УРОВЕНЬ ТЕХНИКИ И РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0001] Настоящее раскрытие направлено на способ очистки нержавеющей стали от окалины с использованием устройства для очистки от окалины, как раскрыто в патенте США №7,601,226, раскрытие которого включено в настоящую заявку посредством ссылки. Более конкретно, раскрытие направлено на использование такого устройства для очистки от окалины в обрабатывающей линии, имеющей другое оборудование, предназначенное для толкания или тяги полосы из нержавеющей стали через линию.
[0002] Следует отметить, что горячекатаная углеродистая сталь HRCS может быть обработана в обрабатывающей линии, имеющей оборудование, предназначенное для толкания или тяги горячекатаной полосы из углеродистой стали через линию. В этих типах линий продольные участки полос из горячекатаной углеродистой стали, как правило, не сваривают или не соединяют вместе для образования бесконечной полосы, а наоборот, проталкивают или тянут через линию полоса за полосой. Это позволяет обрабатывать небольшие партии и обеспечивает некоторую гибкость в производственном планировании.
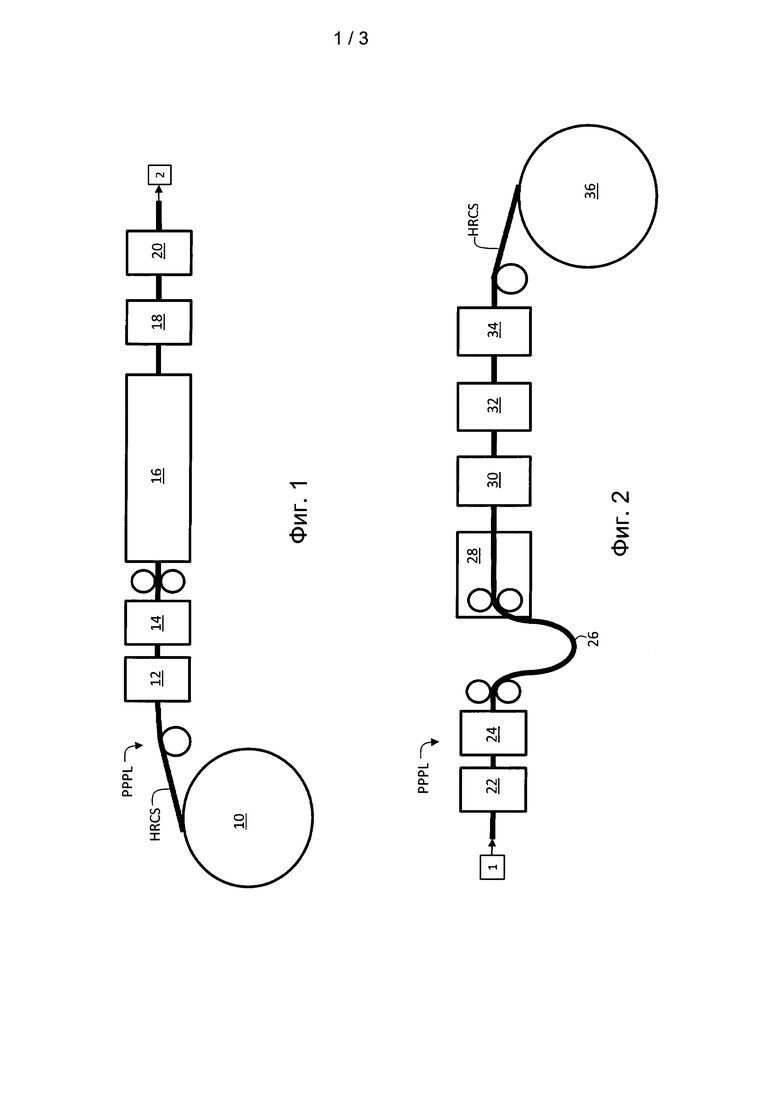
[0003] Типичная толкающе-тянущая линия травления PPPL для обработки горячекатаной углеродистой стали HRCS показана на ФИГ. 1 и 2. Обработанный листовой металл разматывают с разматывающего барабана 10 и направляют через окалиноломатель 12 и разделяющие ножницы 14. Листовой металл затем направляют в травильную ванну 16, где листовой металл погружают в травильный раствор для удаления окалины. После выхода из травильной ванны 16 листовой металл направляют к промывочному устройству 18, удаляющему травильные кислоты с листового металла. Листовой металл затем сушат в сушильном устройстве 20 перед тем, как направить в стенд 22 контроля и делительные ножницы 24. Петлевая яма 26 может быть выполнена для обеспечения возможности изменений в скорости линии по мере прохождения листового металла через различное обрабатывающее оборудование. После выхода из петлевой ямы 26 листовой металл может проходить через направляющий протяжной ролик и устройство 28 для центрирования полосы. Листовой металл затем может проходить через кромкообрезные ножницы 30, стенд 32 торможения и промасливающую машину 34 перед намоткой на натяжную моталку 36.
