ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу нанесения клеящего вещества на листы древесного шпона. В частности, изобретение относится к способу изготовления клееной фанеры. Кроме того, изобретение относится к валковому устройству для нанесения клеящего вещества на листы древесного шпона. Валковое устройство для нанесения покрытий может являться частью системы для изготовления клееной фанеры.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Клееную фанеру изготавливают путем укладывания листов древесного шпона стопой друг на друга, распределяя между ними клеящее вещество, и горячего прессования стопы указанных листов, выполняемого для отверждения клеящего вещества и формирования фанерной плиты. В дальнейшем края плиты могут быть подвергнуты финишной обработке, например, посредством распиловки, которая известна в данной области техники.
Существует два способа нанесения клеящего вещества на листы шпона. Согласно одному способу клеящее вещество распределяют только на одну сторону листа шпона. Согласно этому способу клеящее вещество наносят на все листы шпона за исключением верхнего слоя. Согласно другому способу, используют валковое устройство для нанесения покрытий для нанесения клеящего вещества на две противоположные стороны листа шпона. Согласно этому способу, клеящее вещество наносят только на каждый второй слой шпона, поскольку те листы шпона, на которые нанесено клеящее вещество, содержат клеящее вещество с двух сторон. Предложенное изобретение относится к последнему способу.
Как правило, клеящее вещество наносят с двух сторон с использованием валкового устройства для нанесения покрытий. Такое устройство содержит наносящий валец и дозирующий валец, которые расположены по обеим сторонам шпона. Наносящий валец обеспечивает наложение клеящего вещества на поверхность листа шпона. Известно, что для регулирования количества наносимого клеящего вещества изменяют ширину подающего зазора между наносящим и дозирующим вальцами. Как правило, ширину зазора можно регулировать на каждом конце пары вальцов независимо от ширины зазора на другом конце.
Такой способ регулирования количества наносимого клеящего вещества имеет несколько недостатков. Во-первых, некоторые клеящие вещества зачастую затвердевают на средствах, обеспечивающих изменение ширины подающего зазора. Следовательно, средства, обеспечивающее изменение ширины подающего зазора, не являются надежными при эксплуатации. Например, при попытке оператора уменьшить ширину зазора, к примеру, путем перемещения отклоняющего клина, задающего указанную ширину, клин может сместиться, а ось вращения дозирующего вальца не переместится, поскольку прилипла на клей. В другом варианте, некоторое количество клеящего вещества может прилипнуть к клину, при этом смещение клина приводит к чрезмерному увеличению ширины подающего зазора, либо клин невозможно переместить из-за клея.
Такое нарушение работы можно обнаружить только после использования средства, обеспечивающего изменение ширины подающего зазора. После исправления ситуации, например, путем очистки средства от клеящего вещества, регулирование ширины происходит некорректным образом, например, поскольку клин расположен в неправильном местоположении. Это будет отрицательно сказываться на некоторых экономических показателях технологического процесса. Например, клеящее вещество будет наноситься неравномерным образом. Соответственно, на одном конце подающего зазора может быть нанесено слишком много клеящего вещества, а на другом конце слишком мало. Данную ситуацию трудно обнаружить визуальным способом, особенно если клеящее вещество является бесцветным (то есть, прозрачным). Поэтому данная ситуация может продолжаться длительное время, до тех пор пока не станет явной. Оператор может заметить, что в некоторых местоположениях имеется слишком мало клея и увеличит его количество везде одинаково, что приводит к слишком большому количеству нанесенного клеящего вещества (смотри Фиг. 8а). Кроме того, в данном случае наносящий валец (вальцы) имеет неравномерный износ, что повышает необходимость проведения технического обслуживания. Такое техническое обслуживание может включать обтачивание наносящего вальца и/или нанесение нового покрытия на указанный валец. Более того, обычно на концах вальцов имеются фланцы, предотвращающие затекание клеящего вещества в какие-либо другие места кроме подающего зазора. К тому же, если ширина подающего зазора является неравномерной, указанные фланцы быстрее изнашиваются по сравнению с другими ситуациями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предложен новый способ регулирования количества наносимого клеящего вещества. По существу установлено, что количество наносимого клеящего вещества может быть отрегулировано, в определенной степени, путем регулирования окружной скорости дозирующего вальца относительно окружной скорости наносящего вальца. До некоторой степени количество наносимого вещества можно регулировать без регулирования ширины подающего зазора. Однако, для большего изменения может возникнуть необходимость регулирования ширины подающего зазора. Следует отметить, что при использовании листов шпона одного сорта, имеющих одинаковую толщину, и использовании однотипного клеящего вещества, как правило, достаточно обеспечить регулирование только скоростей без регулировки при этом ширины зазора. В результате уменьшения необходимости регулирования ширины подающего зазора проблемы известного уровня техники по меньшей мере в некоторой степени устранены.
В соответствии с одним аспектом предложен способ нанесения клеящего вещества на по меньшей мере первый лист древесного шпона с использованием валкового устройства для нанесения покрытий, содержащего первый наносящий валец, второй наносящий валец, расположенный по существу параллельно первому наносящему вальцу с образованием между ними рабочего зазора, первый дозирующий валец, расположенный по существу параллельно первому наносящему вальцу с образованием между ними первого подающего зазора g1, ширина которого составляет не более 0,2 мм, и второй дозирующий валец, расположенный по существу параллельно второму наносящему вальцу с образованием между ними второго подающего зазора g2, ширина которого составляет не более 0,2 мм. Указанный способ включает подачу клеящего вещества на первый наносящий валец через первый подающий зазор g1, подачу клеящего вещества на второй наносящий валец через второй подающий зазор g2, подачу первого листа древесного шпона через рабочий зазор при вращении первого наносящего вальца и второго наносящего вальца, причем первый наносящий валец обеспечивает нанесение клеящего вещества на первую поверхность первого листа древесного шпона, а второй наносящий валец обеспечивает нанесение клеящего вещества на вторую поверхность первого листа древесного шпона, и обеспечение вращения первого дозирующего вальца и первого наносящего вальца таким образом, что в непосредственной близости от первого подающего зазора g1 наружная поверхность первого дозирующего вальца перемещается в том же направлении, что и наружная поверхность первого наносящего вальца. При этом указанный способ включает: в первый момент t1 времени обеспечение вращения первого наносящего вальца с первой скоростью va1(t1), которая равна окружной скорости указанного вальца в первый момент t1 времени, и обеспечение вращения первого дозирующего вальца с первой скоростью vd1(t1), которая равна окружной скорости указанного вальца в первый момент t1 времени, и во второй момент t2 времени обеспечение вращения первого наносящего вальца со второй скоростью va1(t2), которая равна окружной скорости указанного вальца во второй момент t2 времени, и обеспечение вращения первого дозирующего вальца со второй скоростью vd1(t2), которая равна окружной скорости указанного вальца во второй момент t2 времени, причем отношение vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца составляет от 10% до 30%, и отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца составляет от 10% до 30% и отличается от отношения vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца.
В указанном способе отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца может иметь первое значение r1, а отношение vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца может иметь второе значение r2, причем разница между вторым значением r2 и первым значением r1 может составлять по меньшей мере 3 процентные единицы.
В указанном способе до нанесения клеящего вещества первый лист древесного шпона может иметь толщину tv, причем ширина wg рабочего зазора в направлении толщины tv в процессе нанесения клеящего вещества меньше толщины tv, при этом в указанном способе подают первый лист древесного шпона через рабочий зазор со скоростью v, равной окружной скорости va1(t1), va1(t2) первого наносящего вальца.
В указанном способе первый лист древесного шпона может содержать волокна, ориентированные в определенном направлении, при этом в способе подают первый лист древесного шпона через рабочий зазор в направлении fd подачи, которое по существу параллельно направлению древесных волокон.
В указанном способе клеящее вещество может содержать по меньшей мере одно из фенольной смолы, фенол-формальдегида, карбомид-меламина, меламин-формальдегида, резорцина и клеящего вещества на основе лигнина.
В указанном способе определяют, что качество первого листа древесного шпона не превосходит допустимую норму, определяют, что качество второго листа древесного шпона превосходит допустимую норму, и размещают первый лист древесного шпона и второй лист древесного шпона стопой друг на друга для формирования части древесной слоистой плиты, так что второй лист содержит главную поверхность древесной ламинированной плиты, причем нормаль Nsp к главной поверхности плиты параллельна толщине tp указанной плиты, и клеящее вещество не наносят на главную поверхность древесной ламинированной плиты посредством указанного валкового устройства для нанесения покрытий.
В указанном способе определяют, что качество третьего листа древесного шпона более низкое, чем качество первого листа древесного шпона, при этом в способе размещают первый лист древесного шпона, второй лист древесного шпона и третий лист шпона стопой друг на друга таким образом, что первый лист расположен между третьим листом и вторым листом, причем клеящее вещество не наносят на поверхность третьего листа шпона посредством указанного валкового устройства для нанесения покрытий.
В указанном способе регулируют ширину первого подающего зазора g1.
В указанном способе первый наносящий валец содержит сердечник и покрытие, причем предпочтительно твердость поверхности второго наносящего вальца такая же, как и твердость поверхности первого наносящего вальца.
В указанном способе первый наносящий валец имеет первое углубление и второе углубление, при этом предпочтительно второй наносящий валец также имеет первое углубление и второе углубление.
В соответствии с другим аспектом предложено валковое устройство, предназначенное для нанесения клеящего вещества на лист древесного шпона, содержащее первый наносящий валец, второй наносящий валец, расположенный по существу параллельно первому наносящему вальцу с образованием между первым наносящим вальцом и вторым наносящим вальцом рабочего зазора, первый дозирующий валец, расположенный по существу параллельно первому наносящему вальцу с образованием между первым дозирующим вальцом и первым наносящим вальцом первого подающего зазора g1, ширина которого составляет не более 0,2 мм, второй дозирующий валец, расположенный по существу параллельно второму наносящему вальцу с образованием между вторым дозирующим вальцом и вторым наносящим вальцом второго подающего зазора g2, ширина которого составляет не более 0,2 мм. Кроме того, валковое устройство содержит средство подачи клеящего вещества в первое пространство, ограниченное первым наносящим вальцом и первым дозирующим вальцом, причем клеящее вещество протекает из первого пространства через первый подающий зазор g1 на первый наносящий валец, средство подачи клеящего вещества во второе пространство, ограниченное вторым наносящим вальцом и вторым дозирующим вальцом, причем клеящее вещество протекает из второго пространства через второй подающий зазор g2 на второй наносящий валец, средство, обеспечивающее вращение первого наносящего вальца, средство, обеспечивающее вращение первого дозирующего вальца, и блок CPU1 управления, выполненный с возможностью обеспечения вращения первого дозирующего вальца и первого наносящего вальца с использованием средства, обеспечивающего вращение первого наносящего вальца, и средства, обеспечивающего вращение первого дозирующего вальца, таким образом, что в непосредственной близости от первого подающего зазора g1 наружная поверхность первого дозирующего вальца перемещается в том же направлении, что и наружная поверхность первого наносящего вальца. Блок CPU1 управления выполнен с возможностью обеспечения в первый момент t1 времени вращения первого наносящего вальца с первой скоростью va1(t1), которая равна окружной скорости указанного вальца в первый момент t1 времени, и вращения первого дозирующего вальца с первой скоростью vd1(t1), которая равна окружной скорости указанного вальца в первый момент t1 времени, и после первого момента t1 времени приема сигнала S1, указывающего на необходимость изменения количества наносимого клеящего вещества, и в ответ на сигнал S1, во второй момент t2 времени, вращения первого наносящего вальца со второй скоростью va1(t2), которая равна окружной скорости указанного вальца во второй момент t2 времени, и вращения первого дозирующего вальца со второй скоростью vd1(t2), которая равна окружной скорости указанного вальца во второй момент t2 времени, причем отношение vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца составляет от 10% до 30%, и отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца составляет от 10% до 30% и отличается от отношения vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца.
В указанном валковом устройстве блок CPU1 управления может быть выполнен с возможностью обеспечения вращения первого дозирующего вальца и первого наносящего вальца с использованием средства, обеспечивающего вращение первого наносящего вальца, и средства, обеспечивающего вращение первого дозирующего вальца, таким образом, что отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца имеет первое значение r1, и отношение vd1(t2)/va1(t2) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) имеет второе значение r2, причем разница между вторым значением r2 и первым значением r1 составляет по меньшей мере 3 процентные единицы.
Указанное валковое устройство может содержать средство регулирования ширины первого подающего зазора g1.
В указанном валковом устройстве первый наносящий валец может содержать сердечник и покрытие, причем предпочтительно твердость поверхности второго наносящего вальца может быть такой же, как и твердость поверхности первого наносящего вальца.
В указанном валковом устройстве первый наносящий валец может иметь первое углубление и второе углубление, при этом предпочтительно второй наносящий валец также может иметь первое углубление и второе углубление.
