Изобретение относится к оборудованию для плазменной резки металлов и сплавов, а именно к плазмотронам, и может быть использовано в машиностроительной, металлургической и других отраслях промышленности, для ручной и автоматической резки металлов и сплавов.
Известны плазмотроны, в которых отвод тепла от составляющих их элементов осуществляется при помощи водяной системы охлаждения. Например, плазмотрон по а. с. 1798085, МКИ B 23 K 10/00, 1993, содержащий корпус прямоугольного поперечного сечения, электронный узел, соединенный через изолятор с сопловым узлом крепежными элементами, расположенными по разные стороны от электродного узла и снабженными упругими участками, а их оси и оси штуцеров расположены в продольной плоскости симметрии плазмотрона, при этом упругие участки крепежных элементов выполнены в виде резиновых шлангов.
Применение водяной системы охлаждения усложняет конструкцию плазмотрона и не дает возможности использовать его при температуре ниже 0oC. Применение охлаждающих жидкостей, замерзающих при более низких температурах, приводит к необходимости снабжать плазмотрон замкнутой системой охлаждения, содержащей, как правило, бак, насос, радиатор и вентилятор.
Наиболее близким техническим решением, выбранным в качестве прототипа, является горелка для плазменной резки по а.с. 1743070, МКИ B 23 K 10/00, 1994, в которой в качестве охлаждающей среды используется сжатый воздух и которая содержит корпус, изолированный от электрододержателя с электродом, плазмоформирующее сопло с каналом для прохода плазмообразующего газа и наружную защитную втулку, жестко соединенную с плазмоформирующим соплом, при этом защитная втулка выполнена из электропроводного материала и электрически соединена с плазмоформирующим соплом, а срез сопла расположен в полости втулки на расстоянии от торца втулки, равном 0,4 - 0,6 диаметра выходного канала сопла.
Использование в качестве охлаждающей среды воздуха упрощает конструкцию плазмотрона, однако эффективность воздушного охлаждения значительно ниже, чем водяного, что приводит к необходимости принятия дополнительных мер для ее повышения, одной из которых является повышение коэффициента теплоотдачи за счет увеличения скорости перемещения охлаждающего воздуха. Так, например, увеличение скорости в диапазоне от 7 до 26 м/с увеличивает коэффициент теплоотдачи в 2,3 раза. Однако дальнейшее увеличение скорости приводит к тому, что истечение воздуха из перепускных каналов в кольцевую полость, соединенную с атмосферой, происходит в виде струй большой протяженности, которые не охватывают всей площади охлаждаемых поверхностей и между которыми образуются зоны завихрения с пониженными, по отношению к атмосферному, давлением и с пониженной, по отношению к струе, скоростью перемещения охлаждающего воздуха.
В известной конструкции горелки для плазменной резки для устранения этого явления используются распределители (рассекатели) потока, выполненные в виде равномерно расположенных по окружности длинных и коротких продольных пазов, что является ее недостатком, так как продольные пазы увеличивают габаритные размеры плазмотрона (в осевом направлении), что снижает технологические возможности устройства (резка в труднодоступных местах), вводят дополнительное сопротивление потоку, что приводит к дополнительным энергозатратам, и не могут распределить поток по всей охлаждаемой поверхности, так как между пазами всегда имеются перемычки, то есть зоны, где течение воздуха отсутствует, что снижает стойкость деталей плазмотрона и, следовательно, надежность работы.
Техническим эффектом является расширение технологических возможностей плазмотрона (резка в труднодоступных местах) за счет уменьшения габаритов в осевом направлении и повышения надежности за счет более равномерного охлаждения элемента плазмотрона.