[0004] Для каждого производственного цикла горячекатаная полоса из углеродистой стали HRCS может быть размотана с разматывателя 10 и пропущена через каждое устройство и станцию в линии к намоточному оборудованию и натяжной моталке 36. Более конкретно, горячекатаная полоса из углеродистой стали может быть пропущена через травильную ванну 16, содержащую раствор соляной кислоты для травления так, что полоса погружена в раствор. Обычно ванны 16 выполнены из гранитного материала, который не только выдерживает реакционную способность раствора соляной кислоты для травления, но также износ под действием вводной кромки стальной полосы во время процесса пропускания горячекатаной полосы из углеродистой стали через линию во время каждого производственного цикла рулонов.
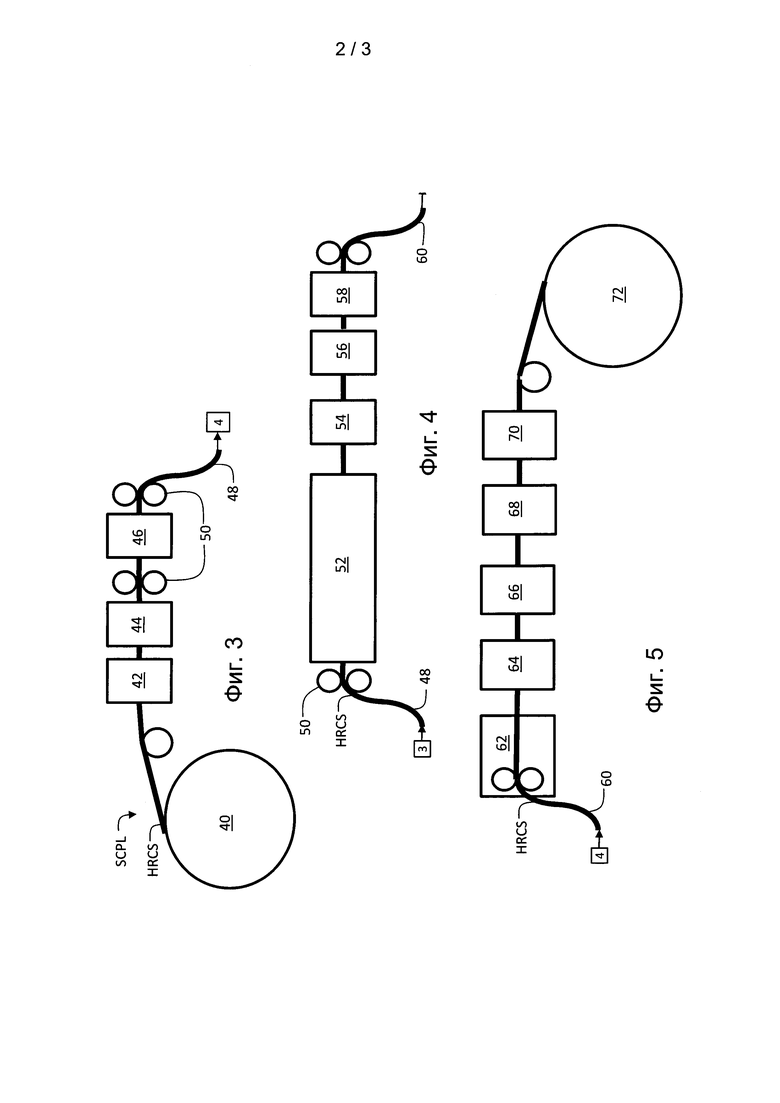
[0005] Горячекатаная углеродистая сталь HRCS также может быть обработана в полунепрерывной линии травления SCPL, как показано на ФИГ. 3-5. Полунепрерывная линия травления SCPL содержит некоторое количество одинаковых станций и оборудования, такого как толкающе-тянущая обрабатывающая линия, описанная выше, однако полунепрерывная линия содержит оборудование и дополнительные петлевые ямы, обеспечивающие различия в скоростях обработки в передней части линии и задней части линии, и сварочный аппарат или сшивную машину, которые позволяют последующим полосам быть размотанными и протянутыми через линию непрерывным образом, тем самым избегая процесса пропускания в толкающе-тянущую обрабатывающую линию, что имеет место для каждого производственного цикла рулонов.
