ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу изготовления поглощающего продукта, такого как одноразовый подгузник.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] До настоящего времени известен одноразовый подгузник 1' в качестве примера поглощающего продукта.
Список цитированных документов
Патентные документы
[0003] Патентный документ 1: японский перевод PCT публикации международной заявки № JP-T-2007-515218
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая задача
[0004] Фиг. 1 является схематичным видом сбоку технологической линии LM' для изготовления одноразового подгузника 1' в соответствии со ссылочным примером. В этой технологической линии LM', множество компонентов B', B', … включая множество непрерывных листов 3a' и 5a', обрабатываются при транспортировке по множеству транспортных маршрутов R', R', …, чтобы при этом формировать подгузники 1'. Кроме того, в линии LM', процесс объединения (слияния) для всех непрерывных листов 3a' и 5a' из множества непрерывных листов 3a' и 5a' выполняется в предопределенном местоположении Sc' выполнения объединения, чтобы сформировать единый составной (многослойный) лист 1a', который является непрерывным в направлении транспортировки. Составной лист 1a' затем разрезается с интервалами в направлении транспортировки с помощью концевого (торцевого) режущего инструмента Mec', расположенного на нижнем по потоку конце в направлении транспортировки, чтобы тем самым формировать подгузники 1'.
[0005] Здесь, если какая-либо проблема возникает в некотором местоположении St', которое находится выше по потоку от местоположения Sc' выполнения объединения в технологической линии LM', производство линии LM' приостанавливается. Более конкретно, транспортировка в каждом из множества транспортных маршрутов R', R', … приостанавливается. После того как проблема скорректирована, транспортировка в каждом из транспортных маршрутов R', R',… повторно запускается, чтобы восстановить технологическую линию LM' в состояние производства. Однако, в случае, когда обрабатывающие устройства Mt', Mt', …, расположенные между определенным местоположением St', где возникла проблема, и местоположением S' выполнения объединения, все еще находятся в состоянии обработки во время повторного запуска, это может вызвать вторичную проблему в обрабатывающих устройствах Mt', Mt' … из-за того, что обрабатывающие устройства Mt', Mt', … находятся в состоянии обработки. Чтобы предотвратить такую ситуацию, считается предпочтительным, что некоторые из обрабатывающих устройств Mt', Mt' … переводятся в состояние ожидания, чтобы затем повторно запустить транспортировку в состоянии, когда обрабатывающие устройства Mt', Mt' … находятся в состоянии ожидания.
[0006] Между тем, во время приостановки транспортировки, пыль и тому подобное могут попадать на компоненты B', B' … в транспортных маршрутах R', R', …, что, как следствие, может загрязнить компоненты B', B', …. Для предотвращения этого, можно убирать компоненты B', B' …, расположенные на транспортных маршрутах R', R', …, во время приостановки. Детали этого описаны ниже.
Сначала, множество частей для образования подгузников 1' предоставляется между каждым из обрабатывающих устройств M', M', …, которые расположены в направлении транспортировки выше по потоку от местоположения Sс' выполнения объединения, и местоположением Sс' выполнения объединения и обрабатывающим устройством M' в местоположении, где количество частей для образования подгузников 1' (включая количество частей в середине обработки обрабатывающим устройством M') является наибольшим среди обрабатывающих устройств M', M', …, определяется как самое ʺверхнее по потоку обрабатывающее устройство Mu'ʺ.
При таком определении, фокусируясь на самой верхней по потоку части Bue', расположенной в самом верхнем по потоку обрабатывающем устройстве Mu во время приостановки транспортировки, среди частей, которые могут быть ассоциированы с подгузниками 1', среди множества компонентов B', B', …, можно удалить, в качестве дефектных частей, подгузники 1', 1', …, которые проходят концевое режущее устройство Mec', прежде чем самая верхняя по потоку часть Bue' пройдет местоположение концевого режущего устройства Mec' после повторного запуска транспортировки. Таким путем, можно в принципе предотвратить попадание на рынок тех подгузников 1', которые стали загрязненными вследствие пыли и т.п., как описано выше.
[0007] Однако, здесь, предположим случай, в котором временная диаграмма переключения обрабатывающего устройства Mt' из состояния ожидания в состояние обработки после повторного запуска транспортировки значительно задержана. В этом случае, количество дефектных подгузников 1', подлежащих удалению, может увеличиваться на количество, соответствующее задержке.
Например, в случае, когда, повторного запуска транспортировки, самая верхняя по потоку часть Bue' достигает местоположения Sc' выполнения объединения и поэтому часть, для которой обработка посредством обрабатывающего устройства Mt' повторно запускается, проходит местоположение Sc' выполнения объединения, дефектные подгузники 1', 1', …, подлежащие удалению, увеличиваются по количеству в соответствии с задержкой в прохождении. Как следствие, это может сократить выход годных.
[0008] Настоящее изобретение было создано ввиду вышеуказанных проблем в известном уровне техники, и его преимущество состоит в том, чтобы сделать возможным предотвратить увеличение количества дефектных подгузников, подлежащих удалению, из-за задержки восстановления обрабатывающего устройства, переведенного в состояние ожидания, в результате приостановки транспортировки, в состояние обработки, а также упростить предотвращение любого затруднения, которое может возникнуть в результате повторного запуска транспортировки.
Решение задачи
[0009] Основным аспектом изобретения для достижения вышеуказанных целей является способ для изготовления поглощающего продукта путем обработки множества компонентов, включая множество непрерывных листов, при транспортировке множества компонентов по множеству транспортных маршрутов, причем способ для изготовления включает в себя:
этап формирования для формирования единого составного листа, который является непрерывным в направлении транспортировки, путем выполнения, в предопределенном местоположении выполнения объединения, обработки объединения всех непрерывных листов из множества непрерывных листов;
этап формирования для формирования поглощающего продукта путем резки составного листа с интервалом в направлении транспортировки;
этап приостановки транспортировки для приостановки транспортировки по множеству транспортных маршрутов при возникновении проблемы в определенном местоположении во множестве транспортных маршрутов;
этап ожидания для перевода в состояние ожидания по меньшей мере некоторых обрабатывающих устройств среди множества обрабатывающих устройств, расположенных между определенным местоположением, где возникла проблема, и местоположением выполнения объединения;
этап повторного запуска транспортировки для повторного запуска транспортировки, после коррекции проблемы, в то время как некоторые из обрабатывающих устройств поддерживаются в состоянии ожидания; и
этап восстановления для восстановления в состояние обработки некоторых из обрабатывающих устройств в состоянии ожидания, после повторного запуска транспортировки, при этом
в случае определения, в качестве самого верхнего по потоку обрабатывающего устройства, обрабатывающего устройства в местоположении с наибольшим количеством частей для формирования поглощающего продукта, среди всех обрабатывающих устройств, расположенных выше по потоку от местоположения выполнения объединения в направлении транспортировки, причем части расположены между местоположением каждого обрабатывающего устройства и местоположением выполнения объединения и включают в себя части посреди обработки обрабатывающим устройством,
этап восстановления выполняется так, что часть, для которой обработка повторно запускается на этапе восстановления, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения после повторного запуска транспортировки, причем самая верхняя по потоку часть является частью, которая может быть ассоциирована с поглощающим продуктом среди частей множества компонентов, причем самая верхняя по потоку часть расположена в самом верхнем по потоку обрабатывающем устройстве во время приостановки транспортировки. Другие признаки настоящего изобретения будут очевидны из представленного описания и приложенных чертежей.
Полезные результаты изобретения
[0010] В соответствии с настоящим изобретением, можно препятствовать увеличению количества дефектных подгузников, подлежащих удалению, из-за задержки восстановления обрабатывающего устройства, переведенного в состояние ожидания в результате приостановки транспортировки, в состояние обработки, а также упростить предотвращение любого затруднения, которое может возникнуть в результате повторного запуска транспортировки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] [Фиг. 1] Фиг. 1 является схематичным видом сбоку технологической линии LM' для изготовления одноразовых подгузников 1' в соответствии со ссылочным примером.
[Фиг. 2A и 2B] Фиг. 2A является схематичным видом в плане, иллюстрирующим пример одноразового подгузника 1 в развернутом виде, и фиг. 2B является видом в поперечном сечении, взятым вдоль B-B на фиг. 2A.
[Фиг. 3] Фиг. 3 является схематичным видом в плане, иллюстрирующим обработку для формирования подгузников 1.
[Фиг. 4] Фиг. 4 является схематичным видом сбоку технологической линии LM подгузников 1 в соответствии с настоящим вариантом осуществления.
[Фиг. 5] Фиг. 5 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R5a заднего листа в увеличенном виде.
[Фиг. 6] Фиг. 6 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R3a верхнего листа в увеличенном виде.
[Фиг. 7] Фиг. 7 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R1a базового листа в увеличенном виде.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0012] По меньшей мере следующие объекты раскрыты в настоящем описании и на приложенных чертежах.
Раскрыт способ для изготовления поглощающего продукта путем обработки множества компонентов, включая множество непрерывных листов при транспортировке множества компонентов по множеству транспортных маршрутов, причем способ для изготовления включает в себя:
этап формирования для формирования единого составного листа, который является непрерывным в направлении транспортировки путем выполнения, в предопределенном местоположении выполнения объединения, обработки объединения всех непрерывных листов из множества непрерывных листов;
этап формирования для формирования поглощающего продукта путем резки составного листа с интервалами в направлении транспортировки;
этап приостановки транспортировки для приостановки транспортировки по множеству транспортных маршрутов при возникновении проблемы в определенном местоположении во множестве транспортных маршрутов;
этап ожидания для перевода в состояние ожидания по меньшей мере некоторых из обрабатывающих устройств среди множества обрабатывающих устройств, расположенных между определенным местоположением, где возникла проблема, и местоположением выполнения объединения;
этап повторного запуска транспортировки для повторного запуска транспортировки, после коррекции проблемы, в то время как некоторые из обрабатывающих устройств поддерживаются в состоянии ожидания; и
этап восстановления для восстановления в состояние обработки некоторых из обрабатывающих устройств в состоянии ожидания, после повторного запуска транспортировки, причем
в случае определения, в качестве самого верхнего по потоку обрабатывающего устройства, обрабатывающего устройства в местоположении с наибольшим количеством частей для формирования поглощающего продукта, среди всех обрабатывающих устройств, расположенных выше по потоку от местоположения выполнения объединения в направлении транспортировки, причем части расположены между местоположением каждого обрабатывающего устройства и местоположением выполнения объединения и включают в себя части посредине обработки обрабатывающим устройством,
этап восстановления выполняется так, что часть, для которой обработка повторно запускается на этапе восстановления, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения после повторного запуска транспортировки, причем самая верхняя по потоку часть является частью, которая может быть ассоциирована с поглощающим продуктом среди частей множества компонентов, причем самая верхняя по потоку часть расположена в самом верхнем по потоку обрабатывающем устройстве во время приостановки транспортировки.
[0013] В соответствии с таким способом для изготовления поглощающего продукта, этап восстановления выполняется так, что часть, для которой обработка повторно запускается на этапе восстановления, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть, расположенная в самом верхнем по потоку обрабатывающем устройстве во время повторного запуска транспортировки, достигает местоположения выполнения объединения. Следовательно, можно препятствовать увеличению количества дефектных поглощающих продуктов из-за задержки в восстановлении из состояния ожидания в состояние обработки.
Кроме того, обрабатывающее устройство в состоянии ожидания восстанавливается в состояние обработки после повторного запуска транспортировки. Следовательно, можно предотвращать затруднение, которое может возникнуть в случае повторного запуска транспортировки в состоянии обработки, и, как следствие, проще предотвращать затруднение, которое может возникнуть в результате повторного запуска транспортировки.
[0014] В способе для изготовления поглощающего продукта, предпочтительно, что некоторые из обрабатывающих устройств в состоянии ожидания включают в себя первое обрабатывающее устройство и второе обрабатывающее устройство, расположенное ниже по потоку от первого обрабатывающего устройства в направлении транспортировки, и что второе обрабатывающее устройство восстанавливается в состояние обработки после того, как первое обрабатывающее устройство восстанавливается в состояние обработки.
[0015] В соответствии с таким способом для изготовления поглощающего продукта, второе обрабатывающее устройство может быть восстановлено в состояние обработки в достаточное время по сравнению со случаем, когда первое обрабатывающее устройство и второе обрабатывающее устройство восстанавливаются в состояние обработки в то же самое время. Следовательно, можно выполнять стабильное восстановление второго обрабатывающего устройства в состояние обработки.
Кроме того, даже в случае, когда первое обрабатывающее устройство и второе обрабатывающее устройство имеют отношение зависимости, в котором проблема возникает в случае, когда часть, обрабатываемая первым обрабатывающим устройством, не обрабатывается вторым обрабатывающим устройством, можно разрешить эту ситуацию без большой проблемы, если обрабатывающие устройства восстанавливаются в вышеописанном порядке.
Кроме того, в случае, когда первое обрабатывающее устройство, расположенное выше по потоку, восстанавливается позже, чем второе обрабатывающее устройство, расположенное ниже по потоку, количество дефектных поглощающих продуктов может увеличиваться. Однако можно препятствовать такому увеличению, если обрабатывающие устройства восстанавливаются в вышеописанном порядке.
[0016] В способе для изготовления поглощающего продукта, предпочтительно, что отношение зависимости, в котором возникает проблема, если второе обрабатывающее устройство не обрабатывает часть, обработанную первым обрабатывающим устройством, существует между первым обрабатывающим устройством и вторым обрабатывающим устройством.
[0017] В соответствии с таким способом для изготовления поглощающего продукта, поскольку второе обрабатывающее устройство восстанавливается в состояние обработки после того, как первое обрабатывающее устройство восстановлено в состояние обработки, можно эффективно препятствовать возникновению вышеописанной проблемы.
[0018] В способе для изготовления поглощающего продукта, предпочтительно, что обеспечено устройство управления, сконфигурированное, чтобы управлять первым обрабатывающим устройством и вторым обрабатывающим устройством, и что устройство управления включает в себя блокировку для регулировки ситуации, когда второе обрабатывающее устройство восстанавливается в состояние обработки, прежде чем первое обрабатывающее устройство восстанавливается в состояние обработки.
[0019] В соответствии с таким способом для изготовления поглощающего продукта, поскольку устройство управления включает в себя вышеописанную блокировку, можно эффективно препятствовать тому, что второе обрабатывающее устройство, расположенное ниже по потоку, восстанавливается в состояние обработки, прежде чем первое обрабатывающее устройство, расположенное выше по потоку, восстанавливается в состояние обработки.
[0020] В способе для изготовления поглощающего продукта, предпочтительно, что составной лист транспортируется на стороне ниже по потоку от местоположения выполнения объединения в направлении транспортировки, в то время как составной лист находится в состоянии натяжения в направлении транспортировки, и что составной лист поддерживается в состоянии натяжения в направлении транспортировки даже во время приостановки транспортировки по множеству транспортных маршрутов.
[0021] В соответствии с таким способом изготовления поглощающего продукта, составной лист, расположенный ниже по потоку от местоположения выполнения объединения, поддерживается в состоянии натяжения в направлении транспортировки даже во время приостановки транспортировки, как во время транспортировки. Следовательно, можно плавно повторно запускать транспортировку ниже по потоку от местоположения выполнения объединения. Как следствие, также можно плавно повторно запускать транспортировку в каждом из транспортных маршрутов, находящихся на стороне ниже по потоку от местоположения выполнения объединения.
[0022] В способе для изготовления поглощающего продукта, предпочтительно, что обеспечен транспортер, сконфигурированный, чтобы транспортировать составной лист, что транспортер является всасывающим (пневматическим) транспортером с функцией поддержки всасывания на внешней окружной поверхности бесконечной ленты транспортера, и что составной лист поддерживается в состоянии натяжения в направлении транспортировки даже во время приостановки транспортировки за счет всасывания и удержания на внешней окружной поверхности бесконечной ленты.
[0023] В соответствии с таким способом изготовления поглощающего продукта, можно поддерживать составной лист в состоянии натяжения в направлении транспортировки даже во время приостановки транспортировки.
[0024] В способе для изготовления поглощающего продукта, предпочтительно, что третье обрабатывающее устройство, сконфигурированное, чтобы обрабатывать составной лист, обеспечено в транспортном маршруте для транспортировки составного листа, что третье обрабатывающее устройство включает в себя пару роликов, сконфигурированных, чтобы вращаться в направлении транспортировки составного листа, причем пара роликов сконфигурирована переключаемой между состоянием обработки с малым зазором между роликами и состоянием ожидания с зазором большим, чем зазор в состоянии обработки, что в состоянии обработки пара роликов зажимает составной лист для обработки составного листа, и что третье обрабатывающее устройство поддерживается в состоянии обработки даже во время приостановки транспортировки по множеству транспортных маршрутов.