В соответствии с еще одним аспектом предложена установка для изготовления древесной слоистой плиты, содержащая вышеописанное валковое устройство для нанесения покрытий, первый проход Р1 и второй проход Р2, причем первый проход Р1 соединен с валковым устройством, а второй проход Р2 выполнен в обход указанного устройства, детектор, выполненный с возможностью регистрации информации, отображающей качество отдельных листов древесного шпона, и направляющее устройство, выполненное с возможностью обеспечения направления указанного по меньшей мере одного листа древесного шпона в первый проход Р1 и по меньшей мере одного листа древесного шпона во второй проход Р2. При этом блок CPU1 управления или другой блок CPU2 управления выполнен с возможностью определения качества отдельных листов шпона с использованием указанной информации, отражающей качество указанных листов, и блок CPU1 управления или другой блок CPU2 управления выполнен с возможностью обеспечения с помощью направляющего устройства направления листов древесного шпона, качество которых превосходит допустимую норму, во второй проход Р2, и направления других листов древесного шпона в первый проход Р1, так что указанное валковое устройство не наносит клеящее вещество на листы шпона, направляемые во второй проход Р2, и наносит клеящее вещество по меньшей мере на некоторые листы древесного шпона, направляемые в первый проход Р1.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1а изображен вид сбоку валкового устройства 500 для нанесения покрытий и листа 101 древесного шпона, покрываемого клеящим веществом 330 с использованием устройства 500,
на Фиг. 1b изображен вид сбоку валкового устройства 500 для нанесения покрытий и листа 101а древесного шпона, покрываемого клеящим веществом 330 с использованием устройства 500, в первый момент t1 времени,
на Фиг. 1 с изображен вид сбоку валкового устройства 500 для нанесения покрытий и листа 101b древесного шпона, покрываемого клеящим веществом 330 с использованием устройства 500, во второй момент t2 времени,
на Фиг. 1d изображены в общем виде древесные волокна листа шпона, их ориентация внутри листа и направление подачи листа шпона через рабочий зазор,
на Фиг. 2 изображен вид с торца валкового устройства для нанесения покрытий, представленного на Фиг. 1а,
на Фиг. 3 изображен более детальный вид сбоку части валкового устройства 500 для нанесения покрытий,
на Фиг. 4а изображен вид с торца первого наносящего вальца 210 и углубления 215, 216 на поверхности указанного вальца,
на Фиг. 4b изображает вид с торца первого дозирующего вальца 220,
на Фиг. 4с изображает вид с торца части первого наносящего вальца 210 и более детально углубления 215, 216 на поверхности указанного вальца,
на Фиг. 5а изображен вид сверху части валкового устройства для нанесения покрытий, имеющего широкий первый подающий зазор g1,
на Фиг. 5b изображен вид сверху части валкового устройства для нанесения покрытий, имеющего узкий первый подающий зазор g2,
на Фиг. 6 схематически изображена первая установка для изготовления древесной слоистой плиты 100, такой как клееная фанерная плита,
на Фиг. 7 схематически изображена вторая установка для изготовления древесной слоистой плиты 100, такой как клееная фанерная плита,
на Фиг. 8а изображено изменение количества клеящего вещества при его регулировании только посредством ширины подающего зазора, и
на Фиг. 8b изображено изменение количества клеящего вещества при его регулировании только посредством окружной скорости дозирующего вальца.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как указано в разделе, описывающем предпосылки к созданию изобретения, клееные фанерные плиты изготавливают путем нанесения клеящего вещества по меньшей мере на некоторые листы шпона. Обычное клеящее вещество содержит воду, при этом лист древесного шпона, на который наносят клеящее вещество, может намокнуть. Установлено, что если клеящее вещество нанесено неравномерно, лист шпона может намокать неравномерно. Известно, что при последующей сушке такое неравномерное нанесение клеящего вещества может привести к изгибанию или перекосу фанерной плиты. Более того, установлено, что данных проблем, связанных с изгибанием плиты, становится меньше при равномерном нанесении клеящего вещества на поверхность (поверхности) листов шпона. Авторы настоящего изобретения полагают, что к указанным проблемам приводит вздутие, вызванное намоканием. При нанесении неодинакового количества клеящего вещества некоторые части листов шпона вздуваются в большей степени по сравнению с другими частями. После формирования плиты способом горячего прессования влага, находящаяся внутри плиты, будет вымещаться, приводя в результате к сжатию в самых вздутых местах. При этом равномерное нанесение клеящего вещества будет обеспечивать создание более плоских клееных фанерных плит. Кроме того, варианты выполнения изобретения обеспечивают более равномерный слой наносимого клеящего вещества, поскольку согласно способу не нужно регулировать ширину подающего зазора (зазоров), при этом будет сохранена достаточная степень равномерности нанесения, даже при изменении количества наносимого клеящего вещества.
Более того, при равномерном нанесении клеящего вещества на поверхность (поверхности) листа шпона может быть уменьшено общее количество клеящего вещества. Это обеспечено тем, что количество клеящего вещества, как правило, должно быть отрегулировано до такой степени, чтобы клеящим веществом была покрыта вся поверхность листа (листов) шпона. Таким образом, при неравномерном слое клеящего вещества, его количество необходимо регулировать на основании местоположения, в котором толщина слоя указанного вещества является минимальной. Если слой клеящего вещества является равномерным, то уменьшается общий расход клея.
Кроме того, способ и валковое устройство 500 для нанесения покрытий, которые обсуждаются ниже, обеспечивают повышение равномерности слоя клеящего вещества, поскольку концы дозирующего вальца, как правило, не нужно регулировать по отдельности.
На Фиг. 1а изображено валковое устройство 500 для нанесения покрытий. Изображенное на чертеже устройство 500 обеспечивает покрытие клеящим веществом 330 листа 101 древесного шпона, а именно, первого листа 101 древесного шпона. Валковое устройство 500 для нанесения покрытий содержит первый наносящий валец 210 и второй наносящий валец 220. Второй наносящий валец 220 по существу расположен параллельно первому наносящему вальцу 210. Таким образом, оси вращения первого вальца 210 (на Фиг. 4а и Фиг. 4с ось вращения обозначена как АХ) и второго наносящего вальца 220 по существу являются параллельными. При этом, под параллельностью осей вращения по существу подразумевается, что указанные оси параллельны друг другу или образуют между собой угол менее 2°.
Таким образом, между первым наносящим вальцом 210 и вторым наносящим вальцом 220 образован рабочий зазор 215. На Фиг. 1а часть листа 101 древесного шпона расположена в рабочем зазоре 215. Рабочий зазор 215 также зачастую называют захватом вальцом. При вращении наносящих вальцов 210 и 220 лист 101 древесного шпона перемещается через захват 215, как правило, без скольжения относительно первого наносящего вальца 210 и второго наносящего вальца 220. Соответственно, вальцы 210 и 220 протягивают лист 101 шпона через зазор 215. Таким образом, согласно способу окружная скорость первого наносящего вальца 210 равна окружной скорости второго наносящего вальца 220. Более того, окружная скорость первого наносящего вальца 210 равна скорости v листа 101 шпона. Помимо этого, как показано на Фиг. 1а стрелками, указывающими направление вращения, направление угловой скорости вращения первого наносящего вальца 210 противоположно направлению угловой скорости вращения второго наносящего вальца 220. При этом, посредством наносящих вальцов 210, 220 клеящее вещество 330 наносится на обе поверхности 111 и 121 листа 101 древесного шпона.
Для регулирования количества клеящего вещества 330, наносимого на первую поверхность 111 (то есть, верхнюю сторону на Фиг. 1а) листа 101 древесного шпона, валковое устройство 500 для нанесения покрытий содержит первый дозирующий валец 230, по существу параллельный первому наносящему вальцу 210. Таким образом, оси вращения первого наносящего вальца 210 и первого дозирующего вальца 230 являются по существу параллельными. При этом, под параллельностью осей вращения по существу, подразумевается, что указанные оси параллельны друг другу или образуют между собой угол менее 2°. Более того, первый дозирующий валец 230 расположен в непосредственной близости к первому наносящему вальцу 210, при этом между указанными вальцами образован первый подающий зазор g1. Выражение «в непосредственной близости» относится к достаточно узкому первому подающему зазору g1. Ширина первого подающего зазора g1 может составлять, например, не более 0,2 мм, например, от 0,05 мм до 0,2 мм. Причем ширина первого подающего зазора g1 лежит в направлении, перпендикулярном оси АХ вращения (Фиг. 4А и Фиг. 4С) первого наносящего вальца 210. Соответственно, длина первого подающего зазора параллельна оси АХ вращения первого наносящего вальца 210.
Для регулирования количества клеящего вещества 330, наносимого на вторую поверхность 121 (то есть, нижнюю сторону на Фиг. 1а) листа 101 древесного шпона, валковое устройство 500 для нанесения покрытий содержит второй дозирующий валец 240, по существу параллельный второму наносящему вальцу 220. Таким образом, оси вращения второго наносящего вальца 220 и второго дозирующего вальца 240 являются по существу параллельными. При этом, под параллельностью осей вращения по существу подразумевается, что указанные оси параллельны друг другу или образуют между собой угол менее 2°. Более того, второй дозирующий валец 240 расположен в непосредственной близости ко второму наносящему вальцу 220, при этом между указанными вальцами образован второй подающий зазор g2. Выражение «в непосредственной близости» относится к достаточно узкому второму подающему зазору g2. Ширина второго подающего зазора g2 может составлять, например, не более 0,2 мм, например, от 0,05 мм до 0,2 мм. При этом ширина второго подающего зазора g2 лежит в направлении, перпендикулярном оси вращения второго наносящего вальца 220. Соответственно, длина второго подающего зазора параллельна оси вращения второго наносящего вальца 220.
Клеящее вещество 330 подают на первый наносящий валец 210 через первый подающий зазор g1. Соответственно, в валковом устройстве 500 для нанесения покрытий первый наносящий валец 210 и первый дозирующий валец 230 совместно ограничивают первое пространство 301, предназначенное для приема клеящего вещества 330. Клеящее вещество 330 подают в первое пространство 301 при помощи соответствующих средств 311, 312, предназначенных для подачи клеящего вещества; средства 311, 312 входят в состав валкового устройства 500 для нанесения покрытий. Средства 311, 312 могут содержать, например, трубопровод, по которому клеящее вещество подают в первое пространство 301. Более того, средства 311, 312 могут содержать насос, выполненный с возможностью подачи клеящего вещества в первое пространство 301.
Клеящее вещество 330 подают на второй наносящий валец 220 через второй подающий зазор g2. Соответственно, в валковом устройстве 500 для нанесения покрытий второй наносящий валец 220 и второй дозирующий валец 240 совместно ограничивают второе пространство 302, предназначенное для приема клеящего вещества 330. Клеящее вещество 330 подают во второе пространство 302 при помощи соответствующих средств 321, 322, предназначенных для указанной цели; средства 321, 322 входят в состав устройства 500 для нанесения покрытий. Средства 321, 322 могут содержать, например, трубопровод, по которому клеящее вещество 330 подают во второе пространство 302. Более того, средства 321, 322 могут содержать насос, выполненный с возможностью подачи клеящего вещества 330 во второе пространство 302.
На Фиг. 5а и Фиг. 5b показано, что на концах первого дозирующего вальца расположены фланцы 231, 232. Аналогичные фланцы расположены на концах второго дозирующего вальца 240. Назначение указанных фланцев 231, 232 заключается в том, чтобы препятствовать вытеканию клеящего вещества 330 из пространства 301 с концов вальцов 210 и 230; или 220 и 240. Указанные фланцы могут быть расположены в такой близости к концу наносящего вальца, чтобы препятствовать потоку клеящего вещества в осевом направлении. Соответственно, фланцы 231, 232 выполнены с возможностью обеспечения направления клеящего вещества только в первый подающий зазор g1; а другие фланцы (второго дозирующего вальца, не показано на чертеже) выполнены с возможностью обеспечения направления клеящего вещества 330 только во второй подающий зазор g2. Как показано на Фиг. 5а и Фиг. 5b, обычно фланцы 231, 232 расположены относительно концов наносящего вальца 210 таким образом, чтобы клеящее вещество не протекало между фланцем и ближайшим концом указанного вальца. Необходимо отметить, что на Фиг. 5а клеящее вещество не протекает между фланцем 231 и первым концом (то есть левым концом на чертеже) первого наносящего вальца 210; при этом клеящее вещество не протекает между фланцем 232 и другим концом (то есть правым концом на чертеже) первого наносящего вальца 210. Фланцы 231, 232 дозирующего вальца 230 и концы первого наносящего вальца 210 расположены в такой близости друг к другу, чтобы препятствовать потоку клеящего вещества 330 в осевом направлении АХ.
Кроме того, валковое устройство 500 для нанесения покрытий может содержать датчик 550 (Фиг. 1а), выполненный с возможностью регистрации количества клеящего вещества в первом пространстве 301. Валковое устройство 500 для нанесения покрытий может содержать датчик, выполненный с возможностью регистрации количества клеящего вещества во втором пространстве 302 (не показано на чертеже). Как показано на Фиг. 3 в качестве примера, датчик 550 может представлять собой оптический датчик, выполненный с возможностью измерения высоты поверхности клеящего вещества 330 в первом пространстве 301. Другой подобный датчик может быть предназначен для измерения высоты поверхности клеящего вещества 330 во втором пространстве 302. Блок управления (например, CPU1 или CPU2) может обеспечивать управление насосом, используя сигнал, принимаемый от указанного датчика 550, с обеспечением накачивания насосом некоторого количества клеящего вещества 330 в пространство 301, когда сигнал указывает на малое количество клеящего вещества 330 в первом пространстве 301. Насос может накачивать, например, заранее заданное количество клеящего вещества 330, либо насос может быть включен до тех пор, пока количество клеящего вещества 330 в первом пространстве 301 не достигнет предельного значения. Указанные принципы с учетом соответствующих изменений применимы ко второму пространству 302 и подаче в данное пространство клеящего вещества.
Более того, валковое устройство 500 для нанесения покрытий содержит средство 611, такое как первый первичный двигатель 611, обеспечивающий вращение первого наносящего вальца 210 (Фиг. 3). Устройство 500 для нанесения покрытий содержит средство 631, такое как второй первичный двигатель 631, обеспечивающий вращение первого дозирующего вальца 230. Валковое устройство 500 для нанесения покрытий содержит такое средство, как первый вторичный двигатель, обеспечивающий вращение второго наносящего вальца 220. Валковое устройство для нанесения покрытий содержит такое средство, как второй вторичный двигатель, обеспечивающий вращение второго дозирующего вальца 240. Двигатели предпочтительно представляют собой электродвигатели. Средства выполнены с возможностью обеспечения вращения первого дозирующего вальца 230 независимо от первого наносящего вальца 210. Средства выполнены с возможностью обеспечения вращения второго дозирующего вальца 240 независимо от второго наносящего вальца 220. Соответственно, согласно способу первый дозирующий валец 230 вращается независимо от первого наносящего вальца 210. Согласно способу, второй дозирующий валец 240 вращается независимо от второго наносящего вальца 220. Предпочтительно, и первым дозирующим вальцом 230, и первым наносящим вальцом 210 управляют при помощи электрических средств управления CPU1, 611, 631, обеспечивающих управление вращением каждого из двух вальцов 210, 230 независимо от другого вальца. Более того, каждым из второго дозирующего вальца и второго наносящего вальца, предпочтительно, управляют при помощи электрических средств управления, обеспечивающих управление вращением каждого одного из двух вальцов независимо от другого вальца. Однако, необходимо отметить, что обычно окружная скорость вращения первого наносящего вальца 210 равна окружной скорости вращения второго наносящего вальца 220.