[0006] Как показано на ФИГ. 3, горячекатаную полосу из углеродистой стали HRCS разматывают с разматывателя 40 и направляют через обрабатывающее устройство 42 и делительные ножницы 44. Затем сшивная машина 46 соединяет очищенный вводимый конец рулона с задним концом следующей обрабатываемой полосы. Для обеспечения различий в скорости обработки между полосой, которую размотали, и следующей обрабатываемой полосой может быть обеспечена входная петлевая яма 48. Ролики 50 также могут быть обеспечены возле сшивной машины 46 и/или петлевой ямы 48 для обеспечения необходимого изменения в скорости линии во время сшивания. Как только полоса выходит из входной петлевой ямы 48, полосу направляют через травильную ванну 52, секцию 54 промывки, сушильное устройство 56 и стенд 58 контроля, как показано на ФИГ. 4. Для обеспечения различий в скоростях обработки в передней части линии и задней части линии может быть выполнена выходная петлевая яма 60. Как показано на ФИГ. 5, полоса, выходящая из выходной петлевой ямы 60, может быть направлена к направляющему протяжному ролику и устройству 62 для центрирования полосы, кромкообрезным ножницам 64, стенду 66 торможения, делительным ножницам 68 и промасливающей машине 70 перед намоткой на натяжную моталку 72.
[0007] В то время, как горячекатаная углеродистая сталь HRCS может быть обработана в толкающе-тянущей линии травления PPPL или полунепрерывной линии травления SCPL в зависимости от марок стали, необходимого производственного количества и размеров изготовленной полосы, обработка нержавеющей стальной полосы включает различные процедуры и процессы, которые приводят в результате к различным конфигурациям обрабатывающей линии и традиционно исключают линии, выполненные с возможностью толкания и тяги.
[0008] Для очистки нержавеющей стали от окалины используют раствор для кислотного травления, который более реакционноспособен, чем используемый для горячекатаной углеродистой стали. Например, фтороводородная кислота обычно используется для травления нержавеющей стали. Однако использование фтороводородной кислоты требует различных конструкционных соображений для обрабатывающей линии, чем для линий, использующих соляную кислоту в обработке горячекатаной углеродистой стали. Фтороводородная кислота как правило разлагает гранит и, следовательно, гранитные ванны, которые традиционно используют в линиях, обрабатывающих горячекатаную углеродистую сталь, должны быть заменены другими материалами, например, пластмассовыми ваннами. Хотя пластмассовые ванны способны выдерживать более высокую реакционную способность травильного раствора, используемого в линиях обработки нержавеющей стали, такие пластмассовые ванны не способны выдержать износ, вызванный вводимой кромкой полосы во время процессов пропускания в начале производственных циклов. Таким образом, процессы пропускания часто сведены к минимуму или пропущены в линиях обработки нержавеющей стали, чтобы избежать преждевременного уменьшения ожидаемого срока службы ванн для кислотного травления. Поскольку процессы пропускания сведены к минимуму в линиях обработки нержавеющей стали, нержавеющая сталь не обрабатывается традиционно в толкающе-тянущей обрабатывающей линии. Обработка нержавеющей стали в толкающе-тянущей обрабатывающей линии будет требовать процессов пропускания для каждого производственного цикла рулонов, и излишние процессы пропускания будут быстро уменьшать ожидаемый срок службы пластмассовой ванны для кислотного травления. Чтобы избежать недостатков, связанных с процессами пропускания, нержавеющую сталь обычно обрабатывают в полунепрерывной или непрерывной обрабатывающей линии. Традиционно используемая для травления нержавеющей стали фтороводородная кислота может содержаться в пластмассовых ваннах, и, поскольку повторяемые операции пропускания отсутствуют, снижен риск повреждения пластиковых травильных ванн.
