Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу непрерывного получения множества листовых элементов, имеющих заданные размеры, и к способу изготовления впитывающего элемента, содержащего листовые элементы.
Уровень техники
[0002]
Впитывающие элементы, используемые для впитывающих изделий, таких как одноразовый подгузник, гигиеническая прокладка и урологические прокладки, содержат впитывающий элемент, содержащий волокна волокнистой целлюлозы и синтетические волокна. В качестве такого впитывающего элемента например, Патентная литература 1 описывает впитывающий элемент, содержащий гидрофильные волокна и элементы нетканого материала как агрегаты синтетических волокон, и, кроме того, описывает, в качестве способа изготовления впитывающего элемента способ получения, включающий стадию резки нетканого материала, имеющего трехмерную структуру, в котором волокна связаны друг с другом, с помощью системы валкового резака с получением элементов нетканого материала и смешивания элементов нетканого материала с гидрофильными волокнами.
[0003]
То, что называется обработкой резанием, для непрерывной резки широкого и длинного листа с постоянной шириной, используют не только в данной технической области, но также в различных областях. Например, Патентная литература 2 описывает, что при использовании отрезного устройства, имеющего заданное количество режущих лезвий на валу, для резки объекта, который необходимо нарезать с формированием соответствующего количества разрезов, лист как объект для резки разрезается и разделяется на множество линий в направлении ортогональном к направлению его транспортировки.
Список цитирований
Патентная литература
[0004]
Патентная литература 1: патент Японии JP 2002-301105 A
Патентная литература 2: патент Японии JP 2014-42944 A
Сущность изобретения
[0005]
Настоящее изобретение относится к способу изготовления листовых элементов, и способ включает первую стадию резки,, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных узких листов, и вторую стадию резки, в то время как узкие листы транспортируются в одном направлении, для резки узких листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов. В способе изготовления листовых элементов, второй режущий механизм содержит режущий ролик, имеющий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика. Вторая стадия резки осуществляется посредством введения узких листов между режущим роликом, вращающимся вокруг оси, и опорным роликом. Круговая скорость режущего ролика выше, чем скорость введения узких листов между режущим роликом и опорным роликом.
[0006]
Настоящее изобретение относится также к способу изготовления впитывающего элемента, содержащего множество листовых элементов. Способ изготовления впитывающего элемента включает стадию транспортировки листовых элементов, полученных с помощью способа изготовления листовых элементов по настоящему изобретению, в потоке воздуха до заданной области накопления и накопления в ней листовых элементов.
[0007]
Кроме того, настоящее изобретение относится к устройству для изготовления листовых элементов, и устройство для получения содержит первый режущий механизм, конфигурируемый, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с получением множества непрерывных узких листов, и второй режущий механизм, предусмотренный после первого режущего механизма в направлении транспортировки и конфигурируемый для резки узких листов, сформированных с помощью первого режущего механизма, в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с получением множества листовых элементов. В устройстве для изготовления листовых элементов, второй режущий механизм содержит режущий ролик, имеющий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика и конфигурируемый для резки узких листов, вводимых между роликами, вращающимся вокруг осей, в направлении, пересекающемся с направлением транспортировки. Круговая скорость режущего ролика выше, чем скорость введения узких листов между режущим роликом и опорным роликом.
Краткое описание чертежей
[0008]
[Фиг. 1] Фиг. 1 представляет собой схематический общий вид варианта осуществления впитывающего элемента, полученного с помощью способа изготовления впитывающего элемента по настоящему изобретению.