Неожиданно было обнаружено, что скорость вращения наружной поверхности дозирующего вальца 230, 240 относительно скорости вращения наружной поверхности соответствующего наносящего вальца (210, 220, соответственно) влияет на количество клеящего вещества 330, наносимого на лист 101 древесного шпона. Кроме того, было установлено, что в результате количество клеящего вещества 330, наносимого на лист 101 древесного шпона, может быть отрегулировано путем регулирования отношения vd/va скорости vd дозирующего вальца к скорости va наносящего вальца, при этом скорости вальцов относятся к окружной скорости соответствующего вальца, единицей измерения которой является расстояние, деленное на время, например, м/с (не путать с угловой скоростью, единицей измерения которой является, например, рад/сек). Разумеется, одни и те же принципы применяют как к первым вальцам (дозирующий валец 230 и наносящий валец 210), так и вторым вальцам (дозирующий валец 240 и наносящий валец 220). Для краткости изложения изобретение объяснено на примере только первых вальцов 210, 230.
Согласно варианту выполнения способа, в результате указанного регулирования количество клеящего вещества 330, наносимого на листы шпона, изменяют путем изменения скорости vd дозирующего вальца относительно скорости va наносящего вальца. Со ссылкой на Фиг. 1b, согласно соответствующему способу, в первый момент времени t1, [a1] первый наносящий валец 210 вращается с первой скоростью va1(t1), которая равна окружной скорости указанного вальца 210 в первый момент времени t1, и [b1] первый дозирующий валец 230 вращается с первой скоростью vd1(t1), которая равна окружной скорости указанного вальца 230 в первый момент времени t1. Более того, как изображено на Фиг. 1 с, во второй момент времени t2, [а2] первый наносящий валец 210 вращается со второй скоростью va1(t2), равной окружной скорости указанного вальца 210 во второй момент времени t2, и [b2] первый дозирующий валец 230 вращается со второй скоростью vd1(t2), которая равна окружной скорости указанного вальца 230 во второй момент времени t2. Очевидно, что второй момент времени t2 отличается от первого момента времени t1. Более того, при управлении скоростью вальца (или управлении скоростями вальцов), отношение (vd1(t1)/va1(t1)) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца отличается от отношения (vd1(t2)/va1(t2)) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца. Другими словами, vd1(t1)/va1(t1) ≠ vd1(t2)/va1(t2). Понятно, что при этом процесс нанесения клеящего вещества подразумевает, что va1(t1) ≠ 0 и va1(t2) ≠ 0, причем соотношение имеет вполне определенное значение. Более того, также предпочтительно vd1(t1) ≠ 0 и vd1(t2) ≠ 0.
Как изображено на Фиг. lb и Фиг. 1 с, второй наносящий валец 220, предпочтительно, вращается с такой же окружной скоростью, что и первый наносящий валец 210, то есть, va2(t1)=va1(t1) и va2(t2)=va1(t2). Более того, применяя одинаковый процесс к обеим сторонам листа 101, 101а, 101b шпона, окружная скорость второго дозирующего вальца 240 может равняться окружной скорости первого дозирующего вальца 230. Однако, поскольку могут присутствовать некоторые отклонения по ширине подающих зазоров g1 и g2, окружная скорость второго дозирующего вальца 240 может отличаться от окружной скорости первого дозирующего вальца 230. На Фиг. 1b и Фиг. 1с соответствующие окружные скорости второго дозирующего вальца 240 обозначены как vd2(t1) и vd2(t2).
Для пояснения способа необходимо отметить, что клеящее вещество 330 наносят на первый лист 101 древесного шпона в течение первого периода Т1 времени, который не обязательно включает либо первое время t1, либо второе время t2. Первый период Т1 времени, предпочтительно, включает по меньшей мере одно из первого времени t1 и второго времени t2. Более предпочтительно, первый период Т1 времени включает только одно из первого времени t1 и второго времени t2. Более того, клеящее вещество 330 наносят на другой лист древесного шпона в течение второго периода Т2 времени, который не обязательно включает либо первое время t1, либо второе время t2. Предпочтительно, второй период Т2 времени включает только одно из первого времени t1 и второго времени t2, то есть, другое время, которое не относится к первому периоду Т1 времени.
Как указано выше, согласно способу множество листов шпона покрывают последовательно. Регулирование скорости (скоростей) вращения, предпочтительно, выполняют в промежутке между нанесением клеящего вещества на один лист древесного шпона и нанесением клеящего вещества на другой лист древесного шпона. Другими словами, скорость (скорости) вращения, предпочтительно, не изменяют при нанесении клеящего вещества на лист шпона, а изменяют в момент времени между нанесением клеящего вещества на два последовательных листа шпона. Таким образом, один лист шпона покрывают, используя первое соотношение (vd1(t1)/va1(t1)) скоростей вращения, а другой лист шпона покрывают, используя второе соотношение (vd1(t2)/va1(t2)) скоростей вращения.
Соответствующая особенность способа реализована в валковом устройстве 500 для нанесения покрытий, имеющем блок CPU1 управления. Блока CPU1 управления выполнен с возможностью обеспечения, в первый момент времени t1, [a1] вращения первого наносящего вальца 210 с первой скоростью va1(t1), которая равна окружной скорости указанного вальца 210 в первый момент времени t1, и [b1] вращения первого дозирующего вальца 230 с первой скоростью vd1(t1), равной окружной скорости указанного вальца 230 в первый момент времени t1. Понятно, что согласно вышеуказанному способу, блок CPU1 управления обеспечивает управление средствами 611, 631, соответственно, для вращения вальцов 210, 230.
Более того, блок CPU1 управления выполнен с возможностью обеспечения, после первого момента времени t1, приема сигнала S1, указывающего на необходимость изменения количества наносимого клеящего вещества (см. Фиг. 3). Например, когда оператор валкового устройства 500 для нанесения покрытий понимает, что количество клеящего вещества 330 должно быть изменено, он может подать через интерфейс UI1 пользователя сигнал S1 в блок CPU1 управления. Блок CPU1 управления выполнен с возможностью изменения, в ответ на сигнал S1, скорости вращения по меньшей мере одного из первого дозирующего вальца 230 и первого наносящего вальца 210. В ответ на сигнал S1, блок CPU1 управления, предпочтительно, обеспечивает изменение скорости вращения только одного первого дозирующего вальца 230. Таким образом, во второй момент времени t2, наступающий после первого момента времени t1, блок CPU1 управления обеспечивает [а2] вращение первого наносящего вальца 210 со второй скоростью va1(t2), которая равна окружной скорости указанного вальца 210 во второй момент времени t2, и [Ь2] вращение первого дозирующего вальца 230 со второй скоростью vd1(t2), равной окружной скорости указанного вальца 230 во второй момент времени t2. Блок CPU1 управления обеспечивает вращение вальца (вальцов) таким образом, что отношение (vd1(t1)/va1(t1)) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца отличается от отношения (vd1(t2)/va1(t2)) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца. Другими словами, vd1(t1)/va1(t1) Ф vd1(t2)/va1(t2). Таким образом, блок CPU1 управления выполнен с возможностью обеспечения управления средством 611, предназначенным для вращения первого наносящего вальца 210, и/или средством 631, предназначенным для вращения первого дозирующего вальца 230, таким образом, чтобы обеспечить вышеуказанную разницу соотношений vd1(t1)/va1(t1) и vd1(t2)/va1(t2).
Как обозначено на чертежах стрелками, указывающими направление вращения, согласно варианту выполнения, первый дозирующий валец 230 и первый наносящий валец 210 вращаются таким образом, что в непосредственной близости от первого подающего зазора g1 наружная поверхность первого дозирующего вальца 230 перемещается в том же направлении, что и наружная поверхность первого наносящего вальца 210. Таким образом, в первом подающем зазоре g1 вышеуказанные скорости vd1(t1) и va1(t1) имеют одно направление (как правило, вниз). Соответственно, согласно данному варианту выполнения, направление угловой скорости вращения (измеряемой в рад/сек) первого наносящего вальца 210 противоположно направлению угловой скорости вращения первого дозирующего вальца 230. Согласно варианту выполнения, отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца составляет от 10% до 30%. Следует отметить, что увеличивая указанное соотношение в пределах данного диапазона, достигают увеличения количества клеящего вещества 330, наносимого на первую поверхность 111 листа шпона.
Следовательно, согласно варианту выполнения валкового устройства 500 для нанесения покрытий, блок CPU1 управления выполнен с возможностью обеспечения вращения первого дозирующего вальца 230 и первого наносящего вальца 210 таким образом, что в непосредственной близости от первого подающего зазора g1 наружная поверхность первого дозирующего вальца 230 перемещается в том же направлении, что и наружная поверхность первого наносящего вальца 210, и отношение vd1(t1)/va1(t1) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца составляет от 10% до 30%. Более предпочтительно, блок управления выполнен с возможностью обеспечения вращения первого наносящего вальца 210 при скорости va, составляющей от 100 м/с до 200 м/с, и вращения первого дозирующего вальца при по меньшей мере пяти или по меньшей мере десяти разных скоростях vd из 10%) - 30% диапазона скоростей va наносящего вальца. Установлено, что в результате изменения отношения (vd/va) скорости vd дозирующего вальца к скорости va наносящего вальца, например, от 10% до 30%, при обычном процессе производства клееной фанеры количество клеящего вещества, наносимого на поверхность 111, 121 листа 101 древесного шпона, будет увеличено примерно на 20 г/м2.
Отношение скорости дозирующего вальца к скорости наносящего вальца можно регулировать на допустимую величину. Таким образом, согласно варианту выполнения, отношение (vd1(t1)/va1(t1)) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца имеет первое значение r1 = vd1(t1)/va1(t1), а отношение (vd1(t2)/va1(t2)) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца имеет второе значение r2 = vd1(t2)/va1(t2). Разница между вторым значением r2 и первым значением r1 может составлять, например, по меньшей мере 3 процентные единицы, например, от 3 до 20. Например, разница может составлять по меньшей мере 5 процентных единиц, от 5 до 15, по меньшей мере 8 процентных единиц, или от 8 до 10 процентных единиц. Как указано выше, оба значения r1 и r2 могут быть заданы в процентах, при этом единицей их разницы могут являться процентные единицы. Например, первое значение r1 = vd1(t1)/va1(t1), может составлять примерно 20%, соответствуя середине вышеуказанного диапазона от 10%) до 30%. В результате указанного регулирования второе значение r2 = vd1(t2)/va1(t2) может быть меньше по меньшей мере на 3 процентные единицы (то есть, самое большее 17%), или по меньшей мере больше на 3 процентные единицы (то есть, самое меньшее 23%). Количество клеящего вещества 330, наносимого на поверхность 111 листа 101 шпона, будет меньше для значения 17%, чем для значения 20% или 23%. Соответственно, количество клеящего вещества 330, наносимого на поверхность 111 листа шпона 101, будет больше для значения 23%, чем для значения 20% или 17%).
Таким образом, согласно варианту выполнения валкового устройства 500 для нанесения покрытий, блок CPU1 управления выполнен с возможностью обеспечения вращения первого дозирующего вальца 230 и первого наносящего вальца 210 таким образом, что отношение (vd1(t1)/va1(t1)) первой скорости vd1(t1) дозирующего вальца к первой скорости va1(t1) наносящего вальца имеет первое значение r1, а отношение (vd1(t2)/va1(t2)) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) наносящего вальца имеет второе значение r2, причем разница между вторым значением r2 и первым значением r1 составляет по меньшей мере 3 процентные единицы, предпочтительно, по меньшей мере 5 или по меньшей мере 8 процентных единиц; например, от 3 до 20, от 5 до 15, или от 8 до 10 процентных единиц, как указано выше.
Согласно варианту выполнения, вышеуказанное отношение уменьшают таким образом, чтобы второе значение r2 = vd1(t2)/va1(t2) было меньше первого значения r1 = vd1(t1)/va1(t1), и количество клеящего вещества, наносимого на лист древесного шпона, во второй момент времени t2 было меньше количества указанного вещества, наносимого на лист шпона в первый момент времени t1. Согласно варианту выполнения, вышеуказанное соотношение уменьшают таким образом, чтобы второе значение r2 = vd1(t2)/va1(t2) было больше первого значения r1 = vd1(t1)/va1(t1), и количество клеящего вещества, наносимого на лист древесного шпона, во второй момент времени t2 было больше количества указанного вещества, наносимого на лист шпона в первый момент времени t1. Согласно варианту выполнения, вышеуказанное отношение уменьшают таким образом, чтобы второе значение r2 = vd1(t2)/va1(t2) было по меньшей мере на 3 процентных единицы меньше первого значения r1 = vd1(t1)/va1(t1), и количество клеящего вещества 330, наносимого на лист шпона, во второй момент времени t2 было по меньшей мере на 2 г/м2 меньше, чем количество указанного вещества, наносимого на лист шпона в первый момент времени t1. Согласно варианту выполнения, вышеуказанное отношение увеличивают таким образом, чтобы второе значение r2 = vd1(t2)/va1(t2) было по меньшей мере 3 процентные единицы больше первого значения r1 = vd1(t1)/va1(t1), и количество клеящего вещества, наносимого на лист шпона, во второй момент времени t2 было по меньшей мере на 2 г/м2 больше, чем количество указанного вещества, наносимого на лист шпона в первый момент времени t1.
Согласно варианту выполнения, для изменения количества наносимого клеящего вещества изменяют по меньшей мере первую скорость дозирующего вальца. Таким образом, согласно варианту выполнения, vd1(t1) отличается от vd1(t2). Согласно варианту выполнения, отношение vd1(t1)/vd1(t2) может быть меньше 0,97 или больше 1,03. Согласно варианту выполнения, окружная скорость первого наносящего вальца может быть одинаковой в два указанных выше момента времени, то есть, va1(t1) = va1(t2). Согласно варианту выполнения, окружная скорость первого наносящего вальца является по существу постоянной на протяжении всего процесса. При этом выражение «по существу постоянная» подразумевает отклонение, составляющее не более 10% относительно среднего значения; причем среднее значение относится к усредненному по времени значению.
