Предпосылки создания изобретения
Настоящее изобретение относится к способу обработки стальной полосы, прежде всего обработки стальной полосы травлением, посредством обрабатывающей жидкости в обрабатывающей установке, причем обрабатывающая установка содержит обрабатывающую ванну.
Кроме того, настоящее изобретение относится к системе для обработки стальной полосы, прежде всего для обработки стальной полосы травлением, посредством обрабатывающей жидкости в обрабатывающей установке, причем обрабатывающая установка содержит обрабатывающую ванну.
Стальная полоса для обработки согласно способу настоящего изобретения и в системе согласно настоящему изобретению является нержавеющей сталью.
Окалина на поверхности стальной полосы образуется во время высокотемпературной обработки. Термин «окалина» обычно относится к химическим соединением железа и кислорода, а также химическим соединениям легирующих железо элементов, например хрома и кислорода, образующихся на поверхности стали при контакте с воздухом, в то время как металл находится при повышенной температуре. Образующиеся так химические соединении включают в себя оксиды железа, такие как FeO, Fe2O3 и Fe3O4, оксиды легирующих элементы, такие как СrО3, NiO, SiO2, и оксидные шпинели, такие как FeCr2O4, NiFe2O4, Fe2SiO4, и другие. Во время отжига нержавеющие стали нагреваются до определенной температуры (850-1150°С в зависимости от марки стали) и в течение некоторого времени выдерживаются при этой температуре для размягчения металла, чтобы устранить деформационное упрочнение, вызванное горячей и холодной прокаткой. В зависимости от температуры отжига получается однородная зернистая структура, и на поверхности образуется окалина. Под поверхностью нержавеющей стали образуется обедненная хромом зона, которая отличается от аустенитных, ферритных и дуплексных марок нержавеющей стали.
В промышленности нержавеющей стали требуются процессы для удаления этой окалины и обедненного хромом слоя для получения технологических продуктов, однако это должно достигаться с минимальной потерей базового материала. Травление - это процесс химического удаления окалины с поверхности металла под действием водного раствора неорганических кислот. Нержавеющая сталь часть травится в разбавленной серной или хлористоводородной кислоте. Для травления нержавеющей стали широко используется смесь из азотной кислоты и фтористоводородной кислоты. На скорость травления оказывают влияние многочисленные переменные, включая компоненты стали и тип и адгезию подлежащих удалению оксидов. Температура травильного раствора, концентрация кислоты, концентрация продукта реакции, условия турбулентности потока, время погружения и присутствие или отсутствие ингибиторов и ускорителей влияют на скорость действия кислоты. Вследствие производственных факторов, включая скорость травления, качество и эффективность, а также уменьшенное воздействие НСl на базовый металл, хлористо-водородная кислота эффективно вытеснила серную кислоту как предпочтительную кислоту в промышленных крупномасштабных травильных линиях для нержавеющей стали. В то время как скорость травления увеличивается прямо пропорционально концентрации кислоты, влияние температуры является более выраженным. С другой стороны, некоторые металлы, такие как медь, хром и никель, когда они содержатся в стальной основе, замедляют скорость травления, поскольку окалина, содержащая эти легирующие металлы, замедляет действие кислоты. Элементы, подобные алюминию и кремнию, образуют огнеупорные оксиды, которые, в свою очередь, снижают скорость растворения оксида в травильной кислоте. Толщина окалины значительно изменяется в зависимости от режима работы прокатных станов. Например, слабосмотанный рулон делает возможным большее проникновение атмосферы в рулоны с соответствующим более интенсивным образование оксида в краевых областях. В дополнение температура охлаждения оказывает влияние на адгезию оксида и определяет, как легко или сложно его можно будет удалить. Более низкие температуры охлаждения облегчают удаление оксида, при более высокой температуре намотки требуется большее время травления. Например, при температуре намотки 750°С требуется вдвое большее время по сравнению с температурой намотки 570°С.
Подобно углеродистой стали, нержавеющая сталь также окисляется в ходе горячей прокатки и намотки. Слой окалины, образовавшийся на поверхности горячекатаной полосы нержавеющей стали, содержит легирующие элементы и очень прочно удерживается на поверхности, что делает удаление окалины или травление нержавеющей стали очень сложной по сравнению с углеродистой сталью. Для достижения эффективного и тщательного удаления поверхностных оксидов с полосы нержавеющей стали, должны быть использованы более жесткие технологии обработки, что существенно увеличивает время обработки и эксплуатационные расходы. Часто, чтобы вызвать полное удаление окалины, химическому травлению полосы нержавеющей стали должно предшествовать механическое удаление окалины, например посредством дробеструйной обработки и/или ломки окалины. В настоящее время для размягчения окалины часто используются способы предварительного травления. Например, горячекатаная нержавеющая сталь обычно предварительно травится в горячей серной кислоте, а холоднокатаная нержавеющая сталь предварительно электролитически травится в растворе нейтрального электролита Na2SO4 перед основным травлением в смешанной кислоте. В соответствующей современному уровню техники практике механическое удаление (МО) окалины и предварительное травление (РР) могут удалять только слой окалины, а обедненная хромом зона и частично базовый металл могут быть удалены только конечным процессом (FP) травления.
Наиболее часто используемый для нержавеющей стали процесс травления включает в себя использование смеси азотной и фтористоводородной кислоты, взаимные концентрации которых изменяются в зависимости от типа подлежащей травлению нержавеющей стали (аустенитная, ферритная, мартенситная, дуплексная...), характеристик ее поверхности и истории прошлой обработки. При обработке серий 300 и 400 на одной и той же линии требуются разные составы кислот (Mix I и Mix II) и разные температуры смесей кислот. В то время как аустенитные марки стали травятся при 50-65°С, большинство ферритных и мартенситных нержавеющих сталей по время травления приводят к экзотермическим реакциям, что требует охлаждающего оборудования в травильной линии для поддержания температуры смеси кислот в диапазоне 35-40°С. Хотя процесс делает возможным получение превосходных результатов травления, он имеет очень серьезный недостаток, что он создает значительные и существенные экологические проблемы вследствие использования этих специфических кислот. Фтористоводородная кислота является чрезвычайно коррозионно-активным и вредным загрязнителем окружающей среды. Азотная кислота является источником сильно загрязняющих паров оксидов азота (NOx), которые выделяются в атмосферу и которые являются чрезвычайно агрессивными в отношении металлов и неметаллов, с которыми они приходят в контакт. В дополнение высокие уровни нитрата существуют в промывочной воде и отработанных травильных ваннах и создают значительные проблемы с утилизацией. Удаление паров NOx в воздухе с помощью установок DENOX и нитратов в нейтрализованных сточных водах приводят к значительным эксплуатационным проблемам установки, очень высоким инвестиционным затратам на оборудование, высоким требованиям к техническому обслуживанию и очень высоким эксплуатационным расходам. Как результат, существует значительная заинтересованность в исследовании и разработке процессов травления нержавеющей стали и установок, которые не используют азотную или фтористоводородную кислоту и которые являются экологически безопасными и не вредными для окружающей среды.
В настоящее время травильные линии выполняются как установки с турбулентным потоком в неглубоких ваннах, содержащие несколько последовательно расположенных травильных ванн. Стальная полоса протягивается или проталкивается через обрабатывающие ванны. Полная травильная секция расположена в виде каскада, то есть свежая или регенерированная кислота добавляется в последнюю обрабатывающую ванну (то есть, расположенную в самом конце относительно направления перемещения стальной полосы обрабатывающую ванну) и затем используется в процессе в потоке, противоположном направлению транспортировки полосы, для уменьшения использования травильной кислоты. На входе и выходе из обрабатывающих ванн установлены отжимные валики для удаления травильной кислоты с полосы в максимальной возможной степени для улучшения каскадного эффекта. Эту технологию описывает германский патент DE 4031234.
Внутри обрабатывающей ванны травильная кислота вводится на обеих сторонах ванны, создавая высокую турбулентность между поверхностью полосы и травильной кислотой.
Затем травильная кислота перетекает из обрабатывающей ванны в циркуляционный бак, откуда она снова подается в обрабатывающую ванну посредством насосов. Высокая турбулентность уменьшает толщину граничного слоя жидкости на поверхности полосы, приводя к улучшенному обмену средой и энергией и, следовательно, уменьшая требуемое время травления.
Другим хорошо известным способом является оросительное травление, причем травильная кислота распыляется напрямую на поверхность полосы с использованием нескольких оросительных сопел, установленных над и под стальной полосой, см., например, документ DE 4228808 А1. Затем травильная кислота собирается в циркуляционном баке, откуда она перекачивается к оросительным соплам и снова распыляется на поверхность полосы. Оросительные сопла обычно эксплуатируются при давлении выше 1 бар. Благодаря высокому импульсу травильной кислоты, распыляемой на поверхность полосы, может быть дополнительно улучшена эффективность травления и, следовательно, время травления. Однако эта технология никогда не была использована в промышленном масштабе в линиях травления полосы.
Использование хлористо-водородной кислоты делает возможной реализацию травильного механизма удаления как окалины, так и обедненной хромом зоны. Травление нержавеющей стали в хлористо-водородной кислоте является совмещенным процессом восстановления и окисления.
Химическое растворение стали в НСl происходит следующим образом:
Fe+2 НСl→FeCl2+Н2
Базовый металл Fe растворяется окислителями, главным образом FeCl3:2 FeCl3+Fe→3 FeCl2
Реакция окисления для выработки требуемого окислителя происходит следующим образом:
4 FeCl2+O2+4 НСl→ ->4 FeCl3+2 Н2O
Для процесса травления нержавеющей стали требуется минимально нужная концентрация FeCl3.
