Настоящее изобретение относится к устройству для ламинирования и способу ламинирования.
Известны ламинаты картонных упаковок для жидкостей, содержащие, к примеру, при движении вовнутрь, т. е. по направлению к контактирующей с жидкостью поверхностью картона, наиболее отдаленный от центра влагобарьерный слой, например, из полиэтилена низкой плотности (LDPE), внутренний слой, например, из картона, наружный связующий слой, кислородобарьерный слой, например, из алюминиевой фольги или этиленвинилового спирта (EVOH), внутренний связующий слой и наиболее приближенный к центру влагобарьерный слой, например, из LDPE.
В одном общем способе изготовления таких ламинатов для применения в производстве картонных упаковок, имеющих укупорочные средства выливных отверстий, нанесенные на их наружную сторону после того, как картонные упаковки сформованы, заполнены и укупорены, на картонном внутреннем слое, который продвигают в устройстве для ламинирования, выполняют по меньшей мере один ряд сквозных отверстий, и на первой станции ламинирования устройства внутренний слой покрывают методом экструзии наиболее отдаленным от центра слоем из LDPE и подают в зазор между двумя валками, по меньшей мере один из которых смещается к другому, и по меньшей мере один из которых является охлаждающим валком. Ламинат, образованный таким образом, переворачивают на 180 градусов и подают на вторую станцию ламинирования, на которой на внутреннюю поверхность внутреннего слоя наносят кислородобарьерный слой с помещением между ними наружного связующего слоя, и пропускают через зазор между прижимным валком и охлаждающим валком. Прижимной валок имеет стальную сердцевину с эластомерным бандажом поверх ее, так что эластомерный бандаж заставляет части барьерного слоя и связующего слоя, покрывающие сквозные отверстия во внутреннем слое, проходить в эти отверстия и заставляет связующий слой приставать к частям наиболее отдаленного от центра слоя из LDPE под отверстиями. На следующей станции ламинирования устройства на образованный таким образом ламинат методом совместной экструзии наносят внутренний связующий слой и наиболее приближенный к центру слой из LDPE. Пример такого прижимного валка раскрыт в документе EP1345756B1, в котором бандаж состоит из эластичного внутреннего слоя и эластичного наружного слоя, причем внутренний слой толще и тверже наружного слоя.
В соответствии с одним аспектом настоящего изобретения предусмотрена станция ламинирования, содержащая первый валок, второй валок, параллельный указанному первому валку, смещающее устройство, предназначенное для относительного смещения первого и второго валков вместе, наносящее устройство, которое служит для нанесения слоя на одной стороне подложки перед тем, как указанная подложка и указанный слой входят в зазор между указанными первым и вторым валками, устройство для направления ремней, проходящее параллельно указанному первому валку, левый и правый бесконечные ремни, проходящие поверх указанного первого валка и указанного устройства для направления ремней и через указанный зазор, и между указанными левым и правым бесконечными ремнями по меньшей мере один промежуточный бесконечный ремень, проходящий поверх указанного первого валка и указанного устройства для направления ремней и через указанный зазор.
Станция ламинирования может представлять собой одну станцию ламинирования или каждую из нескольких станций ламинирования, на которой расплавленная завеса конкретного термопластика наносится на одну сторону одиночного полотна материала или между двумя полотнами материала.
На любой станции ламинирования, на которой не используются один или более промежуточных ремней, может использоваться прижимной валок подходящего характера, такой как имеющий упругое покрытие с особым наиболее отдаленным от центра слоем.
Естественно, число станций ламинирования будет обычно зависеть от числа стадий ламинирования методом экструзии, необходимых для производства требуемого конечного продукта из ламината.
Промежуточный(ые) ремень(ремни) может(могут) использоваться на одной или каждой станции для оттягивания подложки в виде внутреннего полотна или ламината от первого валка для предотвращения сцепления материала нанесенного методом экструзии покрытия с первым валком и/или для вдавливания частей слоя в отверстия в подложке.