Способ и валковое устройство 500 для нанесения покрытий были рассмотрены только применительно к первому дозирующему вальцу 230 и первому наносящему вальцу 210. Как указано выше, согласно варианту выполнения, окружная скорость первого наносящего вальца 210 равна окружной скорости второго наносящего вальца 220. Более того, очевидно, что количество клеящего вещества, наносимого на поверхность 121 листа 101 древесного шпона посредством второго наносящего вальца 220, можно регулировать путем регулировки скорости (скоростей) указанного вальца, и/или второго дозирующего вальца 240 с учетом соответствующих изменений. Таким образом, во втором подающем зазоре g2 направление перемещения наружной поверхности второго дозирующего вальца 240 параллельно направлению перемещения наружной поверхности второго наносящего вальца 220. Более того, отношение окружной скорости (скоростей) по меньшей мере одного из второго дозирующего вальца и второго наносящего вальца может быть изменено, например, в диапазоне от 10% до 30%.
Способ очень хорошо подходит для работы с листами 101 древесного шпона. Скорее всего это обеспечено тем, что лист 101 древесного шпона допускает небольшое сжатие. Таким образом, ширину wg (Фиг. 2) рабочего зазора 215 можно сделать чуть меньше толщины tv (Фиг. 1a) листа 101 шпона, для улучшения нанесения клеящего вещества 330. Согласно варианту выполнения, перед нанесением клеящего вещества 330 первый лист 101 древесного шпона имеет толщину tv, а ширина wg рабочего зазора в направлении указанной толщины меньше толщины tv на величину, составляющую от 0,05 мм до 0,5 мм. Вариант выполнения включает подачу первого листа 101 шпона через рабочий зазор 215 без скольжения наносящих вальцов 210, 220 относительно данного листа. Таким образом, вариант выполнения включает подачу первого листа 101 шпона через рабочий зазор 215 со скоростью v, равной окружной скорости первого наносящего вальца 210 и второго наносящего вальца 220. Кроме того, следует отметить, что направление скорости v листа шпона параллельно направлению скорости наружной поверхности первого наносящего вальца 210 в рабочем зазоре 215. В предпочтительном варианте выполнения толщина первого листа древесного шпона составляет от 1 мм до 4 мм; более предпочтительно от 1 мм до 3 мм. Вышеуказанное значение разности между шириной wg рабочего зазора 215 и толщиной tv первого листа 101 шпона выбрано для обеспечения качественной работы по меньшей мере для указанных значений толщины. Соответственно, согласно варианту выполнения валкового устройства 500 для нанесения покрытий, ширина wg рабочего зазора 215 составляет не более 4 мм; предпочтительно не более 3 мм.
Также следует отметить, что и в других вариантах выполнения первый лист 101 древесного шпона может быть подан через рабочий зазор 215 со скоростью v, равной окружной скорости первого наносящего вальца 210 и второго наносящего вальца 220 (то есть, v = va1(t1) = va2(t1)); при этом направление скорости v листа шпона параллельно направлению скорости наружной поверхности первого наносящего вальца 210 в рабочем зазоре 215. Подразумевается, что скорость v листа шпона может являться функцией времени и может быть обозначена как v(t), поскольку скорость (скорости) наносящих вальцов 210, 220, а именно, скорости va1(t1), va1(t2), va2(t1), va2(t2), тоже могут являться функцией времени.
Способ может быть применен не только для изменения количества наносимого клеящего вещества 330, но и для поддержания постоянного количества клеящего вещества 330 в случае изменения вязкости указанного вещества в процессе его нанесения.
В частности, установлено, что способ обеспечивает равномерный слой клеящего вещества при перемещении листа шпона через зазор 215 в направлении, по существу параллельном направлению древесных волокон данного листа. Выражение «по существу параллельно» в данном случае означает параллельное направление или направление, которое образует угол αf, составляющий не более 15° относительно направления древесных волокон. При этом угол αf определен для неупорядоченных направлений, то есть, угол αf относится к меньшему из двух углов, образованных двумя разными ориентациями, как обозначено на Фиг. 1d. Как изображено на Фиг. 1d, лист 101 древесного шпона (или лист 101а или 101b) содержит волокна 130, ориентированные в направлении 132. Более того, как изображено на чертеже, направление 132 волокон древесины параллельно направлению скорости v, с которой лист 101 шпона перемещается через рабочий зазор 215 (смотри Фиг. 1а, Фиг. 1b и Фиг. 1с). Таким образом, согласно варианту исполнения способа, лист 101 древесного шпона подают через рабочий зазор 215 в направлении fd подачи (смотри Фиг. 1d). Очевидно, что направление подачи параллельно скорости v, с которой лист шпона перемещается в процессе нанесения клеящего вещества. Таким образом, понятно, что направление fd подачи параллельно скорости va1(t1) вальца в зазоре 215. Более того, направление fd подачи по существу параллельно направлению 132 древесных волокон; по существу параллельно в вышеуказанном значении.
Установлено, что способ особенно подходит для нанесения обычных фанерных клеев за один прием на отдельный лист 101 древесного шпона при изготовлении клееной фанеры. При этом, к варианту выполнения способа имеет отношение по меньшей мере один из приведенных ниже параметров А-D. Точнее, параметры можно комбинировать, и чем больше параметров в комбинации, тем лучше будет работать способ нанесения клеящего вещества.
(A) Вязкость клеящего вещества 330. Вязкость клеящего вещества 330, предпочтительно, составляет от 15 с до 45 с при измерении согласно обычному способу определения вязкости с использованием воронки Форда при температуре в диапазоне от 20°С до 25°С, например, при 23°С или 25°С. Согласно варианту выполнения, вышеуказанные значения относятся к температуре 23°С. Способ определения вязкости с использованием воронки Форда описан в стандарте ISO 2431 (1993-02-15). Вышеуказанные значения относятся к размеру отверстия воронки, составляющему 6 мм. Согласно варианту выполнения, вышеуказанные значения вязкости относятся к размеру отверстия воронки, применяемой для испытаний, который составляет 6 мм, при этом температура равна 23°С. Согласно варианту выполнения, вышеуказанные значения относятся к размеру отверстия испытательной воронки, который составляет 6 мм, а температура равна 25°С. Такие параметры обеспечивают сравнительно хорошее нанесение клеящего вещества на первый наносящий валец. Вязкость клеящего вещества, предпочтительно, составляет от 20 с до 40 с при измерении согласно упомянутому тесту при вышеуказанных условиях. Более того, способ, предпочтительно, выполняют при температуре от 10°С до 35°С, предпочтительно от 15°С до 30°С, для обеспечения соответствующей вязкости клеящего вещества в условиях работы.
(B) Скорость va, va1(t1), va1(t2) первого наносящего вальца. Окружная скорость первого наносящего вальца 210 (которая выше обозначена как va, va1(t1) и/или va1(t2)), предпочтительно, составляет от 50 м/с до 500 м/с.Окружная скорость первого наносящего вальца 210 (например, va1(t1) и/или va1(t2)), предпочтительно, составляет от 100 м/с до 250 м/с.Как указано выше, окружная скорость второго наносящего вальца 220, предпочтительно, равна окружной скорости первого наносящего вальца 210.
(C) Количество клеящего вещества, наносимого на поверхности 111, 121 листа шпона. Предпочтительно, посредством первого наносящего вальца наносят от 120 г/м2 до 200 г/м2 клеящего вещества на первую поверхность 111 листа 101 древесного шпона. Еще более подходящий диапазон количества клеящего вещества составляет от 140 г/м2 до 175 г/м2. Предпочтительно, такое же количество клеящего вещества 330 наносят посредством второго наносящего вальца 220 на вторую поверхность 121 листа 101 древесного шпона. Стандартные содержания сухой массы клеящего вещества описаны далее.
(D) Тип клеящего вещества. Клеящее вещество, предпочтительно, содержит по меньшей мере одно из фенольной смолы, фенол-формальдегида, карбомид-меламина, меламин-формальдегида, резорцина и клеящего вещества на основе лигнина. При этом выражение «клеящее вещество на основе лигнина» относится к композиции с водным связующим веществом, содержащей по меньшей мере некоторое полимеризуемое вещество и некоторый агент, образующий поперечные связи, причем по меньшей мере 20% веса полимеризуемого вещества является производной от лигнина. Агент, образующий поперечные связи, предпочтительно, выбирают из группы альдегидов. Агент, образующий поперечные связи, предпочтительно, выбирают из группы, включающей ароматический альдегид, глиоксаль, фурфуриловый спирт, капролактам и гликолевые компаунды. Агент, образующий поперечные связи, предпочтительно, представляет собой формальдегид или параформальдегид, либо их комбинацию. Более конкретные примеры клеев на основе лигнина, которые могут быть применимы в предложенном изобретении, можно найти в публикации WO 2015/114195. Указанные клеящие вещества достаточно хорошо прикрепляются к поверхности первого наносящего вальца. Более того, указанные клеящие вещества имеют соответствующие текучие свойства и плотность. На вязкость и плотность влияет такой параметр, как содержание сухой массы клеящего вещества. Данные свойства вышеуказанных клеящих веществ обеспечены по меньшей мере при содержании сухой массы клеящего вещества, составляющей от 40% до 60% веса.
Предпочтительный способ включает все параметры А, В, С и D, подробно описанные выше.
Для нанесения клеящего вещества 330 при использовании вышеописанных способа и валкового устройства 500 для нанесения покрытий, предпочтительный материал и форма наносящего вальца (вальцов) 210, 220 указанного устройства 500 имеют следующие значения приведенных ниже параметров Е-I. В частности, параметры можно комбинировать, и чем больше параметров в комбинации, тем лучше будет работать способ нанесения клеящего вещества или валковое устройство 500 для нанесения покрытий.
(E) Твердость первого наносящего вальца 210. Первый наносящий валец 210, предпочтительно, выполнен из материала или покрыт материалом, твердость которого составляет от 55 до 80 единиц по Шору А, предпочтительно 60-75 единиц по Шору А. Как правило, первый наносящий валец 210 содержит твердый сердечник и покрытие, имеющее вышеуказанное значение твердости. Твердость сердечника может составлять, например, по меньшей мере 95 единиц по Шору А, например, от 95 до 1,0×100 единиц по Шору А или от 95 единиц по Шору А до 70 единиц по Шору D. В данном случае выражение «1,0×100» относится к 100 с двумя значащими разрядами. Толщина покрытия может составлять, например, от 5 мм до 35 мм. Поверхность второго наносящего вальца 220, предпочтительно, имеет твердость в том же диапазоне значений, что и твердость поверхности первого наносящего вальца 210. Кроме того, твердость поверхности второго наносящего вальца 220 такая же, как и твердость поверхности первого наносящего вальца 210. При этом под поверхностью вальца понимают такую поверхность, нормаль к которой перпендикулярна осевому направлению (в случае первого наносящего вальца 210 это осевое направление АХ).
(F) Твердость первого дозирующего вальца 230. Предпочтительно, по меньшей мере поверхность первого дозирующего вальца 230 выполнена из материала, твердость которого составляет по меньшей мере 95 единиц по Шору А, например, от 95 до 1,0x100 единиц по Шору А или от 95 единиц по Шору А до 70 единиц по Шору D. Как правило, первый дозирующий валец содержит твердый сердечник и покрытие, имеющее вышеуказанное значение твердости. Толщина покрытия может составлять, например, от 5 мм до 25 мм. Поверхность второго дозирующего вальца 240, предпочтительно, имеет твердость в том же диапазоне значений, что и твердость поверхности первого дозирующего вальца 230. Кроме того, твердость поверхности второго дозирующего вальца 240 такая же, как и твердость поверхности первого дозирующего вальца 230. При этом под поверхностью вальца понимают такую поверхность, нормаль к которой перпендикулярна осевому направлению.
(G) Форма поверхности первого наносящего вальца 210. Обратимся к Фиг. 4а. Поверхность первого наносящего вальца 210, предпочтительно, имеет углубления или канавки. Углубления или канавки, предпочтительно, расположены по существу в направлении оси АХ вращения первого наносящего вальца. Это обеспечивает возможность протекания клеящего вещества 330 в углубления и/или канавки в процессе прижима листа 101 древесного шпона наносящим вальцом 210. В результате улучшено нанесение клеящего вещества 330 на лист 101 шпона. Согласно варианту выполнения, первый наносящий валец 210 содержит (то есть, образует или ограничивает) первое углубление 215 первого наносящего вальца и второе углубление 216 первого наносящего вальца с обеспечением между ними расстояния dr (Фиг. 4с) в по существу осевом направлении АХ указанного вальца, составляющего от 0,5 мм до 3 мм. По существу осевое направление параллельно оси АХ вращения первого наносящего вальца или образует в точке наблюдения угол, составляющий не более 5° относительно осевого направления АХ. При условии, что диаметр первого наносящего вальца 210 может составлять, например, от 200 мм до 500 мм, и при сравнительно коротком расстоянии dr, составляющем от 0,5 мм до 3 мм, отклонение указанного направления вдоль поверхности данного вальца является пренебрежимо малым. Более того, ширина wr (Фиг. 4с) первого углубления 215 первого наносящего вальца 210 составляет от 0,3 мм до 1,5 мм в осевом направлении АХ указанного вальца. Более того, ширина второго углубления 216 первого наносящего вальца 210 составляет от 0,3 мм до 1,5 мм в осевом направлении АХ указанного вальца. Указанные значения обеспечивают достаточно равномерное нанесение клеящего вещества 330. Кроме того, глубина hr первого углубления 215 первого наносящего вальца, предпочтительно, составляет от 0,3 мм до 1 мм, и глубина второго углубления 216 первого наносящего вальца, предпочтительно, составляет от 0,3 мм до 1 мм. На практике первое углубление 215 первого наносящего вальца и второе углубление 216 первого наносящего вальца, предпочтительно, выполнены в виде резьбы, то есть, единой спиральной канавки, выполненной на первом наносящем вальце. Данные значения установлены в соответствии с вышеуказанным количеством клеящего вещества.