Это в настоящее время обычно достигается добавлением в травильную жидкость Н2О2.
В контексте настоящего изобретения хлориды железа и хлориды других металлов (прежде всего хрома) вместе обозначаются термином FeCl.
Лабораторные испытания, выполненные для разных марок стали для содержащих НСl травильных растворов доказали, что скорость травления при оросительном травлении до пяти раз выше по сравнению с технологией турбулентного потока в неглубоких ваннах. В дополнение оросительные сопла, используемые в технологии оросительного травления, создают мелкие капли с большой поверхностью, которые находятся в прямом контакте с воздухом. Воздух, прежде всего содержащийся в воздухе кислород, растворяется в травильной кислоте и окисляет FeCl2 вместе с НСl, образуя FeCl3. Поэтому использование НСl в секции оросительного травления для обработки нержавеющей стали имеет преимущество, что Н2О2 для образования FeCl3 не требуется. Однако в чистых ваннах оросительного травления образование FeCl3 может быть слишком высоким (достигая 60 г/л и выше), делая весь процесс травления трудно управляемым с высоким риском перетравливания металлической полосы или вызывая недопустимую шероховатость поверхности полосы. Другой отрицательной стороной повышенной концентрации FeCl3 в травильной кислоте является влияние на процесс регенерации отработанной травильной кислоты. Отработанная травильная кислота, содержащая НСl, обычно регенерируется с использованием процесса пирогидролиза. В этом процессе FeCl3 и FeCl3 превращаются назад в НСl и Fe2О3.Однако FeCl3 имеет намного более низкую температуру испарения, чем FeCl3, и испаряется в реакторе пирогидролиза, приводя к образованию очень мелких частиц Fe2О3 размером менее 1 мкм во время превращения в Fe2О3. Эти мелкие частицы сложно удалять из отходящих газов процесса, что приводит к сильным выбросам пыли.
Краткое раскрытие изобретения
Поэтому предметом настоящего изобретения является разработки способа и системы для улучшенной обработки стальной полосы, прежде всего травления, так что уменьшаются вложения в основные фонды, а также эксплуатационные расходы, обработка и процесс травления реализован сравнительно быстро, с высоким качеством и безвредным для окружающей среды образом.
Предмет настоящего изобретения достигнут способом обработки стальной полосы, прежде всего для обработки травлением стальной полосы, посредством обрабатывающей жидкости в обрабатывающей установке,
причем обрабатывающая установка содержит обрабатывающую ванну с оросительной секцией и погружной секцией, и причем обрабатывающая установка содержит общее улавливающее средство для обрабатывающей жидкости,
причем стальная полоса состоит из нержавеющей стали и является непрерывной стальной полосой, ориентированной по существу горизонтально, как в продольном, так и в поперечном направлениях,
причем стальная полоса имеет верхнюю поверхность и нижнюю поверхность,
причем способ включает в себя непрерывное перемещение стальной полосы через обрабатывающую установку в направлении транспортировки, причем направление транспортировки параллельно продольному направлению стальной полосы так, что:
- на первом шаге во время нахождения стальной полосы в оросительной секции обрабатывающей установки обрабатывающую жидкость распыляют на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы,
- на втором шаге во время нахождения стальной полосы в погружной секции обрабатывающей установки стальную полосу погружают в обрабатывающую жидкость,
причем во время обработки стальной полосы обрабатывающую жидкость непрерывно откачивают из общего улавливающего средства и как через оросительную секцию, так и через погружную секцию обрабатывающей установки, причем распыление обрабатывающей жидкости на верхнюю и нижнюю поверхности стальной полосы выполняют с использованием оросительных сопел.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, можно создать обрабатывающую установку, которая требует сравнительно низких затрат на монтаж, а также уменьшенных эксплуатационных расходов. Настоящее изобретение относится к способу химической или электрохимической обработке поверхности нержавеющей стали, предпочтительно в виде полосы, причем материал обрабатывают травильным раствором, предпочтительно содержащим НСl, в одной или более обрабатывающих ванн для удаления слоя окалины, которая ранее образовалась во время процесса горячей прокатки металлической полосы (стальной полосы). Эта обработка необходима для достижения чистой поверхности или для дальнейшей обработки в процессе холодной прокатки или для непосредственного коммерческого использования.
Согласно одному варианту осуществления настоящего изобретения вместо стальной полосы, содержащей нержавеющую сталь, является также предпочтительным, что стальная полоса состоит из нержавеющей стали.
Согласно настоящему изобретению является предпочтительным, что способ химической или электрохимической обработки поверхности нержавеющей стали выполняют с использованием травильного раствора, содержащего НСl в качестве единственного травильного агента, причем преимущества оросительного травления используют в максимальной степени. Кроме того, способ должен быть управляемым, минимизируя риск перетравливания, так что способ может быть реализован в коммерчески используемых в промышленных травильных линиях.
Это резкое сокращение времени травления в случае оросительного и турбулентного травления может быть объяснено очень тонким ламинарным граничным слоем, который боле тонкий, чем в случае турбулентного погружного травления. Движущая силе переноса тепла, массы и момента через граничный слой больше, поскольку толщина слоя значительно уменьшена.
Согласно настоящему изобретению отработанная кислота такого способа имеет такое качество, что она может быть обработана в регенерационных установках без дополнительных капитальных вложений, принимая во внимание, прежде всего, концентрацию FeCl3 в такой обработанной кислоте.
Настоящее изобретение также направлено на возможность модернизации существующих травильных линий, прежде всего обрабатывающих ванн, и на использование более эффективной технологии травления с улучшенной эффективностью при повторном использовании существующего оборудования для уменьшения стоимости монтажа, например могут быть повторно использованы сети для циркуляции кислоты и т.п.
Согласно настоящему изобретению, предпочтительным образом, возможно, что такие требования могут быть достигнуты настоящим изобретением, включающим в себя способ травления с использованием содержащего НСl травильного раствора в качестве единственной травильной кислоты, причем подлежащий обработке материал (например, стальная полоса) обрабатывается горизонтально через одну или более обрабатывающих ванн, которые - в случае более чем одной обрабатывающей ванны - эксплуатируются как травильный каскад.
Согласно настоящему изобретению каждая единичная обрабатывающая ванна (или обрабатывающая установка) вышеописанного способа содержит зону оросительного травления и зону погружного травления, оформленные как один блок с использованием общей циркуляционной сети, то есть общего циркуляционного бака (общего улавливающего средства) с несколькими насосными сетями. Вся травильная кислота, приходящая с погружной секции и оросительной секции, собирается и смешивается в общем циркуляционном баке (общем улавливающем средстве) и перекачивается назад к вышеупомянутым двум травильным секциям (обрабатывающей ванны обрабатывающей установки). В одиночной травильной ванне (обрабатывающей ванне) может потребоваться направляющий валок под полосой, расположенный между оросительной и травильной секцией для лучшего позиционирования стальной полосы в обрабатывающей ванне. Обычно блок отжимного валика, как он обычно устанавливается между двумя травильными секциями, - не требуется. Предпочтительно, первая секция обрабатывающей ванны является оросительной секцией, в то время как вторая секция является секцией травления погружением, предпочтительно с высокой эффективностью, такой как технология турбулентного потока в неглубоких ваннах.
Согласно настоящему изобретению стальная полоса обрабатывается в обрабатывающей ванне обрабатывающей установки посредством обрабатывающей жидкости так, что одинаковая обрабатывающая жидкость используется как в оросительной секции, так и в погружной секции обрабатывающей ванны. Поэтому, предпочтительным образом, можно реализовать обрабатывающую установку (имеющую как оросительную секцию, так и погружную секцию) более экономически эффективным образом, поскольку одно и то же общее улавливающее средство (а также, по меньшей мере, часть циркуляционной системы) может быть использовано как для оросительной секции, так и для погружной секции, снижая, следовательно, затраты на реализацию возможности обработки стальной полосы посредством как оросительной секции, так и погружной секции.
Согласно настоящему изобретению стальная полоса состоит из нержавеющей стали и является непрерывной стальной полосой, ориентированной по существу горизонтально, как в продольном, так и в поперечном направлениях, по меньшей мере в обрабатывающей установке. Это означает, что стальная полоса большей частью ориентирована горизонтально в ее поперечном направлении, но допускается провисание в ее продольном направлении. Изменение высоты стальной полосы в обрабатывающей установке в ее продольном направлении может достигать, например, до 0,5 м. Предпочтительно, также между обрабатывающей установкой или между несколькими обрабатывающими установками изменения высоты стальной полосы в ее продольном направлении может также составлять до 0,5 м. Обычно, согласно настоящему изобретению является предпочтительным, что изменение высоты стальной полосы в ее продольном направления составляет до 0,5 м на всем протяжении обрабатывающей системы, которая потенциально (и обычно) содержит несколько обрабатывающих установок, расположенных одна за другой в направлении перемещения стальной полосы.