В соответствии со вторым аспектом настоящего изобретения предусмотрена станция ламинирования, содержащая прижимной валок, второй валок, параллельный указанному прижимному валку, смещающее устройство, предназначенное для относительного смещения указанного прижимного валка и указанного второго валка вместе, наносящее устройство, которое служит для нанесения слоя на подложку перед тем, как указанная подложка и указанный слой входят в зазор между указанным прижимным валком и указанным вторым валком, причем подложка выполнена по меньшей мере с одним рядом отверстий, распределенных по ней, и причем указанные отверстия покрыты указанным слоем, устройство для направления ремней, проходящее параллельно указанному прижимному валку, и для одного или каждого ряда отверстий бесконечный ремень, проходящий поверх указанного прижимного валка и указанного устройства для направления ремней.
В соответствии с третьим аспектом настоящего изобретения предусмотрен способ ламинирования, включающий нанесение слоя на одной стороне подложки перед тем, как указанную подложку и указанный слой вводят в зазор между первым валком и вторым валком, и оттягивание указанной подложки и указанного слоя от указанного первого валка посредством левого, правого и по меньшей мере одного промежуточного бесконечного ремня, причем один или каждый ремень проходит поверх указанного первого валка и устройства для направления ремней и через указанный зазор.
В соответствии с четвертым аспектом настоящего изобретения предусмотрен способ ламинирования, включающий получение подложки, выполненной по меньшей мере с одним рядом отверстий, распределенных по ней, нанесение слоя на указанную подложку перед тем, как указанную