[0009] US 7601226 описывает устройство для очистки от окалины, удаляющее окалину с листового металла и исключающее процесс травления, используемый для удаления окалины с поверхности листового металла. Хотя в US 7601226 в целом раскрыто устройство для очистки от окалины, обеспечивающее очистку от окалины как горячекатаной углеродистой стали, так и нержавеющих сталей, US 7601226 раскрывает такую очистку от окалины путем замены кислотных травильных ванн в обрабатывающей линии с таким устройством для очистки от окалины. Например, US 7601226 и его дочерние патенты (включая US 8062095, 8066549, 8074331 и 8128460, раскрытия каждого из которых включены в настоящую заявку посредством ссылки) раскрывают удаление окалины с горячекатаной углеродистой стали и замену травильных ванн, ранее используемых в таких обрабатывающих линиях с устройствами для очистки от окалины. Учитывая продолжающуюся десятилетия практику обработки нержавеющей стали в полунепрерывной или непрерывной обрабатывающей линии, US 7601226 и его дочерние патенты предлагают только использование раскрытого устройства для очистки от окалины в полунепрерывной или непрерывной обрабатывающей линии, например, переоборудование полунепрерывной или непрерывной обрабатывающей линии с таким раскрытым устройством для очистки от окалины. До сих пор было неизвестно, что нержавеющая сталь может быть обработана в толкающей и тянущей обрабатывающей линии для нержавеющей стали с таким устройством для очистки от окалины. Раскрытие направлено на толкающе-тянущую обрабатывающую линию для нержавеющей стали с устройством для очистки от окалины, вместо замены травильных ванн с устройством для очистки от окалины в обычной полунепрерывной или непрерывной обрабатывающей линии для нержавеющей стали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] На ФИГ. 1-2 показана толкающе-тянущая обрабатывающая линия травления.
[0011] На ФИГ. 3-5 показана полунепрерывная обрабатывающая линия травления.
[0012] На ФИГ. 6-7 показана толкающе-тянущая обрабатывающая линия для нержавеющей стали.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
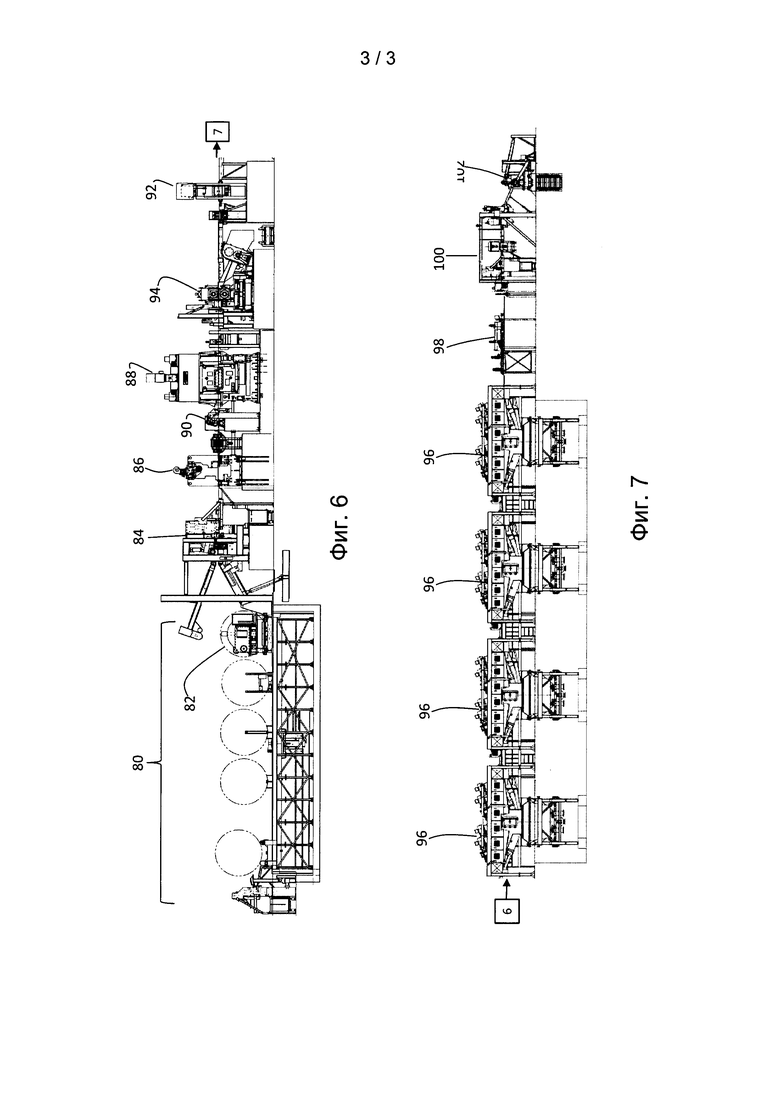
[0013] На ФИГ. 6-7 показана в качестве примера толкающая и тянущая обрабатывающая линия для нержавеющей стали SSPPL. Такая линия SSPPL может содержать станцию обрезки с рулонной стадией и загрузочной системой 80, включая разматыватель 82. Свободный конец полосы от разматывателя может быть направлен к обрезным ножницам 84 для обрезки свободного конца неочищенного рулона таким образом, что он перпендикулярен к