного инструмента 1. Таким образом, нулевое положение А0 зависит от скорости вращения абразивного инструмента 1 вокруг его центральной оси 7 и от его наружного диаметра D.
Показанное на фиг. 6 отклонение А, зависящее от угла поворота ϕ, описывает отклонение сбегающего края 11 соответствующего абразивного лепестка 8 перпендикулярно обрабатываемой поверхности детали 28. Абразивные лепестки 8 изгибаются в отрицательном направлении, то есть, в направлении опорной структуры 2 в соответствии с их угловым положением по мере их прохождения по поверхности обрабатываемой детали 28. Отклонение начинается даже до края обрабатываемой детали 28, в угловом положении А, так как отклонение находящихся впереди абразивных лепестков 8 передается благодаря физическому контакту на абразивные лепестки 8, следующие за ними. В рабочей области Е отклонение в отрицательном направлении является максимальным. Оно обозначено как Аmах. После того как соответствующий абразивный лепесток 8 выходит из контакта с обрабатываемой деталью 28, он совершает обратный ход и, прежде чем снова принять нулевое положение А0, поначалу совершает выброс, отклоняясь в положительном направлении. Максимальное отклонение в положительном направлении по причине выброса обозначено как АF. Угловое положение, в котором абразивный лепесток 8 после выброса достигает нулевого положения А0, обозначено как В.
Величины максимального отклонения Аmах и максимального отклонения AF при выбросе зависят от жесткости абразивных лепестков 8 и от нагрузки на них при обработке детали 28. Нагрузка на абразивные лепестки 8 зависит от угла, под которым установлен абразивный инструмент 1 относительно поверхности обрабатываемой детали 28, от ширины b последней, от количества абразивных лепестков 8, одновременно находящихся в абразивном взаимодействии, от оказываемого абразивным инструментом 1 контактного усилия, то есть, от силы, с которой абразивные лепестки 8 прижимаются перпендикулярно к обрабатываемой поверхности детали 28 в процессе абразивной обработки, от скорости вращения и от величины наружного диаметра D абразивного инструмента 1. Нагрузка тем больше, чем больше наклон абразивного инструмента 1, контактное усилие, скорость вращения и наружный диаметр D абразивного инструмента 1 и чем меньше ширина b обрабатываемой детали 28.
На фиг. 6 для сравнения пунктиром показано отклонение абразивного лепестка в случае известного абразивного инструмента в условиях идентичной нагрузки. Максимальное отрицательное отклонение обозначено как А'mах, а максимальное отклонение при выбросе обозначено как A'F. Как можно видеть, эти максимальные отклонения А'mах и A'F в случае абразивного диска 1 согласно предлагаемому изобретению значительно меньше, и поэтому абразивный диск 1 согласно предлагаемому изобретению имеет более долгий полезный срок службы и обеспечивает больший общий съем материала до полного износа, в частности, более длительный полезный срок службы и больший общий съем материала не за счет увеличения износа основы 16 и (или) текстильной подкладки 18. Таким образом, удается избежать увеличения количества витающих в атмосфере пылевых частиц.
Далее со ссылками на фиг. 7 будет описан еще один иллюстративный вариант осуществления предлагаемого изобретения. В этом варианте, в отличие от иллюстративного варианта осуществления предлагаемого изобретения, описанного выше, смола-наполнитель 25 содержит упрочняющий наполнительный компонент 29 и (или) наполнительный компонент 30, обладающий абразивным действием. Упомянутый упрочняющий наполнительный компонент 29 подмешивают в ванну, содержащую смолу-наполнитель 25, в результате чего основа 16 импрегнируется смолой-наполнителем 25 и, дополнительно, упрочняющим наполнительным компонентом 29 так же, как в первом иллюстративном варианте осуществления предлагаемого изобретения, рассмотренном выше со ссылками на фиг. 3. В качестве альтернативы или в дополнение в смолу-наполнитель 25 может быть подмешан наполнительный компонент 30, обладающий абразивным действием. В качестве этого наполнительного компонента 30, обладающего абразивным действием, могут быть использованы, например, криолит и тетрафторборат калия. Представляется предпочтительным такое решение, при котором смола-наполнитель 25 содержит упрочняющий наполнительный компонент 29 и наполнительный компонент 30, обладающий абразивным действием. Что касается конструкции и изготовления абразивного инструмента 1, то эти аспекты освещены при рассмотрении первого иллюстративного варианта осуществления предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2003 |