подложку и указанный слой вводят в зазор между прижимным валком и вторым валком, и сдавливание указанной подложки и указанного слоя вместе в зонах указанных отверстий посредством – для одного или каждого ряда отверстий – бесконечного ремня, проходящего поверх указанного прижимного валка и через указанный зазор.
Благодаря изобретению, можно уменьшить тенденцию материала покрытия из термопластика к приставанию к валку, по которому проходят подложка и покрытие, и/или способствовать выступлению частей слоя в отверстиях в подложке. Преимущество использования ремней заключается в том, что их можно легко заменять ремнями с разными свойствами, например, с разной толщиной, шириной и твердостью, подходящими для разной глубины и ширины отверстий и разных свойств материалов различных слоев ламината.
Преимущественно, прижимной валок содержит жесткую сердцевину с соосным трубчатым упругим покрытием.
В соответствии с пятым аспектом настоящего изобретения предусмотрен прижимной валок, содержащий жесткую сердцевину и упругое покрытие на указанной сердцевине и соосное с ней, причем указанное упругое покрытие имеет нелипкую наружную поверхность.
Для ясного и полного раскрытия изобретения далее в иллюстративных целях будет выполнена ссылка на графические материалы, на которых:
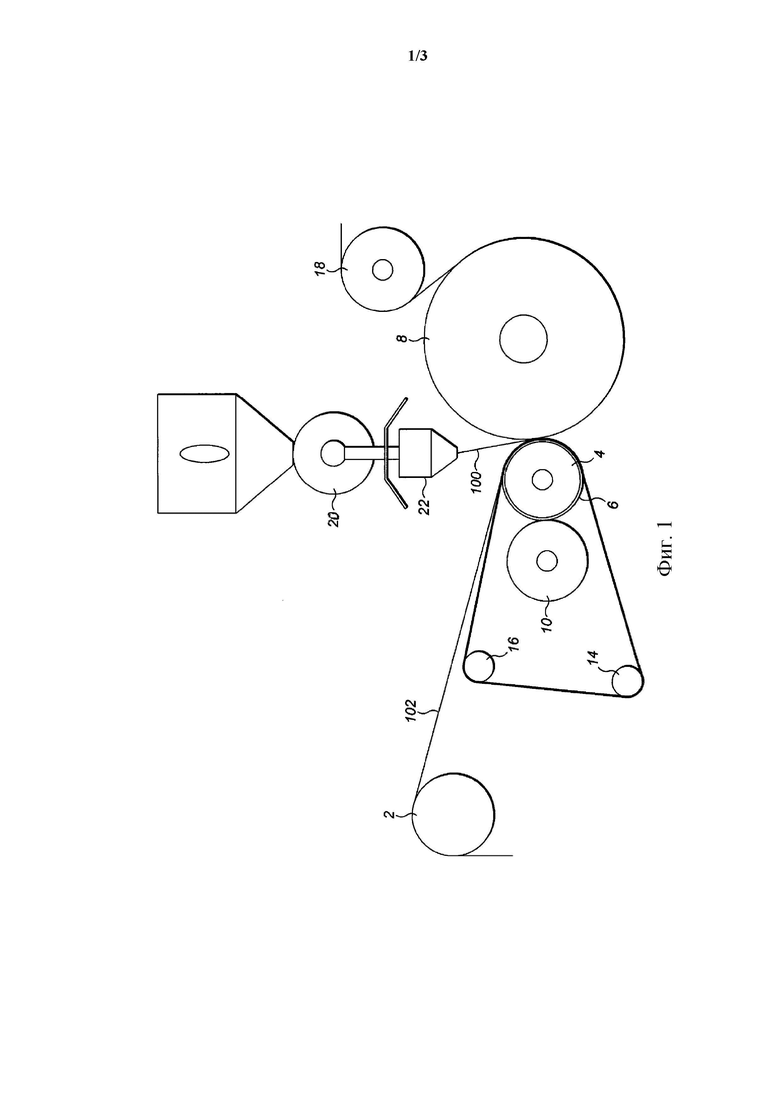
фиг. 1 представляет собой неполный вид сбоку per se известного устройства для ламинирования;
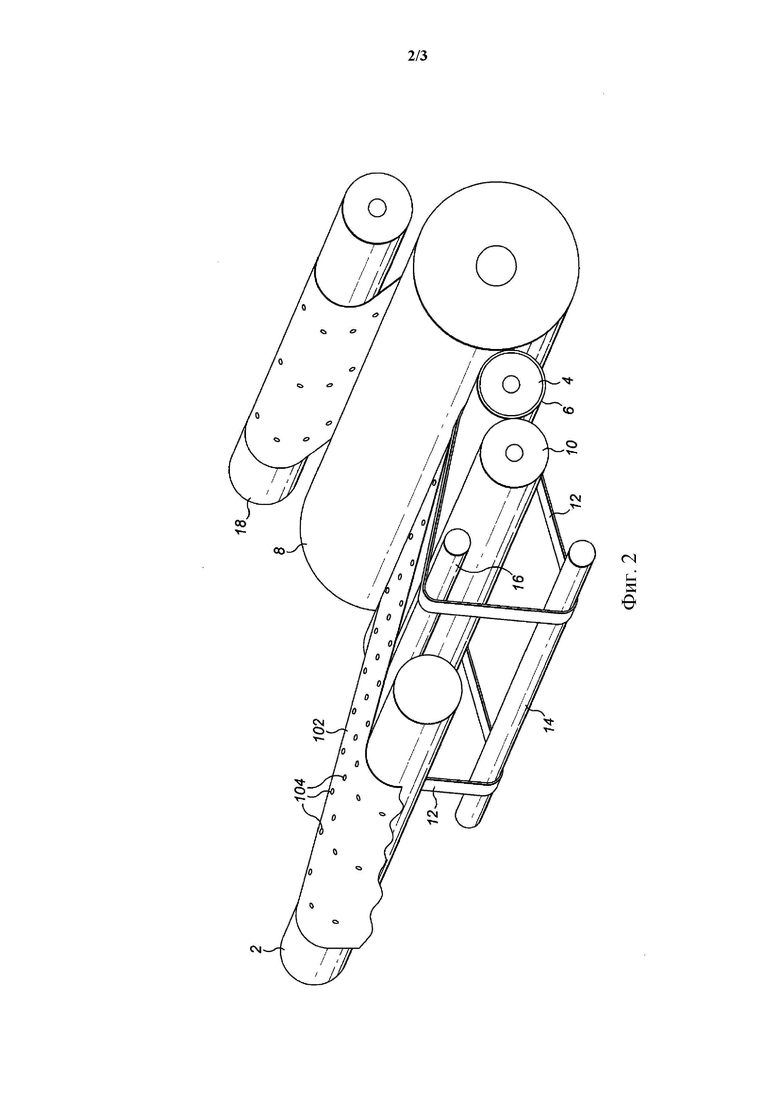
фиг. 2 представляет собой неполный схематический вид в перспективе сверху per se известного устройства для ламинирования; и
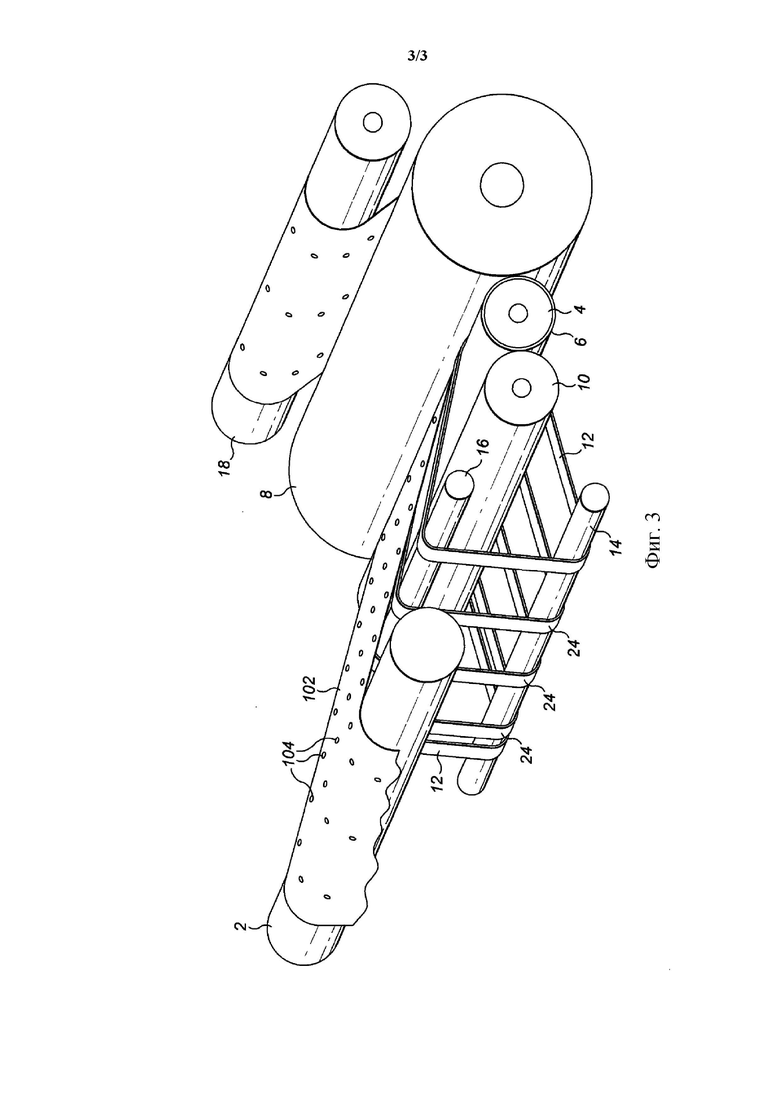
фиг. 3 представляет собой вид, подобный виду на фиг. 2, любого из двух вариантов осуществления изобретения.