кромкам продольных участков полосы, таким образом обеспечивая возможность полосе быть пропущенной через линию эффективным образом. Затем полоса может быть направлена к окалиноломателю 86 и роликовой правильной машине 88. Прижимные ролики 90 могут тянуть полосу через окалиноломатель 86 и толкать полосу через роликовую правильную машину 88. В зависимости от размера материала, подлежащего обработке в толкающе-тянущей обрабатывающей линии, линия может быть выполнена с сшивным оборудованием 92 для сшивания последующих продольных участков материала вместе. Например, если планируется, что толкающе-тянущая линия обрабатывает очень тонкие полосы нержавеющей стали, свободные концы полос от последующих рулонов могут быть соединены вместе сшивной машиной 92 для обеспечения возможности тонколистовым материалам быть протянутыми через обрабатывающую линию. Тонколистовые материалы могут чрезмерно отклоняться, когда их проталкивают через обрабатывающую линию и могут потребовать использования натяжной моталки для протягивания материала через обрабатывающую линию. Сшивная машина может содержать сварочную машину. Сшивное оборудование также может быть не использовано. Совместно с сшивной машиной 92 линия может быть выполнена с кромкообрезными ножницами 94 для обеспечения возможности последующим концам последующих рулонов быть точно соединенными.
[0014] Для завершения процесса очистки от окалины обрабатывающая линия может быть выполнена с одним или большим количеством устройств 96 для очистки от окалины, как раскрыто в U.S. 7,601,226 и его дочерних патентах, включая U.S. 8,062,095, 8,066,549, 8,074,331 и 8,128,460. Устройство 96 для очистки от окалины может работать так, чтобы продвигать средства удаления окалины по металлу нержавеющего листа для удаления по существу всей окалины с листового металла. U.S. 7,601,226 и его дочерние патенты описывают способы и параметры, которые могут быть использованы совместно с очисткой от окалины. Средства удаления окалины могут содержать суспензию, содержащую абразивную крошку и жидкость. Средства удаления окалины могут также содержать абразивную крошку.
[0015] После того, как полоса из нержавеющей стали покидает устройства для очистки от окалины, материал может проходить через сушильный стол 98, обрезные ножницы 100 и через намоточный барабан 102. Намоточный барабан может содержать разматыватель, например такой разматыватель, как описан в U.S. 8,707,529, раскрытие которого включено в настоящую заявку посредством ссылки. 8,707,529, раскрытие которого включено в настоящую заявку посредством ссылки.