Согласно настоящему изобретению обрабатывающую жидкость на первом шаге и посредством сопел, во время нахождения стальной полосы в оросительной секции обрабатывающей установки, распыляют на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы. На втором шаге (который не обязательно является следующим за первым шагом, а может быть также предшествующим первому шагу), во время нахождения стальной полосы в погружной секции обрабатывающей установки, стальную полосу погружают в обрабатывающую жидкость. Для обработки стальной полосы обрабатывающую жидкость обрабатывающей установки непрерывно откачивают из общего улавливающего средства (этой обрабатывающей установки) как через оросительную секцию, так и через погружную секцию обрабатывающей ванны, причем распыление обрабатывающей жидкости на верхнюю и нижнюю поверхности стальной полосы обеспечивают с использованием оросительных сопел.
Согласно настоящему изобретению две технологии травления напрямую объединяют в одной обрабатывающей ванне (то есть, в одной обрабатывающей установке), то есть используя физически одну и ту же травильную кислоту (или одну и ту же обрабатывающую жидкость) в обеих травильных секциях (то есть, как в оросительной секции, так и в погружной секции рассматриваемой обрабатывающей установки), как описано. Таким путем концентрация FeCl3 может поддерживаться ниже критического уровня в ходе всего травления, гарантируя одинаковый результат без риска перетравливания. Кроме того, отработанная кислота этого способа может быть легко регенерирована в регенерационных установках без дополнительных капиталовложений для достижения законодательно требуемых уровней выбросов, особенно в отношении выбросов пыли.
Согласно настоящему изобретению эффективность способа обработки (или способа травления) увеличивается. Испытания подтвердили, что определенное увеличение концентрации FeCl3 уменьшает время травления также и для способа травления погружением. Следовательно, способ согласно настоящему изобретению использует преимущества высокоэффективного оросительного способа травления, в то время как эффективность погружного способа травления также увеличивается благодаря совместному использованию травильной кислоты (то есть, одну и ту же обрабатывающую жидкость используют как в оросительной секции, так и в погружной секции одной и той же обрабатывающей установке) и, следовательно, повышенному уровню FeCl3. Конечно, в (обычном) случае, когда в травильной линии или в системе обработки стальной полосы травлением используют более чем одну обрабатывающую установку, это не означает, что одну и та же обрабатывающую жидкость используют во всех таких разных обрабатывающих установках. Напротив, в случае нескольких обрабатывающих установок (то есть, когда каждая обрабатывающая ванна содержит оросительную секцию и погружную секцию), для разных обрабатывающих станций обычно используют разную обрабатывающую жидкость, однако в одной и той же обрабатывающей установке/обрабатывающей ванне для обоих видов способов травления (оросительное и погружное травление) используют одну и ту же обрабатывающую жидкость. Следовательно, предпочтительным образом, является возможным, что можно будет избежать недостатков сравнительно высокой концентрации FeCl3, которая обычно возникла бы в случае объединения используемых для оросительного травления и погружного травления разных обрабатывающих жидкостей в одной и той же обрабатывающей установке.
Согласно настоящему изобретению конструкцию обрабатывающей линии или травильной линии выполняют таким образом, что, предпочтительным образом, возможно, что обрабатывающие установки или обрабатывающие ванны могут легко заменять существующие ванны в случае требуемой модернизации (или реконструкции), в то время как циркуляционные сети могут быть повторно использованы. Это главным образом приписывается тому факту, что технология оросительного травления и технология погружного травления (то есть, оросительная секция и погружная секция) объединены в одной обрабатывающей ванне (то есть, как часть обрабатывающей ванны).
Конструкция согласно настоящему изобретению также допускает возможность эксплуатации обрабатывающих ванн без другого (внешнего) циркуляционного бака - или общего улавливающего средства - (то есть, внешнего или отдельного от обрабатывающей ванны). В таком варианте осуществления саму обрабатывающую ванну, прежде всего область под оросительной секцией, и, если требуется, также под погружной секцией используют как циркуляционный бак (или общее улавливающее средство), то есть циркуляционный бак (или общее улавливающее средство) реализуют объединенным с обрабатывающей ванной. Это является предпочтительным для замены (реконструкции) глубоких обрабатывающих ванн, которые часто эксплуатировались без циркуляционные сетей. В этом случае требуется только добавить насосную сеть, в то время как циркуляционный бак встраивают (или объединяют) в обрабатывающую ванну.
Согласно одному предпочтительному варианту осуществления настоящего изобретения оросительная секция имеет эффективную длину орошения параллельно продольному направлению стальной полосы так, что во время первого шага верхняя и нижняя поверхности стальной полосы воспринимают обрабатывающую жидкость, когда они расположены в пределах эффективной длины орошения, причем погружная секция имеет эффективную длину погружения параллельно продольному направлению стальной полосы так, что во время второго шага стальная полоса ее верхней и нижней сторонами погружена в обрабатывающую жидкость, когда она расположена в пределах эффективной глубины погружения, причем эффективную длину орошения и эффективную длину погружения предусматривают такими, что они имеют отношение между и включая от 30:70 до 70:30, прежде всего отношение 50:50.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, гибко адаптировать технологические параметры травильной линии, чтобы она наилучшим образом соответствовала намеченному оперативному использованию после сооружения. Путем задания длины погружной секции (при заданной скорости перемещения стальной полосы через травильную линию) задают время, в течение которого обрабатывающая жидкость эффективно обрабатывает стальную полосу в погружной секции. Путем задания длины оросительной секции (одинаковым образом при заданной скорости перемещения стальной полосы через травильную линию) задают максимальное время оросительного травления относительно времени погружного травления.
Согласно другому предпочтительному варианту осуществления настоящего изобретения эффективную длину распыления и, следовательно, отношение эффективной длины распыления к эффективной длине погружения изменяют путем активирования только части оросительных сопел.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, изменять время оросительного травления даже во время оперативного использования травильной линии, то есть путем дезактивирования части оросительных сопел. Путем избирательного активирования и/или дезактивирования групп оросительных сопел согласно изобретению, предпочтительным образом, возможно, что также образ действия или интенсивность шага оросительного травления могут изменять при оперативном использовании травильной линии, например путем использования только каждого второго оросительного сопла, так что оросительное травление в оросительной секции становится менее интенсивным.
Согласно одному предпочтительному варианту осуществления настоящего изобретения оросительная секция расположена вдоль направления перемещения стальной полосы выше по потоку относительно погружной секции. Согласно альтернативному предпочтительному варианту осуществления настоящего изобретения оросительная секция расположена вдоль направления перемещения стальной полосы ниже по потоку относительно погружной секции.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, обеспечить возможность разных конфигураций травильной линии. Например, предпочтительным образом, можно (в случае, когда используются по меньшей мере две обрабатывающие установки) выполнить обе обрабатывающие установки так, что оросительная секция расположена выше по потоку относительно погружной секции (то есть, стальная полоса сначала проходит через оросительную секцию, а затем через погружную секцию). Это приводит к такой последовательности травления, что оросительное и погружное травление (с использованием первой обрабатывающей жидкости) происходит в первой (или расположенной первой по ходу процесса) обрабатывающей установке с последующим оросительным или погружным травлением (с использованием второй обрабатывающей жидкости) во второй (или расположенной второй по ходу процесса) обрабатывающей установке. Альтернативно, предпочтительным образом, можно (в случае, когда используются по меньшей мере две обрабатывающие установки) выполнить первую обрабатывающую установку так, что оросительная секция расположена ниже по потоку относительно погружной секции (то есть, стальная полоса сначала проходит через погружную секцию, а затем через оросительную секцию), и выполнить вторую обрабатывающую установку так, что оросительная секция расположена выше по потоку относительно погружной секции (то есть, стальная полоса сначала проходит через оросительную секцию (второй обрабатывающей установки) и затем через погружную секцию (второй обрабатывающей установки)). Это приводит к такой последовательности травления, что погружное и оросительное травление (с использованием первой обрабатывающей жидкости) происходит в первой (или расположенной первой по ходу процесса) обрабатывающей установке с последующим погружным или оросительным травлением (с использованием второй обрабатывающей жидкости) во второй (или расположенной второй по ходу процесса) обрабатывающей установке. Конечно, эти конструктивные блоки из двух обрабатывающий установок могут повторяться или объединяться с другими обрабатывающими установками или конфигурациями обрабатывающих установок.
Согласно одному предпочтительному варианту осуществления настоящего изобретения способ включает в себя использование, кроме использование обрабатывающей жидкости в обрабатывающей установке, другой обрабатывающей жидкости в другой обрабатывающей установке, причем другая обрабатывающая установка содержит другую обрабатывающую ванну с другой оросительной секцией и другой погружной секцией, и причем другая обрабатывающая установка содержит другое общее улавливающее средство для другой обрабатывающей жидкости,
причем способ включает в себя непрерывное перемещение стальной полосы через другую обрабатывающую установку в направления перемещения так, что:
- на третьем шаге во время нахождения стальной полосы в другой оросительной секции другой обрабатывающей установки другую обрабатывающую жидкость распыляют на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы,
- на четвертом шаге во время нахождения стальной полосы в другой погружной секции другой обрабатывающей установки стальную полосу погружают в другую обрабатывающую жидкость,
причем во время обработки стальной полосы другую обрабатывающую жидкость непрерывно откачивают из другого общего улавливающего средства и как через другую оросительную секцию, так и через другую погружную секцию другой обрабатывающей установки, причем распыление другой обрабатывающей жидкости на верхнюю и нижнюю поверхности стальной полосы обеспечивают с использованием других оросительных сопел, причем третий и четвертый шаги предшествуют первому и второму шагу или следуют за первым и вторым шагами.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, объединить по меньшей мере две обрабатывающие установки согласно изобретению в одной травильной линии. Конечно, согласно настоящему изобретения также возможно и предпочтительно объединение двух обрабатывающих установок согласно изобретению с обычной обрабатывающей установкой (то есть, имеющей в обрабатывающей ванне только оросительную секцию или только погружную секцию) или с несколькими обычными обрабатывающими установками. При такой архитектуре обрабатывающей линии две обрабатывающие линии согласно изобретению или располагают непосредственно последовательно друг за другом в направлении перемещения стальной полосы или комбинацию с одной или несколькими обычными обрабатывающими установками обеспечивают так, что обрабатывающую установку (или первую обрабатывающую установку) располагают согласно направлению перемещения стальной полосы выше по потоку относительно обычной обрабатывающей установки (или выше по потоку относительно нескольких обычных обрабатывающих установок), и ниже по потоку относительно этой или этих обычных обрабатывающих установок располагают другую обрабатывающую установку (или вторую обрабатывающую установку) согласно настоящему изобретению.