Как показано на фиг. 1 и 2, устройство содержит направляющий валок 2 и прижимной валок 4 с эластомерным покрывающим бандажом 6, охлаждающий валок 8 и опорный валок 10, регулирующий ширину валков 4 и 8 и давление в зазоре между ними. Правый и левый ремни 12 проходят поверх натяжного и холостого роликов 14 и 16, соответственно, и через этот зазор. За валком 8 находится валок 18. Показан на фиг. 1, но упущен на фиг. 2 для наглядности, экструдер 20, питающий головку 22, из которой течет завеса 100 термопластика, например, LDPE, для покрытия продвигающейся подложки 102. Показанная стадия может представлять собой предшествующую по технологическому маршруту стадию, на которой наиболее отдаленный от центра слой (100) из LDPE наносят путем покрытия методом экструзии на подложку 102 в виде картонного внутреннего слоя, или следующую по технологическому маршруту стадию, на которой подложка ламината, образованную таким образом, перевернута на 180 градусов, и она несет на своей верхней поверхности слой алюминиевой фольги, прикрепленный связующим слоем к картону. Левый и правый ремни 12 выполняют функцию удерживания краев слоя 100, выдавливаемого в зазоре между валками 4 и 8, от контакта с эластомерным бандажом 6 и приставания к нему. В per se известной системе подложка 102 выполнена с рядами сквозных отверстий 104, распределенных по ней, для получения отверстий, которые могут открываться путем манипуляции укупорочными средствами выливных отверстий после per se известного формования картонных упаковок (из плоских рукавов для картонных упаковок, или рулонного полотна, подаваемых в машину для формирования, наполнения и укупорки упаковки для жидкости).