[0016] Устройство 96 для очистки от окалины может быть спроектировано, прорекламировано, продано или сбыто как отдельная машина, предназначенная для включения в толкающую и тянущую обрабатывающую линию для нержавеющей стали. Толкающая и тянущая обрабатывающая линия может быть спроектирована, прорекламирована, продана или сбыта с устройством для очистки от окалины, например, встроенным в нее. Совместно с продажей, рекламированием, проектированием или сбытом устройства 96 для очистки от окалины пользователь, например покупатель устройства для очистки от окалины, может быть проинструктирован, что назначением устройства для очистки от окалины является обеспечение очистки от окалины нержавеющей стали в толкающей и тянущей обрабатывающей линии для листового металла. Пользователя побуждают устанавливать устройство для очистки от окалины в толкающую и тянущую обрабатывающую линию для листового металла и обрабатывать нержавеющую сталь в толкающей и тянущей обрабатывающей линии для листового металла. Пользователь может быть побужден удалить по существу всю окалину по меньшей мере с одной поверхности листового металла из нержавеющей стали с использованием по меньшей мере устройства для удаления окалины. Совместно с продажей, рекламированием, проектированием или сбытом толкающе-тянущей обрабатывающей линии с устройством 96 для очистки от окалины, включенным в нее, пользователь, например покупатель толкающе-тянущей обрабатывающей линии, может быть проинструктирован, что назначением толкающе-тянущей обрабатывающей линии является использование устройства 96 для очистки от окалины для очистки нержавеющей стали от окалины. Пользователя побуждают приобретать толкающую и тянущую обрабатывающую линию для листового металла и обрабатывать нержавеющую сталь в толкающей и тянущей обрабатывающей линии для листового металла с устройством 96 для очистки от окалины. Пользователь может быть побужден удалить по существу всю окалину по меньшей мере с одной поверхности листового металла из нержавеющей стали с использованием по меньшей мере устройства для удаления окалины.
[0017] Совместно с побуждением пользователя к выполнению одного или большего из вышеупомянутых этапов, пользователь может быть проинструктирован для выполнения одного или большего из вышеупомянутых этапов или может быть направлен для выполнения одного или большего из вышеупомянутых этапов. Пользователь может быть побужден вести работу на устройстве 96 для очистки от окалины для управления скоростью воздействия средств удаления окалины по меньшей мере на одну поверхность из поверхностей полосы нержавеющей стали таким образом, что воздействие средств удаления окалины на всем протяжении по существу удаляет всю окалину с поверхности листового металла из нержавеющей стали. Хотя U.S. 7,601,226 и его дочерние патенты раскрывают вращающиеся колеса с лопатками для продвижения средств удаления окалины по поверхностям листового металла из нержавеющей стали, другие способы могут быть использованы для продвижения средств удаления окалины по поверхностям листового металла из нержавеющей стали. Пользователь может быть побужден размещать первое и второе колеса с лопатками таким образом, чтобы продвигать средства удаления окалины по листовому металлу и по существу удалять всю окалину с листового металла из нержавеющей стали. Пара колес с лопатками может быть выполнена для продвижения средств удаления окалины по верхней поверхности листового металла, и вторая пара колес с лопатками может быть выполнена для продвижения средств удаления окалины по нижней поверхности листового металла. Количество устройств для очистки от окалины может быть выбрано по мере необходимости, чтобы обеспечить желаемый уровень удаления окалины, доводки поверхности и время производственного цикла обработки листового металла.
[0018] Как описано в настоящем изобретении, толкающе-тянущая обрабатывающая линию для листов или полос из нержавеющей стали с использованием устройства для очистки от окалины может заменить полунепрерывную или непрерывную обрабатывающую линию кислотного травления. Непрерывная или полунепрерывная обрабатывающая линия кислотного травления имеет протяженное оборудование, которое требует очень большого количества производственного пространства. Кроме того, непрерывная или полунепрерывная обрабатывающая линия кислотного травления представляет значительное капиталовложение и относительно высокие долговременные эксплуатационные затраты. Эти недостатки можно избежать с толкающе-тянущей обрабатывающей линией для листов или полос из нержавеющей стали, содержащей устройство для очистки от окалины, как описано в настоящем изобретении.