[0025] В соответствии с таким способом изготовления поглощающего продукта, третье обрабатывающее устройство поддерживается в состоянии обработки даже во время приостановки транспортировки. Таким образом, пара роликов третьего обрабатывающего устройства поддерживается в состоянии зажима составного листа даже во время приостановки транспортировки. Это также эффективно способствует поддержанию составного листа в состоянии натяжения в направлении транспортировки.
[0026] В способе для изготовления поглощающего продукта, предпочтительно, что обеспечено четвертое обрабатывающее устройство, расположенное в местоположении вне области от определенного местоположения, где возникла проблема, до местоположения выполнения объединения, четвертое обрабатывающее устройство находится в режиме ожидания во время повторного запуска транспортировки, и что четвертое обрабатывающее устройство восстанавливается в состояние обработки так, что часть, для которой обработка повторно запускается, после того, как четвертое обрабатывающее устройство восстанавливается из состояния ожидания в состояние обработки, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения, после повторного запуска транспортировки.
[0027] В соответствии с таким способом для изготовления поглощающего продукта, четвертое обрабатывающее устройство восстанавливается в состояние обработки так, что часть, для которой обработка повторно запускается в четвертом обрабатывающем устройстве, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения во время повторного запуска транспортировки. Следовательно, можно препятствовать увеличению количества дефектных поглощающих продуктов из-за задержки в восстановлении четвертого обрабатывающего устройства в состоянии ожидания в состояние обработки.
[0028] Настоящий вариант осуществления
Способ для изготовления поглощающего продукта в соответствии с настоящим вариантом осуществления используется в технологической линии LM одноразовых подгузников 1. Иными словами, способ изготовления в соответствии с настоящим вариантом осуществления используется для изготовления одноразовых подгузников 1 в качестве примера поглощающих продуктов.
[0029] Фиг. 2A является схематичным видом в плане, иллюстрирующим пример одноразового подгузника в развернутом виде. Фиг. 2B является видом в поперечном сечении, взятым вдоль B-B на фиг. 2A.
Этот подгузник 1 является так называемым подгузником 1 ленточного типа. Точнее говоря, подгузник 1 является типом подгузника, надеваемого на носящего с использованием закрепляющих лент 6 и контрольной (целевой) ленты 7. В состоянии, где подгузник 1 развернут разъединением закрепляющих лент 6 и контрольной ленты 7 как на фиг. 2A, подгузник 1 имеет три направления, перпендикулярных друг другу, т.е., продольное направление, направление ширины и направление толщины.
[0030] Подгузник 1 включает в себя: поглощающее тело 2, которое поглощает экскременты, такие как мочу; верхний влагопроницаемый лист 3, который расположен на обращенной к коже стороне направления толщины поглощающего тела 2; и задний влагонепроницаемый лист 5, который расположен на не обращенной к коже стороне поглощающего тела 2 для предотвращения протекания экскрементов на не обращенную к коже сторону.
[0031] В развернутом состоянии на фиг. 2A, верхний лист 3 и задний лист 5 имеют одинаковую форму, которая является по существу формой песочных часов при наблюдении сверху. Участок, суживающийся внутрь в направлении ширины в напоминающей песочные часы форме при наблюдении сверху, функционирует как выемки 1LH и 1LH для ног, когда подгузник 1 надет.
[0032] Когда подгузник 1 надет, участок 1f развернутого подгузника 1 на одной стороне продольного направления и участок 1b развернутого подгузника 1 на другой стороне продольного направления функционируют соответственно как участок 1f передней стороны, покрывающий брюшную сторону носящего, и участок 1b задней стороны, покрывающий заднюю сторону носящего. Для обеспечения сохранения формы подгузника 1 в таком носимом состоянии, пара закрепляющих лент 6 и 6, каждая из которых включает в себя охватываемый материал 6m застежки на липучке, обеспечена по сторонам в направлении ширины участка 1b задней стороны, чтобы выступать от сторон в направлении ширины, и контрольная лента 7 обеспечена на поверхности не обращенной к коже стороны участка 1f передней стороны, причем контрольная лента 7 изготовлена из охватывающего материала застежки на липучке, нетканого полотна или подобного, чтобы обеспечить возможность зацепления с охватываемым материалом 6m, когда подгузник 1 надет.
[0033] Поглощающее тело 2 включает в себя поглощающий слой, созданный путем формирования влагопоглощающего материала в практически прямоугольной форме при наблюдении сверху. Примеры влагопоглощающего материала включают в себя целлюлозное волокно и сверхпоглощающий полимер (SAP), и такие материалы используются здесь.
[0034] Примером материала верхнего листа 3 является нетканое полотно, содержащее термопластичное полимерное волокно, такое как полиэтилен или полипропилен. Между тем, примером материала заднего листа 5 является термопластичная полимерная пленка, такая как полиэтилен. Материалы, однако, не ограничиваются только этими. Например, любой материал, обладающий проницаемостью для жидкости и растяжимостью, может быть использован в качестве материала верхнего листа 3, и любой материал, имеющий обладающий непроницаемостью для жидкости и растяжимостью, может быть использован в качестве материала заднего листа.
[0035] Фиг. 3 является схематичным видом в плане, иллюстрирующим обработку для формирования подгузников 1.
Верхний лист 3 и задний лист 5 помещаются в технологическую линию LM в форме рулонов 3C и 5C материала, образованного непрерывными листами 3a и 5a, которые являются материалами, намотанными в рулоны.
[0036] Сначала задний непрерывный лист 5a, подаваемый из рулона 5С материала, транспортируется в непрерывном направлении в качестве направления транспортировки. Во время транспортировки контрольная лента 7 из одного листа прикрепляется к поверхности не обращенной к коже стороны непрерывного листа 5а в предопределенном местоположении S7 в направлении транспортировки периодически с шагом Р1 продукта в направлении транспортировки с помощью клеящего вещества. Непрерывный лист 5a транспортируется в местоположение Sc объединения для объединения с верхним непрерывным листом 3a. Заметим, что контрольная лента 7 из одного листа формируется путем отрезания участка 7ае нижнего по потоку конца в направлении транспортировки непрерывного тела 7а контрольной ленты (см. фиг. 5), транспортируемого в непрерывном направлении в качестве направления транспортировки.
[0037] Аналогично, верхний непрерывный лист 3a, подаваемый из рулона 3С другого материала, транспортируется в непрерывном направлении в качестве направления транспортировки. Во время транспортировки, пара по направлению ширины закрепляющих лент 6 и 6 из одного листа прикрепляется к поверхности не обращенной к коже стороны непрерывного листа 3a в предопределенном местоположении S6 направления транспортировки периодически с шагом Р1 продукта в направлении транспортировки с помощью клеящего вещества. Непрерывный лист 3a также транспортируется в вышеописанное местоположение Sc объединения. Заметим, что пара закрепляющих лент 6 и 6 из одного листа формуется также путем отрезания участка 6ае нижнего по потоку конца в направлении транспортировки непрерывных тел 6а и 6а закрепляющих лент (см. фиг. 6), транспортируемых в непрерывном направлении в качестве направления транспортировки.
[0038] Между тем, как проиллюстрировано на фиг. 3, каждое поглощающее тело 2 создается путем формирования, в один лист целлюлозного волокна и SAP, которые смешиваются друг с другом. Поглощающие тела 2, уложенные с шагом Р1 продукта в направлении транспортировки, транспортируются в вышеописанное местоположение Sc объединения.
[0039] В местоположении Sc объединения (соответствующем местоположению выполнения объединения), задний непрерывный лист 5a объединяется с поглощающим телом 2 с не обращенной к коже стороны поглощающего тела 2, и верхний непрерывный лист 3a объединяется с поглощающим телом 2 с обращенной к коже стороны поглощающего тела 2, чтобы соединить эти три элемента с помощью клеящего вещества интегрированным образом и тем самым создать базовый лист 1а подгузника (соответствующий составному листу). Другими словами, базовый лист 1а подгузника находится в состоянии, в котором части 1p, каждая из которых должна составлять подгузник 1 на финальной стадии, непрерывно уложены с шагом Р1 продукта в направлении транспортировки.
[0040] Базовый лист 1а подгузника непрерывно транспортируется в направлении транспортировки. В предопределенном местоположении S12 в направлении транспортировки, конечные участки по направлению ширины базового листа 1а вырезаются с шагом Р1 продукта в направлении транспортировки, чтобы сформировать каждую часть 1p для подгузника в вышеописанной подобной песочным часам форме при наблюдении сверху. Кроме того, в предопределенном местоположении S16, расположенном ниже по потоку от предопределенного местоположения S12, базовый лист 1а разрезается с шагом P1 продукта в направлении транспортировки. Таким образом, самая нижняя по потоку часть 1p из частей 1p подгузника отрезается от базового листа 1а, чтобы затем создать подгузник 1.
[0041] Фиг. 4 является схематичным видом сбоку технологической линии LM подгузников 1.
Технологическая линия LM включает в себя множество транспортных маршрутов R5a, R3a, R2, …. Более конкретно, линия LM включает в себя транспортный маршрут R5a заднего листа для транспортировки заднего непрерывного листа 5a, транспортный маршрут R3a верхнего листа для транспортировки непрерывного верхнего листа 3a и транспортный маршрут R2 поглощающего тела для транспортировки поглощающих тел 2. Эти три транспортных маршрута R5a, R3a и R2 объединяются друг с другом в вышеописанном местоположении Sc объединения. В направлении транспортировки ниже по потоку от местоположения Sc объединения, обеспечивается транспортный маршрут R1a базового листа для транспортировки базового листа 1a подгузника 1.
Кроме того, линия LM включает в себя транспортный маршрут R6a контрольной ленты для транспортировки непрерывного тела 7а контрольной ленты, а также транспортный маршрут R6a закрепляющей ленты для транспортировки непрерывного тела 6а закрепляющей ленты. Первый транспортный маршрут R7a контрольной ленты соединяется с транспортным маршрутом R5a заднего листа посредством устройства 52 вырезания со сдвигом, которое будет описано ниже, а второй транспортный маршрут R6a закрепляющей ленты соединяется с транспортным маршрутом R3a верхнего листа посредством устройства 32 вырезания со сдвигом, которое будет описано ниже.
[0042] Каждый из транспортных маршрутов R5a, R3a, R2, R1a, R6a и R7a включает в себя подходящее транспортное устройство, такое как ленточный транспортер и/или ролик транспортировки. Если не описано иначе, целевой объект транспортировки, такой как непрерывный лист 5a или 3a, предполагается транспортируемым в направлении транспортировки соответствующим устройством транспортировки по каждому из транспортных маршрутов R5a, R3a, R2, …. Примеры ленточного транспортера включают обычный ленточный транспортер, включающий в себя, в качестве поверхности транспортировки, бесконечную ленту, которая приводится во вращение, и всасывающий ленточный транспортер, имеющий функцию поддержки всасывания на внешней окружной поверхности бесконечной ленты.
[0043] По меньшей мере одно или несколько обрабатывающих устройств для выполнения подходящей обработки для создания подгузников 1 обеспечены для каждого из транспортных маршрутов R5a, R3a, R2, R1a, R6a, и R7a. Каждое из обрабатывающих устройств выполняет соответствующую операцию обработки для создания подгузников 1. ʺОбработкаʺ здесь является обработкой, которая оставляет след на каждом не-дефектном подгузнике 1 в конечном состоянии. Таким образом, например, так называемый процесс соединения материалов, который не проиллюстрирован в этом примере, для соединения материалов, таких как непрерывный лист 5a или 3a, чтобы непрерывно подавать материал без какого-либо недостатка, не оставляет следов обработки на не-дефектных подгузниках, и таким образом, этот процесс не включается здесь в ʺобработкуʺ. Аналогично, каждое устройство соединения материалов, которое выполняет процесс соединения материалов, не включается здесь в ʺобрабатывающее устройствоʺ.
[0044] Кроме того, в этой технологической линии LM, направление CD (на фиг. 4, направление проникновения в поверхность бумаги) установлено как направление ширины линии LM. Хотя направление CD соответствует горизонтальному направлению в этом примере, направление CD не ограничивается этим. Кроме того, в этом примере, вертикальное, вверх-вниз, направление и горизонтальное, вперед-назад, направление установлены как два направления, ортогональные направлению CD, и каждое из направлений транспортировки заднего и верхнего непрерывных листов 5a и 3a и направления транспортировки базового листа 1a соответствует направлению, определенному как направлением вверх-вниз, так и направлением вперед-назад в соответствии с местоположением в направлении транспортировки. Каждое из направлений ширины заднего и верхнего непрерывных листов 5a и 3a и направление ширины листа 1а базового материала параллельно направлению CD. В случае, когда направление, ортогональное направлению CD и направлениям транспортировки, определено как направление Z, направление Z параллельно каждому из направлений толщины заднего и верхнего непрерывных листов 5a и 3a и направлению толщины листа 1а базового материала.
[0045] В дальнейшем, будет дано описание каждого из транспортных маршрутов R2, R5a, R7a, R3a, R6a и R1a.
<<<Транспортный маршрут R2 поглощающего тела>>>
Как проиллюстрировано на фиг. 4, барабанное устройство 21 укладки волокна, сконфигурированное для создания поглощающего тела, обеспечено для транспортного маршрута R2 поглощающего тела, как обрабатывающее устройство некоторого рода для выполнения обработки, определенной выше. Устройство 21 включает в себя вращающийся барабан 22, который приводится в действие сервоприводом для вращения вокруг оси вращения вдоль направления CD. На внешней окружной поверхности вращающегося барабана 22, множество углубленных участков 22h, 22h … сформированы с шагом P1 продукта в направлении вращения. В предопределенном местоположении в направлении вращения обеспечен распылительный канал 23, сконфигурированный для распыления целлюлозного волокна и SAP (соответственно компоненту) на внешней окружной поверхности. В момент, когда каждый углубленный участок 22h проходит местоположение распылительного канала 23, целлюлозное волокно и SAP наносятся слоем в углубленный участок 22h путем всасывания через всасывающее отверстие (не показано) в нижней поверхности углубленного участка 22h, чтобы тем самым создать поглощающее тело 2 в углубленном участке 22h.
[0046] Каждый углубленный участок 22h обращен к ленточному транспортеру CV2, формирующему транспортный маршрут R2 поглощающего тела, в предопределенном местоположении в направлении вращения. При этом, в момент, когда каждый углубленный участок 22h проходит вышеописанное предопределенное местоположение, поглощающее тело 2 передается из углубленного участка 22h на транспортную поверхность ленточного транспортера CV2. Поглощающие тела 2, уложенные с шагом P1 продукта в направлении транспортировки, затем транспортируются, каждое, в вышеописанное местоположение Sc объединения транспортером CV2.
[0047] Заметим, что операция всасывания через всасывающее отверстие может быть осуществлена путем присоединения к всасывающему отверстию воздуходувки (не показана) в качестве источника отрицательного давления с подходящим каналом.
[0048] В этом примере, распылительный канал 23 сконфигурирован с возможностью переключения между состоянием подачи для подачи целлюлозного волокна SAP и состоянием отсутствия подачи для прекращения их подачи. Первое состояние подачи соответствует ʺсостоянию обработкиʺ барабанного устройства 21 укладки волокна, в то время как второе состояние отсутствия подачи соответствует ʺсостоянию ожиданияʺ барабанного устройства 21 укладки волокна. В состоянии ожидания барабанного устройства 21 укладки волокна вращающийся барабан 22 может вращаться, и всасывающее отверстие может находиться в режиме всасывания в некоторых случаях.
[0049] Между тем, на углубленных участках 22h вращающегося барабана 22, процесс создания поглощающих тел 2 путем нанесения слоя на углубленные участки 22h, как описано выше, выполняется в качестве обработки, выполняемой на целлюлозном волокне и SAP. В этом процессе, целлюлозное волокно и SAP транспортируются в направлении вращения вращающегося барабана 22 при нанесении слоем на углубленные участки 22h. Таким образом, может быть понятно, что транспортный маршрут R22 для транспортировки целлюлозного волокна и SAP в качестве компонента B подгузников 1 также формируется на внешней окружной поверхности вращающегося барабана 22. В этом случае, вращающийся барабан 22 функционирует как транспортное устройство, которое транспортирует целлюлозное волокно и SAP в качестве компонента B подгузников 1. Таким образом, ʺмножество транспортных маршрутовʺ, описанное в формуле изобретения, также включает в себя вышеописанный транспортный маршрут R22, формируемый вращающимся барабаном 22.