Согласно другому предпочтительному варианту осуществления настоящего изобретения обрабатывающая жидкость и/или другая обрабатывающая жидкость содержит:
- хлористо-водородную кислоту в диапазоне концентраций от и включая 150 г/л до и включая 250 г/л, и
- FeCl3 в диапазоне концентраций от и включая 10 г/л до и включая 35 г/л, прежде всего в диапазоне концентраций от и включая 15 г/л до и включая 30 г/л или прежде всего в диапазоне концентрацией от и включая 19 г/л до и включая 26 г/л, и
- FeCl2 в диапазоне концентраций от и включая 30 г/л до и включая 300 г/л, прежде всего в диапазоне концентраций от и включая 30 г/л до и включая 60 г/л, или в диапазоне концентраций от и включая 130 г/л до и включая 180 г/л или в диапазоне концентраций от и включая 230 г/л до и включая 300 г/л.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, сочетать высокую эффективность процесса травления при сохранении возможности сравнительно простой регенерации отработанных травильных кислот (обрабатывающих жидкостей).
Настоящее изобретение также относится к системе для обработки стальной полосы, прежде всего для травильной обработки стальной полосы, посредством обрабатывающей жидкости в обрабатывающей установке, причем система содержит обрабатывающую установку, причем обрабатывающая установка содержит обрабатывающую ванну с оросительной секцией, погружной секцией, и причем обрабатывающая установка содержит общее улавливающее средство для обрабатывающей жидкости,
причем стальная полоса состоит из нержавеющей стали и является непрерывной стальной полосой, ориентированной по существу горизонтально как в ее продольном, так и в поперечном направлениях,
причем стальная полоса имеет верхнюю поверхность и нижнюю поверхность,
причем система выполнена для непрерывного перемещения стальной полосы через обрабатывающую установку в направлении перемещения, причем направление перемещения параллельно продольному направлению стальной полосы, так что:
- во время нахождения стальной полосы в оросительной секции обрабатывающей установки обрабатывающая жидкость распыляется на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы,
- во время нахождения стальной полосы в погружной секции обрабатывающей установки стальная полоса погружена в обрабатывающую жидкость,
причем система выполнена так, что обрабатывающая жидкость непрерывно откачивается из общего улавливающего средства и как через оросительную секцию, так и через погружную секцию обрабатывающей установки, причем система содержит оросительные сопла, так что обрабатывающая жидкость распыляется на верхнюю и нижнюю поверхности стальной полосы с использованием оросительных сопел.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, создать систему (или обрабатывающую установку), которая требует сравнительной низких затрат на монтаж, а также уменьшенных эксплуатационных расходов. Согласно настоящему изобретению можно, предпочтительным образом, объединить преимущества оросительного травления и погружного травления и минимизировать риск перетравливания. Кроме того, является предпочтительным, что отработанная кислота такой системы имеет такое качество, что она может быть обработана в регенерирующих установках без дополнительных затрат, принимая во внимание, прежде всего, концентрацию FeCl3 в такой обработанной кислоте.
Согласно одному варианту осуществления настоящего изобретения вместо стальной полосы, содержащей нержавеющую сталь, является также предпочтительным, что стальная полоса состоит из нержавеющей стали.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, особенно в отношении системы согласно изобретению, оросительная секция имеет эффективную длину орошения параллельно продольному направлению стальной полосы такую, что верхняя и нижняя поверхности стальной полосы получают обрабатывающую жидкость. Когда она находится в пределах эффективной длины орошения, причем погружная секция имеет эффективную длину погружения параллельно продольному направлению стальной полосы такую, что стальная полоса ее верхней и нижней сторонами погружена в обрабатывающую жидкость, когда она находится в пределах эффективной длины погружения, причем эффективная длина орошения и эффективная длина погружения предусматриваются такими, что они имеют отношение между и включая от 30:70 до 70:30, прежде всего отношение 50:50.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, (абзац не закончен - прим. переводчика).
Согласно одному предпочтительному варианту осуществления настоящего изобретения, прежде всего в отношении системы согласно изобретению, оросительная секция расположена вдоль направления перемещения стальной полосы выше по потоку относительно погружной секции. Согласно альтернативному предпочтительному варианту осуществления настоящего изобретения, особенно относительно системы согласно изобретению, оросительная секция расположена вдоль направления перемещения стальной полосы ниже по потоку относительно погружной секции.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, гибко приспосабливать технологические параметры травильной линии, чтобы наилучшим образом соответствовать предполагаемому оперативному использованию после сооружения.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, прежде всего в отношении системы согласно изобретению, общее улавливающее средство для обрабатывающей жидкости как оросительной секции, так и погружной секции является улавливающим средством, отделенным от обрабатывающей ванны обрабатывающей установки.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, соорудить обрабатывающую ванну весьма экономичным образом так, что, прежде всего, объем обрабатывающей ванны сравнительно мал (и, следовательно, должно использоваться меньше обрабатывающей жидкости). Обрабатывающая жидкость прокачивается через общее улавливающее средство (или циркуляционный бак), которое отделено от обрабатывающей ванны.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, прежде всего в отношении системы согласно изобретению, общее улавливающее средство для обрабатывающей жидкости как оросительной секции, так и погружной секции является улавливающим средством, объединенным с обрабатывающей ванной обрабатывающей установки, прежде всего, объединенным так, что нижняя часть обрабатывающей ванны образует общее улавливающее средство.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, прежде всего в отношении системы согласно изобретению, общее улавливающее средство для обрабатывающей жидкости как оросительной секции, так и погружной секции является улавливающим средством, объединенным с обрабатывающей ванной обрабатывающей установки, прежде всего, объединенным так, что нижняя часть обрабатывающей ванны образует общее улавливающее средство.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, реализовать обрабатывающую установку весьма экономичным образом, поскольку не требуется отдельное общее улавливающее средство (или циркуляционный бак).
Согласно одному предпочтительному варианту осуществления настоящего изобретения, прежде всего в отношении системы согласно изобретению, система содержит, кроме обрабатывающей жидкости в обрабатывающей установке, другую обрабатывающую жидкость в другой обрабатывающей установке, причем другая обрабатывающая установка содержит другую обрабатывающую ванну с другой оросительной секцией и другой погружной секцией, и причем другая обрабатывающая установка содержит другое общее улавливающее средство для другой обрабатывающей жидкости,
причем система выполнена так, что стальная полоса непрерывно перемещается через другую обрабатывающую установку в направлении перемещения так, что:
- во время нахождения стальной полосы в другой оросительной секции другой обрабатывающей установки другая обрабатывающая жидкость распыляется на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы,
- во время нахождения стальной полосы в другой погружной секции другой обрабатывающей установки стальная полоса погружена в другую обрабатывающую жидкость,
причем система выполнена так, что другая обрабатывающая жидкость непрерывно откачивается из другого общего улавливающего средства и как через другую оросительную секцию, так и через другую погружную секцию другой обрабатывающей установки, причем система содержит другие оросительные сопла так, что другая обрабатывающая жидкость распыляется на верхнюю и нижнюю поверхности стальной полосы с использованием других оросительных сопел.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, объединить по меньшей мере две обрабатывающие установки согласно изобретению в травильную линию. Конечно, также возможно и является предпочтительным согласно настоящему изобретению объединение таких двух обрабатывающих установок согласно изобретению с обычной обрабатывающей установкой (то есть, имеющей в обрабатывающей ванне только оросительную секцию или только погружную секцию) или с несколькими обычными обрабатывающими установками.
Согласно одному предпочтительному варианту осуществления настоящего изобретения система содержит, кроме обрабатывающей жидкости в обрабатывающей установке и другой обрабатывающей жидкости в другой обрабатывающей установке, третью обрабатывающую жидкость в третьей обрабатывающей установке, причем третья обрабатывающая установка содержит третью обрабатывающую ванну с третьей оросительной секцией и третьей погружной секцией, и причем третья обрабатывающая установка содержит третье общее улавливающее средство для третьей обрабатывающей жидкости.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, объединить по меньшей мере три обрабатывающие установки согласно изобретению в травильную линию. Конечно, также возможно и является предпочтительным согласно настоящему изобретению объединение таких трех обрабатывающих установок согласно изобретению с обычной обрабатывающей установкой (то есть, имеющей в обрабатывающей ванне только оросительную секцию или только погружную секцию) или с несколькими обычными обрабатывающими установками.