[0019] Кроме того, следует отметить, что непрерывные или полунепрерывные обрабатывающие линии кислотного травления для нержавеющей стали имеют процент брака вплоть до 15%-30% из-за неприемлемых условий поверхности или доводки. Любые бракованные рулоны как правило повторно обрабатывают в той же непрерывной или полунепрерывной линии кислотного травления. Это приводит в результате к дополнительным расходам в повторном травлении бракованных рулонов. Толкающе-тянущая обрабатывающая линия для листов или полос из нержавеющей стали, содержащая устройство для очистки от окалины, как описано в настоязем изобретении, может быть использована на том же производстве, что и непрерывная или полунепрерывная обрабатывающая линия кислотного травления. Любые бракованные рулоны могут быть обработаны на толкающе-тянущей линии, которая гораздо менее затратна в работе, чем непрерывная или полунепрерывная обрабатывающая линия кислотного травления.
[0020] Поскольку различные модификации могут быть выполнены в конструкциях и способах, описанных и проиллюстрированных здесь без отступления от объема изобретения, предполагается, что весь материал, содержащийся в вышеприведенном описании или показанный на сопроводительных чертежах, должен быть интерпретирован как иллюстративный, но неограничивающий. Таким образом, широта и объем настоящего изобретения не должны быть ограничены любым из описанных выше в качестве примера вариантов реализации, но должны быть определены только в соответствии со следующей формулой изобретения, приложенной к настоящему описанию, и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВОСТРУЙНОЕ УСТРОЙСТВО МОКРОЙ ОЧИСТКИ ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ЛИСТОВОГО МЕТАЛЛА | 2007 |
|
RU2440197C2 |
| СПОСОБ ТРАВЛЕНИЯ ТОНКОЛИСТОВОЙ СТАЛИ В ПАЧКАХ | 2002 |
|
RU2211883C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ГОРЯЧЕКАТАНОГО ПОДКАТА ПРИ ПРОИЗВОДСТВЕ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2021 |
|
RU2785992C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ ОКАЛИНЫ | 2023 |
|
RU2812150C1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБРАБОТКИ ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, ПРЕЖДЕ ВСЕГО ДЛЯ ТРАВЛЕНИЯ | 2015 |
|
RU2691363C2 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| СПОСОБ ОТЖИГА С ПОСЛЕДУЮЩИМ ТРАВЛЕНИЕМ ПОЛОСОВОЙ ГОРЯЧЕКАТАНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И ОБОРУДОВАНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2836295C2 |
Способ очистки нержавеющей стали от окалины включает размещение устройства для очистки от окалины, имеющего колеса, выполненные с возможностью продвижения средств удаления окалины по листовому металлу, таким образом, что средства удаления окалины, продвигаемые от одного колеса, по существу не вступают во взаимодействие с средствами удаления окалины, продвигаемыми от другого колеса. Средства удаления окалины, продвигаемые от каждого колеса, проходят по существу через всю ширину продольного участка листового металла, и колеса расположены рядом с противоположными боковыми кромками, задающими ширину листового металла, причем листовой металл отцентрирован между колесами. Устанавливают по меньшей мере одно устройство из устройств для очистки от окалины в толкающую/тянущую обрабатывающую линию для листового металла и обрабатывают листовой металл из нержавеющей стали в указанной линии для удаления по существу всей окалины с поверхностей полосы из нержавеющей стали с использованием устройства для очистки от окалины. 7 з.п. ф-лы, 7 ил.
1. Способ очистки от окалины листов из нержавеющей стали в тянуще-толкающей обрабатывающей линии, включающий:
обеспечение по меньшей мере одной ячейки для очистки от окалины, предназначенной для удаления окалины с листового металла, содержащей кожух с полым внутренним пространством и входное отверстие кожуха и выходное отверстие кожуха, причем по меньшей мере одна ячейка для очистки от окалины выполнена с возможностью приема листового металла через входное отверстие кожуха и перемещения листового металла через кожух и из выходного отверстия кожуха, а входное и выходное отверстия кожуха имеют размер, подходящий для размещения толщины листового металла и ширины листового металла;
установку по меньшей мере одной ячейки для очистки от окалины в толкающе-тянущую обрабатывающую линию для листового металла;
перемещение полосы листового металла из нержавеющей стали через по меньшей мере одну ячейку для очистки от окалины;
подачу средства удаления окалины;
продвижение средства удаления окалины по меньшей мере по одной поверхности из верхней поверхности и нижней поверхности листового металла из нержавеющей стали через ширину листового металла по мере того, как материал перемещают через по меньшей мере одну ячейку для очистки от окалины; и
управление скоростью воздействия средства удаления окалины по меньшей мере на одну поверхность из верхней поверхности и нижней поверхности листового металла из нержавеющей стали таким образом, что воздействие одного средства удаления окалины удаляет по существу всю окалину с поверхности листового металла из нержавеющей стали.