Указанный технический эффект достигается тем, что в плазмотроне для воздушно-плазменной резки, содержащем корпус с основными каналами для прохождения охлаждающего воздуха и установленные в нем катод, изолятор, сопло и на его внешней части защитную втулку с образованием кольцевого зазора между ней и соплом согласно изобретению, основные каналы для прохождения охлаждающего воздуха выполнены осевыми и сопряжены с кольцевым зазором, а в защитной втулке на уровне выходного сечения основных каналов выполнены дополнительные каналы для соединения кольцевого зазора с атмосферой, которые размещены в промежутках между основными каналами равномерно по окружности и под углом к направлению потока охлаждающего воздуха, не превышающим 90o.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый плазмотрон отличается тем, что основные каналы для подачи охлаждающего воздуха в кольцевой зазор выполнены осевыми и сопряжены с кольцевым зазором, а в защитной втулке на уровне выходного сечения основных каналов выполнены дополнительные каналы для соединения кольцевого зазора с атмосферой, которые размещены равномерно по окружности и под углом к направлению потока охлаждающего воздуха, не превышающим 90o.
Таким образом, заявляемое техническое решение соответствует критерию изобретения "новизна".
Для проверки соответствия изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, а именно заявленная совокупность существенных признаков проявляет новое свойство - производить резку в труднодоступных местах, т.е. тем самым расширяются технологические возможности устройства, при этом более равномерное охлаждение элементов позволяет повысить надежность устройства.
Таким образом, заявленное техническое решение соответствует критерию "изобретательский уровень".
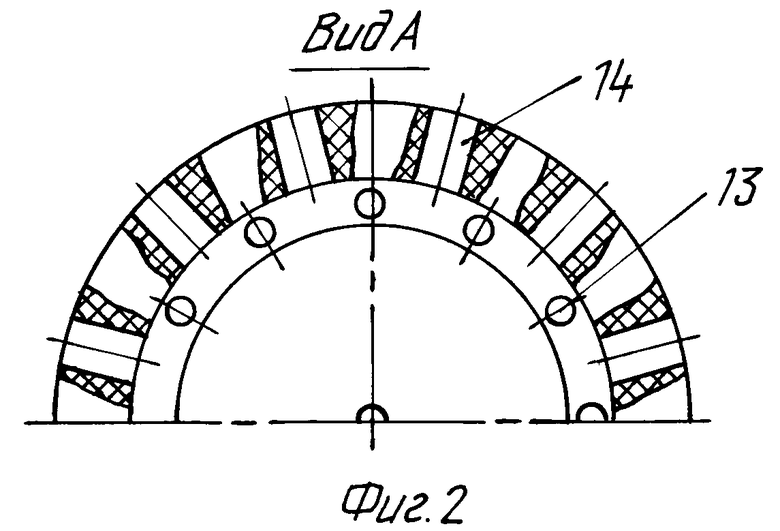
Сущность изобретения поясняется чертежом, где на фиг. 1 показан плазмотрон в разрезе с указанием составных частей и направлением потоков охлаждающего воздуха; на фиг. 2 (вид снизу) показано расположение основных и дополнительных каналов.
Плазмотрон состоит из корпуса 1, в котором через изолятор 2 установлен катод 3, снабженный перепускными каналами 4 и 5, при этом каналы 5 выполнены в виде винтовых канавок. В нижней части корпуса 1 закреплено плазмоформирующее сопло 6, имеющее сквозное осевое отверстие 7. На внешней части корпуса 1 установлена защитная втулка 8, образующая с соплом 6 кольцевой зазор 9, соединенный с атмосферой. Катод 3 имеет внутреннюю охлаждающую полость 10, соединяющуюся через канал 11, расположенный в изоляторе 2, с внутренней полостью 12 корпуса 1. Внутренняя полость 12 соединяется с кольцевым зазором 9 посредством равномерно расположенных по окружности основных осевых каналов 13. На уровне выходного сечения основных каналов 13 в защитной втулке 8 размещены дополнительные каналы 14, соединяющие кольцевой зазор 9 с атмосферой, при этом дополнительные каналы 14 располагаются в промежутках между основными каналами 13.
