Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесных слоистых материалов, например ячеистой фанеры.
Известно устройство (роторные ножницы) для рубки ленты шпона по длине [1].
Вращающийся ножевой барабан содержит нож, которым рубят (разрезают) ленту шпона на полосы заданной длины. Недостатком устройства являются ограниченные технологические возможности (невозможность совмещения операций по нанесению клея на поверхность слоистых материалов и сборки из них пакетов).
Известен формирователь линии сборки древесных слоистых материалов [2], включающий механизм подачи, содержащий нажимной валец, механизм нанесения клея, содержащий клеенаносящий валец, и механизм сборки, содержащий подъемный стол на подвижной каретке.
Недостатком формирователя является неудобство в эксплуатации из-за раздельного выполнения операций рубки шпона на полосы, нанесения клея на склеиваемые поверхности и сборки из них пакета.
Задача изобретения - создание оборудования, выполняющего на одном рабочем месте одновременно операции по рубке листов на полосы, по нанесению клея на поверхность слоистых материалов и сборку ячеистого пакета из полос с зазором между ними.
Технический результат: возможность механизации процесса сборки ячеистой фанеры, уменьшение количества применяемого оборудования и обслуживающего его персонала за счет совмещения нескольких операций в одну, удобство эксплуатации.
Это достигается тем, что в формирователе линии сборки пакетов древесных слоистых материалов, содержащем механизм подачи, механизм нанесения клея и механизм сборки, механизм подачи содержит эластичный нажимной валец, внутри которого по радиусу установлены ножи, а механизм нанесения клея содержит клеенаносящий валец, причем клеенаносящий валец установлен с возможностью регулирования его положения относительно эластичного нажимного вальца, при этом механизм сборки содержит подъемный стол, выполненный с возможностью поворота относительно его оси и снабжен кареткой, обеспечивающий его реверсивное продольное перемещение, кроме того, формирователь содержит направляющие, определяющие положение листа материала, которые установлены у эластичного нажимного вальца по дуге окружности. Формирователь выполнен с возможностью регулирования скорости перемещения подвижной каретки подъемного стола механизма относительно эластичного нажимного вальца.
За счет установки внутри эластичного нажимного вальца объединения механизма подачи и механизма нанесения клея создана возможность одновременного выполнения операций рубки древесного слоистого материала на полосы, нанесения клея на их поверхность и сборки из них пакета на одном рабочем месте. Формирователь прост по конструкции и удобен в эксплуатации, обеспечивает возможность уменьшить количество применяемого оборудования и численность персонала.
Формирователь иллюстрируется чертежом.
Формирователь содержит механизмы подачи, нанесения клея и сборки. Механизм подачи содержит эластичный нажимной валец 1. Внутри эластичного элемента нажимного вальца по радиусу установлены ножи 2 для рубки листов 3 (слоев) материала 3 на полосы. Механизм нанесения клея содержит клеенаносящий валец 4, наносящий клей на поверхность листа 3, установленный с возможностью регулирования его положения относительно нажимного вальца.
У нажимного вальца 1 по дуге окружности установлены направляющие 5, определяющие положение листа 3. Подъемный стол 6 снабжен кареткой 7, обеспечивающей его реверсивное продольное перемещение, и любым известным устройством 8, обеспечивающим поворот стола 6 относительно своей оси.
Стол 6 установлен так, что его плоскость после укладки очередного слоя полос может опускаться любым известным способом, например с помощью кулисного механизма (не показан), относительно нижнего края нажимного вальца 1 на величину "h", равную толщине листа 3. Величина "h" - регулируемая. В конструкции формирователя используются известные детали и узлы.
Формирователь линии сборки пакетов древесных слоистых материалов работает следующим образом. В исходном положении стол 6 опущен относительно нажимного вальца 1 на величину "h", равную, как минимум, толщине листа 3, а клеенаносящий валец 4 отодвинут от нажимного вальца 1. Включают каретку 7 и одновременно нажимным вальцом 1 подают лист 3. Направляющие 5 определяют положение листа 3 относительно вальца 1. Между направляющими 5 и поверхностью эластичного вальца 1 зазор отсутствует. Лист 3 деформирует эластичный элемент вальца 1, при этом ножи 2 разрезают лист 3 на полосы. Лист 3 (без клея), разрезанный на полосы, из направляющих 5 эластичным элементом нажимного вальца 1 укладывают с зазором между полосами на стол 5 в качестве наружного слоя пакета. Зазор между полосами листа 1 образуется из-за разницы скорости перемещения каретки 7 и окружной скорости нажимного вальца 1 (окружная скорость нажимного вальца 1 меньше скорости перемещения каретки 7). После укладки полос листа 3 на стол 6 отключают каретку 7, стол 6 опускают относительно нажимного вальца 1 на величину "h", включают каретку 7 на реверс и возвращают стол 6 в первоначальное положение, устройством 8 поворачивают его на 90°.
Клеенаносящий валец 4 перемещают к нажимному вальцу 1 до зазора "h". Вращающимися клеенаносящим 4 и нажимным 1 вальцами подают лист 3, при этом клеенаносящим вальцом 4 наносят клей на поверхность очередного листа 3. Направляющие 5 определяют положение листа 3 относительно вальца 1.