Согласно еще одному предпочтительному варианту осуществления настоящего изобретения система содержит, кроме обрабатывающей жидкости в обрабатывающей установке, другой обрабатывающей жидкости в другой обрабатывающей установке, третьей обрабатывающей жидкости в третьей обрабатывающей установке, четвертую обрабатывающую жидкость в четвертой обрабатывающей установке, причем четвертая обрабатывающая установка содержит четвертую обрабатывающую ванну с четверной оросительной секцией и четвертой погружной секцией, и причем четвертая обрабатывающий установка содержит четвертое общее улавливающее средство для четвертой обрабатывающей жидкости. Согласно другим вариантам осуществления является возможной и предпочтительной согласно настоящему изобретению также комбинация из пяти обрабатывающих установок согласно настоящему изобретению.
Согласно другому предпочтительному варианту осуществления настоящего изобретения обрабатывающая жидкость и/или другая обрабатывающая жидкость и/или третья обрабатывающая жидкость содержит:
- хлористо-водородную кислоту в диапазоне концентраций от и включая 150 г/л до и включая 250 г/л, и
- FeCl3 в диапазоне концентраций от и включая 10 г/л до и включая 35 г/л, прежде всего в диапазоне концентраций от и включая 15 г/л до и включая 30 г/л или прежде всего в диапазоне концентрацией от и включая 19 г/л до и включая 26 г/л, и
- FeCl2 в диапазоне концентраций от и включая 30 г/л до и включая 300 г/л, прежде всего в диапазоне концентраций от и включая 30 г/л до и включая 60 г/л, или в диапазоне концентраций от и включая 130 г/л до и включая 180 г/л или в диапазоне концентраций от и включая 230 г/л до и включая 300 г/л.
Согласно настоящему изобретению посредством этого можно, предпочтительным образом, сочетать высокую эффективность процесса травления при сохранении возможности сравнительно простой регенерации отработанных травильных кислот (обрабатывающих жидкостей).
Эти и другие характеристики, признаки и преимущества настоящего изобретения будут ясны из нижеследующего подробного описания в сочетании с сопутствующими фигурами, которые иллюстрируют в качестве примера принципы изобретения. Описание приводится только для примера без ограничения объема изобретения. Приводимые ниже ссылочные обозначения относятся к прилагаемым фигурам.
Краткое описание фигур
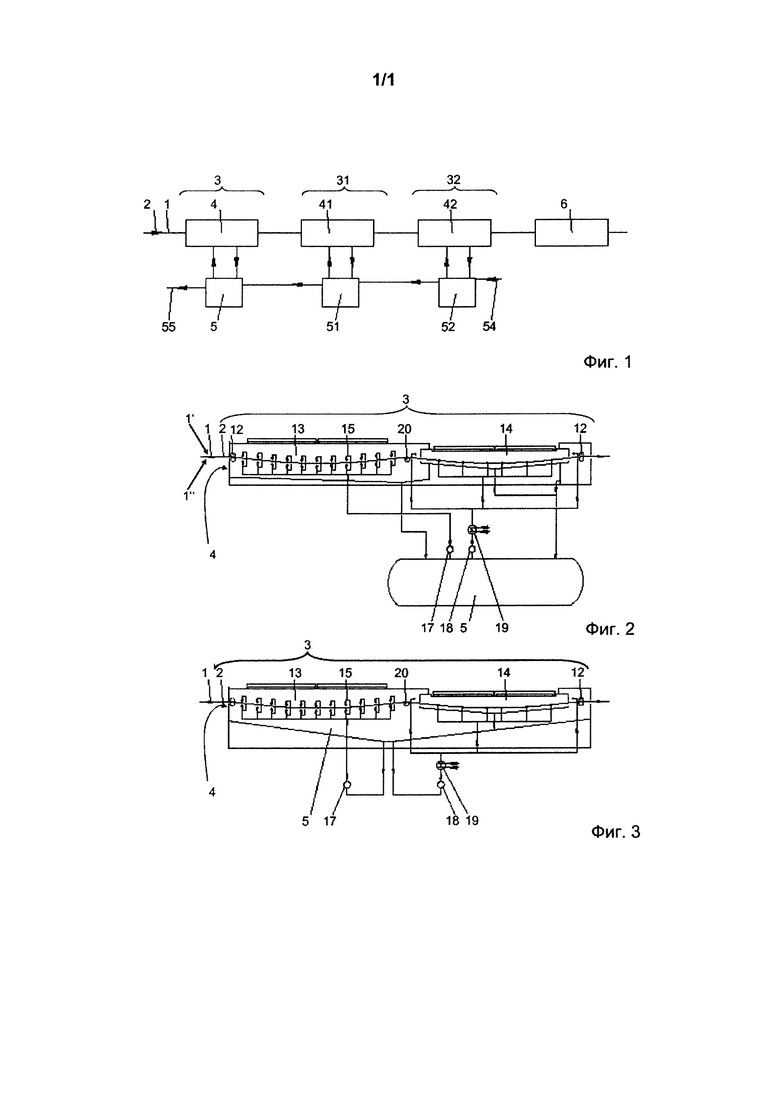
Фиг. 1 схематически показывает обрабатывающую систему, содержащую три разные обрабатывающие установки, причем каждая из них выполнена согласно настоящему изобретению, то есть имея обрабатывающую ванну как с оросительной секцией, так и погружной секцией так, что общее улавливающее средство и одна и та же обрабатывающая жидкость используются для обработка стальной полосы как в соответствующей оросительной секции, так и в погружной секции.
Фиг. 2 схематически показывает первый вариант осуществления обрабатывающей установки, имеющей обрабатывающую ванну и общее улавливающее средство, отделенное от обрабатывающей ванны, причем обрабатывающая ванна имеет оросительную секцию и погружную секцию для обработки стальной полосы общей обрабатывающей жидкостью, циркулирующей между - и внутри - общим улавливающим средством, с одной стороны, и оросительной и погружной секциями, с другой стороны.
Фиг. 3 схематически показывает второй вариант осуществления обрабатывающей установки, имеющей обрабатывающую ванну и общее улавливающее средство, отделенное от обрабатывающей ванны, причем обрабатывающая ванна имеет оросительную секцию и погружную секцию для обработки стальной полосы общей обрабатывающей жидкостью, циркулирующей между - и внутри - общего улавливающего средства, с одной стороны, и оросительной и погружной секциями, с другой стороны.
Подробное раскрытие изобретения
Настоящее изобретение будет описано применительно к конкретным вариантам осуществления и со ссылкой на определенные фигуры, но изобретение ими не ограничивается, а только пунктами формулы изобретения. Описанные фигуры являются только схематическими и не ограничивающими. На фигурах размер некоторых элементов может быть преувеличенным и не изображенным в масштабе для иллюстративных целей.
Когда существительное упоминается в единственном числе, то этот случай включает в себя множественное число этого существительного, если только нет особого указания.
Кроме того, выражения «первый», «второй», «третий» и т.п.в описании и в пунктах формулы изобретения используются для различения между подобными элементами и не обязательно для описания последовательного или хронологического порядка. Следует понимать, что используемые так выражения в определенных условиях являются взаимозаменяемыми и что описанные здесь варианты осуществления настоящего изобретения допускают эксплуатацию в других последовательностях, чем описанные или показанные здесь.
Фиг. 1 схематически показывает обрабатывающую систему, содержащую три разные обрабатывающие установки 3, 31, 32 как пример травильной линии согласно настоящему изобретению. В одном возможном и предпочтительном выполнении травильной линии для обработки стальной полосы 1, показанном на фиг. 1, все три обрабатывающие установки 3, 31, 32 представляют собой обрабатывающие установки согласно настоящему изобретению, то есть имеющие обрабатывающую ванну как с оросительной секцией, так и с погружной секцией, так что общее улавливающее средство и общая обрабатывающая жидкость используются для обработки стальной полосы как в соответствующей оросительной секции, так и в погружной секции. В таком выполнении и архитектуре травильной линии все три обрабатывающие установки 3, 31, 32 реализованы или согласно первому варианту осуществления настоящего изобретения, показанному на фиг. 2 в качестве примера обрабатывающей установки, представленной ссылочным обозначением 3, или согласно второму варианту осуществления изобретения, показанному на фиг. 3 в качестве примера обрабатывающей установки, представленной ссылочным обозначением 3. Альтернативно часть из трех обрабатывающих установок 3, 31, 32 реализована согласно первому варианту осуществления настоящего изобретения (фиг. 2), а другая часть реализована согласно второму варианту осуществления настоящего изобретения (фиг. 3). В контексте настоящего изобретения термины «обрабатывающая установка» и «первая обрабатывающая установка», а также «другая обрабатывающая установка» и «вторая обрабатывающая установка» используются синонимично и имеют целью только различение обрабатывающих установок друг от друга. Как правило, система обозначений обычно (но не обязательно) относится к расположению обрабатывающей установки вдоль направления перемещения стальной полосы, причем направление перемещения показано ссылочным обозначением 2. В показанном на фиг.1 выполнении обрабатывающая установка 3 (или первая обрабатывающая установка) расположена выше по потоку относительно другой обрабатывающей установки 31 (или второй обрабатывающей установки). Другая обрабатывающая установка 31 (или вторая обрабатывающая установка) расположена выше по потоку относительно третьей обрабатывающей установки 32. Обрабатывающая установка 3 (или первая обрабатывающая установка) содержит обрабатывающую ванну 4 (или первую обрабатывающую ванну) и общее улавливающее средство 5 (или первое общее улавливающее средство).