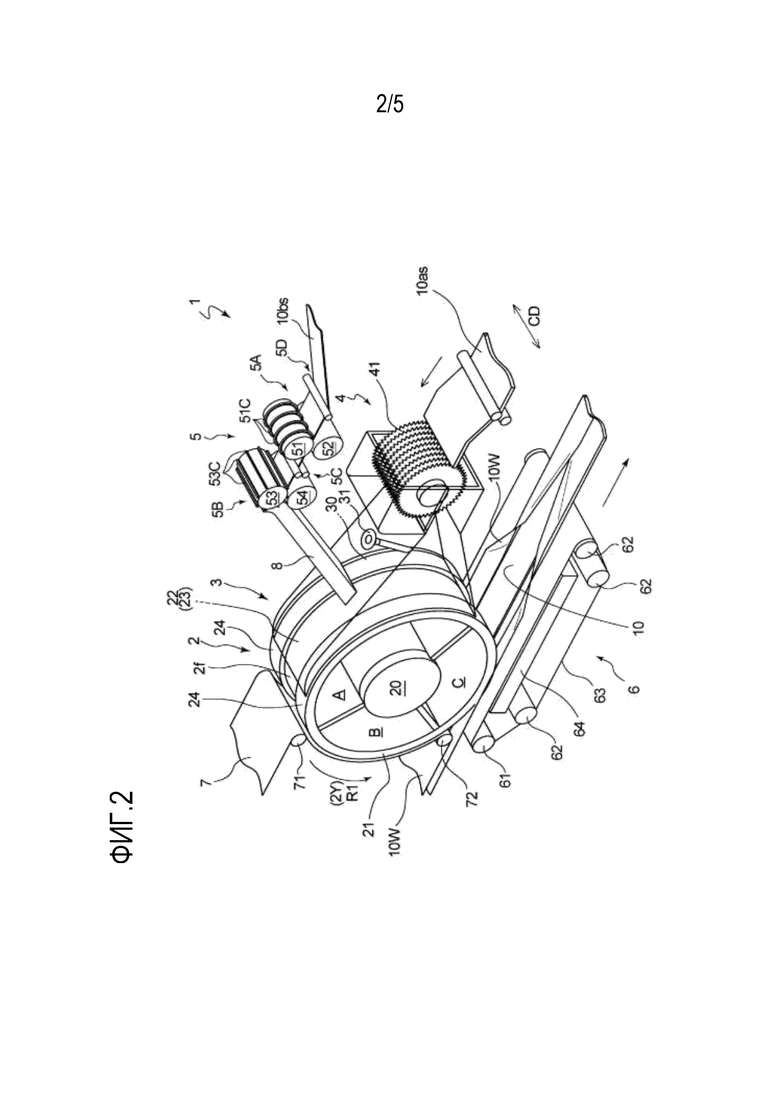
[Фиг. 2] Фиг. 2 представляет собой схематический общий вид устройства для изготовления пригодного для использования при осуществлении способа изготовления впитывающего элемента по настоящему изобретению.
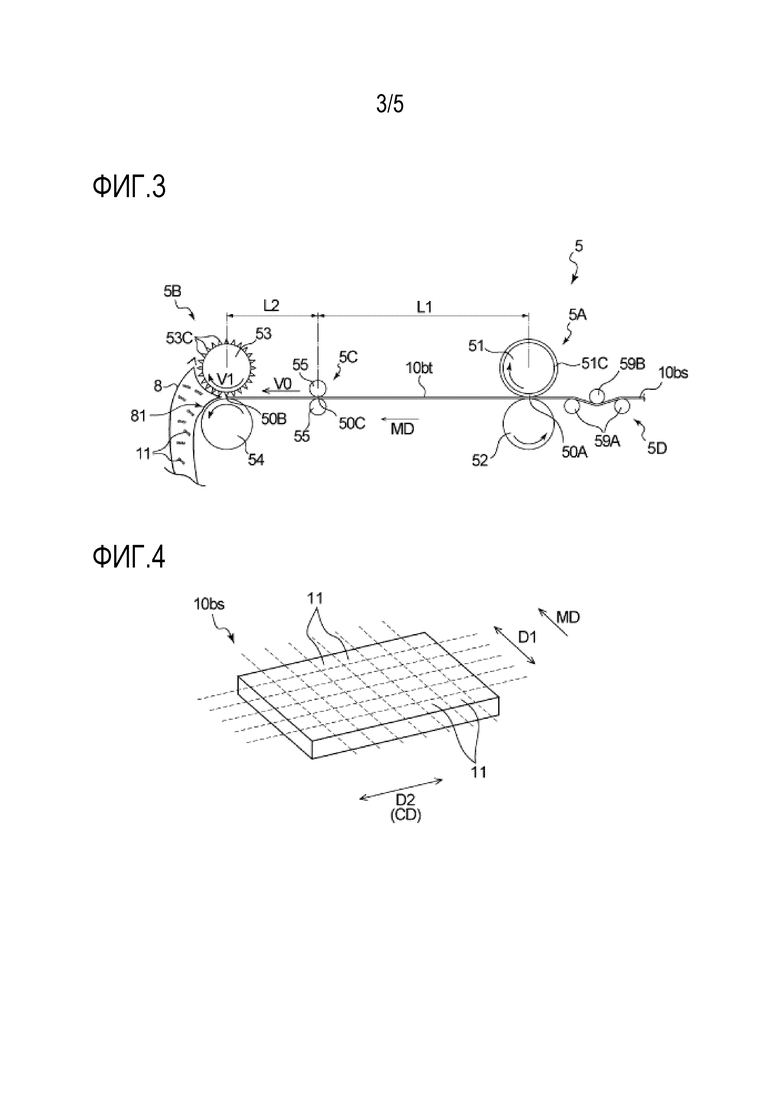
[Фиг. 3] Фиг. 3 представляет собой схематический вид конфигурации