Плазмотрон работает следующим образом. В охлаждающую полость 10 катода 3 из пневмосистемы подается сжатый воздух, который, пройдя через каналы 4, делится на два потока. Первый по винтовым каналам 5 и осевому каналу 7 поступает в атмосферу, обеспечивая плазмообразование. Второй с большим расходом проходит по каналам 11 в полость 12, откуда по основным каналам 13 с увеличенной скоростью (т.к. площадь поперечного сечения основных каналов 13 значительно меньше площади полости 12) сжатый воздух поступает в кольцевой зазор 9 и, охлаждая изолятор 11, корпус 1, анод 6 и втулку 8, выходит в атмосферу. При этом истечение воздуха в кольцевой зазор с большой скоростью происходит в виде струй (на фиг. 1 изображены в виде расходящихся тонких линий со стрелками), между которыми образуются зоны завихрения 15, в которых статическое давление воздуха ниже атмосферного, за счет чего атмосферный воздух по дополнительным каналам 14 непрерывно поступает в зоны завихрения 15 и, частично смешиваясь с охлаждающим воздухом, истекающим из основных каналов 13, приобретая дополнительную скорость (эффект эжекции), по кольцевому зазору 9 выходит в атмосферу совместно с охлаждающим воздухом в виде замкнутого кольцевого потока. Таким образом, на охлаждаемых поверхностях внутри кольцевого зазора 9 не остается зон, в которых направленное течение охлаждающего воздуха отсутствует. При этом угол наклона дополнительных каналов 14 конструктивно выполняется как можно меньшими, так как его увеличение приводит к дополнительному сопротивлению потока атмосферного воздуха, а увеличение свыше 90o приводит к попаданию охлаждающего воздуха, истекающего из основных каналов 13, в дополнительные каналы 14 и нарушению работоспособности.
Предлагаемый плазмотрон испытывался при ручной и автоматической резке листов толщиной до 20 мм, при этом сила тока составила 90 - 110 A, расход охлаждающего воздуха 10,5 м3/ч, давление в пневмосистеме 4 кгс/см2, расход добавочного воздуха 17,5 м3/ч, количество основных и дополнительных каналов 12, диаметры соответственно 1 и 3 мм.
Использование предлагаемого изобретения расширяет технологические возможности плазмотрона, так как за счет уменьшения габаритных размеров по высоте позволяет производить резку в труднодоступных местах. При этом за счет более равномерного охлаждения элементов повышается надежность работы плазматрона.
Например, при ручной резке по предварительной разметке с опорой на внешнюю защитную втулку срез сопла должен быть выше чем 0,4 - 0,6 диаметра выходного канала сопла, что не позволяет использовать техническое решение, приведенное в прототипе, поэтому внешнюю защитную втулку необходимо изготавливать из электроизоляционного материала. Наиболее эффективными по теплостойкости и прочности в этом случае являются керамические материалы. Однако керамические материалы, имея низкий коэффициент теплопроводности, при неравномерном нагреве и охлаждении (то есть перепаде температур в различных точках поверхности) имеют склонность к растрескиванию, что снижает надежность работы плазмотрона, особенно в моменты включения и выключения режущей дуги. В большей степени это относится к изолятору, установленному между катодом и соплом, так как на него воздействуют не только тепловые, но и механические нагрузки от неравномерно расширяющихся и сужающихся металлических частей плазмотрона. При этом механические части теряют свою первоначальную форму, что приводит к снижению точности базирования элементов плазмотрона, искажению осевой симметричности истечения плазмоформирующего воздуха, что приводит к возникновению вторичной дуги и, как следствие, снижению надежности работы плазмотрона.
Таким образом, предлагаемое изобретение увеличивает стойкость элементов плазмотрона в 1,5 - 2 раза за счет уменьшения величины неравномерности температурного поля по сечению деталей плазмотрона.