Другая обрабатывающая установка 31 (или вторая обрабатывающая установка) содержит другую обрабатывающую ванну 41 (или вторую обрабатывающую ванну) и другое общее улавливающее средство 51 (или второе общее улавливающее средство). Третья обрабатывающая установка 32 содержит третью обрабатывающую ванну 42 и третье общее улавливающее средство 52. В приведенном в качестве примера выполнении травильной линии, показанной на фиг. 1 (где все обрабатывающие установки выполнены согласно настоящему изобретению), каждая из трех обрабатывающих установок 3, 31, 32 имеет оросительную секцию и погружную секцию как части соответствующей обрабатывающей ванны 4, 41, 42, то есть обрабатывающая установка 3 (первая обрабатывающая установка) имеет оросительную секцию (или первую оросительную секцию) и погружную секцию (или первую погружную секцию) с использованием обрабатывающей жидкости (или первой обрабатывающей жидкости), другая обрабатывающая установке 31 (или вторая обрабатывающая установка) имеет другую оросительную секцию (или вторую оросительную секцию) (на фиг. 1 не показана) и другую погружную секцию (или вторую погружную секцию (на фиг. 1 не показана) с использованием другой обрабатывающей жидкости (или второй обрабатывающей жидкости), и третья обрабатывающая установка 32 имеет третью оросительную секцию (на фиг. 1 не показана) и третью погружную секцию (на фиг. 1 не показана) с использованием третьей обрабатывающей жидкости. Для приведенного в качестве примера случая обрабатывающей установки 3 (первой обрабатывающей установки 3) первый и второй вариант осуществления настоящего изобретения схематически показан на фиг. 2 и 3.
Фиг. 2 схематически показывает первый вариант осуществления обрабатывающей установки 3, имеющей обрабатывающую ванну 4 и общее улавливающее средство 5, отделенное от обрабатывающей ванны 4, причем обрабатывающая ванна 4 имеет оросительную секцию 13 и погружную секцию 14 для обработки стальной полосы 1 общей обрабатывающей жидкостью, циркулирующей между - и внутри - общим улавливающим средством 5, с одной стороны, и оросительной и погружной секциями 13, 14, с другой стороны.
Фиг. 3 схематически показывает второй вариант осуществления обрабатывающей установки 3, имеющей обрабатывающую ванну 4 и общее улавливающее средство 5, отделенное от обрабатывающей ванны 4, причем обрабатывающая ванна 4 имеет оросительную секцию 13 и погружную секцию 14 для обработки стальной полосы 1 общей обрабатывающей жидкостью, циркулирующей между - и внутри - общим улавливающим средством 5, с одной стороны, и оросительной и погружной секциями 13, 14, с другой стороны.
Фиг. 1, 2 и 3 совместно иллюстрируют способ обработки согласно изобретению и систему (или обрабатывающую установку) для химической или электрохимической обработки поверхности стальной полосы 1, причем стальная полоса 1 является полосой нержавеющей стали. Стальную полосу 1 сначала горизонтально перемещают через обрабатывающие установки 3, 31, 32, в которых стальную полосу 1 обрабатывают обрабатывающей жидкостью в виде травильной кислоты, обычно содержащей НСl. По меньшей мере одна из обрабатывающих установок 3, 31, 32 (или их соответствующие обрабатывающие ванны 4, 41, 42) содержат секцию оросительного травления (как показано на фиг. 2 и 3 в виде оросительной секции 13 обрабатывающей установки 3) и секцию погружного травления (как показано на фиг. 2 и 3 в виде погружной секции 14 обрабатывающей установки 3) согласно настоящему изобретению. Фиг. 1 показывает приведенное для примера выполнение с тремя обрабатывающими установками 3, 31, 32 (каждая имеющая обрабатывающую ванну) как предпочтительный вариант осуществления, однако число обрабатывающих установок (и обрабатывающих ванн) равно по меньшей мере одной и не ограничивается тремя.
Все обрабатывающие установки 3, 31, 32 содержат общее улавливающее средство, соответственно (то есть, соответствующие обрабатывающие ванны 4, 41, 42 соединены с соответствующими общими улавливающими средствами 5, 52, 52 (или циркуляционными баками), причем общие улавливающие средства 5, 51, 52 или (то есть, потенциально для каждой обрабатывающей установки 3, 31, 32 различно) реализованы как отдельные баки, как показано в первом варианте осуществления, представленном на фиг. 2, или реализованы как общие улавливающие средства 5, 51, 52, встроенные в соответствующую ванну 4, 41, 42, как показано на фиг. 3.
В приведенном в качестве примера варианте осуществления, показанном на фиг. 1, общие улавливающие средства 5, 51, 52 (или циркуляционные баки) эксплуатируют как каскад, то есть свежую или регенерированную кислоту (то есть, обрабатывающую жидкость) добавляют (см. ссылочное обозначение 54) в последнее общее улавливающее средство 52 (или последний циркуляционный бак), то есть относящееся к самой последней обрабатывающей установке 32 в направлении 2 перемещения стальной полосы 1, и затем направляют в другое общее улавливающее средство (или циркуляционный бак) против направления 2 перемещения полосы. Таким образом, уровень свободной кислоты самый высокий в третьей обрабатывающей жидкости (циркулирующей в третьей обрабатывающее установке 32), уровень свободной кислоты средний в другой обрабатывающей жидкости (второй обрабатывающей жидкости) (циркулирующей в другой (второй) обрабатывающей установке 31), и самый низкий в обрабатывающей жидкости (первой обрабатывающей жидкости) (циркулирующей в (первой) обрабатывающей установке 3). В заключение отработанную кислоту удаляют (ссылочное обозначение 55) из (первого) общего улавливающего средства 5 (или (первого) циркуляционного бака). После травильной обработки в трех обрабатывающих установках 3, 31, 32 (в приведенном в качестве примера варианте осуществления, показанном на фиг. 1) стальную полосу 1 дополнительно обрабатывают в секции 6, которая содержит промывную секцию и сушилку, если это необходимо.
Согласно показанному на фиг. 2 первому варианту осуществления общего улавливающего средства 5 (или циркуляционного бака) обрабатывающая установка 3 содержит обрабатывающую ванну 4 с отдельным общим улавливающим средством 5 (или отдельным циркуляционным баком 5). На входной и выходной секции установлены отжимные валики 12 для удаления травильной кислоты с полосы и направления стальной полосы 1 в обрабатывающую ванну 4. Отжимной валик 12 во входной секции используется только тогда, когда обрабатывающая ванна является первой ванной в процессе травления, подобной обрабатывающей установке 3 на фиг. 1. Следующие обрабатывающие установки (или обрабатывающие ванны), подобные обрабатывающим установкам 31, 32 на фиг. 1, не нуждаются в таком отжимном валике 12. В приведенном в качестве примера изображении на фиг. 2 (то есть, не обязательно) первая часть (согласно направлению перемещения стальной полосы 1) обрабатывающей ванны 4 является секцией 13 оросительного травления или оросительной секцией 13, за которой следует секция 14 погружного травления или погружная секция 14. В секции 13 оросительного травления оросительные сопла 15 установлены над и под поверхностью стальной полосы 1. Травильную кислоту (или обрабатывающую жидкость) закачивают из циркуляционного бака 5 (или общего улавливающего средства 5) посредством насосов 17, 18 как в секцию 13 оросительного травления, так и в секцию 14 погружного травления. В одной или более насосной сети установлен теплообменник 19 для нагревания травильной кислоты (обрабатывающей жидкости) до требуемой температуры. При необходимости между секцией 13 оросительного травления и секцией 14 погружного травления может быть установлен направляющий ролик 20 для уменьшения провисания полосы.
Согласно второму варианту осуществления общего улавливающего средства 5 (или циркуляционного бака), показанному на фиг. 3, обрабатывающая установка 3 содержит обрабатывающую ванну 4 с встроенным общим улавливающим средством 5. Другие узлы обрабатывающей установки 3 аналогичны узлам в описании к фиг. 2.
В то время как были показаны и подробно описаны для иллюстрации принципов изобретения специфические варианты осуществления изобретения, следует понимать, что изобретение может быть реализовано иным образом без отклонения от таких принципов.
Например, травильная линия сконфигурирована для максимальной ширины стальной полосы 1 в 1890 мм, максимальной скорости стальной полосы 1 в 85 м/мин. Кроме того, в качестве примера расстояние от оросительных сопел 15 до стальной полосы 1 (как от оросительных сопел до верхней поверхности 1' стальной полосы 1, так и до нижней поверхности 1ʺ стальной полосы 1) составляет 200 мм или приблизительно 200 мм. Дополнительно, расстояние между оросительными соплами 15 в боковом расправлении стальной полосы 1 соответствует 200 или приблизительно 200 мм. Дополнительно, расстояние между оросительными соплами 15 в продольном направлении стальной полосы 1 соответствует 500 мм или приблизительно 500 мм. Предпочтительно, обрабатывающую жидкость прокачивают через оросительное сопло под давлением между и включая 1 бар до и включая 3 бар, и количество обрабатывающей жидкости на сопло, предпочтительно, равно 12 л/мин или приблизительно 12 л/мин. Например, общее число оросительных сопел на обрабатывающую установку соответствует 306 или приблизительно 306, и количество прокачиваемой обрабатывающей жидкости на обрабатывающую установку соответствует 220 м3/час или приблизительно 220 м3/час.