второго механизм подачи (устройства для изготовления листовых элементов), содержащегося в устройстве для изготовления, показанном на Фиг. 2.
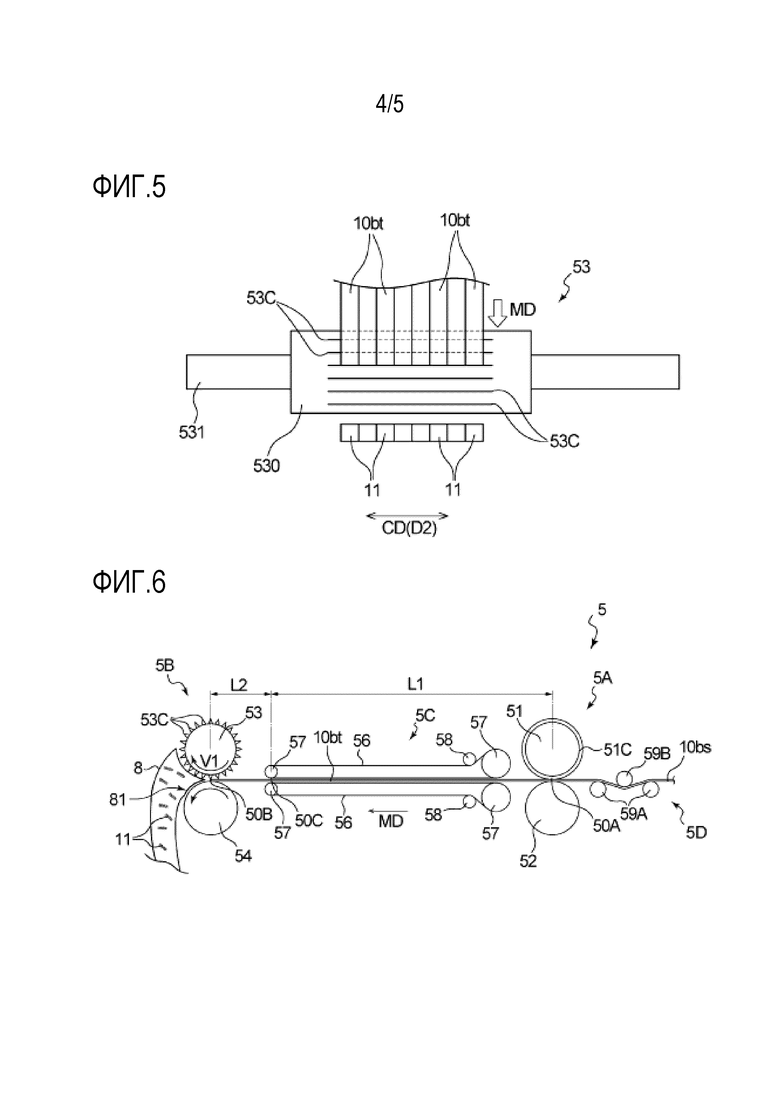
[Фиг. 4] Фиг. 4 представляет собой вид, иллюстрирующий способ резки листов материала, осуществляемый с помощью второго механизма подачи, показанного на Фиг. 3.