Обратимся к Фиг. 4с. Нормаль Nr к стенке 217 первого углубления 215 первого наносящего вальца 210, предпочтительно, не параллельна тангенциальному направлению указанного вальца в данной точке. Как изображено на Фиг. 4 с, осевое направление АХ является примером тангенциального направления. Однако при условии, что углубления проходят не по всей наружной поверхности наносящего вальца, углубление может иметь также такую стенку, которая содержит осевое направление АХ. Нормаль Nr к поверхности стенки 217 первого углубления 215 первого наносящего вальца, предпочтительно, образует угол а, составляющий от 15° до 60°, предпочтительно от 20° до 30° относительно всех тангенциальных направлений первого наносящего вальца 210 в данной точке. При этом выражение «в данной точке» относится к той же точке, в которой определяют нормаль к поверхности. В результате обеспечено более свободное поступление клеящего вещества 330 в первое углубление 215 первого наносящего вальца при нанесении указанного вещества. Как правило, углубления имеют форму канавки или канавок, проходящих по существу в окружном направлении. В данном случае нормаль Nr к поверхности стенки 217 первого углубления 215 первого наносящего вальца 210, предпочтительно, не параллельна осевому направлению АХ указанного вальца. Нормаль Nr к поверхности стенки первого углубления 215 первого наносящего вальца 210, предпочтительно, образует угол а, составляющий от 15° до 60°, предпочтительно от 20° до 30° относительно осевого направления АХ указанного вальца.
Все то, что было указано относительно формы поверхности первого наносящего вальца 210, предпочтительно, применимо и к форме поверхности второго наносящего вальца 220 с учетом соответствующих поправок.
(H) Диаметр наносящего вальца 210, 220. С одной стороны, диаметр наносящего вальца 210, 220 должен быть достаточно малым, чтобы создавать соответствующее давление на поверхность листа 101 шпона. С другой стороны, диаметр наносящего вальца 210, 220 должен быть достаточно большим, чтобы центробежные силы, действующие на клеящее вещество 330, оставались достаточно малыми. Диаметр первого наносящего вальца 210 может составлять от 150 мм до 500 мм, предпочтительно от 250 мм до 350 мм. Все сказанное о размере первого наносящего вальца 210, предпочтительно, применимо и ко второму наносящему вальцу 220 с учетом соответствующих поправок.
(I) Диаметр дозирующего вальца 230, 240. Установлено, что диаметр первого дозирующего вальца 230, предпочтительно, меньше диаметра первого наносящего вальца 210. Диаметр первого дозирующего вальца 230 может составлять от 100 мм до 400 мм, предпочтительно от 200 мм до 300 мм. Все сказанное о размере первого дозирующего вальца (относительно наносящего вальца и/или в абсолютных выражениях), предпочтительно, применимо и ко второму дозирующему вальцу с учетом соответствующих поправок.
Предпочтительный способ включает использование по меньшей мере параметров Е, G и Н из вышеуказанного перечня параметров; в качестве опции в дополнение к параметрам А, В, С и D. Предпочтительное валковое устройство для нанесения покрытий работает с учетом по меньшей мере параметров Е, G и Н из вышеуказанного перечня параметров. Другой предпочтительный способ включает использование параметров Е, F, G, Н и I из вышеуказанного перечня параметров; в качестве опции в дополнение к параметрам А, В, С и D. Предпочтительное валковое устройство для нанесения покрытий работает с учетом параметров Е, F, G, Н и I из вышеуказанного перечня параметров.
Как указано выше, диапазоны регулирования количества клеящего вещества только путем регулирования соотношения скоростей вальцов имеют определенные ограничения. Соответственно, согласно варианту выполнения, валковое устройство 500 для нанесения покрытий содержит средства 234, 235 (Фиг. 5а и Фиг. 5b) для регулирования ширины первого подающего зазора g1. Согласно варианту выполнения, валковое устройство 500 для нанесения покрытий содержит средство 234 для регулирования ширины первого подающего зазора g1 на первом конце пары, состоящей из первого дозирующего вальца 230 и первого наносящего вальца 210; а также средство 235 для регулирования ширины первого подающего зазора g1 на втором конце пары указанных вальцов 230 и 210, причем второй конец расположен напротив первого конца. Согласно варианту выполнения, валковое устройство для нанесения покрытий дополнительно содержит средство для регулирования ширины второго подающего зазора g2. Согласно варианту выполнения, валковое устройство для нанесения покрытий содержит средство для регулирования ширины второго подающего зазора на первом конце пары, состоящей из второго дозирующего вальца и второго наносящего вальца; и средство для регулирования ширины второго подающего зазора g2 на втором конце пары указанных вальцов, причем второй конец расположен напротив первого конца.
На первом конце пары, состоящей из дозирующего вальца и наносящего вальца, средства для регулирования ширины первого и второго подающего зазора (g1, g2) могут содержать, например, клин, устройство из болта и гайки или гидравлическое средство. На первом конце, средство 234 для регулирования ширины первого подающего зазора g1 выполнено с возможностью обеспечения перемещения оси первого дозирующего вальца 230 относительно оси первого наносящего вальца 210 таким образом, что расстояние между осями на указанном конце изменяется. Средство 234, предпочтительно, обеспечивает перемещение только первого дозирующего вальца 230, сохраняя при этом положение наносящего вальца 210 относительно основания. Это обусловлено тем, что даже после указанного регулирования рабочий зазор 215 может, таким образом, оставаться постоянным, что целесообразно при нанесении клеящего вещества 330 на однотипные листы 101 древесного шпона. Например, если поверхность первого наносящего вальца изношена, может потребоваться перемещение первого дозирующего вальца 230 ближе к первому наносящему вальцу 210. Как правило, часть средства 234, 235 для регулирования ширины первого подающего зазора g1 также выполнена с возможностью регулирования указанного зазора на втором конце, противоположном первому концу. Все сказанное относительно регулирования расстояния на первом конце пары вальцов и средства для регулирования указанного расстояния на первом конце указанной пары также применимо ко второму концу пары вальцов. Все сказанное относительно регулирования ширины первого подающего зазора g1 путем перемещения первого вальца (вальцов) относительно другого вальца также применимо к регулированию ширины второго подающего зазора g2 с учетом соответствующих поправок.
Если средства 234, 235 содержат клин, то посредством перемещения клина расстояние между осью дозирующего вальца 230, 240 и наносящим вальцом 210, 220 может быть изменено, как известно специалистам в данной области техники. Если средство содержит гайку и болт, одно из которого расположено в соединении с осью дозирующего вальца 230, 240, а другое в соединении с осью наносящего вальца 210, 220, то путем поворота болта относительно гайки расстояние между осью дозирующего вальца 230, 240 и наносящим вальцом 210, 220 может быть изменено, как известно специалистам в данной области техники. Также может быть использовано гидравлическое средство, которое по сути известно. Кроме того, следует обратить внимание на то, что обычно при изготовлении клееной фанеры, для значимого влияния на количество наносимого клеящего вещества будет достаточно изменить расстояние на величину, составляющую примерно 0,01 мм - 0,02 мм. Таким образом, регулирование данного типа является прецизионным.
Соответственно, вариант выполнения способа включает регулирование ширины первого подающего зазора g1. Вариант выполнения способа включает регулирование ширины первого подающего зазора g1 на первом конце пары, состоящей из первого дозирующего вальца 230 и первого наносящего вальца 210. Вариант выполнения способа включает регулирование ширины первого подающего зазора g1 на втором конце пары, состоящей из первого дозирующего вальца 230 и первого наносящего вальца 210, причем второй конец пары указанных вальцов противоположен первому концу данной пары. Более того, вариант выполнения способа включает регулирование ширины второго подающего зазора g2. Вариант выполнения способа включает регулирование ширины второго подающего зазора g2 на первом конце пары, состоящей из второго дозирующего вальца 240 и второго наносящего вальца 220. Вариант выполнения способа включает регулирование ширины второго подающего зазора g2 на втором конце пары, состоящей из второго дозирующего вальца 240 и второго наносящего вальца 220, причем второй конец пары указанных вальцов противоположен первому концу данной пары.
Дозирующий валец (первый и/или второй), предпочтительно, тоже выполнен с возможностью перемещения относительно наносящего вальца (первого и/или второго, соответственно) по меньшей мере на 10 см. Возможность перемещения содействует проведению технического обслуживания дозирующего вальца, а также способствует очистке средства для регулирования ширины первого подающего зазора и средства для регулирования ширины второго подающего зазора. Дозирующий валец (первый и/или второй), предпочтительно, выполнен с возможностью свободного перемещения вышеуказанным способом. Дозирующий валец (первый и/или второй), предпочтительно, выполнен с возможностью перемещения вышеуказанным способом путем отвинчивания не более всего лишь четырех запирающих средств, таких как гайки или болты.
Установлено, что при изготовлении, в частности, клееной фанеры использование исходных материалов может быть улучшено (то есть, повышена эффективность) путем тщательного выбора, на какие листы клеящее вещество наносится согласно вышеописанным способу и устройству, а на какие листы клеящее вещество не наносится.
В частности, установлено, что высококачественные листы шпона могут быть использованы в качестве поверхностных листов, то есть, листов, образующих главную поверхность клееной фанерной плиты. Соответственно, установлено, что фанерные листы менее высокого качества могут быть использованы в качестве промежуточных листов с обеспечением нанесения клеящего вещества по меньшей мере на некоторые из указанных листов. Выражение «промежуточный лист шпона» относится к листу, который не является поверхностным. Обратимся к Фиг. 6. Лист 101 шпона является промежуточным листом клееной фанерной плиты 100, тогда как листы 102а и 102b шпона являются поверхностными. В более типичном примере, изображенном на Фиг. 7, листы 101а, 101b и 103 шпона являются промежуточными листами клееной фанерной плиты 100, тогда как листы 102а и 102b являются поверхностными.
Понятие «качество» касается нескольких характеристик листов 101, 102, 103 шпона. Качество может быть охарактеризовано, например, посредством следующих показателей качества:
- наличие сучков (да/нет)
- размер сучков (максимальный, обычный или средний)
- наличие дыр (да/нет)
- размер дыр (максимальный, обычный или средний)
- максимальная ширина трещины шпона вдоль волокон древесины
- максимальная длина трещины шпона вдоль волокон древесины
- наличие и/или количество и/или размер дефектов (да/нет).
Дефекты могут включать:
- токарные дефекты
- червоточины
- неравномерную структуру дерева (изогнутые волокна, спиральные волокна и т.д.)
- разнотонность древесины
- грибковую гниль (гнилая древесина).
При необходимости могут быть использованы и другие показатели качества. Применяемые показатели качества могут быть установлены, например, в стандартах ISO 2426-1(2000-12-01), ISO 2426-2 (2000-12-01) и ISO 2426-3 (2000-12-01). Стандарт ISO 2426-2 применяют к листам шпона из жесткой древесины, тогда как стандарт ISO 2426-3 применяют к листам шпона из мягкой древесины.
Как правило, если по меньшей мере один из указанных выше показателей качества не вполне удовлетворяет требованиям, предъявляемым к поверхностным листам шпона, лист можно классифицировать как промежуточный. И наоборот, указанный лист 102 шпона, качество которого превосходит допустимую норму, классифицируют как поверхностный лист, и на указанный лист не наносят клеящее вещество 330 посредством валкового устройства 500 для нанесения покрытий. Более того, указанный лист 101, 103, качество которого не превосходит допустимую норму, классифицируют как промежуточный лист, и на указанный лист может быть нанесено клеящее вещество посредством валкового устройства 500 для нанесения покрытий. Однако следует отметить, что клеящее вещество наносят не на все промежуточные листы, как объяснено ниже и со ссылкой на Фиг. 7.
Установлено, что нанося клеящее вещество посредством валкового устройства 500 для нанесения покрытий только на те листы шпона, качество которых является достаточно высоким, клеящее вещество будет нанесено более равномерным образом, позволяя на практике использовать меньшее количество клеящего вещества для обеспечения надлежащих прочностных характеристик древесной слоистой плиты, например, клееной фанерной плиты 101, 101а, 101b. Кроме того, можно ослабить изгибающееся поведение плиты, которое, по всей видимости, связано с неравномерным количеством клеящего вещества (смотри выше).
В качестве примера, используемые листы 102 шпона из жесткой древесины, имеющие показатель «Е» качества согласно стандарту ISO 2426-2 (от 2000-12-01), могут быть классифицированы как поверхностные листы, тогда как другие листы 101, 103 шпона могут быть отнесены к промежуточным. В качестве другого примера, используемые листы 102 шпона из мягкой древесины, имеющие показатель «Е» качества согласно стандарту ISO 2426-3 (от 2000-12-01), могут быть классифицированы как поверхностные листы, тогда как другие листы 101, 103 шпона могут быть отнесены к промежуточным. Применительно к исходному сырью границы точной классификации по уровню качества могут изменяться, обеспечивая соответствующее соотношение поверхностных и промежуточных листов шпона, по меньшей мере на крупную партию.
Обратимся к Фиг. 6. Вариант выполнения способа включает определение того факта, что качество первого листа 101 древесного шпона не превосходит предельно допустимую норму, и определение того факта, что качество второго листа 102а, 102b древесного шпона превосходит допустимый предел. Способ изготовления древесной слоистой плиты 100, такой как клееная фанерная плита 100, также включает расположение друг на друга первого листа 101 древесного шпона и второго листа 102а, 102b древесного шпона для формирования части указанной плиты 100 (такой как клееная фанерная плита 100), так что второй лист 102а, 102b представляет главную поверхность ПО данной плиты. При этом главная поверхность ПО древесной слоистой плиты 100 (такой как клееная фанерная плита 100) относится к поверхности плиты 100, нормаль к которой параллельна толщине t р плиты 100. Кроме того, на главную поверхность ПО древесной слоистой плиты не наносят клеящее вещество 330 посредством валкового устройства 500 для нанесения покрытий. Более того, второй лист 102 древесного шпона может быть соседним с первым листом 101 древесного шпона, при этом между указанными листами нет других листов шпона. Как указано выше, клеящее вещество наносят на обе поверхности первого листа 101 шпона посредством валкового устройства 500 для нанесения покрытий. Все сказанное выше применимо к одному поверхностному листу шпона и одной главной поверхности ПО клееной фанерной плиты. Однако, как изображено на Фиг. 6 и Фиг. 7, клееная фанерная плита обычно содержит две главные поверхности ПО и два поверхностных листа 102а, 102b шпона в вышеуказанном значении.