[0050] <<<Транспортный маршрут R5a заднего листа>>>
Фиг. 5 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R5a заднего листа в увеличенном виде.
На транспортном маршруте R5a заднего листа обеспечены подающее устройство 51, устройство 52 вырезания со сдвигом, устройство 53 временного прижатия, устройство 55 полного (постоянного) прижатия и устройство 57 нанесения клеящего вещества, установленные в этом порядке от места выше по потоку до места ниже по потоку в направлении транспортировки. Среди устройств 51, 52, …, каждое из устройств 52, 53, …, за исключением вышеописанного подающего устройства 51, т.е., устройство 52 вырезания со сдвигом, устройство 53 временного прижатия, устройство 55 полного прижатия и устройство 57 нанесения клеящего вещества, функционирует как обрабатывающее устройство некоторого рода для выполнения обработки, определенной выше.
[0051] Подающее устройство 51 включает в себя вал 51а приведения во вращение по направлению CD. В состоянии, где рулон 5С материала заднего листа установлен и поддерживается валом 51а приведения во вращение, вал 51а приведения во вращение приводится во вращение сервоприводом (не показан), чтобы тем самым подавать задний непрерывный лист 5a (соответствующий компоненту) из рулона 5C материала.
[0052] Устройство 52 вырезания со сдвигом является устройством, сконфигурированным для вырезания непрерывного тела 7а контрольной ленты, транспортируемого в транспортном маршруте R7a контрольной ленты, для создания контрольных лент 7 из одного листа, и которое прикрепляет контрольные ленты 7 из одного листа к заднему непрерывному листу 5a с шагом P1 продукта в направлении транспортировки.
[0053] Устройство 52 включает в себя: опорный ролик 52A, который приводится в действие сервоприводом (не показан), чтобы вращаться около оси вращения вдоль направления CD; режущий ролик 52C, который обращен к внешней окружной поверхности опорного ролика 52A и приводится в действие сервоприводом (не показан), чтобы вращаться вокруг вала вращения вдоль направления CD; и устройство 52S подачи, такое как ленточный транспортер, которое подает непрерывное тело 7а контрольной полосы к опорному ролику 52A.
[0054] Здесь множество отверстий всасывания (не показаны) сформировано на внешней окружной поверхности опорного ролика 52A, и внешняя окружная поверхность имеет силу всасывания на основе всасывания при помощи отверстий всасывания. Значение (mpm) скорости подачи непрерывного тела 7а контрольной ленты устройством 52S подачи установлено меньшим, чем значение (mpm) окружной скорости опорного ролика 52A. Таким образом, на внешней окружной поверхности опорного ролика 52A участок 7ae концевой стороны непрерывного тела 7a контрольной ленты всасывается и удерживается в состоянии контакта с поверхностью при проскальзывании относительно внешней окружной поверхности в направлении, задерживаемом по сравнению с внешним окружным направлением.
[0055] Принимающие пластины 52AC, 52AC, …, которые соответственно принимают множество режущих пластин 52CC, 52CC, … на внешней окружной поверхности режущего ролика 52C, обеспечены на внешней окружной поверхности опорного ролика 52A так, чтобы быть обращенными к соответствующим режущим пластинам 52CC. В то время как каждая принимающая пластина 52AC проходит местоположение режущего ролика 52C, соответствующая режущая пластина 52CC режущего ролика 52C и принимающая пластина 52AC помещают непрерывное тело 7а контрольной ленты на внешнюю окружную поверхность, чтобы разделить непрерывное тело 7a, чтобы тем самым отрезать участок 7ae концевой стороны. Таким образом, создается контрольная лента 7 из одного листа.
[0056] Контрольная лента 7 из одного листа, отрезанная от непрерывного тела 7а контрольной ленты, затем всасывается и удерживается в состоянии, не скользя относительно внешней окружной поверхности опорного ролика 52A, чтобы транспортироваться в направлении вращения при значении окружной скорости опорного ролика 52A. Поскольку значение окружной скорости больше, чем вышеописанное значение скорости подачи здесь, формируется зазор между контрольной лентой 7 и контрольной лентой 7, создаваемой затем путем разделения, на основе разницы скоростей, чтобы затем обеспечить возможность укладки контрольных лент 7 из одного листа на внешней окружной поверхности опорного ролика 52A с шагом P1 продукта в направлении вращения.
[0057] В момент, когда каждая контрольная лента 7 из одного листа, всасываемая и удерживаемая на внешней окружной поверхности, транспортируется в направлении вращения и проходит местоположение Sout (также называемое далее местоположением Sout передачи), обращенное к транспортному маршруту R5a заднего листа, контрольная лента 7 передается от внешней окружной поверхности на непрерывный задний лист 5a путем присоединения с использованием клеящего вещества. Затем контрольная лента 7 транспортируется в направлении транспортировки интегрированным образом с задним непрерывным листом 5a.
[0058] Клеящее вещество, используемое для присоединения, наносится заранее, когда контрольные ленты 7 все еще находятся в форме непрерывного тела 7a, и это будет описано вместе с транспортным маршрутом R7a контрольной ленты.
[0059] В местоположении немного ниже по потоку от местоположения Sout передачи обеспечен порт 52BH всасывания всасывающей воздуходувки 52B. Рассматривая случай, где контрольная лента 7 не передается на задний непрерывный лист 5a в местоположении Sout передачи, всасывающая воздуходувка 52B работает, чтобы иметь возможность всасывать и тем самым собирать контрольную ленту 7, которая всасывается и удерживается на внешней окружной поверхности опорного ролика 52A с портом всасывания 52BH. Это означает, что в состоянии, когда всасывающая воздуходувка 52B не работает, контрольная лента 7 может по существу передаваться на задний непрерывный лист 5a. Таким образом, это состояние соответствует ʺсостоянию обработкиʺ устройства 52 вырезания со сдвигом. В противоположность этому, в состоянии, когда всасывающая воздуходувка 52B работает, контрольная лента 7 на внешней окружной поверхности опорного ролика 52A всасывается с помощью всасывающей воздуходувки 52B и, таким образом, не передается на задний непрерывный лист 5a. Таким образом, это состояние соответствует ʺсостоянию ожиданияʺ устройства 52 вырезания со сдвигом.
[0060] Устройство 53 временного прижатия является устройством, сконфигурированным для прижатия заднего непрерывного листа 5a к внешней окружной поверхности опорного ролика 52A устройства 52 вырезания со сдвигом. При этом контрольная лента 7 временно фиксируется на заднем непрерывном листе 5a с помощью вышеописанного клеящего вещества.
[0061] Устройство 53 включает в себя ролик 53P временного прижатия, обеспеченный в вышеописанном местоположении Sout передачи, чтобы быть обращенным к внешней окружной поверхности опорного ролика 52A. Ролик 53P временного прижатия приводится в действие сервоприводом (не показан), чтоб вращаться вокруг вала вращения вдоль направления CD. Ролик 53P обеспечен в местоположении, чтобы иметь возможность помещать посередине задний непрерывный лист 5a в направлении толщины с внешней окружной поверхностью опорного ролика 52A, и поддерживается, чтобы иметь возможность возвратно-поступательного движения в направлении радиуса вращения опорного ролика 52A с помощью исполнительного элемента (не показан), такого как гидравлический цилиндр.
[0062] Когда ролик 53P временного прижатия перемещен в местоположение прижатия на внутренней стороне направления радиуса вращения, ролик 53P входит в ʺсостояние обработкиʺ, которое является состоянием прижатия заднего непрерывного листа 5a к внешней окружной поверхности опорного ролика 52A, чтобы временно фиксировать контрольную ленту 7 на внешней окружной поверхности опорного ролика 52A к заднему непрерывному листу 5a. В противоположность этому, когда ролик 53P временного прижатия перемещен в местоположение отвода на внешней стороне направления радиуса вращения, ролик 53P входит в ʺсостояние ожиданияʺ, которое является состоянием отсутствия прижатия заднего непрерывного листа 5a к внешней окружной поверхности опорного ролика 52A, чтобы, таким образом, не фиксировать временно контрольную ленту 7 на внешней окружной поверхности опорного ролика 52A к заднему непрерывному листу 5a.
[0063] Устройство 55 полного прижатия является устройством, сконфигурированным чтобы зафиксировать временно зафиксированную контрольную ленту 7 из одного листа на заднем непрерывном листе 5a. Более конкретно, устройство 55 зажимает вместе задний непрерывный лист 5a и контрольную ленту 7, временно зафиксированную на листе 5a, с помощью клеящего вещества, в направлении толщины с большой зажимающей силой, чтобы зафиксировать контрольную ленту 7 на листе 5a.
[0064] Устройство 55 включает в себя пару роликов 55P1 и 55P2, которая приводится в действие сервоприводом (не показан), чтобы вращаться вокруг вала вращения вдоль направления CD. Пара роликов 55P1 и 55P2 обеспечена в местоположениях, где пара роликов 55P1 и 55P2 может поместить посередине задний непрерывный лист 5a из обеих сторон в направлении толщины заднего непрерывного листа 5a. В то время как один ролик 55P1 вращательно поддерживается в зафиксированном местоположении, другой ролик 55P2 поддерживается с помощью подходящего исполнительного элемента (не показан), такого как гидравлический цилиндр, таким образом, что длину зазора G55P между другим роликом 55P2 и первым роликом 55P1 можно изменять. Путем управления исполнительным элементом, устройство 55 может быть переключено между ʺсостоянием обработкиʺ, которое является состоянием, в котором устройство зажимает задний непрерывный лист 5a с временно зафиксированной контрольной лентой 7, и ʺсостоянием ожиданияʺ, которое является состоянием отсутствия зажатия заднего непрерывного листа 5a.
[0065] Устройство 57 нанесения клеящего вещества является устройством, которое наносит клеящее вещество на поверхность обращенной к коже стороны заднего непрерывного листа 5a. Нанесенное клеящее вещество используется для присоединения поглощающих тел 2 и верхнего непрерывного листа 3a к непрерывному листу 5a. Устройство 57 нанесения включает в себя: сопло 57N, которое выпускает клеящее вещество в направлении поверхности обращенной к коже стороны непрерывного листа 5a; насос (не показан), который подает клеящее вещество в сопло 57N; и клапан (не показан), который обеспечен в канале клеящего вещества, соединяющем сопло 57N и насос. Путем открытия и закрытия клапана, устройство 57 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием нанесения клеящего вещества, и ʺсостоянием ожиданияʺ, которое является состоянием, в котором клеящее вещество не наносится. Примеры шаблона нанесения клеящего вещества могут включать в себя Ω-шаблон, спиральный шаблон, полосовой шаблон и тому подобное.
[0066] <<<Транспортный маршрут R7a контрольной ленты>>>
Как проиллюстрировано на фиг. 5, устройство 77 нанесения клеящего вещества обеспечено для транспортного маршрута R7a контрольной ленты в качестве обрабатывающего устройства некоторого вида, сконфигурированного для выполнения обработки, определенной выше. Устройство 77 нанесения клеящего вещества наносит вышеописанное клеящее вещество на непрерывное тело 7а контрольной ленты (соответствующей компоненту). Как уже описано, клеящее вещество используется, чтобы зафиксировать контрольную ленту 7 из одного листа на заднем непрерывном листе 5a.
[0067] Конфигурация устройства 77 нанесения клеящего вещества 77 является практически той же, что и вышеописанного устройства 57 нанесения клеящего вещества. Более конкретно, устройство 77 нанесения, как вышеописанное устройство 57 нанесения, включает в себя: сопло 77N, который выпускает клеящее вещество в направлении непрерывного тела 7а контрольной ленты; насос (не показан), который подает клеящее вещество в сопло 77N; и клапан (не показан), который обеспечен в канале, соединяющем сопло 77N и насос. Путем открытия и закрытия клапана, устройство 77 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием нанесения клеящего вещества, и ʺсостоянием ожиданияʺ, которое является состоянием, в котором клеящее вещество не наносится. Таким образом, дополнительное описание опускается.
[0068] <<<Транспортный маршрут R3a верхнего листа>>>
Фиг. 6 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R3a верхнего листа в увеличенном виде.
В транспортном маршруте R3a верхнего листа, как в транспортном маршруте R5a заднего листа, обеспечены подающее устройство 31, устройство 32 вырезания со сдвигом, устройство 33 временного прижатия, устройство 35 полного прижатия и устройство 37 нанесения клеящего вещества, установленные в этом порядке от места выше по потоку до места ниже по потоку в направлении транспортировки. Каждое из устройств 32, 33, …, за исключением вышеописанного подающего устройства 31, среди устройств 31, 32, …, т.е., устройство 32 вырезания со сдвигом, устройство 33 временного прижатия, устройство 35 полного прижатия и устройство 37 нанесения клеящего вещества, функционирует как обрабатывающее устройство некоторого вида, сконфигурированное для выполнения обработки, как определено выше.
[0069] Подающее устройство 31 включает в себя вал 31a приведения во вращение вдоль направления CD. В состоянии, в котором рулон 3С материала верхнего листа 3 установлен и поддерживается валом 31a приведения во вращение, вал 31а приведения во вращение приводится в действие, чтобы вращаться при помощи сервопривода (не показан), чтобы при этом подавать верхний непрерывный лист 3a (соответствующий компоненту) из рулона 3С материала.
[0070] Устройство 32 вырезания со сдвигом является устройством, сконфигурированным для отрезания пары непрерывных тел 6а и 6а закрепляющих лент, транспортируемых в транспортном маршруте R6a закрепляющих лент, чтобы создать пару закрепляющих лент 6 и 6 из одного листа и зафиксировать пару контрольных лент 6 и 6 из одного листа на верхнем непрерывном листе 3a с шагом P1 продукта в направлении транспортировки с помощью клеящего вещества.
[0071] Заметим, что конфигурация устройства 32 практически такая же, что и конфигурация устройства 52 вырезания со сдвигом в транспортном маршруте R5a заднего листа, описанного выше. Более конкретно, устройство 32 также включает в себя опорный ролик 32A, режущий ролик 32C, устройство 32S подачи, такое как ленточный транспортер, и всасывающую воздуходувку 32B. С этой конфигурацией, устройство 32 выполняет операцию вырезания со сдвигом, аналогичную для вышеописанного устройства 52. При чтении описания вышеупомянутого устройства 52 вырезания со сдвигом с заменой ʺнепрерывного листа 7a контрольной лентыʺ, ʺконтрольной ленты 7 из одного листаʺ и ʺзаднего непрерывного листа 5aʺ на ʺпару непрерывных тел 6а и 6а закрепляющих лентʺ, ʺпару закрепляющих лент 6 и 6 из одного листаʺ и ʺверхний непрерывный лист 3aʺ, такое описание легко служит в качестве описания операции и тому подобного для устройства 32 вырезания со сдвигом. Таким образом, дополнительное описание опускается.
[0072] Клеящее вещество для присоединения закрепляющих лент 6 и 6 к верхнему непрерывному листу 3a наносится заранее, когда закрепляющие ленты 6 еще находятся в форме непрерывного тела 6a, и это будет описано вместе с транспортным маршрутом R6a закрепляющей ленты.
[0073] Устройство 33 временного прижатия является устройством, сконфигурированным для прижатия верхнего непрерывного листа 3a к внешней окружной поверхности опорного ролика 32A устройства 32 вырезания со сдвигом. При этом пара закрепляющих лент 6 и 6 временно фиксируется на верхнем непрерывном листе 3a с помощью вышеописанного клеящего вещества.
[0074] Заметим, что конфигурация устройства 33 практически такая же, что и конфигурация устройства 53 временного прижатия в транспортном маршруте R5a заднего листа, описанном выше. Более конкретно, устройство 33 также включает в себя ролик 33P временного прижатия и исполнительный элемент (не показан), такой как гидравлический цилиндр, сконфигурированный, чтобы вызывать возвратно-поступательное перемещение ролика 33P в направлении радиуса вращения опорного ролика 32A. Таким образом, устройство 33 выполняет операцию временной фиксации, аналогичную таковой для вышеописанного устройства 53 на верхнем непрерывном листе 3a и пары закрепляющих лент 6 и 6. Более конкретно, путем обеспечения возвратно-поступательного перемещения ролика 33P временного прижатия в направлении радиуса вращения опорного ролика 32A, устройство 33 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием прижатия верхнего непрерывного листа 3a к внешней окружной поверхности опорного ролика 32A, и ʺсостоянием ожиданияʺ, которое является состоянием отсутствия прижатия верхнего непрерывного листа 3a. Таким образом, дополнительное описание опускается.