[Фиг. 5] Фиг. 5 представляет собой вид, иллюстрирующий способ резки узкого листа с помощью режущего ролика во втором режущем механизме, показанном на Фиг. 3.
[Фиг. 6] Фиг. 6 представляет собой схематический вид конфигурации другого варианта осуществления второго механизма подачи (устройства для изготовления листовых элементов), содержащегося в устройстве для изготовления, показанном на Фиг. 2.
[Фиг. 7] Фиг. 7 представляет собой вид, иллюстрирующий способ резки узкого листа с помощью другого варианта осуществления режущего ролика во втором режущем механизме, показанном на Фиг. 3.
Описание вариантов осуществления
[0009]
Когда система валковых резаков используется для резки нетканого материала с получением элементов нетканого материала, как описано в Патентной литературе 1, сложно получить элементы нетканого материала, имеющие заданные размеры, и полученные элементы имеют размеры, отклоняющиеся от заданного размера. Полученный в результате впитывающий элемент, содержащий элементы нетканого материала, имеет неравномерную структуру, которая может вызывать странное чувство при использовании.
[0010]
Способы, которые могут непрерывно производить множество листовых элементов, имеющих заданные размеры, включают способ резки (поперечной резки) объекта, который нужно резать, в двух направлениях резки, пересекающих друг друга. В частности, например, нетканый материал в виде листа материала сначала подвергается обработке резанием в качестве первой резки с использованием такого известного отрезного устройства, как описано в Патентной литературе 2, с получением множества непрерывных узких листов; а затем осуществляется вторая резка, в то время как множество узких листов вводят в режущий ролик, имеющий режущие лезвия, простирающиеся в направлении, пересекающем направление разрезов или направление транспортировки листов материала. Авторы настоящего изобретения осуществили различные исследования такой поперечной резки нетканого материала и обнаружили, что, к сожалению, дефект резки может появляться, в частности, при второй резке, при которой непрерывные узкие листы режутся в направлении, пересекающем направление транспортировки.
[0011]
Настоящее изобретение, следовательно, направлено на создание способа изготовления листовых элементов, с помощью которого подавляется дефект резки листа и можно непрерывно и эффективно получать множество листовых элементов, имеющих заданные размеры, на устройство для изготовления листовых элементов и на способ изготовления впитывающего элемента, содержащего листовые элементы.
[0012]
Способ изготовления листовых элементов, устройство для изготовления листовых элементов, и способ изготовления впитывающего элемента по настоящему изобретению теперь будут описываться на основе их предпочтительных вариантов осуществления со ссылками на чертежи. Фиг. 1 показывает впитывающий элемент 10 как один из вариантов осуществления впитывающего элемента, получаемого с помощью способа изготовления впитывающего элемента по настоящему изобретению. Впитывающий элемент 10 содержит множество листовых элементов 11 и гидрофильных волокон 12.
[0013]
Каждый из множества листовых элементов 11 представляет собой агрегат волокон, в котором множество волокон агрегируются в одну массу. Листовые элементы 11 получают с помощью резки листа материала, имеющего определенные размеры, в двух направлениях резки, пересекающихся друг с другом, или с помощью того, что называют поперечной резкой, как описано далее (смотри Фиг. 4). Благодаря способу изготовления листовых элементов, впитывающий элемент 10 отличается тем, что содержит множество листовых элементов 11, имеющих, например, определенные размеры. В настоящем варианте осуществления, каждый из множества листовых элементов 11 имеет форму прямоугольного параллелепипеда, имеет прямоугольную грань на виде сверху и имеет продольное направление и латеральное направление.