|
RU2245240C1 |
| ЛЕПЕСТОК ЗАСТЕЖКИ | 1995 |
|
RU2155569C2 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2002 |
|
RU2240224C2 |
| Шлифовальный круг | 1990 |
|
SU1756132A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного инструмента. Последний содержит опорную структуру, на которой размещена совокупность абразивных лепестков. Каждый из абразивных лепестков имеет основу и абразивный материал, который закреплен на основе с помощью связующего вещества. Абразивным лепесткам придана жесткость отвержденной смолой-наполнителем, а их основа содержит по меньшей мере одну нить, пропитанную упомянутой смолой-наполнителем. В результате уменьшается периодическое отклонение лепестков от нулевого положения при обработке детали и, следовательно, износ абразивных лепестков, а также увеличиваются съем материала и срок службы инструмента. 2 н. и 7 з.п. ф-лы, 7 ил.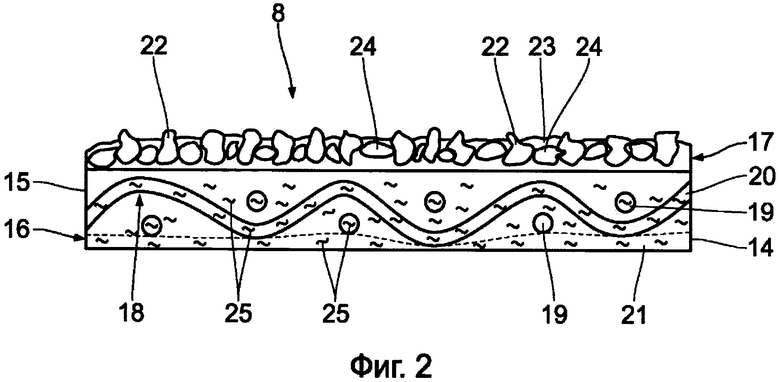
1. Абразивный инструмент, включающий
опорную структуру (2),
совокупность абразивных лепестков (8), расположенных на упомянутой опорной структуре (2),
каждый из которых содержит основу (16) и абразивный материал (22), закрепленный на упомянутой основе (16) с помощью связующего вещества (23),
характеризующийся тем, что по меньшей мере один абразивный лепесток (8) содержит для жесткости отвержденную смолу-наполнитель (25), и соответствующая основа (16) этого по меньшей мере одного лепестка (8) содержит по меньшей мере одну нить (19, 20), пропитанную отвержденной смолой-наполнителем (25).
2. Абразивный инструмент по п. 1, характеризующийся тем, что масса отвержденной смолы-наполнителя (25) составляет от 1 мас. % до 30 мас. %, предпочтительно - от 5 мас. % до 25 мас. %, более предпочтительно - от 8 мас. % до 20 мас. % по отношению к общей массе абразивного лепестка (8).
3. Абразивный инструмент по п. 1 или 2, характеризующийся тем, что отвержденная смола-наполнитель (25) содержит по меньшей мере один упрочняющий наполнительный компонент (29).
4. Абразивный инструмент по любому из пп. 1-3, характеризующийся тем, что отвержденная смола-наполнитель (25) содержит по меньшей мере один наполнительный компонент (30), обладающий абразивным действием.
5. Абразивный инструмент по любому из пп. 1-4, характеризующийся тем, что упомянутая опорная структура (2) имеет тарелкообразную форму, при этом абразивные лепестки (8) закреплены в боковом направлении на опорной структуре (2) таким образом, что они перекрывают друг друга.
6. Способ изготовления абразивного инструмента, при котором выполняют следующие стадии:
- обеспечивают наличие совокупности абразивных лепестков (8), каждый из которых содержит основу (16) и абразивный материал (22), закрепленный на упомянутой основе (16) с помощью связующего вещества (23),
- размещают и прикрепляют упомянутые абразивные лепестки (8) на опорной структуре (2),
- пропитывают абразивные лепестки (8), в частности соответствующие им основы (8), смолой-наполнителем (25), причем абразивные лепестки (8) пропитывают смолой-наполнителем после того, как они размещены на опорной структуре (2),
- отверждают упомянутую смолу-наполнитель (25) с целью придания жесткости упомянутым абразивным лепесткам (8).
7. Способ по п. 6, характеризующийся тем, что абразивные лепестки (8) погружают в ванну, содержащую смолу-наполнитель (25).
8. Способ по п. 7, характеризующийся тем, что при погружении абразивных лепестков в ванну, содержащую смолу-наполнитель, опорную структуру (2) вращают таким образом, что соответствующий абразивный лепесток (8) погружается в смолу-наполнитель только временно.
9. Способ по любому из пп. 6-8, характеризующийся тем, что в смолу-наполнитель подмешивают по меньшей мере один упрочняющий наполнительный компонент (29) и/или наполнительный компонент (30), обладающий абразивным действием.
| DE 9002385 U1, 13.06.1990 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Штамм О N2344/Монголия/2017 вируса ящура Aphtae epizooticae типа О для изготовления биопрепаратов для диагностики и специфической профилактики ящура типа О | 2019 |
|
RU2708326C1 |
| ВЕЕРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2205102C2 |