[0075] Устройство 35 полного прижатия является устройством, сконфигурированным, чтобы фиксировать пару временно зафиксированных закрепляющих лент 6 и 6 из одного листа на верхнем непрерывном листе 3a. Более конкретно, устройство 35 зажимает вместе верхний непрерывный лист 3a и пару закрепляющих лент 6 и 6, временно зафиксированных на листе 3a при помощи клеящего вещества, в направлении толщины с большой зажимающей силой, чтобы зафиксировать пару закрепляющих лент 6 и 6 на листе 3a.
[0076] Заметим, что конфигурация устройства 35 практически такая же, как и конфигурация устройства 55 полного прижатия в транспортном маршруте R5a заднего листа, описанном выше. Более конкретно, устройство 35 также включает в себя пару роликов 35P1 и 35P2, обеспеченных в местоположениях, где пара роликов 35P1 и 35P2 может помещать посередине верхний непрерывный лист 3a с обеих сторон в направлении толщины верхнего непрерывного листа 3a. В то время как один ролик 35P1 поддерживается с возможностью вращения в фиксированном местоположении, другой ролик 35P2 поддерживается подходящим исполнительным элементом (не показан), таким как гидравлический цилиндр, таким образом, что длину зазора G35P между другим роликом 35P2 и первым роликом 35P1 можно изменять. Таким образом, устройство 35 выполняет операция фиксации, аналогичную таковой для вышеописанного устройства 55, на верхнем непрерывном листе 3a и паре закрепляющих лент 6 и 6. Другими словами, путем управления исполнительным элементом, устройство 35 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием зажимания верхнего непрерывного листа 3a, на котором временно фиксируется пара закрепляющих лент 6 и 6, и ʺсостоянием ожиданияʺ, которое является состоянием отсутствия зажимания верхнего непрерывного листа 3a. Таким образом, дополнительное описание опускается.
[0077] Устройство 37 нанесения клеящего вещества является устройством, сконфигурированным для нанесения клеящего вещества на поверхность не обращенной к коже стороны верхнего непрерывного листа 3a. Наносимое клеящее вещество используется, чтобы фиксировать поглощающие тела 2 и задний непрерывный лист 5a на непрерывном листе 3a.
[0078] Заметим, что конфигурация устройства 37 практически та же, что и конфигурация устройства нанесения клеящего вещества 57 в транспортном маршруте R5a заднего листа, описанном выше. Более конкретно, устройство 37 также включает в себя: сопло 37N, сконфигурированное для выпускания клеящего вещества в направлении поверхности не обращенной к коже стороны непрерывного листа 3a; насос (не показан), сконфигурированный для подачи клеящего вещества в сопло 37N; и клапан (не показан), который обеспечен в канале клеящего вещества, соединяющем сопло 37N и насос. Путем открытия и закрытия клапана, устройство 37 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием нанесения клеящего вещества, и ʺсостоянием ожиданияʺ, которое является состоянием, в котором клеящее вещество не наносится. Таким образом, дополнительное описание опускается.
[0079] <<<Транспортный маршрут R6a закрепляющей ленты>>>
Устройство 67 нанесения клеящего вещества обеспечено для транспортного маршрута R6a закрепляющей ленты в качестве обрабатывающего устройства некоторого вида, сконфигурированного для выполнения обработки, определенной выше. Это устройство 67 нанесения клеящего вещества наносит вышеописанное клеящее вещество на пару непрерывных тел 6а и 6а закрепляющих лент (соответствующих компоненту). Как уже было описано, клеящее вещество используется, чтобы фиксировать пару закрепляющих лент 6 и 6 из одного листа на верхнем непрерывном листе 3a.
[0080] Конфигурация устройства нанесения клеящего вещества 67 по существу такая же, что и конфигурация вышеописанного устройства 37 нанесения клеящего вещества. Устройство 67 нанесения, как вышеописанное устройство 37 нанесения, включает в себя: сопла 67N, сконфигурированные для выпуска клеящего вещества в направлении пары непрерывных тел 6а и 6а закрепляющих лент; насос(ы) (не показан(ы)), сконфигурированный(е) для подачи клеящего вещества в сопла 67N; и клапан(ы) (не показан(ы)), обеспеченный в канале, соединяющем сопла 67N и насос. Путем открытия и закрытия клапана(ов), устройство 67 можно переключать между ʺсостоянием обработкиʺ, которое является состоянием нанесения клеящего вещества, и ʺсостоянием ожиданияʺ, которое является состоянием, в котором клеящее вещество не наносится. Таким образом, дополнительное описание опускается.
[0081] <<<Транспортный маршрут R1a базового листа>>>
Фиг. 7 является схематичным видом сбоку, иллюстрирующим транспортный маршрут R1a базового листа в увеличенном виде.
Транспортный маршрут R1a базового листа расположен ниже по потоку от местоположения Sc объединения. В транспортном маршруте R1a базового листа обеспечены устройство 12 вырезания отверстий для ног и устройство 16 концевого отрезания, установленные в таком порядке от места выше по потоку до места ниже по потоку в направлении транспортировки, в качестве обрабатывающего устройства некоторого вида, сконфигурированного для выполнения обработки, определенной выше. Сначала, первое устройство 12 вырезания зажимает и вырезает обе стороны в направлении CD базового листа 1а подгузника, транспортируемого из местоположения Sc объединения, чтобы тем самым сформировать в базовом листе 1a пару отверстий 1LH и 1LH для ног в направлении CD. Последовательно, дальнейшее устройство 16 отрезания отрезает базовый лист 1a в местоположении между поглощающими телами 2 и 2, смежными друг с другом, в направлении транспортировки, чтобы отрезать участок на конце ниже по потоку базового листа 1a путем зажатия и тем самым создать подгузник 1 согласно фиг. 2A.
[0082] Устройство 12 вырезания отверстий для ног включает в себя пару верхних и нижних роликов 12u и 12d, которая приводится в действие сервоприводом (не показан), чтобы вращаться вокруг вала вращения вдоль направления CD. Верхний ролик 12u является режущим роликом. Более конкретно, режущие пластины 12uC и 12uC обеспечены под предопределенным углом в направлении вращения на внешней окружной поверхности верхнего ролика 12u, причем каждая из режущих пластин 12uC и 12uC имеет криволинейную форму, соответствующую форме отверстия 1LH для ноги подгузника 1. Между тем, нижний ролик 12d является опорным роликом, сконфигурированным для приема на внешней окружной поверхности нижнего ролика 12d режущих пластин 12uC. Операции вращения роликов 12u и 12d выполняются по существу вместе с операцией транспортировки базового листа 1a. Более конкретно, когда пара участков базового листа 1a, где должны формироваться отверстия 1LH для ног, т.е., участков, расположенных на внешних сторонах направления CD поглощающего тела 2 на базовом листе 1a, проходит местоположение устройства 12 вырезания отверстий для ног, верхний ролик 12u и нижний ролик 12d вращаются так, что соответствующие режущие пластины 12uC обращены к участкам, чтобы тем самым формировать отверстия 1LH и 1LH для ног в базовом листе 1a.
[0083] В этом примере, в то время как нижний ролик 12d поддерживается с возможностью вращения в фиксированном местоположении, верхний ролик 12u поддерживается подходящим исполнительным элементом (не показан), таким как гидравлический цилиндр, таким образом, что длину зазора G12 между верхним роликом 12a и нижним роликом 12d можно изменять. Путем управления исполнительным элементом, можно переключаться между состоянием установки зазора G12 малым, чтобы зажимать базовый лист 1a с помощью верхнего и нижнего роликов 12u и 12d и вырезать отверстия 1LH для ног, и состоянием установки зазора G12 большим, чтобы не вырезать отверстия 1LH для ног. Первое состояние соответствует ʺсостоянию обработкиʺ устройства 12 вырезания отверстий для ног, в то время как последнее состояние соответствует ʺсостоянию ожиданияʺ устройства 12 вырезания отверстий для ног.
[0084] Устройство 16 концевого отрезания также включает в себя пару верхнего и нижнего роликов 16u и 16d, каждый из которых приводится в действие сервоприводом (не показан), чтобы вращаться вокруг оси вращения вдоль направления CD. Верхний ролик 16u является режущим роликом. Более конкретно, режущие пластины 16uC и 16uC обеспечены под предопределенным углом в направлении вращения на внешней окружной поверхности верхнего ролика 16u, каждая из режущих пластин 16uC и 16uC имеет форму прямой пластины в направлении CD. Между тем, нижний ролик 16d является опорным роликом, сконфигурированным для приема режущих пластин 16uC на внешней окружной поверхности нижнего ролика 16d. Операции вращения роликов 16u и 16d выполняются по существу вместе с операцией транспортировки базового листа 1a. Более конкретно, когда участок базового листа 1a, который должен быть отрезан, т.е., участок между поглощающими телами 2 и 2, смежными друг с другом в направлении транспортировки в базовом листе 1a, проходит местоположение устройства 16 концевого отрезания, верхний ролик 16u и нижний ролик 16d вращаются так, что соответствующая режущая пластина 16uC обращена к участку, чтобы отрезать участок конца ниже по потоку от базового листа 1a и тем самым создать подгузник 1.
[0085] В этом примере, в то время как нижний ролик 16d поддерживается с возможностью вращения в фиксированном местоположении, верхний ролик 16u поддерживается подходящим исполнительным элементом (не показан), таким как гидравлический цилиндр, таким образом, что длину зазора G16 между верхним роликом 16u и нижним роликом 16d можно изменять. Путем такого управления приводом, можно переключаться между состоянием установки зазора G16 малым, чтобы зажимать базовый лист 1a с помощью верхнего и нижнего роликов 16u и 16d и отрезать базовый лист 1a, и состоянием установки зазора G16 большим, чтобы не отрезать базовый лист 1a. Первое состояние соответствует ʺсостоянию обработкиʺ устройства 16 концевого отрезания, в то время как последнее состояние соответствует ʺсостоянию ожиданияʺ устройства 16 концевого отрезания.
[0086] Транспортные устройства на транспортных маршрутах R1a, R2, R3a, R5a, R6a, и R7a и вышеописанные обрабатывающие устройства 12, 16, 21, 32, 33, 35, 37, 52, 53, 55, 57, 67, и 77 на технологической линии LM работают вместе на базе, например, синхронизирующего сигнала. Здесь, ʺсинхронизирующий сигналʺ включает в себя единичные сигналы, которые выводятся циклически, и каждый единичный сигнал является сигналом угла вращения, имеющим значение угла вращения, например, от 0 градусов до 360 градусов. Транспортные устройства на транспортных маршрутах R1a, R2, …, обрабатывающие устройства 12, 16, … и подобное имеют, каждое, систематическую единичную операцию, чтобы периодически выполнять для каждой соответствующей части верхнего и заднего непрерывных листов 3a и 5a, контрольной ленты и непрерывных тел 6а и 7а закрепляющих лент и базового листа 1a, каждой соответствующей части, составляющей подгузник 1. Кроме того, каждая единичная операция в принципе ассоциирована с единичным сигналом в однозначном соответствии через управление местоположением или управление скоростью соответствующего одного из вышеописанных сервоприводов.
Например, для транспортного устройства на каждом из транспортных маршрутов R1a, R2, R3a и R5a, операция транспортировки шага P1 продукта, соответствующего местоположению транспортного устройства, ассоциирована как единичная операция. Между тем, для транспортного устройства на каждом из транспортных маршрутов R6a и R7a, операция транспортировки шага P6 или P7 продукта, соответствующего местоположению транспортного устройства, ассоциирована как единичная операция. Кроме того, для каждого из обрабатывающих устройств 12, 16, 21, 32, 33, 35, 52, 53 и 55 операция вращения для шага P1 продукта, соответствующего местоположению устройства, ассоциирована как единичная операция. Между тем, для каждого из обрабатывающих устройств 37 и 57, операция выпуска клеящего вещества для шага P1 продукта, соответствующего местоположению устройства, ассоциирована как единичная операция. Кроме того, для каждого из устройства 32S подачи, включенного в обрабатывающее устройство 32, и устройства 52S подачи, включенного в обрабатывающее устройство 52, операция подачи для шага P6 или P7 продукта, соответствующего местоположению устройства, ассоциирована как единичная операция. Дополнительно, для каждого из обрабатывающих устройств 67 и 77, операция выпуска клеящего вещества для шага P6 или P7 продукта, соответствующего местоположению устройства, ассоциирована как единичная операция.
При этом, в принципе, каждый раз, когда выводится единичный сигнал синхронизирующего сигнала, каждое из транспортных устройств на транспортных маршрутах R1a, R2, R3a и R5a выполняет операцию транспортировки для шага P1 продукта, соответствующего местоположению транспортного устройства, и каждое из транспортных устройств на транспортных маршрутах R6a и R7a выполняет операцию транспортировки для шага P6 или P7 продукта, соответствующего местоположению транспортного устройства. Дополнительно, каждое из обрабатывающих устройств 12, 16, 21, 32, 33, 35, 52, 53 и 55 также выполняет операцию вращения для шага P1 продукта, соответствующего местоположению устройства, и каждое из обрабатывающих устройств 37 и 57 также выполняет операцию выпуска для шага P1 продукта, соответствующего местоположению устройства. Кроме того, каждое из обрабатывающих устройств 32S и 52S также выполняет операцию подачи для шага P6 или P7 продукта, соответствующего местоположению устройства, и каждое из обрабатывающих устройств 67 и 77 также выполняет операцию выпуска клеящего вещества для шага P6 или P7 продукта, соответствующего местоположению устройства.
[0087] В случае, если проблема возникает на технологической линии LM, транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a приостанавливается. Например, после обнаружения любым оператором или подходящим датчиком того, что участок непрерывного тела 7а контрольной ленты близок к разрыву на транспортном маршруте R7a контрольной ленты, транспортировка в каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a технологической линии LM приостанавливается.
В дополнение, вместе с этой приостановкой, все операции, связанные с транспортировкой, также приостанавливаются. Например, вместе с приостановкой операции вращения вращающегося барабана 22 барабанного устройства 21 укладки волокна, операции вращения валов вращения 31a и 51a подающих устройств 31 и 51, операции вращения опорных роликов 32A и 52A и режущих роликов 32C и 52C и операции подачи устройств 32S и 52S подачи устройств 32 и 52 вырезания со сдвигом, операции вращения роликов 33P и 35P временного прижатия устройств 33 и 53 временного прижатия, операции вращения пары роликов 35P1 и 35P2 и пары роликов 55P1 и 55P2 устройств 35 и 55 полного прижатия, операции вращения пары верхних и нижних роликов 12u и 12d устройства 12 вырезания отверстий для ног и операции вращения пары верхних и нижних роликов 16u и 16d устройства 16 концевого отрезания также приостанавливаются. Следовательно, производство на технологической линии LM приостанавливается.
[0088] Во время приостановки транспортировки оператор, например, укрепляет участок, близкий к разрыву в непрерывном теле 7а контрольной ленты с помощью подходящей ленты с клеящим веществом, чтобы тем самым скорректировать проблему. После того как проблема скорректирована, транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a повторно запускается, чтобы восстановить технологическую линию LM в состояние производства. При этом событии, не только транспортировка каждого из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a, но и все вышеописанные операции, связанные с транспортировкой, запускаются заново вместе. Более конкретно, операция вращения вращающегося барабана 22 барабанного устройства 21 укладки волокна, операции вращения валов вращения 31a и 51a подающих устройств 31 и 51, операции вращения опорных роликов 32A и 52A и режущих роликов 32C и 52C и операции подачи устройств 32S и 52S подачи устройств 32 и 52 вырезания со сдвигом, операции вращения роликов 33P и 53P временного прижатия устройств 33 и 53 временного прижатия, операции вращения пары роликов 35P1 и 35P2 и пары роликов 55P1 и 55P2 устройств 35 и 55 полного прижатия, операции вращения пары верхних и нижних роликов 12u и 12d устройства 12 вырезания отверстий для ног и операции вращения пары верхних и нижних роликов 16u и 16d устройства 16 концевого отрезания, которые приостанавливаются вместе с приостановкой транспортировки, запускаются заново вместе.