При сжатии листом 3 эластичного элемента вальца 1 ножи 2 выходят за поверхность эластичного элемента вальца 3 и разрезают лист 3 на полосы. Разрезанный на полосы лист 3 с клеем на поверхности из направляющих 5 эластичным элементом нажимного вальца 1 укладывают с зазором между полосами на стол 6 в качестве внутреннего слоя пакета. Эластичный элемент нажимного вальца 1 укладывает полосы листа 3 с клеем на ранее уложенный наружный лист 3 формируемого пакета с зазором между полосами. После укладки полос листа 3 отключают привод стола 6, опускают стол вниз на величину «h», включают приводную каретку 7 на реверс и возвращают стол 6 в первоначальное положение, поворачивают его на 90° и цикл укладки повторяют. Количество циклов укладки определяется количеством слоев в пакете. После окончания укладки полос листов собранный пакет выгружают любым известным устройством, например перекладчиком, а стол поднимают в первоначальное положение.
Источники информации
1. Куликов В.А., Чубов А.Б. Технология клееных материалов и древесных плит. Учебник для вузов. М.: Лесн. пром-сть, 1984. С.139.
2. Заявка №2005134714/03 от 09.11.05 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ЯЧЕИСТЫХ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2009 |
|
RU2401193C1 |
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2298469C1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Способ и линия изготовления слоистого материала | 1987 |
|
SU1428574A1 |
| Установка проклеивания и укладки в пакет листового материала | 1973 |
|
SU479620A1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ КЛЕЕНЫХ ЩИТОВЫХ КОНСТРУКЦИЙ | 1970 |
|
SU270236A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению древесных слоистых материалов. Формирователь содержит механизм подачи, механизм нанесения клея и механизм сборки. Механизм подачи содержит эластичный нажимной валец, внутри которого по радиусу установлены ножи. Механизм нанесения клея содержит клеенаносящий валец, причем клеенаносящий валец установлен с возможностью регулирования его положения относительно эластичного нажимного вальца. Механизм сборки содержит подъемный стол, выполненный с возможностью поворота относительно его оси и снабженный кареткой, обеспечивающей его реверсивное продольное перемещение. Формирователь содержит направляющие, определяющие положение листа материала, которые установлены у эластичного нажимного вальца по дуге окружности. Изобретение повышает механизацию процесса сборки фанеры, снижает количество применяемого оборудования. 1 з.п. ф-лы, 1 ил.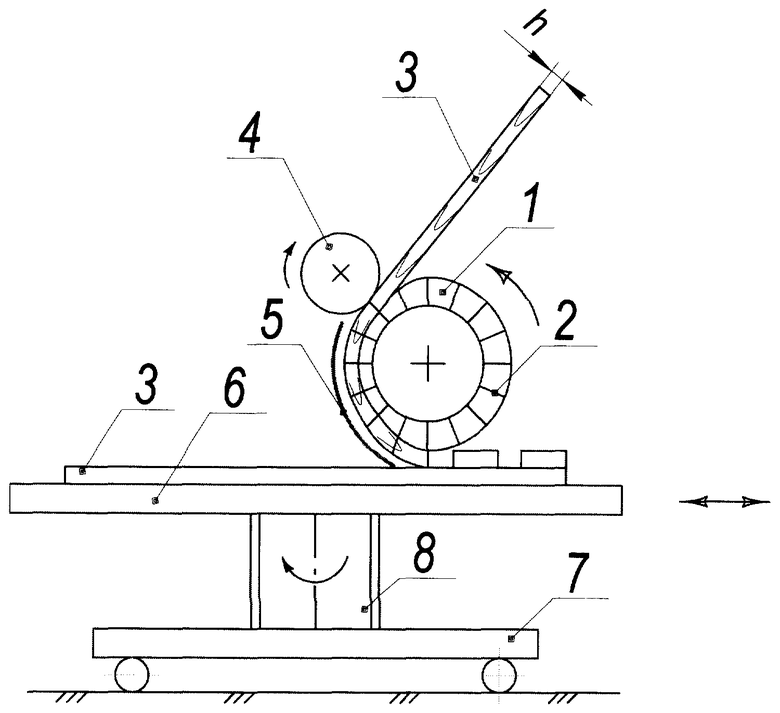
| Установка проклеивания и укладки в пакет листового материала | 1973 |
|
SU479620A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU312757A1 |
| СПОСОБ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК ДЛЯ ЭЛЕМЕНТОВ СРУБА НА ОБРАБОТКУ ИХ КОНЦОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК К ДЕРЕВООБРАБАТЫВАЮЩИМ ГОЛОВКАМ | 1993 |
|
RU2049660C1 |
| Установка для изготовления слоистого материала | 1978 |
|
SU768653A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| СОСТАВ ДЛЯ ЗАКАНЧИВАНИЯ И КАПИТАЛЬНОГО РЕМОНТА СКВАЖИН | 2003 |
|
RU2253664C1 |

