Изобретение относится к машиностроению и может быть использовано при одновременной обработке дна и стенок пазов.
Изобретение направлено на решение задачи, заключающейся в обеспечении повышения производительности одновременной обработки сопряженных поверхностей паза лепестковым кругом.
Известен способ обработки пазов лепестковым кругом, в соответствии с которым круг вводят в паз с натягом и сообщают ему вращательное движение [1].
Недостатком описанного аналога является низкая эффективность одновременной обработки дна и стенок пазов. Указанный недостаток обусловлен тем, что при одновременной обработке дна и стенки каждый лепесток подвергается деформации в двух плоскостях, каждая из которых перпендикулярна соответствующей обрабатываемой поверхности (дну или стенке паза), причем одна плоскость параллельна, а другая перпендикулярна оси инструмента. В сечениях, расположенных на значительном удалении от линии пересечения дна и стенки паза, деформация лепестков происходит без значительных затруднений и лишь в одной плоскости. В то же время в сечениях, расположенных вблизи от линии пересечения дна и стенки паза, лепестки подвергаются сложному пространственному изгибу в двух плоскостях. В результате этого участки лепестков, расположенные вблизи линии пересечения его рабочих поверхностей, подвергаются сложному излому и быстро изнашиваются, что в свою очередь приводит к снижению производительности обработки поверхностей деталей, прилегающих к линии пересечения стенок и дна паза.
Наиболее близким по технической сущности к изобретению является выбранный в качестве прототипа способ обработки пазов лепестковым кругом, в соответствии с которым круг вводят в паз с натягом и сообщают инструменту вращательное движение [2]. Круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенной со стороны паза к его центру, где угол определяют из соотношения: ,
,
где Δ1 и Δ2 - скорость износа лепестков инструмента в радиальном и осевом направлении, соответственно.
У прототипа и изобретения имеются следующие сходные существенные признаки. Лепестковый круг вводят в паз с натягом и сообщают инструменту вращательное движение.
Недостатком прототипа является низкая производительность при обработке сопряженных поверхностей паза.
Указанный недостаток обусловлен тем, что выполнение разрезов на лепестках приводит к снижению жесткости круга как в радиальном, так и в торцевом направлении. Высокая эластичность рабочих участков инструмента при контакте с обрабатываемой поверхностью приводит к уменьшению интенсивности съема материала и эффективности обработки.
Технический результат изобретения - повышение производительности обработки за счет увеличения жесткости круга посредством фиксации его лепестков относительно друг друга путем приклеивания к торцам лепестков дисков из шлифовальной шкурки.
Техническим решением является то, что лепестковый круг вводят в паз с натягом и сообщают инструменту вращательное движение. При этом лепестки круга фиксируют относительно друг друга посредством приклеивания к их торцам дисков из шлифовальной шкурки, которые устанавливают из условия расположения абразива со стороны обрабатываемой поверхности паза.
По отношению к прототипу у изобретения имеются следующие отличительные признаки: лепестки круга фиксируют относительно друг друга путем приклеивания к их торцам дисков из шлифовальной шкурки, которые устанавливают из условия расположения абразива со стороны обрабатываемой поверхности паза. В результате фиксации лепестков абразивными дисками круг приобретает каркасную структуру, характеризующуюся высокой жесткостью и повышенным содержанием абразивных элементов.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь: фиксация лепестков круга относительно друг друга приводит к повышению жесткости круга, что обеспечивает интенсификацию съема материала при обработке. Диски несут на рабочей поверхности абразивные зерна, участвующие в процессе резания, в количестве, превышающем в силу конструктивных особенностей лепестковых кругов их число на торцевой поверхности круга, используемого в способе - прототипе. При одновременной обработке дна и стенки паза лепестковым кругом поверхность дна контактирует с периферийной поверхностью лепестков, а поверхность стенки - с рабочей поверхностью диска из шлифовальной шкурки. В зоне сопряжения обрабатываемых поверхностей закрепляющий лепестки диск контактирует с материалом детали кромкой, изнашивающейся значительно быстрее, чем рабочая поверхность лепестков, насыщенная абразивными зернами. В результате обеспечивается относительно независимая обработка сопряженных поверхностей паза лепестковым кругом с высокой производительностью.