[0089] Однако, если обрабатывающие устройства 77, 52, 53, 55 и 57, расположенные в области от местоположения St, где возникла проблема, т.е., в этом примере, местоположения St причины, из-за которой непрерывное тело 7а контрольной ленты близко к разрыву, до местоположения Sc объединения (также называемой ниже областью риска вторичной проблемы), поддерживаются в вышеописанном ʺсостоянии обработкиʺ во время такого перезапуска транспортировки, обрабатывающие устройства 77, 52, 53, 55 и 57 могут вызывать вторичную проблему из-за пребывания в состоянии обработки, так как обрабатывающие устройства 77, 52, 53, 55 и 57, в известном смысле, расположены непосредственно ниже по потоку от местоположения, где возникла проблема.
[0090] Ввиду этого, в настоящем варианте осуществления, каждое из обрабатывающих устройств 77, 52, 53, 55 и 57, расположенных в такой области риска вторичной проблемы, переводится в вышеописанное ʺсостояние ожиданияʺ, и транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a повторно запускается в состоянии ожидания. Более конкретно, в этом примере, устройство 77 нанесения клеящего вещества транспортного маршрута R7a контрольной ленты и устройство 52 вырезания, устройство 53 временного прижатия, устройство 55 полного прижатия и устройство 57 нанесения клеящего вещества транспортного маршрута R5a заднего листа расположены как обрабатывающие устройства в упомянутой области. Таким образом, сначала, каждое из устройств 77, 52, 53, 55 и 57 переключается из состояния обработки в состояние ожидания во время или до вышеописанной приостановки транспортировки. После корректировки проблемы, каждое из устройств 77, 52, 53, 55 и 57 повторно запускает транспортировку, находясь в состоянии ожидания, и после повторного запуска, каждое из устройств 77, 52, 53, 55 и 57 в состоянии ожидания восстанавливается в состояние обработки.
[0091] В противоположность этому, обрабатывающие устройства 21, 32, 33, 35, 37, 67, 12 и 16 в транспортном маршруте R2 поглощающего тела, транспортном маршруте R3a верхнего листа, транспортном маршруте R6a закрепляющей ленты и транспортном маршруте R1a базового листа расположены вне области риска вторичной проблемы. Таким образом, в этом примере, каждое из обрабатывающих устройств 21, 32, 33, 35, 37, 67, 12 и 16 находится в состоянии обработки от времени повторного запуска транспортировки. Например, хотя барабанное устройство 21 укладки волокна в транспортном маршруте R2 поглощающего тела, устройство 37 нанесения клеящего вещества на транспортном маршруте R3a верхнего листа и устройство 67 нанесения клеящего вещества на транспортном маршруте R6a закрепляющей ленты переводятся в состояние ожидания непосредственно во время приостановки транспортировки, барабанное устройство 21 укладки волокна уже восстановлено в состояние обработки подачи целлюлозного волокна и SAP из распылительного канала 23, и каждое из устройств 37 и 67 нанесения клеящего вещества уже восстановлено в состояние обработки выпуска клеящего вещества из сопла 37N или 67N, до запуска, например, немедленно перед запуском транспортировки. Таким образом, каждое из устройств 21, 37, и 67 находится уже в состоянии обработки во время повторного запуска транспортировки. Каждое из устройства 32 вырезания, устройства 33 временного прижатия и устройства 35 полного прижатия на транспортном маршруте R3a верхнего листа и устройство 12 вырезания отверстий для ног и устройство 16 концевого отрезания на транспортном маршруте R1a базового листа поддерживается в состоянии обработки без переключения в состояние ожидания даже во время приостановки транспортировки. Таким образом, каждое из устройств 32, 33, 35, 12 и 16 уже находится в состоянии обработки во время повторного запуска транспортировки.
[0092] Здесь, каждое из вышеописанных устройств 77, 52, 53, 55 и 57, поддерживаемых в состоянии ожидания во время повторного запуска транспортировки, нужно восстановить в состояние обработки в подходящее время после повторного запуска транспортировки. Время восстановления для восстановления каждого из устройств 77, 52, 53, 55 и 57 в состояние обработки может быть определено на основе следующего представления.
[0093] Сначала, как проиллюстрировано на фиг. 4, во время приостановки транспортировки, пыль или подобное может попадать на компоненты B, B…, такие как непрерывные листы 3a и 4a, непрерывные тела 6a и 7a и поглощающие тела 2 на транспортных маршрутах R1a, R2, R3a, R5a, R6a и R7a, так что компоненты B, B, … могут загрязниться. С точки зрения предотвращения попадания на рынок дефектных подгузников 1, которые загрязнились, можно убирать компоненты B, B …, расположенные на транспортных маршрутах R1a, R2, R3a, R5a, R6a и R7a во время приостановки. Такое убирание может быть выполнено, например, следующим образом.
[0094] Как проиллюстрировано на фиг. 4, между каждым из обрабатывающих устройств 21, 37, 35, 33, 32, 67, 57, 55, 53, 52 и 77, расположенных выше потока местоположения Sc объединения в направлении транспортировки и местоположения Sc объединения, множество частей, которые составляют подгузники 1, упорядочены в направлении транспортировки.
Например, как проиллюстрировано на фиг. 4, между барабанным устройством 21 укладки волокна на транспортном маршруте R2 поглощающего тела и местоположением Sc объединения, множество поглощающих тел 2, расположенных в направлении транспортировки, включая поглощающие тела 2 посредине формирования с помощью вращающегося барабана 22, имеется в качестве частей, которые составляют подгузники 1. Как проиллюстрировано на фиг. 5, между устройством 52 вырезания со сдвигом на транспортном маршруте R5a заднего листа и местоположением Sc объединения, множество частей, которые составляют подгузники 1, расположенных в направлении транспортировки с шагом P1 продукта, имеется на заднем непрерывном листе 5a; дополнительно, между устройством 77 нанесения клеящего вещества на транспортном маршруте R7a контрольной полосы, соединенным выше по потоку через устройство 52 вырезания со сдвигом, и местоположением Sc объединения, множество контрольных лент 7 из одного листа, расположенных на опорном ролике 52A устройства 52 вырезания со сдвигом и расположенных в направлении транспортировки, дополнительно существуют как части, которые составляют подгузники 1, в дополнение к частям, которые составляют подгузники 1, на непрерывном листе 5a, и множество частей, которые составляют подгузники 1, расположенных в направлении транспортировки с шагом P7 продукта, также существуют на непрерывном теле 7а контрольной ленты. Аналогично, как проиллюстрировано на фиг. 6, между устройством 32 вырезания со сдвигом на транспортном маршруте R3a верхнего листа и местоположением Sc объединения, множество частей, которые составляют подгузники 1, расположенных в направлении транспортировки с шагом P1 продукта, существуют на верхнем непрерывном листе 3a; дополнительно, между устройством 67 нанесения клеящего вещества на транспортном маршруте R6a закрепляющей ленты, соединенном выше по потоку через устройство 32 вырезания со сдвигом, и местоположением Sc объединения, множество пар закрепляющих лент 6 и 6 из одного листа в направлении CD, расположенных на опорном ролике 32A устройства 32 вырезания со сдвигом и расположенных в направлении транспортировки, дополнительно существуют как части, которые составляют подгузники 1, в дополнение к частям, которые составляют подгузники 1 на непрерывном листе 3a, и аналогично, множество частей, которые составляют подгузники 1, расположенных в направлении транспортировки с шагом P6 продукта, также существуют на паре непрерывных тел 6a и 6a закрепляющих лент в направлении CD.
[0095] Здесь, предположим случай нахождения обрабатывающего устройства в местоположении с самым большим количеством частей, которые составляют подгузники 1, расположенных между обрабатывающим устройством и местоположением Sc объединения, причем это количество частей, которые составляют подгузники 1, включает в себя части посреди обработки при помощи обрабатывающих устройств, такие как поглощающие тела 2 посреди их формирования в углубленных участках 22h вращающегося барабана 22, и определим найденное обрабатывающее устройство как ʺобрабатывающее устройство Mu, расположенное выше всего по потокуʺ, для удобства. В этом примере, кандидатами на обрабатывающее устройство Mu, расположенное выше всего по потоку, являются следующие три обрабатывающих устройства. Более конкретно, три обрабатывающих устройства являются устройством 77 нанесения клеящего вещества на транспортном маршруте R5a контрольной ленты, устройством 67 нанесения клеящего вещества на транспортном маршруте R3a закрепляющей ленты и барабанным устройством 21 укладки волокна на фиг. 4.
[0096] При подсчете количества частей для каждого из трех устройств 77, 67 и 21, в этом примере, получаем, что количество для устройства 77 нанесения клеящего вещества равно 14 (фиг. 5), количество для устройства 67 нанесения клеящего вещества равно 13 (фиг. 6), и количество для барабанного устройства 21 укладки волокна равно 20 (фиг. 4). Таким образом, в этом примере, барабанное устройство 21 укладки волокна соответствует обрабатывающему устройству Mu, расположенному выше всего потоку (фиг. 4).
[0097] Между тем, как проиллюстрировано на фиг. 4, создание поглощающих тел 2 остановлено посредине углубленных участков 22h и 22h, расположенных в распылительном канале 23 на внешней окружной поверхности вращающегося барабана 22 барабанного устройства 21 укладки волокна. Целлюлозное волокно и SAP поглощающих тел 2 посреди их формирования являются частями, которые могут быть ассоциированы с подгузниками 1. Другими словами, они являются частями, которые могут быть удалены путем нахождения того количества, которое должно быть удалено в форме подгузника 1. Таким образом, целлюлозное волокно и SAP поглощающих тел 2 посреди их формирования в углубленном участке 22h, расположенном выше всего по потоку, среди углубленных участков 22h и 22h, расположенных в распылительном канале 23, соответствует самой верхней по потоку части Bue в области для удаления в результате соответствующей приостановки транспортировки. Таким образом, путем удаления, в качестве дефектных частей, подгузников 1, 1, …, которые проходят устройство 16 концевого отрезания, прежде чем самая верхняя по потоку часть Bue достигает местоположения устройства 16 концевого отрезания после повторного запуска транспортировки, можно в принципе предотвратить попадание дефектных частей на рынок.
[0098] Однако здесь предположим случай, в котором, после повторного запуска транспортировки, время для восстановления устройств 77, 52, 53, 55 и 57 из состояния ожидания в состояние обработки значительно задержано, и, следовательно, части заднего непрерывного листа 5a и непрерывного листа 7a контрольной полосы, для которых обработка устройствами 77, 52, 53, 55 и 57 запускается заново, проходят местоположение Sc объединения после того, как самая верхняя по потоку часть Bue проходит местоположение Sc объединения, количество дефектных подгузников 1, 1, …, подлежащих удалению, увеличивается на количество, соответствующее задержке в прохождении. Как следствие, это может сократить выход годных.
[0099] Учитывая это, в настоящем варианте осуществления, время для восстановления устройств 77, 52, 53, 55 и 57 в состоянии ожидания в состояние обработки установлено следующим образом. Более конкретно, устройства 77, 52, 53, 55 и 57 восстанавливаются в состояние обработки так, что части заднего непрерывного листа 5a и непрерывного листа 7a контрольной полосы, для которых обработка запускается заново после того, как устройства 77, 52, 53, 55 и 57 восстановлены из состояния ожидания в состояние обработки, проходят местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue, расположенная на самом верхнем по потоку обрабатывающем устройстве Mu во время приостановки транспортировки, достигает местоположения Sc объединения после повторного запуска транспортировки. Детали этого описаны ниже.
[0100] Например, устройство 77 нанесения клеящего вещества на транспортном маршруте R7a контрольной ленты восстанавливается в состояние обработки так, что контрольная лента 7, соответствующая части, для которой нанесение клеящего вещества повторно запускается на непрерывном теле 7а контрольной ленты, проходит местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue достигает местоположения Sc объединения после повторного запуска транспортировки.
Аналогично, устройство 52 вырезания со сдвигом на транспортном маршруте R5a заднего листа восстанавливается в состояние обработки так, что часть, на которой передача контрольной ленты 7 на заднем непрерывном листе 5a повторно запускается, проходит местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue достигает местоположения Sc объединения.
Кроме того, устройство 53 временного прижатия на транспортном маршруте R5a заднего листа восстанавливается в состояние обработки так, что часть, в которой временная фиксация контрольной ленты 7 на заднем непрерывном листе 5a повторно запускается, проходит местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue достигает местоположения Sc объединения.
Аналогично, устройство 55 полного прижатия на транспортном маршруте R5a заднего листа восстанавливается в состояние обработки так, что часть, в которой фиксация контрольной ленты 7 на заднем непрерывном листе 5a повторно запускается, проходит местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue достигает местоположения Sc объединения.
Кроме того, аналогично, устройство 57 нанесения клеящего вещества на транспортном маршруте R5a заднего листа восстанавливается в состояние обработки так, что часть, в которой нанесение клеящего вещества на заднем непрерывном листе 5a повторно запускается, проходит местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue достигает местоположения Sc объединения. Таким образом, предотвращается снижение выхода годных.
[0101] Такая подстройка времени восстановления в состояние обработки может быть выполнена на основе синхронизирующего сигнала. Более конкретно, количество частей, которые составляют подгузники 1, существующих между местоположением Sc объединения и каждым из устройств 77, 52, 53, 55 и 57, известно заранее в ассоциации с соответствующим устройством 77, 52, 53, 55 или 57. Таким образом, разность (называемая численной разностью ниже) между количеством частей до самой верхней по потоку части Bue и количеством частей до каждого из устройств 77, 52, 53, 55 и 57 может быть получена в ассоциации с каждым из устройств 77, 52, 53, 55 и 57 путем вычитания последнего количества из первого количества. Таким образом, путем подсчета количества выводов единичного сигнала в синхронизирующем сигнале после повторного запуска транспортировки и восстановления каждого из устройств 77, 52, 53, 55 и 57, соответствующих численной разности, из состояния ожидания в состояние обработки, прежде чем подсчитанное значение достигнет значения численной разности (например, в момент, когда подсчитанное значение достигает значения (натурального числа), полученного путем вычитания единицы из значения численной разности, или в момент, когда подсчитанное значение достигает значения (натурального числа), полученного путем вычитания значения, которое равно или больше двух, из значения численной разности), может быть выполнено восстановление во время восстановления, как описано выше. Операция восстановления может быть выполнена вручную оператором или может быть выполнена автоматически устройством управления (не показано), таким как компьютер, сконфигурированный, чтобы управлять устройствами 77, 52, 53,….
[0102] Будет дано дополнительно описание времени восстановления для множества обрабатывающих устройств 77, 52, 53, 55 и 57, подлежащих восстановлению в состояние обработки после повторного запуска транспортировки, как описано выше. Желательно, чтобы после того, как обрабатывающее устройство, расположенное выше по потоку в направлении транспортировки (соответствующем первому обрабатывающему устройству), восстанавливается в состояние обработки, обрабатывающее устройство (соответствующее второму обрабатывающему устройству), расположенное ниже по потоку от обрабатывающего устройства в направлении транспортировки, восстанавливалось в состояние обработки.
Например, в примере на фиг. 4 и фиг. 5, устройство 77 нанесения клеящего вещества транспортного маршрута R7a контрольной ленты и устройство 52 для вырезания, устройство 53 временного прижатия, устройство 55 полного прижатия и устройство 57 нанесения клеящего вещества на транспортном маршруте R5a заднего листа, расположенные в таком порядке от места выше по потоку до места ниже по потоку в направлении транспортировки, обеспечены в качестве множества обрабатывающих устройств, к которым применяется вышеописанная временная диаграмма восстановления. Таким образом, в этом случае, предпочтительно, что устройства, т.е., устройство 77 нанесения клеящего вещества, устройство 52 вырезания со сдвигом, устройство 53 временного прижатия, устройство 55 полного прижатия и устройство 57 нанесения клеящего вещества последовательно восстанавливаются в состояние обработки, в таком порядке.
[0103] Таким образом, обрабатывающее устройство, расположенное ниже по потоку, например, устройство 55 постоянного прижатия, может быть восстановлено в состояние обработки в достаточное время в сравнении со случаем восстановления обрабатывающего устройства, расположенного ниже по потоку, в состояние обработки вместе с обрабатывающим устройством, расположенным выше по потоку, например, устройством 77 нанесения клеящего вещества и подобным. Таким образом, может быть выполнено стабильное восстановление обрабатывающего устройства, расположенного ниже по потоку, такого как устройство 55 полного прижатия, в состояние обработки.