[0014]
Размер листового элемента 11 влияет до некоторой степени на различные свойства, такие как амортизирующие свойства впитывающего элемента 10. Средняя длина листовых элементов 11 предпочтительно составляет 0,3 мм или больше и 30 мм или меньше, более предпочтительно, 1 мм или больше и 15 мм или меньше, а еще более предпочтительно, 2 мм или больше и 10 мм или меньше. В описании “средняя длина листовых элементов” означает средне значение размеров четырех длинных сторон (сторон, которые длиннее, чем другие стороны), простирающихся в продольном направлении (направлении длинной оси), когда листовые элементы 11 имеют форму прямоугольного параллелепипеда, или означает среднее значение размеров всех сторон, определяющих куб, когда листовые элементы 11 имеют кубическую форму.
[0015]
Средняя ширина листовых элементов 11 предпочтительно составляет 0,1 мм или больше и 10 мм или меньше, более предпочтительно, 0,3 мм или больше и 6 мм или меньше, а еще более предпочтительно, 0,5 мм или больше и 5 мм или меньше. В описании, “средняя ширина листовых элементов” означает среднее значение размеров множества коротких сторон (сторон, которые короче, чем другие стороны), простирающихся в направлении (латеральном направлении) ортогональном к продольному направлению (направлению длинной оси), когда листовые элементы 11 имеют форму прямоугольного параллелепипеда, или это то же самое, что и “средняя длина листовых элементов”, когда листовые элементы 11 имеют кубическую форму. Другими словами, когда листовые элементы 11 имеют кубическую форму, средняя длина равна средней ширине.
[0016]
Листовые элементы 11, имеющие среднюю длину 0,3 мм или больше и/или среднюю ширину 0,1 мм или больше, с большой вероятностью формируют неплотную структуру во впитывающем элементе 10, которая имеет превосходные амортизирующие свойства. Когда впитывающий элемент 10, содержащий листовые элементы 11, имеющие среднюю длину 30 мм или меньше и/или среднюю ширину 10 мм или меньше, включается во впитывающее изделие, такое как одноразовый подгузник, не возникает вероятности того, что впитывающее изделие будет создавать чувство некомфортности из-за впитывающего элемента 10 для его пользователя и нет вероятности возникновения неоднородной впитываемости в различных положениях впитывающего элемента 10.
[0017]
Примеры материала составляющих волокон в листовых элементах 11 включают не впитывающие воду синтетические смолы (термопластичные смолы), такие как полиэтилен, полипропилен и полиэтилентерефталат. Составляющие волокна в листовых элементах 11, как правило, представляют собой короткие волокна одной или нескольких из этих синтетических смол.
[0018]
В качестве гидрофильных волокон 12, используемых в сочетании с листовыми элементами 11 во впитывающем элементе 10, различные гидрофильные волокна обычно используемые во впитывающих элементах для впитывающих изделий, можно использовать без какого-либо ограничения, и их примеры включают волокна целлюлозы, волокна вискозы и хлопковые волокна.
[0019]
Кроме того, впитывающий элемент 10 может содержать впитывающий воду полимер, и в качестве впитывающего воду полимера, различные впитывающие воду полимеры, обычно используемые во впитывающих элементах для впитывающих изделий, можно использовать без какого-либо ограничения. В настоящем варианте осуществления, множество листовых элементов 11 однородно диспергированы по всему впитывающему элементу 10, как показано на Фиг. 1, но они могут локализовываться. В качестве одного из вариантов осуществления, в котором листовые элементы 11 локализуются, иллюстративный впитывающий элемент имеет многослойную структуру, содержащую слой, в основном, содержащий листовые элементы 11, и слой, в основном, содержащий гидрофильные волокна 12.