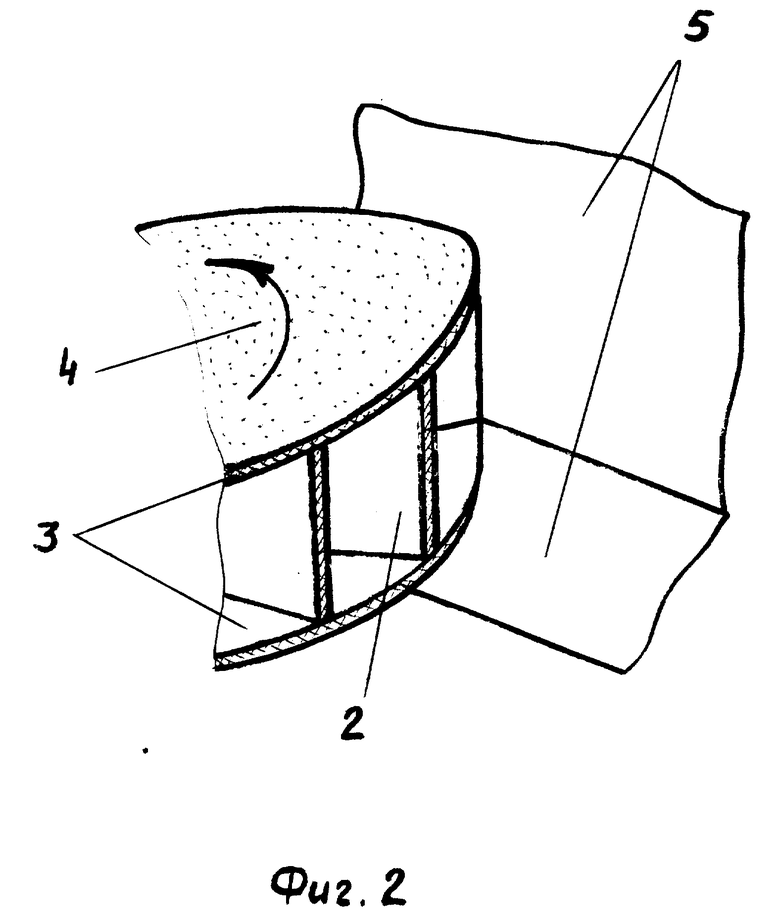
На фиг. 1 показан лепестковый круг для обработки пазов, на фиг. 2 - обработка кругом сопряженных поверхностей паза.
В ступице 1 лепесткового круга закрепляют лепестки 2 шлифовальной шкурки. Лепестки фиксируют относительно друг друга, приклеивая к их торцам диски из шлифовальной шкурки 3, причем абразивные зерна 4 располагают со стороны обрабатываемой поверхности паза 5.
Лепестковый круг вводят в паз с натягом и сообщают инструменту вращательное движение. Круг с жесткими конструкционными элементами и повышенным содержанием абразивных зерен на торцевой поверхности позволяет осуществлять обработку поверхностей паза с высокой производительностью.
Заявляемый способ обработки пазов лепестковым кругом может быть реализован с помощью следующих материальных объектов. Так, например, у лепесткового круга КЛ 200 х 32 х 32 14А 16П СФЖА ГОСТ 22775-77 лепестки фиксируют относительно друг друга, приклеивая к их торцам диски диаметром 200 мм из шлифовальной шкурки с характеристикой, как у лепестков круга. Круг, установленный на плоскошлифовальном станке 3Д710В-1, приводили во вращение с окружной скоростью Vк = 30 м•с-1 и обрабатывали дно и стенки паза заготовки из титанового сплава ОТЧ-1 при скорости подачи V3 = 5 м•мин-1 и радиальной деформации δ = 1 мм.