Контрольные испытания были проведены на опытной установке. Опытная установка состояла из двух обрабатывающих установок (причем каждая имела обрабатывающую ванну), расположенных как описано в настоящем изобретения с первой секцией оросительного травления со следующей за ней секцией погружного травления в каждой из обрабатывающих ванн. Обрабатывающие ванны были выполнены так, что длина обеих секций была приблизительно одинаковой. Использованной травильной кислотой была НСl с концентрацией приблизительно 200 г/л общей кислоты в обеих ваннах. Обработанными во время испытаний материалами были разные марки аустенитной стали, такие как AISI 304 и 315. Результаты испытания подтвердили, что время травления может быть уменьшено на 40-45% по сравнению с обычным процессом травления с использованием технологии погружного травления с турбулентным потоком в неглубоких ваннах, в то время как концентрация FeCl3 постоянно была ниже 30 г/л, что считается некритичным, насколько это относится к процессу регенерации кислоты. Для всех испытанных материалов получены однородные результаты травления без каких-либо признаков перетравливания.
В другом испытании с использование этой же самой опытной установки материал обрабатывался с пониженной температурой травильной кислоты (обрабатывающей жидкости). Результаты показали, что температура может быть понижена с 90°С до 70°С, в то же время достигая такого же времени травления, как и для обычного процесса погружного травления с технологией турбулентного потока в неглубокой ванне. Этот результат эквивалентен 20% уменьшению энергии, которая необходима для поддержания температуры в процессе травления.
Как пример эксплуатации системы и, прежде всего, использования обрабатывающей жидкости в каскаде, приводится пример значений концентрации для примера использования трех обрабатывающих установок в травильной линии:
В первой обрабатывающей установке 3 концентрация НСl находится в диапазоне между и включая 201 г/л и включая 215 г/л, концентрация FeCl2 находится в диапазоне между и включая 270 г/л и включая 286 г/л, концентрация FeCl3 находится в диапазоне между и включая 23 г/л и включая 29 г/л. Температура обрабатывающей жидкости находится в диапазоне между и включая 87°С и включая 89°С. Во второй обрабатывающей установке 31 концентрация НСl находится в диапазоне между и включая 204 г/л и включая 214 г/л, концентрация FeCl2 находится в диапазоне между и включая 141 г/л и включая 149 г/л, концентрация FeCl3 находится в диапазоне между и включая 19 г/л и включая 23 г/л. Температура обрабатывающей жидкости находится в диапазоне между и включая 91°С и включая 93°С. В третьей обрабатывающей установке 31 концентрация НСl находится в диапазоне между и включая 190 г/л и включая 201 г/л, концентрация FeCl2 находится в диапазоне между и включая 40 г/л и включая 50 г/л, концентрация FeCl3 находится в диапазоне между и включая 20 г/л и включая 22 г/л. Температура обрабатывающей жидкости находится в диапазоне между и включая 88°С и включая 91°С.
ССЫЛОЧНЫЕ ОБОЗНАЧЕНИЯ
1 стальная полоса
2 направление перемещения стальной полосы
3 обрабатывающая установка
4 обрабатывающая ванна (обрабатывающей установки)
5 общее улавливающее средство (обрабатывающей установки)
12 отжимной валик (валики)
13 оросительная секция (обрабатывающей установки)
14 погружная секция (обрабатывающей установки)
15 оросительные сопла (обрабатывающей установки)
17, 18 насосы
19 теплообменник
20 направляющий ролик (ролики)
31 другая обрабатывающая установка
41 другая обрабатывающая ванна (другой обрабатывающей установки)
51 другое общее улавливающее средство (другой обрабатывающей установки)
32 третья обрабатывающая установка
42 третья обрабатывающая ванна (третьей обрабатывающей установки)
52 третье общее улавливающее средство (третьей обрабатывающей установки)
54 подача свежей обрабатывающей жидкости
55 удаление использованной обрабатывающей жидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ОБРАБОТКИ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ, ПРЕЖДЕ ВСЕГО ДЛЯ ТРАВЛЕНИЯ | 2015 |
|
RU2691688C2 |
| УСТАНОВКА И СПОСОБ ТРАВЛЕНИЯ | 2020 |
|
RU2790139C1 |
| УСТАНОВКА И СПОСОБ ОБРАБОТКИ РАСТВОРОВ ДЛЯ ТРАВЛЕНИЯ ПОЛОС ИЗ КРЕМНИСТОЙ СТАЛИ | 2008 |
|
RU2434975C2 |
| АГЕНТ ДЛЯ ТРАВЛЕНИЯ, СОДЕРЖАЩИЙ МОЧЕВИНУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2259422C2 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1996 |
|
RU2110618C1 |
| СПОСОБ ОЧИСТКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ОТ ОКАЛИНЫ | 2015 |
|
RU2699135C2 |
| СПОСОБ ОБРАБОТКИ СТАЛИ, А ТАКЖЕ УСТАНОВКА ДЛЯ ОБРАБОТКИ СТАЛИ | 2012 |
|
RU2568548C2 |
| СПОСОБ УДАЛЕНИЯ ЛАЗЕРНОЙ ОКАЛИНЫ | 2005 |
|
RU2405863C2 |
| УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ТРАВЛЕНИЯ СТАЛЬНЫХ ПОЛОС | 2008 |
|
RU2451772C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ХРОМА, СОДЕРЖАЩЕГОСЯ В ВАННЕ ДЛЯ ТРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2809020C2 |
Изобретение относится к способу обработки стальной полосы, прежде всего обработки стальной полосы травлением посредством обрабатывающей жидкости в обрабатывающей установке, причем обрабатывающая установка содержит обрабатывающую ванну с оросительной секцией и погружной секцией и общее улавливающее средство для обрабатывающей жидкости, причем стальная полоса состоит из нержавеющей стали и является непрерывной стальной полосой, ориентированной по существу горизонтально как в ее продольном, так и в поперечном направлениях, причем стальная полоса имеет верхнюю поверхность и нижнюю поверхность. Способ включает непрерывное перемещение стальной полосы через обрабатывающую установку в направлении перемещения, причем направление перемещения параллельно продольному направлению стальной полосы, при этом на первом шаге во время нахождения стальной полосы в оросительной секции обрабатывающей установки обрабатывающую жидкость распыляют на верхнюю поверхность стальной полосы и на нижнюю поверхность стальной полосы, на втором шаге во время нахождения стальной полосы в погружной секции обрабатывающей установки стальную полосу погружают в обрабатывающую жидкость, причем во время обработки стальной полосы обрабатывающую жидкость непрерывно откачивают из общего улавливающего средства и как через оросительную секцию, так и через погружную секцию обрабатывающей установки, причем распыление обрабатывающей жидкости на верхнюю и нижнюю поверхности стальной полосы выполняют с использованием оросительных сопел. Технический результат заключается в возможности обеспечения реализации способа сравнительно быстро, с высоким качеством и безвредно для окружающей среды. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ обработки стальной полосы (1), прежде всего обработки стальной полосы (1) травлением, посредством обрабатывающей жидкости в обрабатывающей установке (3), причем обрабатывающая установка (3) содержит обрабатывающую ванну (4) с оросительной секцией (13) и погружной секцией (14) и причем обрабатывающая установка (3) содержит общее улавливающее средство (5) для обрабатывающей жидкости,
причем стальная полоса (1) состоит из нержавеющей стали и является непрерывной стальной полосой (1), ориентированной по существу горизонтально как в ее продольной, так и в поперечном направлениях,
причем стальная полоса (1) имеет верхнюю поверхность (1') и нижнюю поверхность (1ʺ),
причем способ включает в себя непрерывное перемещение стальной полосы (1) через обрабатывающую установку (3) в направлении (2) перемещения, причем направление перемещения параллельно продольному направлению стальной полосы (1), так что:
- на первом шаге во время нахождения стальной полосы (1) в оросительной секции (13) обрабатывающей установки (3) обрабатывающую жидкость распыляют на верхнюю поверхность (1') стальной полосы и на нижнюю поверхность (1ʺ) стальной полосы (1),
- на втором шаге во время нахождения стальной полосы (1) в погружной секции (14) обрабатывающей установки (3) стальную полосу (1) погружают в обрабатывающую жидкость,
причем во время обработки стальной полосы (1) обрабатывающую жидкость непрерывно откачивают из общего улавливающего средства (5) и как через оросительную секцию (13), так и через погружную секцию (14) обрабатывающей установки (3), причем распыление обрабатывающей жидкости на верхнюю и нижнюю поверхности (1', 1ʺ) стальной полосы (1) выполняют с использованием оросительных сопел (15).
2. Способ по п. 1, причем оросительная секция (13) имеет эффективную длину орошения параллельно продольному направлению стальной полосы (1), такую что во время первого шага верхняя и нижняя поверхности (1', 1ʺ) стальной полосы (1) подвергаются воздействию обрабатывающей жидкости, когда она находится в пределах эффективной длины орошения, причем погружная секция (14) имеет эффективную длину погружения параллельно продольному направлению стальной полосы (1), такую что во время второго шага стальная полоса (1) ее верхней и нижней поверхностями (1, 1ʺ) погружена в обрабатывающую жидкость, когда она находится в пределах эффективной длины погружения, причем эффективную длину орошения и эффективную длину погружения предусматривают такими, что они имеют отношение между и включая от 30:70 до 70:30, прежде всего отношение 50:50.
3. Способ по п.1 или 2, причем эффективную длину орошения и, следовательно, отношение эффективной длины орошения к эффективной длине погружения изменяют путем активирования только части оросительных сопел (15).