Предположим случай, когда обрабатывающее устройство, расположенное выше по потоку, такое как устройство 77 нанесения клеящего вещества, восстанавливается в состояние обработки позже, чем обрабатывающее устройство, расположенное ниже по потоку, такое как устройство 55 полного прижатия. В этом случае, число подгузников 1, которые стали бы дефектными изделиями из-за первого обрабатывающего устройства, может увеличиваться. Однако, путем восстановления в состояние обработки обрабатывающих устройств от устройства, расположенного выше по потоку, как описано выше, эта проблема может быть предотвращена.
[0104] Кроме того, даже в случае, когда обрабатывающее устройство, расположенное выше по потоку, и обрабатывающее устройство, расположенное ниже по потоку, имеют отношение зависимости, в котором возникает проблема, если часть, обрабатываемая обрабатывающим устройством, расположенным выше по потоку, не обрабатывается обрабатывающим устройством, расположенным ниже по потоку, эта ситуация может управляться без какой-либо большой проблемы, если обрабатывающие устройства восстанавливаются в состояние обработки от того, которое расположено выше по потоку, как описано выше.
В примере на фиг. 5, примерами устройств, имеющих такое отношение зависимости, могут быть устройство 77 нанесения клеящего вещества и устройство 53 временного прижатия. Более конкретно, если участок непрерывного тела 7а контрольной ленты, на которое клеящее вещество не наносится, вырезается со сдвигом, чтобы сформировать контрольную ленту 7, и устройство 53 временного прижатия выполняет процесс прижатия, который является процессом временного прижатия, на контрольной ленте 7, контрольная лента 7 остается в состоянии прикрепления к заднему непрерывному листу 5a несовершенным образом, в то время как клеящее вещество еще не нанесено, и может транспортироваться в этом состоянии вместе с задним непрерывным листом 5a. Однако, поскольку эта контрольная лента 7 не зафиксирована при помощи так называемого клеящего вещества, контрольная лента 7 с высокой вероятностью отсоединяется от заднего непрерывного листа 5a на изогнутом участке на транспортном маршруте R5a заднего листа или подобном. Если контрольная лента 7 отсоединяется, это с высокой вероятностью вызывает проблему, состоящую, например, в том, что контрольная лента 7 запутывается в различных устройствах 55 и 57 на транспортном маршруте R5a. Таким образом, устройство 77 нанесения клеящего вещества и устройство 53 временного прижатия имеют отношение зависимости, которое вызывает проблему.
[0105] В случае наличия такого отношения зависимости, если устройство 53 временного прижатия, расположенное ниже по потоку, восстанавливается в состояние обработки после того, как устройство 77 нанесения клеящего вещества, расположенное выше по потоку, восстанавливается в состояние обработки, для контрольной ленты 7 легче временно плотно зафиксироваться на заднем непрерывном листе 5a с помощью клеящего вещества, когда устройство 53 временного прижатия выполняет процесс прижатия. Таким образом, возникновение проблемы отсоединения, описанной выше, и подобной может быть понижено.
[0106] Кроме того, желательно, чтобы устройство управления (не показано), такое как компьютер, сконфигурированный, чтобы управлять операциями обрабатывающих устройств 77, 52, 53, … на технологической линии LM, имел блокировку для порядка восстановления обрабатывающих устройств 77 и 53, имеющих вышеописанное отношение зависимости. В таком случае блокировка сохранена заранее в памяти устройства управления в качестве одной из программ, которые будут использованы устройством управления для управления обрабатывающими устройствами 77, 52, 53, …. Устройство управления считывает программу блокировки из памяти и выполняет программу, чтобы регулировать восстановление обрабатывающего устройства, расположенного ниже по потоку, такого как устройство 53 временного прижатия, в состояние обработки перед восстановлением обрабатывающего устройства, расположенного выше по потоку, такого как устройство 77 нанесения клеящего вещества, в состояние обработки, на основе блокировки. Например, в случае не нахождения в состоянии, когда датчик или подобное средство обнаружило, что устройство 77 нанесения клеящего вещества находится в состоянии обработки, которое является состоянием нанесения, устройство управления регулирует работу исполнительного элемента устройства 53 временного прижатия так, чтобы устройство 53 временного прижатия не переключалось в состояние прижатия, которое является состоянием обработки. Таким образом, можно эффективно предотвратить восстановление обрабатывающего устройства, расположенного ниже по потоку, такого как устройство 53 временного прижатия, в состояние обработки в первую очередь из-за ошибки, такой как ручная операция, производимая оператором.
[0107] Заметим, что для обрабатывающих устройств, не имеющих отношения зависимости, как описано выше, восстановление в состояние обработки не требуется выполнять от того, которое расположено выше по потоку.
Например, устройство 77 нанесения клеящего вещества на фиг. 5 и устройство 57 нанесения клеящего вещества, расположенное ниже по потоку от устройства 77 в направлении транспортировки, не имеют отношения зависимости, как это описано выше. Другими словами, проблема не возникает, даже если последнее устройство 57 нанесения клеящего вещества не наносит клеящее вещество на участок, на который первое устройство 77 нанесения клеящего вещества нанесло клеящее вещество. Таким образом, последнее устройство 57 нанесения клеящего вещества может наносить клеящее вещество перед первым устройством 77 нанесения клеящего вещества, расположенным выше по потоку.
[0108] Между тем, на каждом из транспортных маршрутов R3a, R5a и R1a на технологической линии LM на фиг. 4, транспортировка соответствующего одного из верхнего непрерывного листа 3a, заднего непрерывного листа 5a и базового листа 1a выполняется путем приложения натяжения в направлению транспортировки ниже по потоку (так называемое натяжение транспортировки) к соответствующему одному из листов 3a, 5a и 1a. Таким образом, листы 3a, 5a и 1a транспортируются в состоянии натяжения в направлении транспортировки во время производства подгузников 1. Здесь, базовый лист 1a может быть желательно поддерживать в состоянии натяжения в направлении транспортировки даже во время вышеописанной приостановки производства, т.е., даже во время приостановки транспортировки на всех транспортных маршрутах R1a, R2, R3a, R5a, R6a и R7a, которые используются в этом примере.
[0109] В случае, когда базовый лист 1a поддерживается в таком состоянии натяжения, повторный запуск транспортировки на транспортном маршруте R1a базового листа, который является транспортным маршрутом, расположенным ниже по потоку от местоположения Sc объединения, может выполняться плавно, поскольку базовый лист 1a расположен ниже по потоку от местоположения Sc объединения. Кроме того, поскольку каждый из листов 3a, 5a и 1a транспортируется с натяжением в направлении ниже по потоку, как описано выше в этой технологической линии LM, транспортировка на транспортном маршруте R1a базового листа, расположенного ниже по потоку от местоположения Sc объединения, может влиять на транспортировку каждого из непрерывных листов 5a и 3a на транспортном маршруте R5a заднего листа и транспортном маршруте R3a верхнего листа, расположенных выше по потоку от местоположения Sc объединения, в немалой степени. Таким образом, плавный повторный запуск транспортировки на транспортном маршруте R1a базового листа, как описано выше, эффективно способствует плавному повторному запуску транспортировки на каждом из транспортного маршрута R5a заднего листа и транспортного маршрута R3a верхнего листа, которые являются транспортными маршрутами, расположенными выше по потоку от местоположения Sc объединения.
[0110] Базовый лист 1a может поддерживаться в таком состоянии натяжения во время приостановки транспортировки с использованием ленточных транспортеров всасывания для транспортных устройств CV1a и CV1a на транспортном маршруте R1a базового листа на фиг. 7. Более конкретно, в этом примере ленточный транспортер всасывания обеспечен как транспортное устройство CV1a в местоположении между местоположением Sc объединения и устройством 12 вырезания отверстий для ног на транспортном маршруте R1a базового листа, и ленточный транспортер всасывания обеспечен как транспортное устройство CV1a в местоположении между устройством 12 вырезания отверстий для ног и устройством 16 концевого отрезания на транспортном маршруте R1a. Здесь, каждый из ленточных транспортеров всасывания включает в себя бесконечную ленту CV1aB, приводимую во вращение в направлении транспортировки, и множество всасывающих отверстий (не показаны) формируется на внешней окружной поверхности бесконечной ленты CV1aB. Тем самым, внешней окружной поверхности бесконечной ленты CV1aB придается всасывающая и удерживающая сила путем всасывания через всасывающие отверстия, и базовый лист 1a транспортируется путем всасывания на внешнюю окружную поверхность силой всасывания и удержания. В этом примере, операция всасывания с использованием всасывающих отверстий поддерживается не только во время транспортировки, но и во время приостановки транспортировки. Таким образом, базовый лист 1a поддерживается в состоянии натяжения в направлении транспортировки даже во время приостановки транспортировки.
[0111] В этом примере, как описано выше, устройство 12 вырезания отверстий для ног (соответствующее третьему обрабатывающему устройству) и устройство 16 концевого отрезания (соответствующее третьему обрабатывающему устройству) на транспортном маршруте R1a базового листа поддерживаются, каждое, в состоянии обработки во время приостановки транспортировки. Таким образом, даже во время приостановки транспортировки базовый лист 1a в принципе поддерживается в состоянии зажатия парами верхнего и нижнего роликов 12u и 12d и парами верхнего и нижнего роликов 16u и 16d устройств 12 и 16. Это также эффективно способствует поддержанию базового листа 1a в состоянии натяжения.
[0112] Другие варианты осуществления
Было приведено описание варианта осуществления настоящего изобретения. Вышеизложенный вариант осуществления представлен для облегчения понимания настоящего изобретения и не должен толковаться как ограничивающий настоящее изобретение. Настоящее изобретение может быть изменено и/или усовершенствовано без отклонения от его сущности, и совершенно очевидно, что настоящее изобретение охватывает любые эквиваленты. Например, возможны следующие модификации.
[0113] В вышеописанном варианте осуществления ленточный одноразовый подгузник 1 описан как пример поглощающего продукта. Однако поглощающий продукт не ограничивается только этим. Например, поглощающий продукт может быть натягиваемым одноразовым подгузником (не показан). Натягиваемый одноразовый подгузник может быть так называемым типом подгузника из трех частей, в котором основное впитывающее жидкость поглощающее тело (листовой элемент, включающий поглощающее тело 2 внутри) мостиком соединяет элемент передней полосы и элемент задней полосы в развернутом состоянии, или может быть так называемым типом подгузника из двух частей, в котором основное поглощающее тело размещено на поверхности обращенной к коже стороны внешнего листа по существу в форме песочных часов в развернутом состоянии. Дополнительно, поглощающий продукт не ограничивается вышеописанным одноразовым подгузником 1 и может быть продуктом, который поглощает экскременты носящего. Например, поглощающий продукт может быть гигиенической прокладкой, прокладкой, поглощающей мочу, или подобным.
[0114] В вышеописанном варианте осуществления описание приводится путем рассмотрения ситуации, в которой часть непрерывного тела 7а контрольной ленты близка к разрыву, в качестве примера возникновения проблемы, когда транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6 и R7a на технологической линии LM приостанавливается. Однако проблема не ограничивается только этим. Например, вышеописанная ʺпроблемаʺ может быть ситуацией, в которой часть любого из непрерывного тела 6а закрепляющей ленты, верхнего непрерывного листа 3a и заднего непрерывного листа 5a близка к разрыву, может быть ситуацией, в которой часть любого из непрерывного тела 6a, листов 3a и 5a и подобного извивается в направлении CD в значительной степени, а не близка к разрыву, или может быть другими ситуациями, отличными от этих.
[0115] В вышеописанном варианте осуществления, как проиллюстрировано на фиг. 4, все обрабатывающие устройства 77, 52, 53, 55 и 57, расположенные в области риска вторичной проблемы, переводятся в состояние ожидания путем установления, в качестве области риска вторичной проблемы, области от местоположения St, где проблема возникла, т.е., местоположения St, в котором имелась причина близости к разрыву в непрерывном теле 7а контрольной ленты, до местоположения Sc объединения. Дополнительно, транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a повторно запускается, в то время как обрабатывающие устройства 77, 52, 53, 55 и 57 поддерживаются в состоянии ожидания. Однако повторный запуск не ограничивается только этим. Например, не все, но по меньшей мере некоторые из обрабатывающих устройств 77, 52, 53, 55 и 57, расположенных в области риска вторичной проблемы, могут быть переведены в состояние ожидания, и транспортировку на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7a можно повторно запускать, в то время как некоторые из обрабатывающих устройств поддерживаются в состоянии ожидания. Заметим, что в этом случае эффект предотвращения вторичной проблемы в некоторой степени снижается, но все еще может быть получен разумный эффект предотвращения.
[0116] В вышеописанном варианте осуществления, транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7 повторно запускается, в то время как только обрабатывающие устройства 77, 52, 53, 55 и 57, расположенные в области риска вторичной проблемы, поддерживаются в состоянии ожидания. Однако повторный запуск не ограничивается только этим. Например, транспортировка на каждом из транспортных маршрутов R1a, R2, R3a, R5a, R6a и R7 может повторно запускаться, в то время как некоторые из обрабатывающих устройств 67, 32, 33, 35 и 37 (соответствующие четвертому обрабатывающему устройству), расположенные вне области риска вторичной проблемы, также поддерживаются в состоянии ожидания. В этом случае, временная диаграмма восстановления для восстановления каждого обрабатывающего устройства, переведенного в состояние ожидания, в состояние обработки может быть вышеописанной временной диаграммой. Более конкретно, вышеупомянутые обрабатывающие устройства могут восстанавливаться в состояние обработки так, что участки, для которых обработка повторно запускается после восстановления из состояния ожидания в состояние обработки, проходят местоположение Sc объединения, прежде чем самая верхняя по потоку часть Bue, расположенная выше всего по потоку от обрабатывающего устройства Mu в приостановке транспортировки, достигает местоположения Sc объединения после повторного запуска транспортировки.
[0117] В вышеописанном варианте осуществления, как проиллюстрировано на фиг. 4, барабанное устройство 21 укладки волокна, устройства 67 и 77 нанесения клеящего вещества, устройство 32 и 52 вырезания со сдвигом, устройства 33 и 53 временного прижатия, устройства 35 и 55 полного прижатия, устройства 37 и 57 нанесения клеящего вещества, устройство 12 вырезания отверстий для ног, устройство 16 концевого отрезания и подобное приведены в качестве примеров обрабатывающих устройств. Однако обрабатывающие устройства не ограничиваются только этим. Более конкретно, на технологической линии LM могут быть использованы устройства, отличные от этих, и, например, может быть использовано устройство термосварки (не показано). Заметим, что устройство термосварки является устройством, сконфигурированным для формирования сварного шва на целевом объекте обработки, таком как верхний непрерывный лист 3a, задний непрерывный лист 5a или базовый лист 1a. Более конкретно, устройство включает в себя пару верхнего и нижнего роликов, каждый из которых приводится в действие сервоприводом для вращения вокруг оси вращения вдоль направления CD, для формирования сварного шва на целевом объекте обработки путем частичного зажатия целевого объекта обработки нагретым выступающим участком на внешней окружной поверхности по меньшей мере одного из пары роликов и другим роликом. Здесь, в этом устройстве термосварки, в то время как нижний ролик поддерживается с возможностью вращения в фиксированном местоположении, верхний ролик поддерживается подходящим исполнительным элементом, таким как гидравлический цилиндр, таким образом, что, например, длину зазора между верхним роликом и нижним роликом можно изменять. Таким образом, путем управления исполнительным элементом устройство может переключаться между ʺсостоянием обработкиʺ, которое является состоянием установки зазора малым для формирования сварного шва, и ʺсостоянием ожиданияʺ, которое является состоянием установки зазора большим, чтобы не формировать сварной шов.
[0118] В вышеописанном варианте осуществления, как проиллюстрировано на фиг. 4, два непрерывных листа 3a и 5a объединяются как множество непрерывных листов на технологической линии LM. Таким образом, местоположение Sc объединения является одиночным, и местоположение Sc объединения соответствует ʺместоположению объединенияʺ в формуле изобретения. Однако объединение не ограничивается только этим. Более конкретно, три или больше непрерывных листов могут объединяться на технологической линии LM. Однако, в этом случае, множество местоположений объединения для непрерывных листов может существовать в направлении транспортировки. Здесь ʺместоположение объединенияʺ в формуле изобретения является местоположением, в котором процесс объединения для всех непрерывных листов завершается, и, таким образом, местоположение объединения является местоположением объединения, расположенным в направлении транспортировки в самом нижнем по потоку месте среди множества местоположений объединения.