2. Способ по п. 1, в котором этап продвижения средства удаления окалины дополнительно включает продвижение средства удаления окалины по меньшей мере по одной поверхности из верхней поверхности и нижней поверхности листового металла посредством вращающейся крыльчатки.
3. Способ по п. 1, в котором этап подачи средства удаления окалины включает подачу средства удаления окалины в виде суспензии, содержащей жидкость и абразивную крошку.
4. Способ по п. 1, в котором этап установки по меньшей мере одного устройства для очистки от окалины в толкающе-тянущую обрабатывающую линию для листового металла включает установку по меньшей мере одного устройства для очистки от окалины в толкающе-тянущую обрабатывающую линию для листового металла, содержащую сшивную машину.
5. Способ по п. 1, включающий:
размещение первого колеса с лопатками, имеющего первую ось вращения, рядом с первой поверхностью листового металла, содержащей по меньшей мере одну поверхность из верхней поверхности и нижней поверхности листового металла;
размещение второго колеса с лопатками, имеющего вторую ось вращения, рядом с первой поверхностью листового металла;
подачу средства удаления окалины к первому колесу с лопатками и ко второму колесу с лопатками;
поворот первого колеса с лопатками вокруг первой оси вращения таким образом, что средство удаления окалины, подаваемое к первому колесу, продвигается путем поворота первого колеса с лопатками по первой области, проходящей по существу через всю ширину первой поверхности листового металла;
поворот второго колеса с лопатками вокруг второй оси вращения таким образом, что средство удаления окалины, подаваемое ко второму колесу, продвигается путем поворота второго колеса по второй области, проходящей по существу через всю ширину первой поверхности листового металла;
поворот первого колеса с лопатками и второго колеса с лопатками в противоположных направлениях и размещение первого колеса с лопатками и второго колеса с лопатками относительно первой поверхности листового металла, в которой первая область расположена на расстоянии от второй области вдоль продольного участка листового металла.
6. Способ по п. 5, включающий размещение первого колеса с лопатками и второго колеса с лопатками вдоль смежных противоположных боковых кромок, задающих ширину листового металла, с листовым металлом, отцентрованным между первым колесом с лопатками и вторым колесом с лопатками.
7. Способ по п. 5, дополнительно включающий:
размещение третьего колеса с лопатками, имеющего третью ось вращения, рядом со второй поверхностью листового металла, противоположной первой поверхности листового металла;
размещение четвертого колеса с лопатками, имеющего четвертую ось вращения, рядом со второй поверхностью листового металла;
подачу средства удаления окалины к третьему колесу с лопатками и к четвертому колесу с лопатками;
поворот третьего колеса с лопатками вокруг третьей оси вращения таким образом, что средство удаления окалины, подаваемое к третьему колесу с лопатками, продвигается путем поворота третьего колеса по третьей области, проходящей по существу через всю ширину второй поверхности листового металла;
поворот четвертого колеса с лопатками вокруг четвертой оси вращения таким образом, что средство удаления окалины, подаваемое к четвертому колесу с лопатками, продвигается путем поворота четвертого колеса по четвертой области, проходящей по существу через всю ширину второй поверхности листового металла;
поворот третьего колеса с лопатками и четвертого колеса с лопатками в противоположных направлениях и размещение третьего колеса с лопатками и четвертого колеса с лопатками относительно листового металла, в котором третья область расположена на расстоянии от четвертой области вдоль продольного участка листового металла.
8. Способ по п. 7, дополнительно включающий размещение третьего колеса с лопатками и четвертого колеса с лопатками вдоль смежных противоположных боковых кромок, задающих ширину листового металла, с листовым металлом, отцентрованным между третьим колесом с лопатками и четвертым колесом с лопатками.
| АБРАЗИВОСТРУЙНОЕ УСТРОЙСТВО МОКРОЙ ОЧИСТКИ ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ЛИСТОВОГО МЕТАЛЛА | 2007 |
|
RU2440197C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2429742C1 |