Как показано на фиг. 3, на которой опять-таки для наглядности упущены экструдер 20, головка 22 и завеса 100, между ремнями 12 и параллельно им расположены по меньшей мере один, в данном случае три, промежуточных ремня 24. Ремни 24 находятся в плоскостях соответствующих рядов отверстий 104 и удерживают термопластик слоя (100) от прохождения через отверстия 104 и, таким образом, от контакта с эластомерными материалами бандажа 6 и приставания к ним. Если данная станция является не предшествующей по технологическому маршруту станцией, а следующей по технологическому маршруту станцией, на которой на наружную сторону продвигающегося полотна, состоящего из наиболее отдаленного от центра слоя термопластика/картонного слоя/связующего слоя/алюминиевой фольги, методом экструзии наносят наиболее приближенное к центру покрытие, промежуточные ремни (24) снова проходят в тех же плоскостях соответствующих рядов отверстий 104, но выполняют функцию прижатия наиболее отдаленного от центра слоя из LDPE к связующему слою, поддерживаемому алюминиевой фольгой и наиболее приближенным к центру слоем из LDPE, и, таким образом, способствуя сцеплению между связующим слоем и наиболее отдаленным от центра слоем из LDPE.
В одном конкретном примере производства конечного продукта упаковки из ламината, в котором при движении вовнутрь представлены наиболее отдаленный от центра влагобарьерный слой из LDPE, картон; наружный связующий слой; кислородобарьерный слой из алюминиевой фольги, внутренний связующий слой и наиболее приближенный к центру влагобарьерный слой из LDPE, представлены три станции ламинирования. На первой станции на картон методом экструзии наносят наиболее отдаленный от центра слой из LDPE. На второй станции это полотно, перевернутое на 180 градусов, объединяют с полотном, состоящим из наружного связующего слоя и алюминиевой фольги. На третьей станции совместной экструзией наносят покрытие, состоящее из внутреннего связующего слоя и наиболее отдаленного от центра слоя из LDPE, на алюминиевую фольгу, расположенную на самом верху последнего полотна.
Первая станция соответствует станции, показанной на фиг. 1 и 2, т. е. промежуточные ремни не используются, а вместо них используется прижимной валок 4, имеющий покрывающий бандаж 6, состоящий из резины и наиболее отдаленного от центра слоя 6. Слой 6 является нелипким, например, из TEFLON®, а именно политетрафторэтилена (PTFE). Вторая станция также соответствует станции, показанной на фиг. 1 и 2, с прижимным валком 4, имеющим покрывающий бандаж 6, состоящий из резины и наиболее отдаленного от центра слоя из TEFLON®. Третья станция соответствует станции, показанной на фиг. 3. Таким образом, обеспечивается способствование сцеплению между наружным связующим слоем и наиболее отдаленным от центра слоем.
Группа изобретений относится к станции ламинирования для формования ламинатов картонных упаковок для жидкостей и способу, осуществляемому этой станцией. Станция содержит охлаждающий валок (8), прижимной валок (4), параллельный охлаждающему валку (8), опорный валок (10), предназначенный для смещения прижимного валка (4) по направлению к охлаждающему валку (8), экструзионное устройство, которое служит для нанесения слоя, входящего в зазор между валками (4) и (8). Также станция содержит устройство (14, 16) для направления ремней, проходящее параллельно валку (4), левый и правый бесконечные ремни (12), проходящие поверх валка (4) и устройства (14, 16) для направления ремней и через зазор, между левым и правым бесконечными ремнями (12). Также имеются промежуточные бесконечные ремни (24), проходящие поверх валка (4) и устройства (14, 16) для направления ремней и через