[0119] В вышеописанном варианте осуществления был описан случай, в котором самое верхнее по потоку обрабатывающее устройство Mu является барабанным устройством 21 укладки волокна. Однако самое верхнее по потоку обрабатывающее устройство Mu не ограничивается только этим. Например, другое обрабатывающее устройство может быть самым верхним по потоку обрабатывающим устройством Mu в некоторых случаях в зависимости от топологии или конфигурации устройств на технологической линии LM. Например, устройства 77 и 67 нанесения клеящего вещества могут быть самыми верхними по потоку обрабатывающими устройствами Mu в некоторых случаях, или в случае, если имеется другое обрабатывающее устройство дополнительно выше по потоку, другое обрабатывающее устройство может стать самым верхним по потоку обрабатывающим устройством Mu в некоторых случаях. Если либо устройство 77 нанесения клеящего вещества, либо устройство 67 нанесения клеящего вещества становится самым верхним по потоку обрабатывающим устройством Mu, самая верхняя по потоку часть Bue является самой верхней по потоку частью среди частей непрерывного тела 7а контрольной ленты и непрерывного тела 6а закрепляющей ленты, на которые наносилось клеящее вещество.
[0120] В вышеописанном варианте осуществления единичный сигнал синхронизирующего сигнала описывается как сигнал, указываемый со значением угла поворота от 0 градусов до 360 градусов. Однако единичный сигнал не ограничивается только этим. Например, единичный сигнал синхронизирующего сигнала может быть сконфигурирован цифровым значением, таким как от 0 до 8191.
Список ссылочных позиций
[0121]
1: Одноразовый подгузник (поглощающий продукт);
1LH: Отверстие для ноги;
1f: Передний участок;
1b: Задний участок;
1p: Часть;
1a: Базовый лист (составной лист);
2: Поглощающее тело;
3: Верхний лист;
3a: Верхний непрерывный лист (компонент);
3C: Рулон материала;
5: Задний лист;
5a: Задний непрерывный лист (компонент);
5c: Рулон материала;
6: Закрепляющая лента;
6a: Непрерывное тело закрепляющей ленты (компонент);
6ae: Участок на нижнем по потоку конце;
6m: Охватываемый материал;
7: Контрольная лента;
7a: Непрерывное тело контрольной ленты (компонент);
7ae: Участок на нижнем по потоку конце;
12: Устройство вырезания отверстий для ног (обрабатывающее устройство, третье обрабатывающее устройство);
12u: Верхний ролик;
12uC: Режущая пластина;
12d: Нижний ролик;
16: Устройство концевого отрезания (обрабатывающее устройство, третье обрабатывающее устройство);
16u: Верхний ролик;
16uC: Режущая пластина;
16d: Нижний ролик;
21: Барабанное устройство укладки волокна (обрабатывающее устройство);
22: Вращающийся барабан;
22h: Углубленный участок;
23: Распылительный канал;
31: Подающее устройство;
31a: Вал приведения во вращение;
32: Устройство вырезания со сдвигом (обрабатывающее устройство, четвертое обрабатывающее устройство);
32A: Опорный ролик;
32C: Режущий ролик;
32B: Всасывающая воздуходувка;
32S: Устройство подачи;
33: Устройство временного прижатия (обрабатывающее устройство, четвертое обрабатывающее устройство);
33P: Ролик временного прижатия;
35: Устройство полного прижатия (обрабатывающее устройство, четвертое обрабатывающее устройство);
35P1: Ролик;
35P2: Ролик;
37: Устройство нанесения клеящего вещества (обрабатывающее устройство, четвертое обрабатывающее устройство);
37N: сопло;
51: Подающее устройство;
51a: Вал приведения во вращение;
52: Устройство вырезания со сдвигом (обрабатывающее устройство);
52A: Опорный ролик;
52AC: Принимающая пластина;
52C: Режущий ролик;
52CC: Режущая пластина;
52B: Всасывающая воздуходувка;
52BH: Порт всасывания;
52S: Устройство подачи;
53: Устройство временного прижатия (обрабатывающее устройство, второе обрабатывающее устройство);
53P: Ролик временного прижатия;
55: Устройство полного прижатия (обрабатывающее устройство);
55P1: Ролик;
55P2: Ролик;
57: Устройство нанесения клеящего вещества (обрабатывающее устройство);
57N: Сопло;
67: Устройство нанесения клеящего вещества (обрабатывающее устройство, четвертое обрабатывающее устройство);
67N: Сопло;
77: Устройство нанесения клеящего вещества (обрабатывающее устройство, первое обрабатывающее устройство);
77N: Сопло;
LM: Технологическая линия;
Mu: Самое верхнее по потоку обрабатывающее устройство;
B: Компонент;
Bue: Самая верхняя по потоку часть;
R1a: Транспортный маршрут базового листа (транспортный маршрут);
R2: Транспортный маршрут поглощающего тела (транспортный маршрут);
R3a: Транспортный маршрут верхнего листа (транспортный маршрут);
R5a: Транспортный маршрут заднего листа (транспортный маршрут);
R6a: Транспортный маршрут контрольной ленты (транспортный маршрут);
R7a: Транспортный маршрут закрепляющей ленты (транспортный маршрут);
R22: Транспортный маршрут;
Sc: Местоположение объединения (местоположение выполнения объединения);
St: Местоположение, где возникла проблема (определенное местоположение);
S6: Предопределенное местоположение;
S7: Предопределенное местоположение;
S12: Предопределенное местоположение;
S16: Предопределенное местоположение;
Sout: Местоположение передачи;
CV1a: Транспортное устройство;
CV1aB: Бесконечная лента;
CV2: Ленточный транспортер;
G12: Зазор;
G16: Зазор;
G35P: Зазор;
G55P: Зазор.
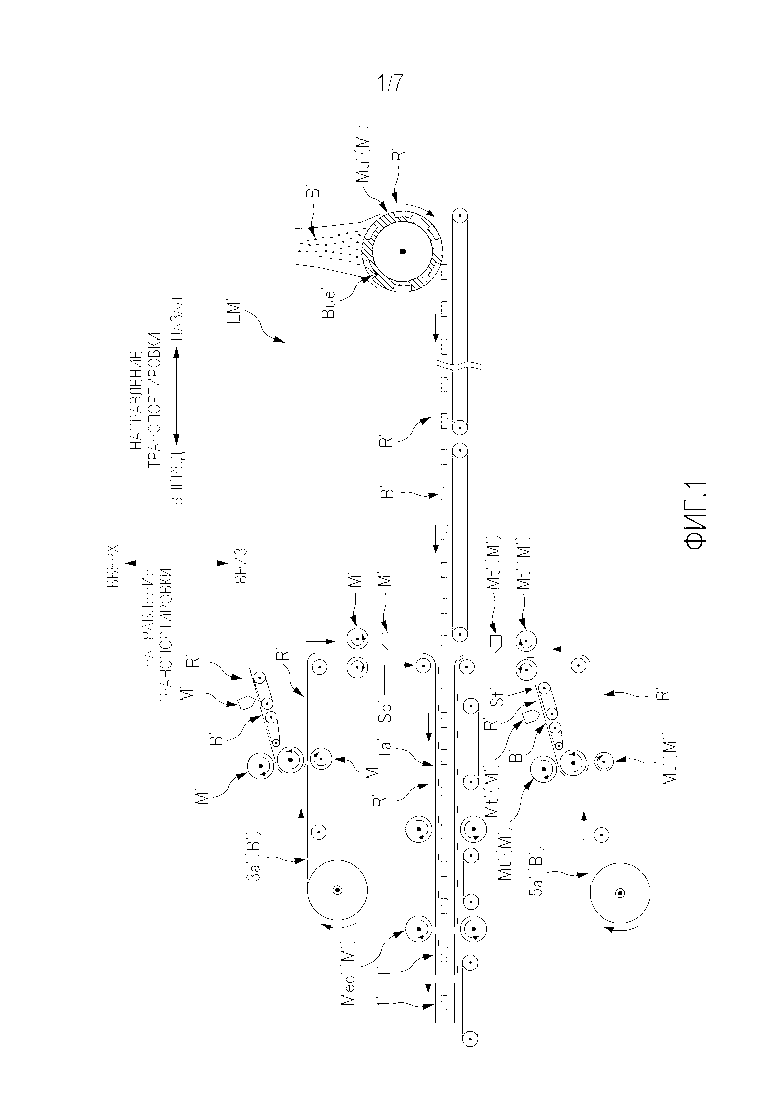
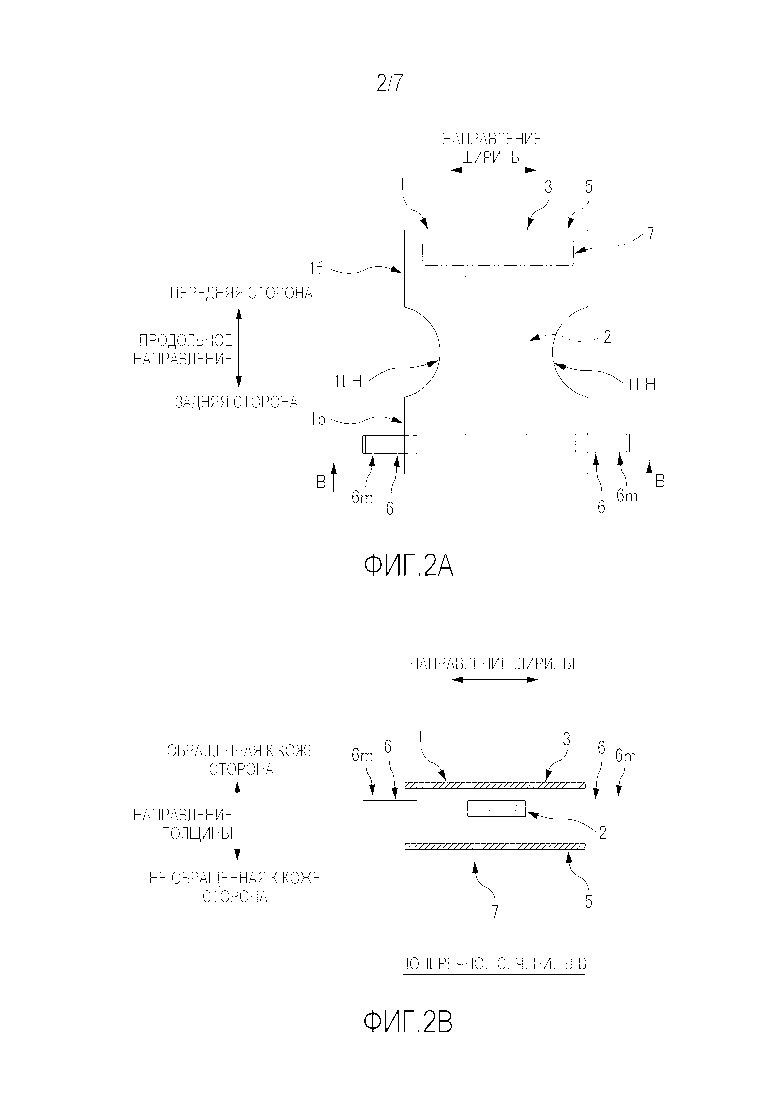
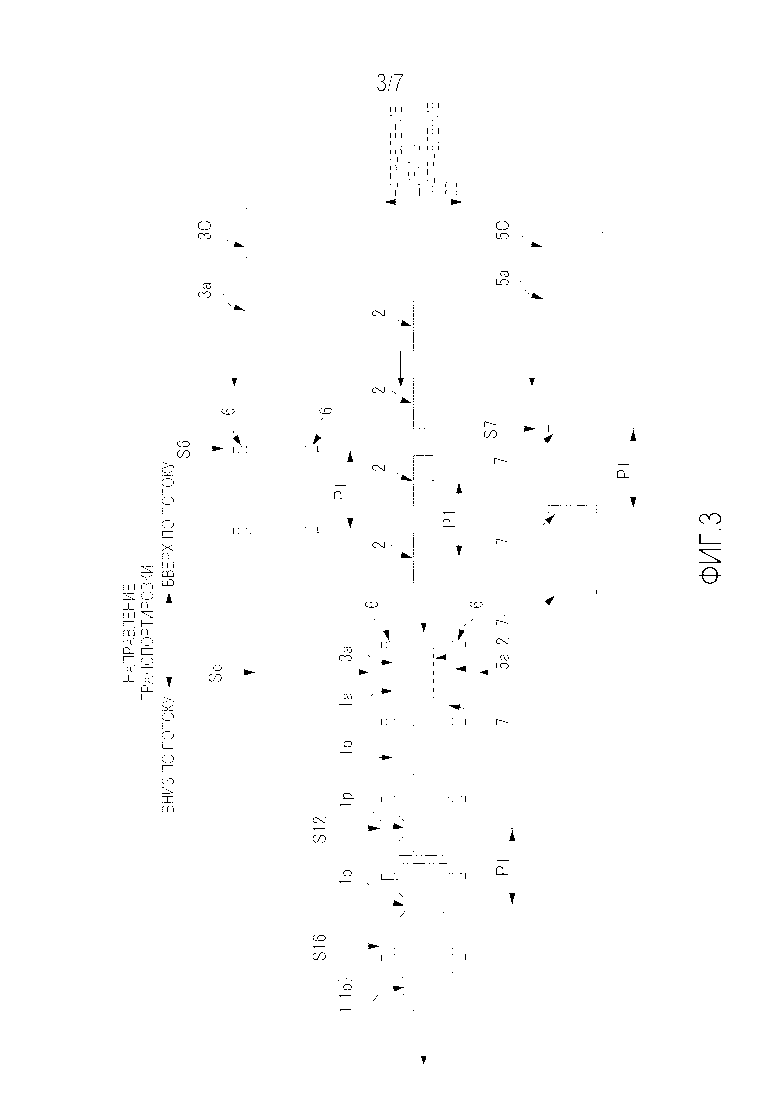
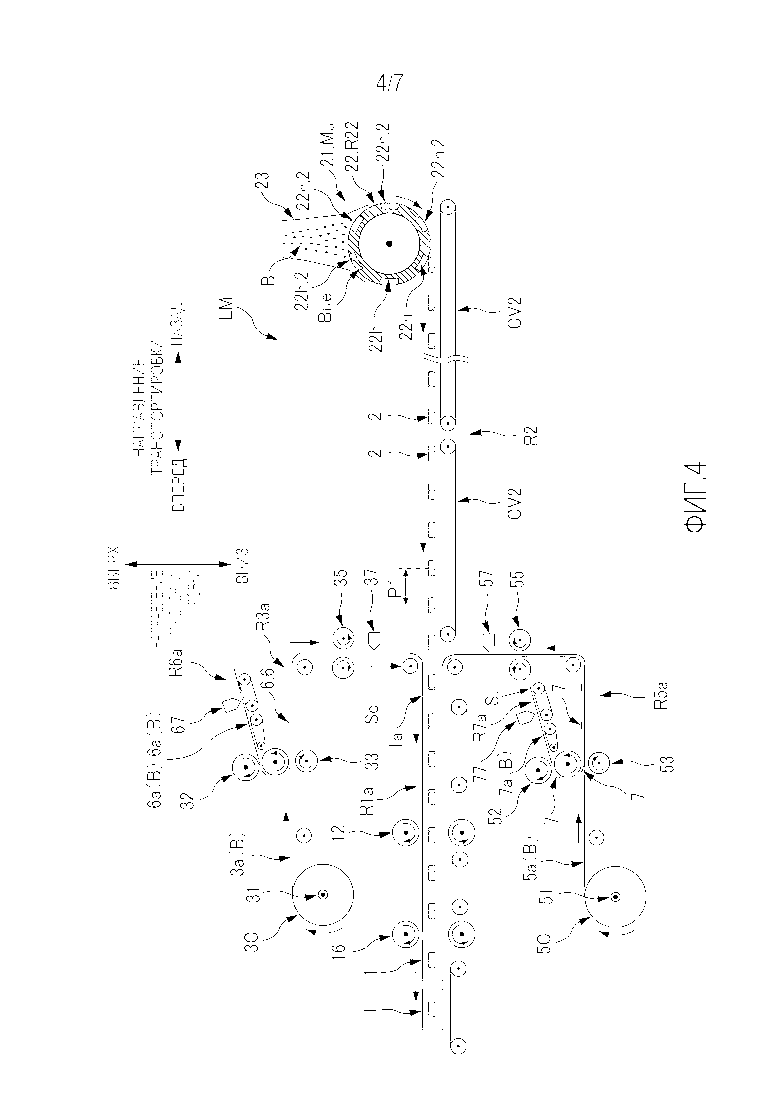
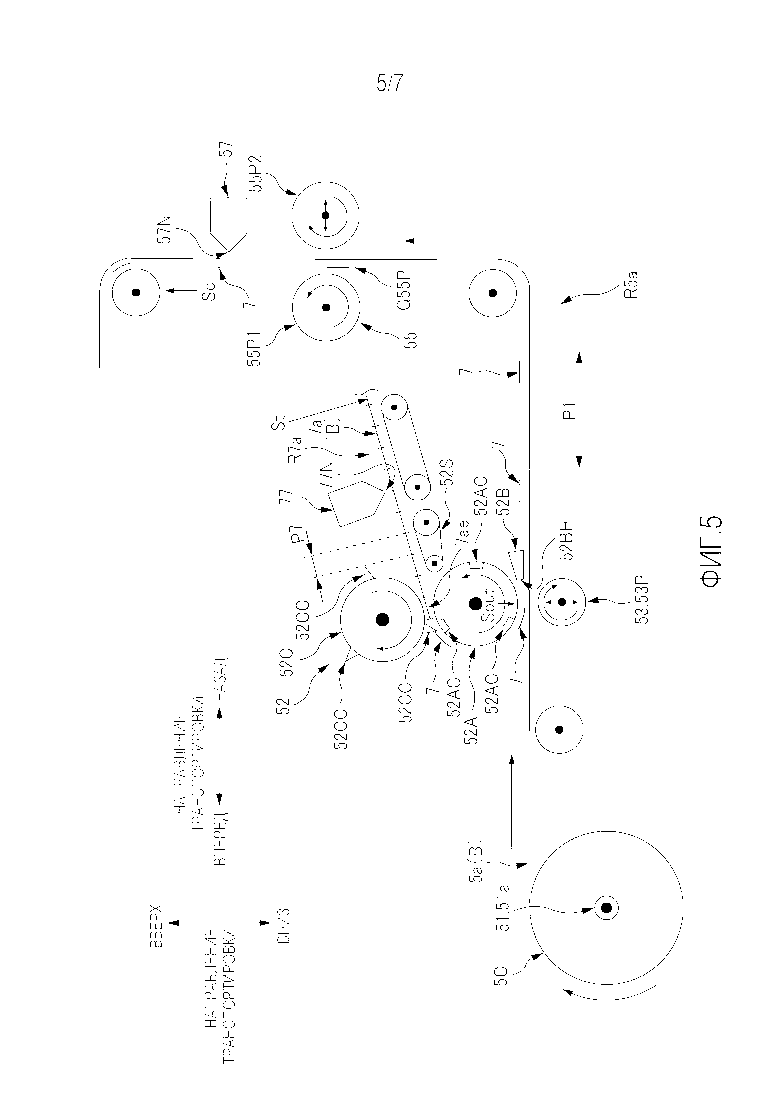
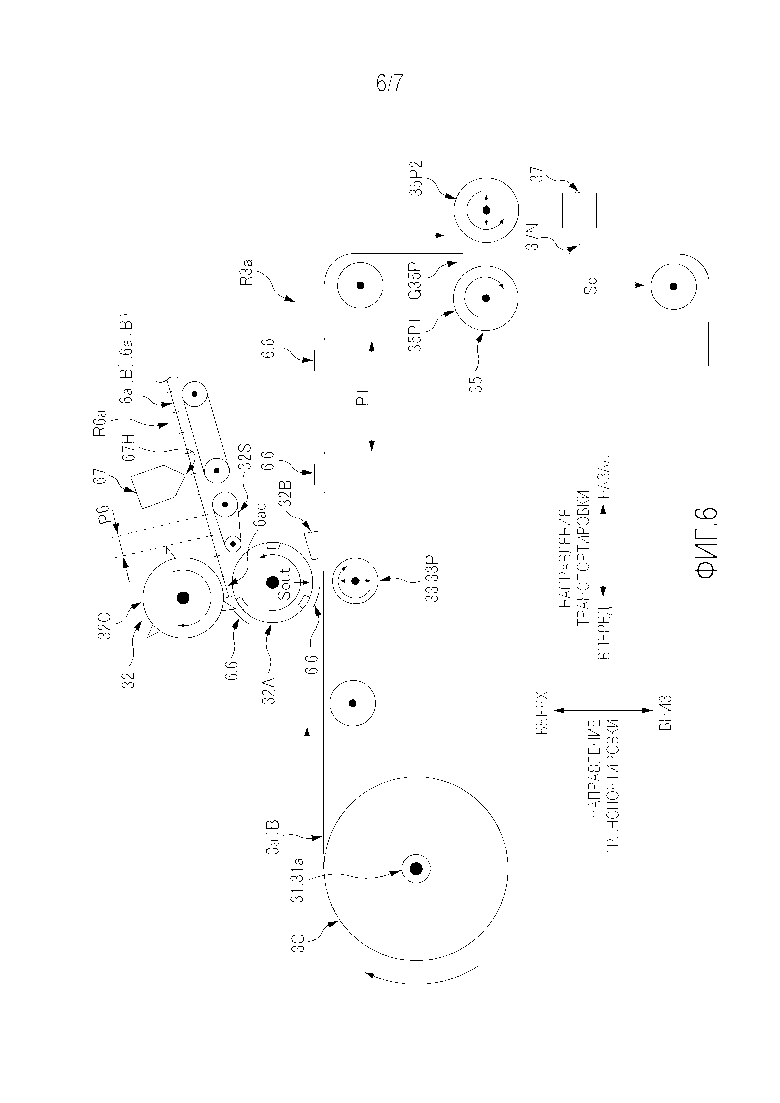
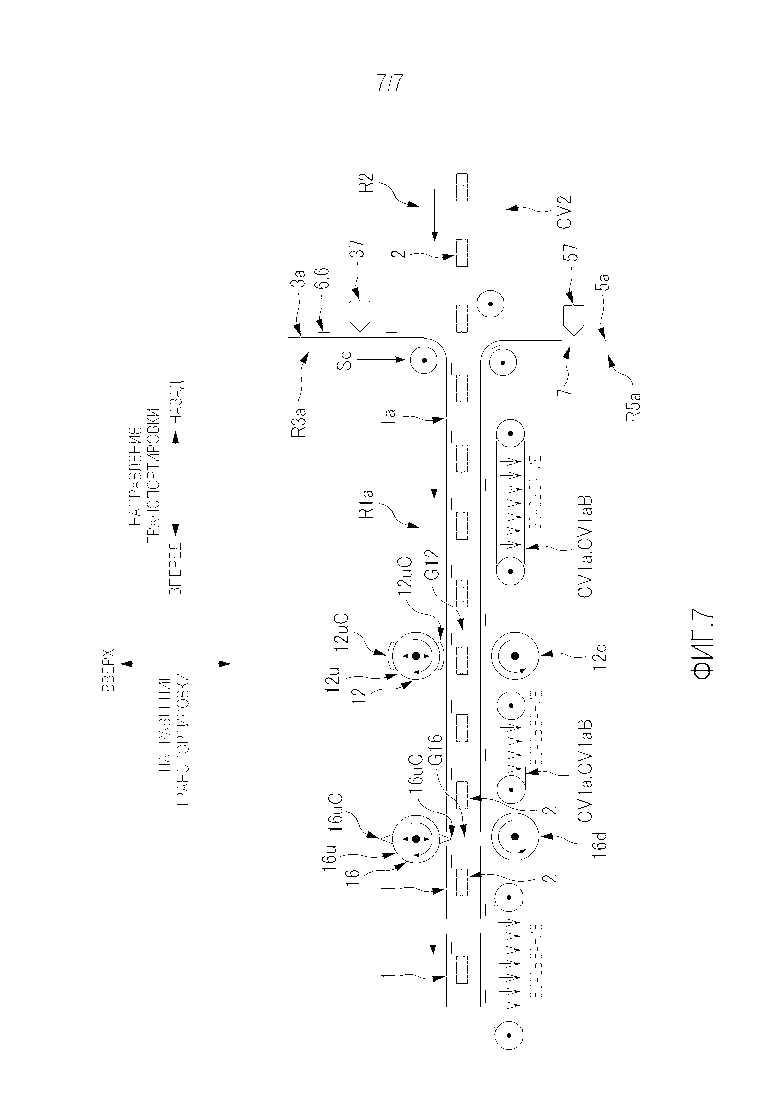
Обеспечен способ для изготовления продукта (1) путем обработки компонентов (B…), включая непрерывные листы (3a, 5a) при транспортировке компонентов (B…) на маршрутах (R1a-R7a). Объединение непрерывных листов (3a, 5a) выполняется в местоположении выполнения объединения (Sc) для создания составного листа (1a). Лист (1a) отрезается для создания продукта (1). При возникновении проблемы в определенном местоположении (St) на маршрутах (R1a-R7a) транспортировка на маршрутах (R1a-R7a) приостанавливается. Некоторые из обрабатывающих устройств (77, 52, …), расположенных между местоположением (St) и местоположением выполнения объединения (Sc), переводятся в состояние ожидания. После того как проблема скорректирована, транспортировка повторно запускается, в то время как обрабатывающие устройства находятся в состоянии ожидания, и после повторного запуска транспортировки обрабатывающие устройства в состоянии ожидания восстанавливаются в состояние обработки. В случае определения в качестве самого верхнего по потоку устройства (Mu) обрабатывающего устройства с наибольшим количеством частей для формирования продукта (1) между обрабатывающим устройством и местоположением (Sc) среди всех обрабатывающих устройств, расположенных выше по потоку от местоположения выполнения объединения (Sc), обрабатывающее устройство восстанавливается так, что часть, для которой обработка повторно запускается путем восстановления, проходит местоположение (Sc), прежде чем самая верхняя по потоку часть (Bue), расположенная в устройстве (Mu) во время приостановки транспортировки, достигает местоположения (Sc) после повторного запуска транспортировки. 7 з.п. ф-лы, 8 ил.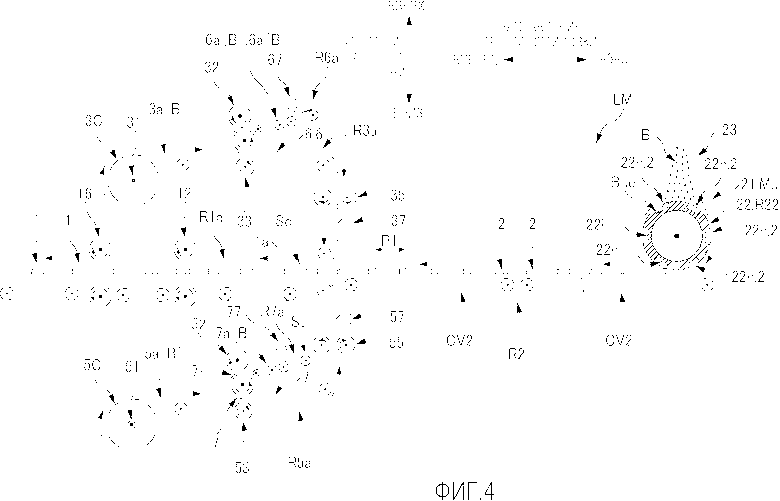