Таким образом, заявляемое техническое решение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМОТРОН ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ | 2000 |
|
RU2192338C2 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ МЕТАЛЛОВ | 2008 |
|
RU2373034C1 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ И УСТАНОВКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 2000 |
|
RU2193955C2 |
| Плазмотрон для сварки и наплавки | 2023 |
|
RU2826506C1 |
| Плазмотрон для наплавки внутренней поверхности порошковым материалом | 2021 |
|
RU2778889C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2000 |
|
RU2170873C1 |
| ПАРОВОДЯНОЙ ПЛАЗМОРТОН | 2004 |
|
RU2263564C1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ | 1990 |
|
SU1743070A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА С МИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2133173C1 |
Изобретение относится к оборудованию для плазменной резки и может быть использовано в машиностроительной, металлургической и др. отраслях промышленности для ручной и автоматической резки. В корпусе имеются основные каналы для прохождения охлаждающего и плазмообразующего воздуха. Катод, изолятор, сопло и внешняя втулка, образующая с соплом кольцевой зазор, установлены в корпусе. Основные каналы выполнены соосно с корпусом. Дополнительные каналы соединяют кольцевой зазор с атмосферой. Они выполнены в защитной втулке на уровне выходного сечения основных каналов и размещены в промежутках между основными каналами равномерно по окружности и под углом к направлению потока охлаждающего воздуха, не превышающим 90o. Такая конструкция плазмотрона позволяет увеличить стойкость его элементов в 1,5 - 2 раза за счет уменьшения величины неравномерности температурного поля по сечению деталей плазмотрона. 2 ил.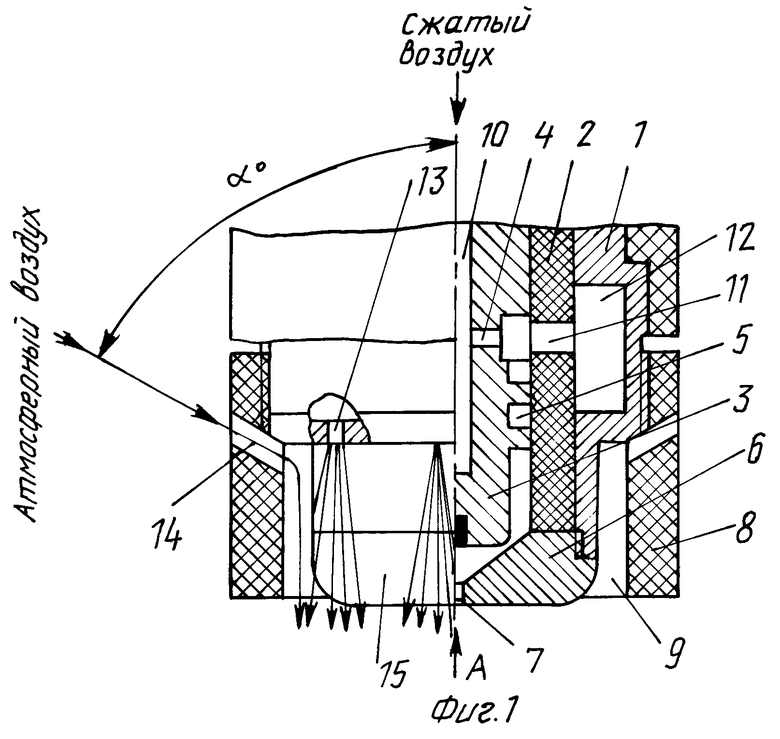
Плазмотрон для воздушно-плазменной резки, содержащий корпус с основными каналами для прохождения охлаждающего воздуха и установленные в нем катод, изолятор, сопло и на его внешней части защитная втулка с образованием кольцевого зазора между ней и соплом, отличающийся тем, что основные каналы для прохождения охлаждающего воздуха в кольцевой зазор выполнены осевыми и сопряжены с кольцевым зазором, а в защитной втулке на уровне выходного сечения основных каналов выполнены дополнительные каналы для соединения кольцевого зазора с атмосферой, которые размещены в промежутках между основными каналами равномерно по окружности и под углом к направлению потока охлаждающего воздуха, не превышающим 90o.
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ | 1990 |
|
SU1743070A1 |
| Плазмотрон | 1990 |
|
SU1798084A1 |
| Плазмотрон | 1990 |
|
SU1798085A1 |
| Плазмотрон | 1991 |
|
SU1834767A3 |
| SU 1833267 A1, 07.08.93 | |||
| Плазмотрон | 1990 |
|
SU1830323A1 |