Вариант выполнения способа включает определение качества листа 101, 101а, 101b, 102а, 102b, 103 древесного шпона, используя стандарт ISO 2426-2 (2000-12-01) или ISO 2426-3 (2000-12-01). Точнее, вариант выполнения способа включает определение из какой древесины образован лист шпона, из твердой или мягкой древесины и [а] при условии, что указанный лист выполнен из твердой древесины, определение качества указанного листа, используя стандарт ISO 2426-2, и [b] в противном случае (то есть если, указанный лист выполнен из мягкой древесины) определение качества указанного листа, используя стандарт ISO 2426-3 (2000-12-01).
Предпочтительно, качество определяется автоматически. Таким образом, вариант выполнения соответствующей установки 510 содержит детектор 400 (Фиг. 6), выполненный с возможностью регистрации информации, отображающей качество листа 101, 101а, 101b, 102а, 102b, 103 древесного шпона. Детектор 400 может представлять собой, например, средство формирования изображения такое, как цифровая камера. На основании получаемой информации, блок CPU1 управления или другой блок CPU2 управления обеспечивает определение качества соответствующего листа древесного шпона. Очевидно, что под качеством понимают качество отдельного листа шпона. Таким образом, качество взаимосвязано с каждым отдельным листом древесного шпона. Данная взаимосвязь обеспечивается автоматически посредством блока CPU1 управления или другого блока CPU2 управления.
Соответствующая установка 510 содержит валковое устройство 500 для нанесения покрытий, которое описано выше. Установка также содержит первый проход Р1 и второй проход Р2, причем первый проход Р1 соединен с валковым устройством 500 для нанесения покрытий, а второй проход Р2 выполнен в обход указанного устройства. Установка содержит средство для направления листа 101, 101а, 101b, 102а, 102b, 103 древесного шпона в первый или второй проход. Более того, установка, опционально, содержит другой блок CPU2 управления. Блок CPU1 управления, применяемый для управления скоростью вращения первого дозирующего вальца, или другой блок CPU2 управления выполнен с возможностью направления листов 102а, 102b шпона, качество которых превосходит допустимую норму, во второй проход Р2, и направления других листов шпона (101 на Фиг. 6; 101а, 101b, 103 на Фиг. 7) в первый проход Р1. При этом, на листы 102а, 102b, направляемые во второй проход Р2, клеящее вещество 330 не наносится посредством валкового устройства 500 для нанесения покрытий; а по меньшей мере на некоторые листы шпона (101 на Фиг. 6; 101а, 101b, 103 на Фиг. 7), направляемые в первый проход Р1, клеящее вещество 330 наносится посредством указанного устройства 500.
Обратимся к Фиг. 6. Установка 510 может также содержать хранилище. Например, после того, как листы шпона были рассортированы, как указано выше, они могут быть отправлены на хранение. На Фиг. 6 это отображено линией «хранение». Листы шпона могут быть отправлены в хранилище, а при необходимости переданы обратно для использования. Установка может содержать первое хранилище, например, для поверхностных листов 102а и 102b шпона, и второе хранилище для промежуточных листов 101 шпона.
При этом, было установлено, что посредством валкового устройства 500 для нанесения покрытий клеящее вещество может быть более качественно нанесено на листы 101а, 101b, 101 шпона, имеющие более высокое качество. Более того, как указано выше, только некоторые (примерно половина) из промежуточных листов шпона должны быть покрыты клеящим веществом. Таким образом, было установлено, что промежуточные листы шпона, предпочтительно, дополнительно подразделяют на два класса в соответствии с качеством указанных листов; и только на листы (101а, 101b) шпона, отличающиеся более высоким качеством, наносят клеящее вещество 330. Данные листы шпона используют в качестве промежуточных. Соответственно, на лист 103 шпона, отличающийся самым плохим качеством, не наносят клеящее вещество и применяют его в качестве другого промежуточного листа. Как указано выше, только каждый второй промежуточный лист шпона нуждается в покрытии клеящим веществом при нанесении указанного вещества на обе стороны листа. Данный процесс и соответствующая установка схематически изображены на Фиг. 7.
Таким образом, вариант выполнения способа также включает определение того, что качество третьего листа 103 шпона более низкое, чем качество первого листа 101а, 101b древесного шпона. Более того, способ также включает расположение первого листа 101а, 101b древесного шпона (то есть, листа, покрытого клеящим веществом), второго листа 102а, 102b древесного шпона (то есть, поверхностного листа) и третьего листа 103 древесного шпона (то есть, листа, отличающегося самым низким качеством) стопой таким образом, что первый лист 101а, 101b расположен между третьим листом 103 и вторым листом 102а, 102b. Как указано выше, второй лист 102а, 102b древесного шпона содержит главную поверхность 110 древесной слоистой плиты 110. Более того, как объяснено выше, на третий лист 103 древесного шпона не наносят клеящее вещество посредством валкового устройства 500 для нанесения покрытий. Помимо этого, второй лист 102 древесного шпона может быть соседним с первым листом 101 шпона, при этом между указанными листами другого листа шпона нет. Более того, третий лист 103 шпона может быть соседним с первым листом 101 шпона с другой стороны, при этом между указанными листами нет другого листа шпона.
Обратимся к Фиг. 7. Установка 510 может также содержать хранилище. Например, после того, как фанерные листы были рассортированы, как указано выше, данные листы могут быть отправлены на хранение. На Фиг. 7 это отображено линией «хранение». Листы шпона могут быть отправлены в хранилище, а оттуда переданы для использования. Установка может содержать первое хранилище, например, для поверхностных листов 102а и 102b шпона; второе хранилище для промежуточных листов 101а, 101b шпона, отличающихся высоким качеством, и третье хранилище для промежуточных листов 103 шпона низкого качества.
Используя листы шпона из жесткой древесины в качестве примера, если листы с качеством, соответствующим любому из классов I, II, III или IV согласно стандарту ISO 2426-2 (от 2000-12-01), классифицированы как промежуточные листы, можно, например, посредством валкового устройства 500 для нанесения покрытий нанести клеящее вещество только на те листы, качество которых соответствует I или II классу. Соответственно, листы шпона с качеством, соответствующим классам III или IV, могут быть использованы как промежуточные листы, на которые клеящее вещество не наносят. Разумеется, точный допустимый уровень качества зависит от исходного сырья. Кроме того, предел допустимого может изменяться, то есть, зависит от изменений в исходном сырье. Как известно, клеящее вещество наносят примерно только на половину промежуточных листов шпона. Указанные принципы могут быть применимы к мягкой древесине с учетом соответствующих поправок, используя показатели качества согласно стандарту 2426-3 (от 2000-12-01).
Соответствующая установка 510 дополнительно содержит третий проход Р3, который является частью первого прохода Р1, причем третий проход Р3 выполнен в обход валкового устройства 500 для нанесения покрытий. Более того, блок CPU1 управления, который применяют для управления скоростью вращения первого дозирующего вальца, или другой блок CPU2 управления обеспечивает направление листов 103 древесного шпона, качество которых ниже второго допустимого показателя качества, в третий проход Р3. При этом на листы 103 шпона, направляемые в третий проход Р3, не наносят клеящее вещество 330 посредством валкового устройства 500 для нанесения покрытий. Предпочтительно, на листы 103 шпона, направляемые в третий проход Р3, клеящее вещество 330 не наносят и посредством любого другого валкового устройства для нанесения покрытий. На листы 103 древесного шпона, направляемые в третий проход Р3, клеящее вещество 330, предпочтительно, не наносят никаким способом.
ПРИМЕР
Обратимся к Фиг. 8а. Клеящее вещество было нанесено на листы древесного шпона способом, согласно которому первый наносящий валец 210 вращался только с первой скоростью va1(t1), равной окружной скорости указанного вальца, и первый дозирующий валец 230 вращался с первой скоростью vd1(t1), равной окружной скорости указанного вальца. Однако, в отличие от предложенного способа, указанные скорости были постоянными на протяжении всего процесса, и количество клеящего вещества регулировали только посредством ширины подающих зазоров.
Горизонтальная ось отображает количество клеящего вещества, измеряемого в г/м2. Количество клеящего вещества было измерено на нескольких покрытых клеем листах шпона, в нескольких местоположениях на каждом указанном листе. Целевое количество клеящего вещества (Фиг. 8а: Цель) составляло 155 г/м2, тогда как нижний допустимый предел (Фиг. 8а: НДП) составлял 145 г/м2. Как представлено на Фиг. 8а, разброс количества клеящего вещества является достаточно большим. В случае, представленном на Фиг. 8а, стандартный разброс составлял 6,4 г/м2. Таким образом, чтобы иметь достаточное количество клеящего вещества по меньшей мере на большинстве листов шпона и по меньшей мере в большинстве местоположений указанных листов шпона, процесс был отрегулирован таким образом, чтобы среднее количество клеящего вещества было намного больше заданного значения. В случае, представленном на Фиг. 8а, среднее количество составляло 165 г/м2. Кроме того, на Фиг. 8а также показан верхний установленный предел (ВУП), составляющий 163 г/м2.
Обратимся к Фиг. 8b. Клеящее вещество наносили на листы шпона способом согласно варианту выполнения изобретения.
Горизонтальная ось отображает количество клеящего вещества, измеряемого в г/м2. Количество было измерено на нескольких покрытых клеем листах шпона, в нескольких местоположениях на каждом указанном листе. Целевое количество клеящего вещества (Фиг. 8b: Цель) составляло 155 г/м2, тогда как нижний допустимый предел (Фиг. 8b: НДЦ) составлял 145 г/м2. Как представлено на Фиг. 8b, разброс количества клеящего вещества намного меньше представленного на Фиг. 8а, и стандартный разброс составляет 4,5 г/м2. Таким образом, процесс мог быть отрегулирован таким образом, чтобы реальное среднее количество клеящего вещества по меньшей мере приближалось к заданному значению. В случае, представленном на Фиг. 8b, среднее количество составляло 155 г/м2. Кроме того, на Фиг. 8b также показан верхний установленный предел (ВУП), составляющий 163 г/м2.