зазор. Ремни (12) служат для предотвращения контакта нанесенного слоя с прижимным валком (4). Ремни (14) и (16) выполняют эту функцию и/или функцию вдавливания наружного связующего слоя изготавливаемого ламината в отверстия через внутренний слой ламината и, таким образом, в контакт с наиболее отдаленным от центра слоем ламината. Способ содержит операции нанесения слоя на одной стороне подложки, введения подложки в зазор между первым и вторым валками, оттягивание подложки и слоя от первого валка. Технический результат, достигаемый группой изобретений, заключается в предотвращении сцепления материала нанесенного методом экструзии покрытия с первым валком. 2 н. и 6 з.п. ф-лы, 3 ил.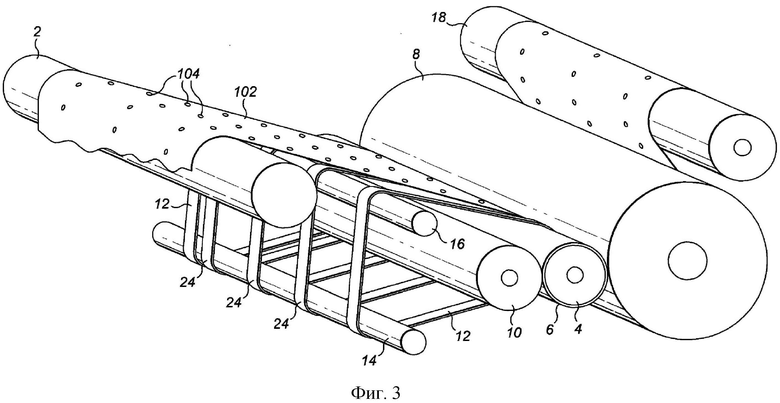
1. Станция ламинирования для формования ламинатов картонных упаковок для жидкостей, содержащая первый валок, второй валок, параллельный указанному первому валку, смещающее устройство, предназначенное для относительного смещения первого и второго валков вместе, наносящее устройство, которое служит для нанесения слоя на одной стороне подложки перед тем, как указанная подложка и указанный слой входят в зазор между указанными первым и вторым валками, устройство для направления ремней, проходящее параллельно указанному первому валку, левый и правый бесконечные ремни, проходящие поверх указанного первого валка и указанного устройства для направления ремней и через указанный зазор, и между указанными левым и правым бесконечными ремнями по меньшей мере один промежуточный бесконечный ремень, проходящий поверх указанного первого валка и указанного устройства для направления ремней и через указанный зазор.
2. Станция по п. 1, отличающаяся тем, что указанная подложка выполнена по меньшей мере с одним рядом отверстий, распределенных по ней, и для покрытия указанным слоем на одной стороне указанной подложки и газобарьерным слоем на противоположной стороне подложки, причем указанному по меньшей мере одному ряду отверстий отведен указанный по меньшей мере один промежуточный бесконечный ремень.
3. Станция по любому из пп. 1-2, отличающаяся тем, что указанный первый валок содержит жесткую сердцевину и эластомерный покрывающий бандаж на указанной сердцевине и соосный с ней.
4. Станция по любому из пп. 1-2, отличающаяся тем, что указанная подложка содержит слой картона.
5. Станция по любому из пп. 1-2, отличающаяся тем, что указанная подложка содержит при движении вовнутрь через нее влагобарьерный слой, внутренний слой, связующий слой и кислородобарьерный слой.
6. Способ ламинирования для формования ламинатов картонных упаковок для жидкостей, включающий нанесение слоя на одной стороне подложки перед тем, как указанную подложку и указанный слой вводят в зазор между первым валком и вторым валком, и оттягивание указанной подложки и указанного слоя от указанного первого валка посредством левого, правого и по меньшей мере одного промежуточного бесконечного ремня, причем один или каждый ремень проходит поверх указанного первого валка и устройства для направления ремней и через указанный зазор.
7. Способ по п. 6, отличающийся тем, что указанная подложка содержит слой картона.
8. Способ по п. 6, отличающийся тем, что указанная подложка содержит при движении вовнутрь через нее влагобарьерный слой, внутренний слой, связующий слой и кислородобарьерный слой.
| WO 2008077026 A2, 26 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для подвода воды кдВигАТЕлю | 1978 |
|
SU819606A1 |
| JPH 08118458 A, 14.05.1996 | |||
| RU 2009127704 A1, 27.01.2011 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВОЛОКНИСТОГО ПОЛОТНА С ПОКРЫТИЕМ ИЛИ БЕЗ ПОКРЫТИЯ И СПОСОБ РАБОТЫ ЭТОГО УСТРОЙСТВА | 2003 |
|
RU2335588C2 |