4. Способ по одному из пп.1-3, причем вдоль направления перемещения стальной полосы (1) оросительную секцию (13) располагают выше по потоку или ниже по потоку относительно погружной секции (14).
5. Способ по одному из пп.1-4, причем способ включает в себя, кроме использования обрабатывающей жидкости в обрабатывающей установке (3), использование другой обрабатывающей жидкости в другой обрабатывающей установке (31), причем другая обрабатывающая установка (31) содержит другую обрабатывающую ванну (41) с другой оросительной секцией и другой погружной секцией и причем обрабатывающая установка (31) содержит другое общее улавливающее средство (51) для другой обрабатывающей жидкости,
причем способ включает в себя непрерывное перемещение стальной полосы (1) через другую обрабатывающую установку (31) в направлении перемещения так, что:
- на третьем шаге во время нахождения стальной полосы (1) в другой оросительной секции другой обрабатывающей установки (31) другую обрабатывающую жидкость распыляют на верхнюю поверхность (1') стальной полосы (1) и на нижнюю поверхность (1ʺ) стальной полосы (1),
- на четвертом шаге во время нахождения стальной полосы (1) в другой погружной секции другой обрабатывающей установки (31) стальную полосу (1) погружают в другую обрабатывающую жидкость,
причем во время обработки стальной полосы (1) другую обрабатывающую жидкость непрерывно откачивают из другого общего улавливающего средства (51) и как через другую оросительную секцию, так и через другую погружную секцию другой обрабатывающей установки (31), причем распыление другой обрабатывающей жидкости на верхнюю и нижнюю поверхности (1', 1ʺ) стальной полосы (1) обеспечивают с использованием других оросительных сопел, причем третий и четвертый шаги предшествуют первому и второму шагу или следуют за первым и вторым шагами.
6. Способ по одному из пп.1-5, причем обрабатывающая жидкость и/или другая обрабатывающая жидкость содержит:
- хлористоводородную кислоту в диапазоне концентраций от и включая 150 г/л до и включая 250 г/л, и
- FeCl3 в диапазоне концентраций от и включая 10 г/л до и включая 35 г/л, прежде всего в диапазоне концентраций от и включая 15 г/л до и включая 30 г/л или прежде всего в диапазоне концентрацией от и включая 19 г/л до и включая 26 г/л, и
- FeCl2 в диапазоне концентраций от и включая 30 г/л до и включая 300 г/л, прежде всего в диапазоне концентраций от и включая 30 г/л до и включая 60 г/л, или в диапазоне концентраций от и включая 130 г/л до и включая 180 г/л, или в диапазоне концентраций от и включая 230 г/л до и включая 300 г/л.
7. Система для обработки стальной полосы (1), прежде всего для обработки стальной полосы травлением, посредством обрабатывающей жидкости в обрабатывающей установке (3), причем система содержит обрабатывающую установку (3), причем обрабатывающая установка (3) содержит обрабатывающую ванну (4) с оросительной секцией (13), погружной секцией (14) и причем обрабатывающая установка (3) содержит общее улавливающее средство (5) для обрабатывающей жидкости,
причем стальная полоса (1) состоит из нержавеющей стали и является непрерывной стальной полосой (1), ориентированной по существу горизонтально как в ее продольном, так и в поперечном направлениях, причем стальная полоса (1) имеет верхнюю поверхность (1') и нижнюю поверхность (1ʺ),
причем система выполнена для непрерывного перемещения стальной полосы (1) через обрабатывающую установку в направлении перемещения, причем направление перемещения параллельно продольному направлению стальной полосы (1), так что:
во время нахождения стальной полосы (1) в оросительной секции (13) обрабатывающей установки, обрабатывающая жидкость распыляется на верхнюю поверхность (1') стальной полосы (1) и на нижнюю поверхность (1ʺ) стальной полосы (1),
во время нахождения стальной полосы (1) в погружной секции (14) обрабатывающей установки (3) стальная полоса (1) погружена в обрабатывающую жидкость,
причем система выполнена так, что обрабатывающая жидкость непрерывно откачивается из общего улавливающего средства (5) и как через оросительную секцию (13), так и через погружную секцию (14) обрабатывающей установки (3), причем система содержит оросительные сопла (15), так что обрабатывающая жидкость распыляется на верхнюю и нижнюю поверхности (1', 1ʺ) стальной полосы (1) с использованием оросительных сопел (15).
8. Система по п.7, причем оросительная секция (13) имеет эффективную длину орошения параллельно продольному направлению стальной полосы (1), такую что верхняя и нижняя поверхности (1', 1ʺ) стальной полосы (1) подвергаются воздействию обрабатывающей жидкости, когда она находится в пределах эффективной длины орошения, причем погружная секция (14) имеет эффективную длину погружения параллельно продольному направлению стальной полосы (1), такую что стальная полоса ее верхней и нижней сторонами (1', 1ʺ) погружена в обрабатывающую жидкость, когда она находится в пределах эффективной длины погружения, причем эффективная длина орошения и эффективная длина погружения предусматриваются такими, что они имеют отношение между и включая от 30:70 до 70:30, прежде всего отношение 50:50.
9. Система по одному из п.7 или 8, причем вдоль направления перемещения стальной полосы (1) оросительная секция (13) расположена выше по потоку или ниже по потоку относительно погружной секции (14).
10. Система по одному из пп.7-9, причем общее улавливающее средство (5) для обрабатывающей жидкости как оросительной секции (13), так и погружной секции (14) является улавливающим средством (5), отделенным от обрабатывающей ванны (4) обрабатывающей установки (3).
11. Система по одному из пп.7-9, причем общее улавливающее средство (5) для обрабатывающей жидкости как оросительной секции (13), так и погружной секции (14) является улавливающим средством (5), объединенным с обрабатывающей ванной (4) обрабатывающей установки (3), прежде всего объединенной так, что донная часть обрабатывающей ванны (4) образует общее улавливающее средство (5).
12. Система по одному из пп.7-11, причем система, кроме обрабатывающей жидкости в обрабатывающей установке (3), содержит другую обрабатывающую жидкость в другой обрабатывающей установке (31), причем другая обрабатывающая установка (31) содержит другую обрабатывающую ванну (41) с другой оросительной секцией и другой погружной секцией и причем другая обрабатывающая установка (31) содержит другое общее улавливающее средство (51) для другой обрабатывающей жидкости,
причем система выполнена так, что стальная полоса (1) непрерывно перемещается через другую обрабатывающую установку (31) в направлении перемещения так, что:
- во время нахождения стальной полосы в другой оросительной секции другой обрабатывающей установки (31) другая обрабатывающая жидкость распыляется на верхнюю поверхность (1') стальной полосы (1) и на нижнюю поверхность (1") стальной полосы (1),
- во время нахождения стальной полосы (1) в другой погружной секции другой обрабатывающей установки (31) стальная полоса (1) погружена в другую обрабатывающую жидкость,
причем система выполнена так, что другая обрабатывающая жидкость непрерывно откачивается из другого общего улавливающего средства (51) и как через другую оросительную секцию, так и через другую погружную секцию другой обрабатывающей установки (31), причем система содержит другие оросительные сопла так, что другая обрабатывающая жидкость распыляется на верхнюю и нижнюю поверхности (1', 1ʺ) стальной полосы (1) с использованием других оросительных сопел.
13. Система по одному из пп.7-12, причем система кроме обрабатывающей жидкости в обрабатывающей установке (3) и другой обрабатывающей жидкости в другой обрабатывающей установке (31) содержит третью обрабатывающую жидкость в третьей обрабатывающей установке (32), причем третья обрабатывающая установка (32) содержит третью обрабатывающую ванну (42) с третьей оросительной секцией и третьей погружной секцией и причем третья обрабатывающая установка (32) содержит третье общее улавливающее средство (52) для третьей обрабатывающей жидкости.
14. Система по одному из пп.7-13, причем обрабатывающая жидкость, и/или другая обрабатывающая жидкость, и/или третья обрабатывающая жидкость содержит:
- хлористоводородную кислоту в диапазоне концентраций от и включая 150 г/л до и включая 250 г/л, и
- FeCl3 в диапазоне концентраций от и включая 10 г/л до и включая 35 г/л, прежде всего в диапазоне концентраций от и включая 15 г/л до и включая 30 г/л или прежде всего в диапазоне концентрацией от и включая 19 г/л до и включая 26 г/л, и
- FeCl2 в диапазоне концентраций от и включая 30 г/л до и включая 300 г/л, прежде всего в диапазоне концентраций от и включая 30 г/л до и включая 60 г/л, или в диапазоне концентраций от и включая 130 г/л до и включая 180 г/л, или в диапазоне концентраций от и включая 230 г/л до и включая 300 г/л.
| СПОСОБ ОЧИСТКИ СТАЛЬНОГО ЛИСТА И СИСТЕМА НЕПРЕРЫВНОЙ ОЧИСТКИ СТАЛЬНОГО ЛИСТА | 2008 |
|
RU2429313C2 |
| JP H06128774 A, 10.05.1994 | |||
| Многокамерный агрегат для струйной очистки и пассивирования листовой стали | 1957 |
|
SU113230A1 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2006 |
|
RU2308544C2 |
| ХОДОВАЯ РАМА САМОХОДНОГО ГРУЗОПОДЪЕМНОГО КРАНА | 1996 |
|
RU2081776C1 |
| Прибор для демонстрации зависимости температуры кипения жидкости от величины давления | 1956 |
|
SU104710A1 |
| US 5759307 A, 02.06.1998. | |||