Как показали результаты проверки эффективности заявляемого способа, достижение требуемой величины параметра шероховатости Ra = 0,63 мкм у исследуемых образцов обеспечено за 37 с. Реализация таких же требований способом - прототипом осуществлена в сходных условиях за 59 с.
Согласно данным проведенных экспериментов изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом обеспечивает повышение производительности обработки в 1,6 раза.
Заявляемый способ обработки пазов лепестковым кругом представляет значительный интерес для народного хозяйства, так как позволяет обеспечить внедрение новой технологии, позволяющей обрабатывать сопряженные поверхности деталей с высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2111111C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА | 1996 |
|
RU2111110C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2103152C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104144C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104854C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
Использование: машиностроение, в частности при одновременной обработке дна и стенок паза. Сущность: способ обработки пазов лепестковым кругом, при котором лепестки круга предварительно фиксируют относительно друг друга, приклеивая к их торцам диски из шлифовальной шкурки. При этом абразивные зерна шкурки располагают со стороны обрабатываемой поверхности паза. Круг вводят с натягом в паз и сообщают вращательное движение. 2 ил.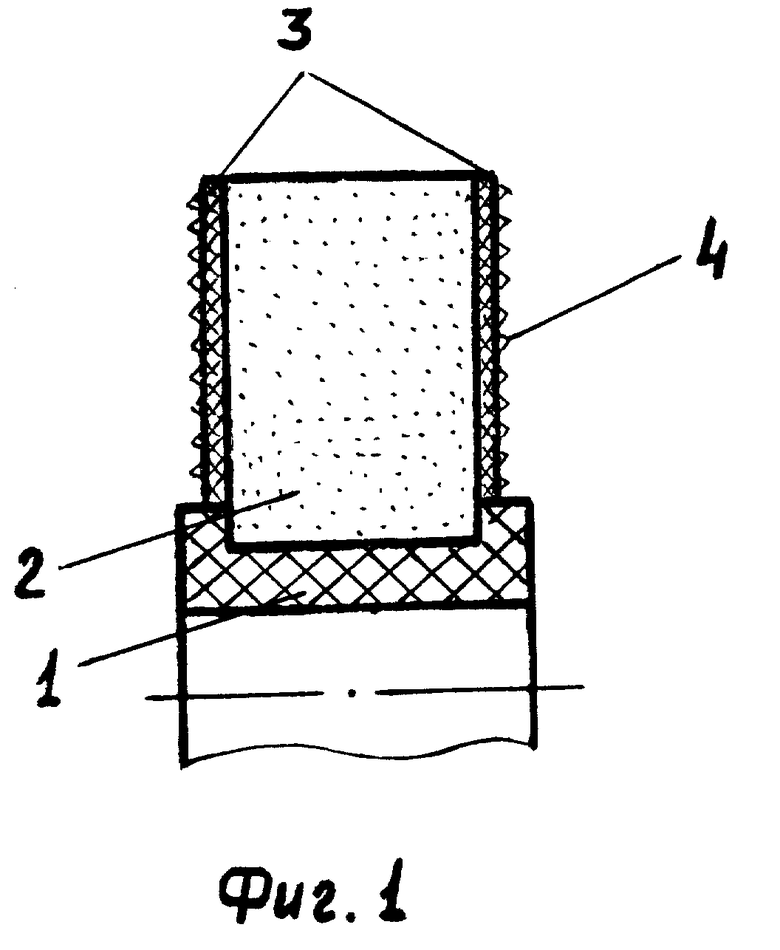
Способ обработки пазов лепестковым кругом, при котором круг вводят с натягом в паз и сообщают вращательное движение, отличающийся тем, что лепестки круга фиксируют относительно друг друга путем приклеивания к их торцам дисков из шлифовальной шкурки, которые устанавливают из условия расположения абразивного зерна со стороны обрабатываемой поверхности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 965951, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1805019, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