После того, как количество клеящего вещества было уменьшено со 165 г/м2 до 155 г/м2, для покрытия такого же количества листов шпона потребовалось на 6% меньше клеящего вещества. Очевидно, что в результате обеспечена экономия расхода материала. Более того, небольшой разброс также приводит к более высокому качеству, означающему, например, меньшую кривизну, как указано выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162750C2 |
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ЯЧЕИСТЫХ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2009 |
|
RU2401193C1 |
| Устройство для нанесения клея налиСТы шпОНА | 1979 |
|
SU844292A1 |
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2007 |
|
RU2343068C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |
| Устройство для нанесения клея на листовой материал | 1980 |
|
SU933462A1 |
| Станок для нанесения вязких составов | 1982 |
|
SU1085642A1 |
| ВЫСОКОГЛЯНЦЕВАЯ ПОВЕРХНОСТЬ ПОСРЕДСТВОМ НАНЕСЕНИЯ ПОКРЫТИЯ В ГОРЯЧЕМ СОСТОЯНИИ | 2011 |
|
RU2583265C2 |
| Фанерная плита с покрытием | 2020 |
|
RU2810987C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЛАГОРАЖИВАНИЯ ДРЕВЕСНО-СТРУЖЕЧНОЙ ПЛИТЫ | 2010 |
|
RU2470794C2 |
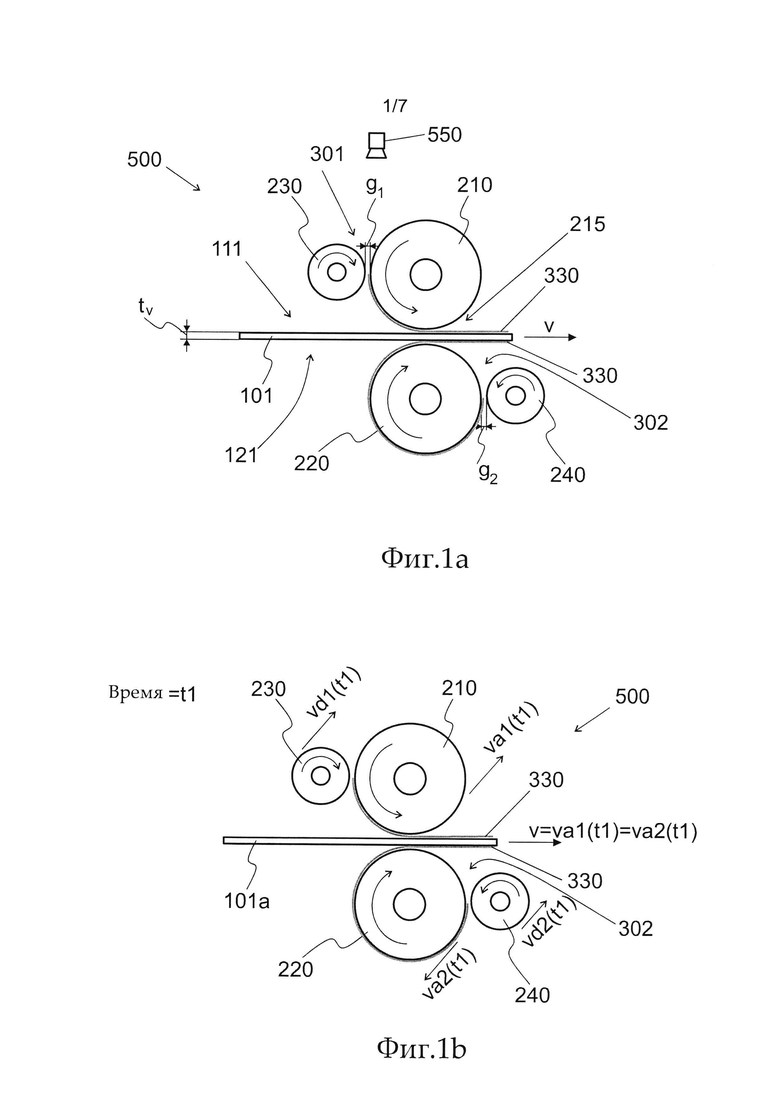
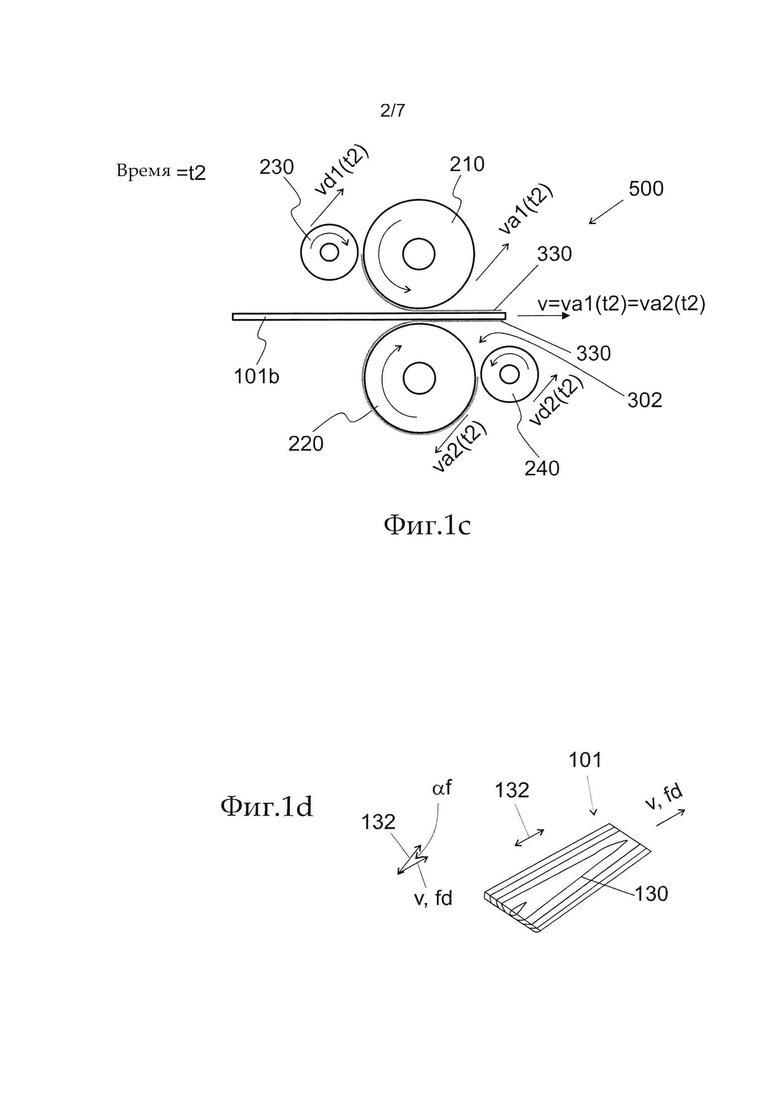
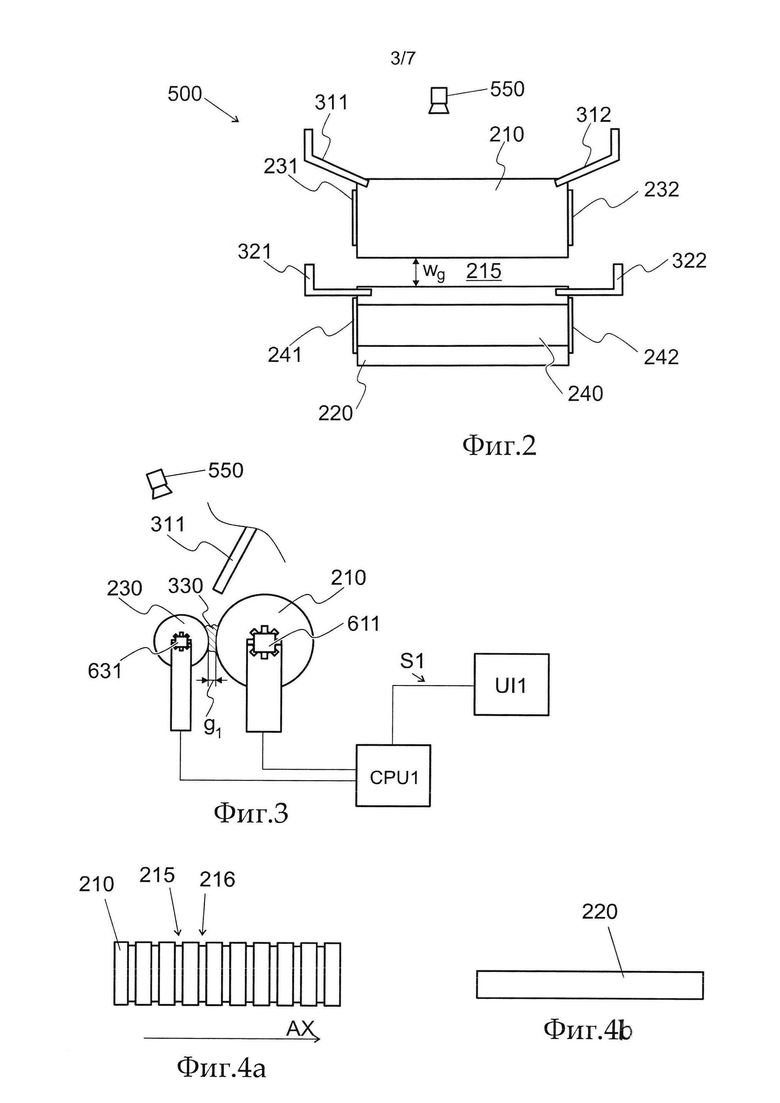

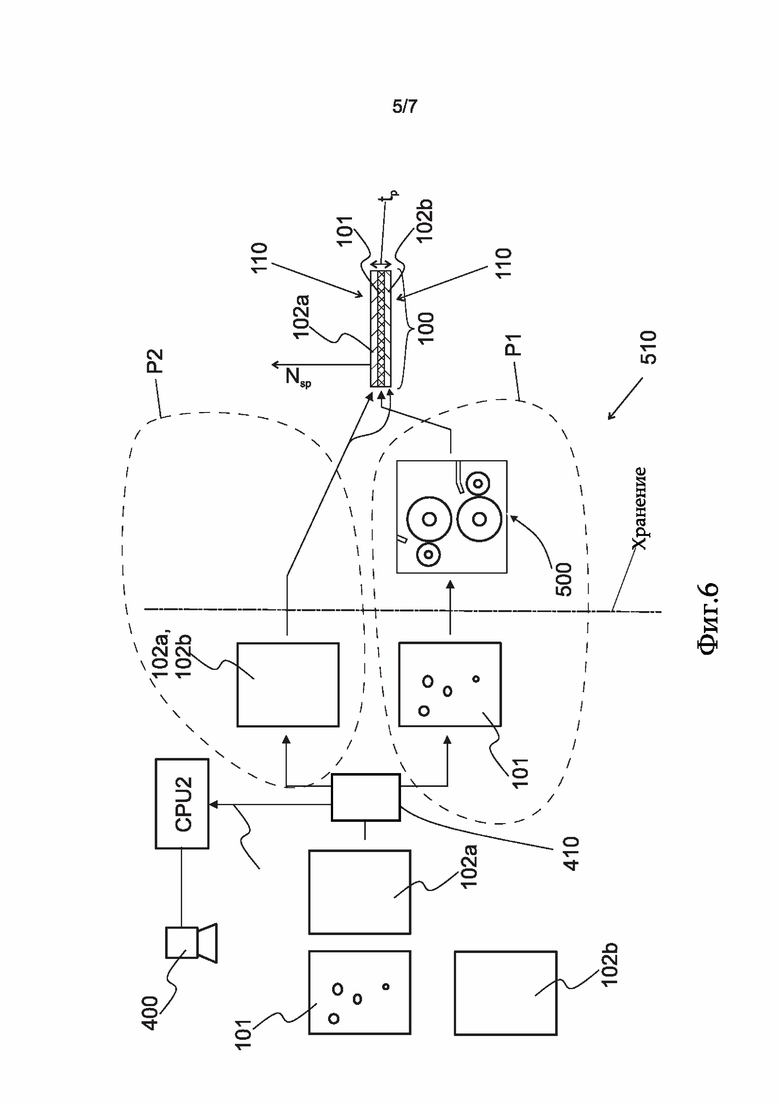
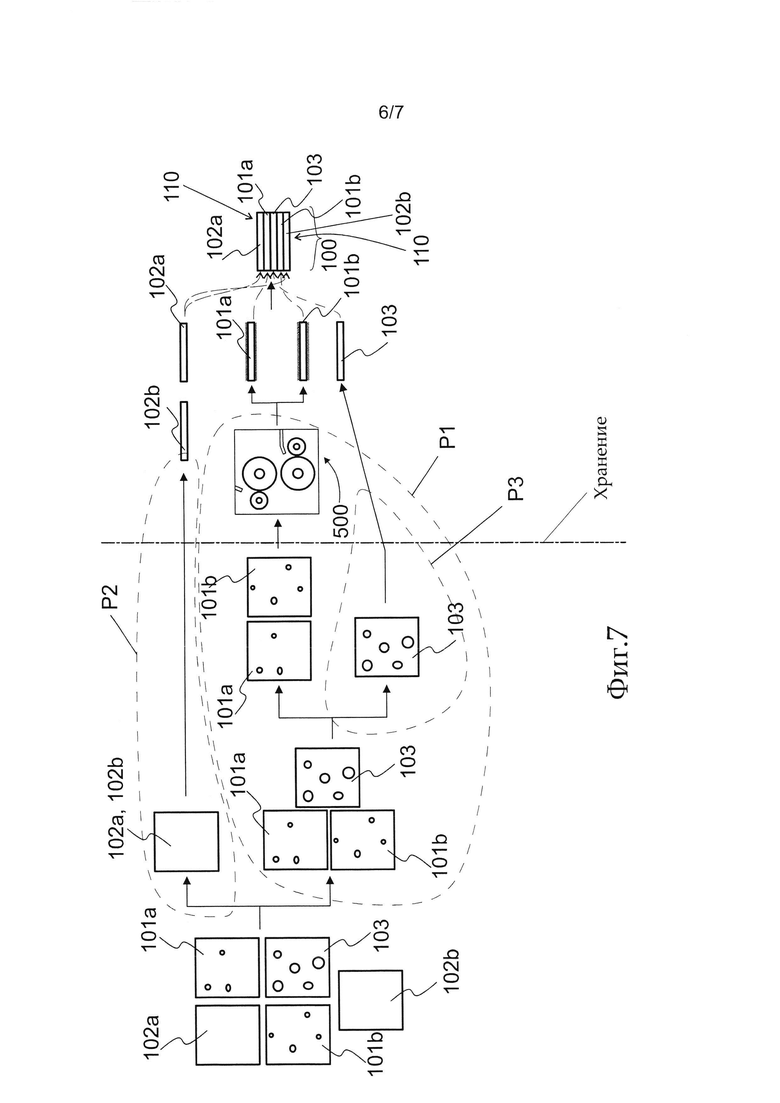
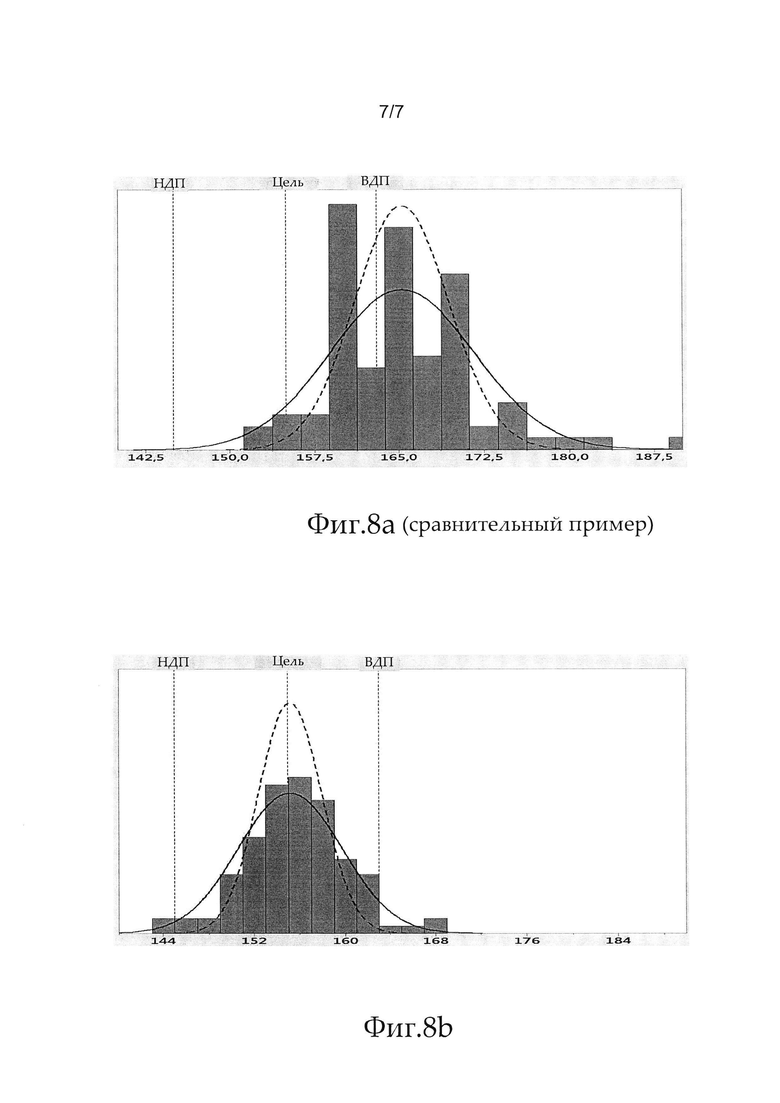
Группа изобретений относится к способу нанесения клеящего вещества (330) на по меньшей мере первый лист (101, 101а, 101b) древесного шпона, валкового устройства для нанесения клеящего вещества и к установке для изготовления древесной слоистой плиты. Валковое устройство (500) для нанесения покрытий, содержащее первый наносящий валец (210), второй наносящий валец (220), расположенный с образованием между ними (210, 220) рабочего зазора (215), и первый дозирующий валец (230), расположенный с образованием между первым дозирующим вальцом (230) и первым наносящим вальцом (210) первого подающего зазора (g1). Способ включает подачу клеящего вещества (330) на первый наносящий валец (210) через первый подающий зазор (g1) и подачу первого листа (101, 101а, 101b) древесного шпона через рабочий зазор (215) при вращении первого наносящего вальца (210) и второго наносящего вальца (220). Первый наносящий валец (210) наносит клеящее вещество (330) на первую поверхность (111) первого листа древесного шпона. Способ включает в первый момент (t1) времени обеспечение вращения первого наносящего вальца (210) с первой скоростью (va1(t1)), которая равна окружной скорости его в первый момент (t1) времени, и обеспечение вращения первого дозирующего вальца (230) с первой скоростью (vd1(t1)), которая равна окружной скорости указанного вальца в первый момент (t1) времени. Способ включает во второй момент (t2) времени обеспечение вращения первого наносящего вальца (210) со второй скоростью (va1(t2)), которая равна окружной скорости указанного вальца во второй момент (t2) времени, и обеспечение вращения первого дозирующего вальца (230) со второй скоростью (vd1(t2)), которая равна окружной скорости указанного вальца во второй момент (t2) времени. Согласно способу отношение (vd1(t1)/va1(t1)) первой скорости (vd1(t1)) дозирующего вальца к первой скорости (va1(t1)) наносящего вальца отличается от отношения (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца. Технический результат, достигаемый группой изобретений, заключается в обеспечении регулирования количества нанесения клеящего вещества в заданной степен. 3 н. и 13 з.п.ф-лы, 15 ил.