1. Способ получения поглощающего продукта посредством обработки множества компонентов, включающих в себя множество непрерывных листов, при транспортировке множества компонентов по множеству транспортных маршрутов, причем способ включает:
этап формирования, включающий формирование единого составного листа, который является непрерывным в направлении транспортировки, посредством выполнения, в предварительно заданном местоположении выполнения объединения, обработки объединения всех непрерывных листов из множества непрерывных листов;
этап формирования, включающий формирование поглощающего продукта посредством резки составного листа с интервалом в направлении транспортировки;
этап приостановки транспортировки, включающий приостановку транспортировки по множеству транспортных маршрутов при возникновении проблемы в определенном местоположении во множестве транспортных маршрутов;
этап ожидания, включающий перевод в состояние ожидания по меньшей мере части обрабатывающих устройств среди множества обрабатывающих устройств, расположенных между определенным местоположением, где возникла проблема, и местоположением выполнения объединения;
этап повторного запуска транспортировки, включающий повторный запуск транспортировки, после коррекции проблемы, в то время как часть из обрабатывающих устройств поддерживают в состоянии ожидания; и
этап восстановления, включающий восстановление в состояние обработки части из обрабатывающих устройств, находящихся в состоянии ожидания, после повторного запуска транспортировки, при этом
в случае принятия в качестве самого верхнего по потоку обрабатывающего устройства обрабатывающего устройства в местоположении с наибольшим количеством частей для формирования поглощающего продукта среди всех обрабатывающих устройств, расположенных выше по потоку от местоположения выполнения объединения в направлении транспортировки, части расположены между местоположением каждого обрабатывающего устройства и местоположением выполнения объединения и включают части посреди обработки обрабатывающим устройством,
этап восстановления выполняют так, что часть, для которой обработку повторно запускают на этапе восстановления, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения после повторного запуска транспортировки, причем самая верхняя по потоку часть является частью, которая ассоциирована с поглощающим продуктом среди частей множества компонентов, причем самая верхняя по потоку часть расположена в самом верхнем по потоку обрабатывающем устройстве во время приостановки транспортировки.
2. Способ по п. 1, в котором
часть из обрабатывающих устройств в состоянии ожидания включает в себя первое обрабатывающее устройство и второе обрабатывающее устройство, расположенное ниже по потоку от первого обрабатывающего устройства в направлении транспортировки, и
второе обрабатывающее устройство восстанавливают в состояние обработки после того, как первое обрабатывающее устройство восстановлено в состояние обработки.
3. Способ по п. 2, в котором
отношение зависимости, в котором возникает проблема, если второе обрабатывающее устройство не обрабатывает часть, обработанную первым обрабатывающим устройством, существует между первым обрабатывающим устройством и вторым обрабатывающим устройством.
4. Способ по п. 2 или 3, в котором
обеспечено устройство управления, сконфигурированное для управления первым обрабатывающим устройством и вторым обрабатывающим устройством, и
устройство управления включает в себя блокировку для регулирования состояния, в котором второе обрабатывающее устройство восстанавливают в состояние обработки, прежде восстановления в состояние обработки первого обрабатывающего устройства.
5. Способ по любому из пп. 1-4, в котором
составной лист транспортируют на стороне вниз по потоку от местоположения выполнения объединения в направлении транспортировки, в то время как составной лист находится в состоянии натяжения в направлении транспортировки, и
составной лист поддерживают в состоянии натяжения в направлении транспортировки во время приостановки транспортировки по множеству транспортных маршрутов.
6. Способ по п. 5, в котором
обеспечен транспортер, сконфигурированный для транспортировки составного листа,
транспортер представляет собой всасывающий ленточный транспортер с функцией поддержки всасывания во внешней окружной поверхности непрерывной ленты и
составной лист поддерживают в состоянии натяжения в направлении транспортировки во время приостановки транспортировки за счет всасывания и удержания на внешней окружной поверхности непрерывной ленты.
7. Способ по п. 5 или 6, в котором
третье обрабатывающее устройство, сконфигурированное для обработки составного листа, обеспечено на транспортном маршруте для транспортировки составного листа,
третье обрабатывающее устройство включает в себя пару роликов, сконфигурированных для вращения в направлении транспортировки составного листа, причем пара роликов выполнена с возможностью переключения между состоянием обработки с малым зазором между роликами и состоянием ожидания с большим зазором, чем зазор в состоянии обработки,
в состоянии обработки пара роликов зажимает составной лист для обработки составного листа, и
третье обрабатывающее устройство поддерживается в состоянии обработки во время приостановки транспортировки по множеству транспортных маршрутов.
8. Способ по любому из пп. 1-7, в котором
обеспечено четвертое обрабатывающее устройство, расположенное в местоположении вне области от конкретного местоположения, где возникла проблема, до местоположения выполнения объединения,
четвертое обрабатывающее устройство находится в режиме ожидания во время повторного запуска транспортировки и
четвертое обрабатывающее устройство восстанавливают в состояние обработки так, что часть, для которой обработку повторно запускают после того, как четвертое обрабатывающее устройство восстанавливают из состояния ожидания в состояние обработки, проходит местоположение выполнения объединения, прежде чем самая верхняя по потоку часть достигает местоположения выполнения объединения после повторного запуска транспортировки.
| JP 2011172666 A, 08.09.2011 | |||
| JP 2012519565 A, 30.08.2012 | |||
| JP 2003345414 A, 05.12.2003 | |||
| JP 2006146876 A, 08.06.2006. |