1. Способ нанесения клеящего вещества (330) на по меньшей мере первый лист (101, 101а, 101b) древесного шпона с использованием валкового устройства (500) для нанесения покрытий, содержащего:
- первый наносящий валец (210),
- второй наносящий валец (220), расположенный по существу параллельно первому наносящему вальцу (210) с образованием между ними (210, 220) рабочего зазора (215),
- первый дозирующий валец (230), расположенный по существу параллельно первому наносящему вальцу (210) с образованием между ними (230, 210) первого подающего зазора (g1), ширина которого составляет не более 0,2 мм, и
- второй дозирующий валец (240), расположенный по существу параллельно второму наносящему вальцу (220) с образованием между ними (240, 220) второго подающего зазора (g2), ширина которого составляет не более 0,2 мм, при этом способ включает:
- подачу клеящего вещества (330) на первый наносящий валец (210) через первый подающий зазор (g1),
- подачу клеящего вещества (330) на второй наносящий валец (220) через второй подающий зазор (g2),
- подачу первого листа (101, 101а, 101b) древесного шпона через рабочий зазор (215) при вращении первого наносящего вальца (210) и второго наносящего вальца (220), причем первый наносящий валец (210) обеспечивает нанесение клеящего вещества (330) на первую поверхность (111) первого листа древесного шпона, а второй наносящий валец (220) обеспечивает нанесение клеящего вещества (330) на вторую поверхность (121) первого листа (101) древесного шпона, и
- обеспечение вращения первого дозирующего вальца (230) и первого наносящего вальца (210) таким образом, что в непосредственной близости от первого подающего зазора (g1) наружная поверхность первого дозирующего вальца (230) перемещается в том же направлении, что и наружная поверхность первого наносящего вальца (210),
при этом способ включает:
- в первый момент (t1) времени обеспечение вращения первого наносящего вальца (210) с первой скоростью (va1(t1)), которая равна окружной скорости указанного вальца в первый момент (t1) времени, и обеспечение вращения первого дозирующего вальца (230) с первой скоростью (vd1(t1)), которая равна окружной скорости указанного вальца в первый момент (t1) времени, и
- во второй момент (t2) времени обеспечение вращения первого наносящего вальца (210) со второй скоростью (va1(t2)), которая равна окружной скорости указанного вальца во второй момент (t2) времени, и обеспечение вращения первого дозирующего вальца (230) со второй скоростью (vd1(t2)), которая равна окружной скорости указанного вальца во второй момент (t2) времени,
- причем отношение (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца составляет от 10 до 30%, и отношение (vd1(t1)/va1(t1)) первой скорости (vd1(t1)) дозирующего вальца к первой скорости (va1(t1)) наносящего вальца составляет от 10 до 30% и отличается от отношения (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца.
2. Способ по п. 1, в котором отношение (vd1(t1)/va1(t1)) первой скорости (vd1(t1)) дозирующего вальца к первой скорости (va1(t1)) наносящего вальца имеет первое значение (r1), а отношение (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца имеет второе значение (r2), причем разница между вторым значением (r2) и первым значением (r1) составляет по меньшей мере 3 процентные единицы.
3. Способ по п. 1 или 2, в котором:
- до нанесения клеящего вещества (330) первый лист (101, 101а, 101b) древесного шпона имеет толщину (tv) и
- ширина (wg) рабочего зазора (215) в направлении толщины (tv) в процессе нанесения клеящего вещества (330) меньше толщины (tv), при этом в способе
- подают первый лист (101, 101а, 101b) древесного шпона через рабочий зазор (215) со скоростью (v), равной окружной скорости (va1(t1), va1(t2)) первого наносящего вальца.
4. Способ по п. 1 или 2, в котором первый лист (101, 101а, 101b) древесного шпона содержит волокна (130), ориентированные в определенном направлении (132), при этом в способе подают первый лист (101, 101а, 101b) древесного шпона через рабочий зазор (215) в направлении (fd) подачи, которое по существу параллельно направлению (132) древесных волокон.
5. Способ по п. 1 или 2, в котором
клеящее вещество (330) содержит по меньшей мере одно из фенольной смолы, фенол-формальдегида, карбомид-меламина, меламин-формальдегида, резорцина и клеящего вещества на основе лигнина.
6. Способ по п. 1 или 2, в котором:
определяют, что качество первого листа (101, 101а, 101b) древесного шпона не превосходит допустимую норму,
определяют, что качество второго листа (102а, 102b) древесного шпона превосходит допустимую норму, и
размещают первый лист (101, 101а, 101b) древесного шпона и второй лист (102а, 102b) древесного шпона стопой друг на друга для формирования части древесной слоистой плиты (100), так что
второй лист (102а, 102b) содержит главную поверхность (110) древесной ламинированной плиты (100), причем нормаль (Nsp) к главной поверхности (110) плиты (100) параллельна толщине (t р) указанной плиты, и
клеящее вещество (330) не наносят на главную поверхность (110) древесной ламинированной плиты (100) посредством указанного валкового устройства (500) для нанесения покрытий.
7. Способ по п. 6, в котором определяют, что качество третьего листа (103) древесного шпона более низкое, чем качество первого листа (101, 101а, 101b) древесного шпона, при этом в способе
размещают первый лист (101, 101а, 101b) древесного шпона, второй лист (102а, 102b) древесного шпона и третий лист (103) шпона стопой друг на друга таким образом, что первый лист (101, 101а, 101b) расположен между третьим листом (103) и вторым листом (102а, 102b), причем клеящее вещество (330) не наносят на поверхность третьего листа (103) шпона посредством указанного валкового устройства (500) для нанесения покрытий.
8. Способ по п. 1 или 2, в котором регулируют ширину первого подающего зазора (g1).
9. Способ по п. 1 или 2, в котором первый наносящий валец (210) содержит сердечник и покрытие, причем предпочтительно твердость поверхности второго наносящего вальца (220) такая же, как и твердость поверхности первого наносящего вальца (210).
10. Способ по пп. 1 или 2, в котором первый наносящий валец (210) имеет первое углубление (215) и второе углубление (216),
при этом предпочтительно второй наносящий валец (220) также имеет первое углубление и второе углубление.
11. Валковое устройство (500), предназначенное для нанесения клеящего вещества (330) на лист (101, 101а, 101b) древесного шпона, содержащее:
- первый наносящий валец (210),
- второй наносящий валец (220), расположенный по существу параллельно первому наносящему вальцу (210) с образованием между первым наносящим вальцом (210) и вторым наносящим вальцом (220) рабочего зазора (215),
- первый дозирующий валец (230), расположенный по существу параллельно первому наносящему вальцу (210) с образованием между первым дозирующим вальцом (230) и первым наносящим вальцом (210) первого подающего зазора (g1), ширина которого составляет не более 0,2 мм,
- второй дозирующий валец (240), расположенный по существу параллельно второму наносящему вальцу (220) с образованием между вторым дозирующим вальцом (240) и вторым наносящим вальцом (220) второго подающего зазора (g2), ширина которого составляет не более 0,2 мм,
- средство (311, 312) подачи клеящего вещества (330) в первое пространство (301), ограниченное первым наносящим вальцом (210) и первым дозирующим вальцом (230), причем клеящее вещество (330) протекает из первого пространства (301) через первый подающий зазор (g1) на первый наносящий валец (210),
- средство (321, 322) подачи клеящего вещества (330) во второе пространство (302), ограниченное вторым наносящим вальцом (220) и вторым дозирующим вальцом (240), причем клеящее вещество (330) протекает из второго пространства (302) через второй подающий зазор (g2) на второй наносящий валец (220),
- средство (611), обеспечивающее вращение первого наносящего вальца (210),
- средство (631), обеспечивающее вращение первого дозирующего вальца (230), и
- блок (CPU1) управления, выполненный с возможностью обеспечения вращения первого дозирующего вальца (230) и первого наносящего вальца (210) с использованием средства (611), обеспечивающего вращение первого наносящего вальца (210), и средства (631), обеспечивающего вращение первого дозирующего вальца (230), таким образом, что в непосредственной близости от первого подающего зазора (g1) наружная поверхность первого дозирующего вальца (230) перемещается в том же направлении, что и наружная поверхность первого наносящего вальца (210), причем
блок (CPU1) управления выполнен с возможностью обеспечения
- в первый момент (t1) времени вращения первого наносящего вальца (210) с первой скоростью (va1(t1)), которая равна окружной скорости указанного вальца (210) в первый момент (t1) времени, и вращения первого дозирующего вальца (230) с первой скоростью (vd1(t1)), которая равна окружной скорости указанного вальца (230) в первый момент (t1) времени, и
после первого момента (t1) времени приема сигнала (S1), указывающего на необходимость изменения количества наносимого клеящего вещества, и
в ответ на сигнал (S1), во второй момент (t2) времени, вращения первого наносящего вальца (210) со второй скоростью (va1(t2)), которая равна окружной скорости указанного вальца (210) во второй момент (t2) времени, и вращения первого дозирующего вальца (230) со второй скоростью (vd1(t2)), которая равна окружной скорости указанного вальца (230) во второй момент (t2) времени, причем
отношение (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца составляет от 10 до 30%, и
отношение (vd1(t1)/va1(t1)) первой скорости (vd1(t1)) дозирующего вальца к первой скорости (va1(t1)) наносящего вальца составляет от 10 до 30% и отличается от отношения (vd1(t2)/va1(t2)) второй скорости (vd1(t2)) дозирующего вальца ко второй скорости (va1(t2)) наносящего вальца.
12. Валковое устройство (500) по п. 11, в котором блок (CPU1) управления выполнен с возможностью обеспечения вращения первого дозирующего вальца (230) и первого наносящего вальца (210) с использованием средства (611), обеспечивающего вращение первого наносящего вальца (210), и средства (631), обеспечивающего вращение первого дозирующего вальца (230), таким образом, что:
отношение (vd1(t1)/va1(t1)) первой скорости (vd1(t1)) дозирующего вальца к первой скорости (va1(t1)) наносящего вальца имеет первое значение (r1), и
отношение (vd1(t2)/va1(t2)) второй скорости vd1(t2) дозирующего вальца ко второй скорости va1(t2) имеет второе значение (r2), причем
разница между вторым значением (r2) и первым значением (r1) составляет по меньшей мере 3 процентные единицы.
13. Валковое устройство (500) по п. 11 или 12, которое содержит средство (234, 235) регулирования ширины первого подающего зазора (g1).
14. Валковое устройство (500) по п. 11 или 12, в котором первый наносящий валец (210) содержит сердечник и покрытие, причем предпочтительно твердость поверхности второго наносящего вальца (220) такая же, как и твердость поверхности первого наносящего вальца (210).
15. Валковое устройство (500) по п. 11 или 12, в котором первый наносящий валец (210) имеет первое углубление (215) и второе углубление (216),
при этом предпочтительно второй наносящий валец (220) также имеет первое углубление и второе углубление.
16. Установка (510) для изготовления древесной слоистой плиты, содержащая:
валковое устройство (500) для нанесения покрытий по любому из пп. 11-15,
первый проход (Р1) и второй проход (Р2), причем первый проход (Р1) соединен с валковым устройством (500), а второй проход (Р2) выполнен в обход указанного устройства (500),
детектор (400), выполненный с возможностью регистрации информации, отображающей качество отдельных листов (101, 101а, 101b, 102а, 102b, 103) древесного шпона, и
направляющее устройство (410), выполненное с возможностью обеспечения направления указанного по меньшей мере одного листа древесного шпона в первый проход (Р1) и по меньшей мере одного листа древесного шпона во второй проход (Р2),
причем блок (CPU1) управления или другой блок (CPU2) управления выполнен с возможностью определения качества отдельных листов шпона с использованием указанной информации, отражающей качество указанных листов, и
блок (CPU1) управления или другой блок (CPU2) управления выполнен с возможностью обеспечения с помощью направляющего устройства (410) направления листов (102а, 102b) древесного шпона, качество которых превосходит допустимую норму, во второй проход (Р2), и направления других листов (101, 101а, 101b, 103) древесного шпона в первый проход (Р1),
так что указанное валковое устройство (500) не наносит клеящее вещество (330) на листы (102а, 102b) шпона, направляемые во второй проход (Р2), и наносит клеящее вещество (330) по меньшей мере на некоторые листы (101, 101а, 101b, 103) древесного шпона, направляемые в первый проход (Р1).
| АУТЕНТИФИКАЦИЯ В СИСТЕМЕ СВЯЗИ | 2003 |
|
RU2326429C2 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US 2013291792 A1, 07.11.2013 | |||
| Устройство для рихтовки железнодорожного пути | 1933 |
|
SU42125A1 |