[0020]
Впитывающий элемент 10 соответствующим образом используется в качестве составляющего элемента впитывающего изделия. В настоящем описании, впитывающее изделие в широком смысле охватывает изделия, используемые для впитывания телесных жидкостей, выделяемых из организма человека (таких как моча, жидкие фекалии, менструальная кровь и пот), и охватывает то, что называется одноразовые подгузники открытого типа с лентами креплений, надеваемые одноразовые подгузники, гигиенические прокладки, гигиенические трусы, урологические прокладки, и тому подобное. Впитывающий элемент во впитывающем изделии, как правило, содержит впитывающую жидкость впитывающую сердцевину и проницаемый для жидкости лист обертки для сердцевины, обертываемый вокруг наружной поверхности впитывающей сердцевины, и впитывающий элемент 10 можно использовать как впитывающую сердцевину. В качестве листа обертки для сердцевины можно использовать бумагу, нетканый материал, и тому подобное. Впитывающий элемент 10 может не содержать листа обертки для сердцевины, и в таком случае, сама впитывающая сердцевина используется в качестве впитывающего элемента 10 во впитывающем изделии.
[0021]
Впитывающее изделие, содержащее впитывающий элемент 10, как правило, содержит проницаемый для жидкости верхний лист для приведения в контакт с кожей пользователя, носящего впитывающее изделие, непроницаемый для жидкости или водоотталкивающий прокладочный лист и удерживающий жидкость впитывающий элемент, расположенный между этими листами. В качестве верхнего листа можно использовать различные нетканые материалы, листы пористой синтетической смолы, и тому подобное, а в качестве прокладочного листа можно использовать, например, пленку синтетической смолы, изготовленную из полиэтилена, полипропилена, поливинилхлорида или чего-либо подобного, или композитный материал из пленки синтетической смолы и нетканого материала. Впитывающее изделие может, кроме того, содержать различные элементы, в зависимости от конкретных применений впитывающего изделия. Эти элементы хорошо известны специалистам в данной области. Например, когда впитывающее изделие предназначено для использования в качестве одноразового подгузника или гигиенической прокладки, пара или две, или более пар манжет для защиты от протечек могут предусматриваться на обеих латеральных сторонах верхнего листа.
[0022]
Фиг. 2 и Фиг. 3 показывают устройство 1 для изготовления (устройство для накопления волокон) пригодное для использования при осуществлении способа изготовления рассмотренного выше впитывающего элемента 10. Способ изготовления впитывающего элемента 10 включает стадию изготовления листовых элементов 11 и стадию накопления, транспортировки множества листовых элементов 11, полученных на стадии изготовления, в потоке воздуха до заданной области накопления и накопления в ней листовых элементов.
[0023]
Устройство 1 для изготовления содержит вращающийся барабан 2, имеющий на наружной периферийной боковой поверхности 2f накапливающее углубление 22 в качестве области накопления и содержит проход 3, имеющий в себе путь 30 потока для транспортировки исходных материалов впитывающего элемента 10 на наружную периферийную боковую поверхность 2f и механизм, выполненный с возможностью транспортировки листовых элементов в потоке воздуха до заданной области накопления и накопления листовых элементов на ней. В то время как вращающийся барабан 2 вращается вокруг оси вращения в направлении 2Y по окружности барабана, исходные материалы, транспортируемые в потоке воздуха (откачиваемого воздуха), генерируемом в пути 30 потока посредством отсоса изнутри вращающегося барабана 2, накапливаются в накапливающем углублении 22. С проходом 3 соединены первый механизм 4 подачи и второй механизм 5 подачи в качестве механизмов подачи исходных материалов (материалов волокон) впитывающего элемента 10. После вращающегося барабана 2, предусмотрен вакуумный конвейер 6, который принимает накапливаемый продукт исходных материалов, высвобождаемый из накапливающего углубления 22, то есть впитывающий элемент 10, и транспортирует впитывающий элемент на следующую стадию. На стороне вращающегося барабана 2 противоположной проходу 3 предусматривается прижимная лента 7 для прессования накапливающего продукта в накапливающем углублении 22 на наружной периферийной боковой поверхности 2f вращающегося барабана 2. Прижимная лента 7 представляет собой бесконечную и дышащую или не дышащую ленту, она соединяет ролик 71 и ролик 72, и предназначена для синхронизации с вращением вращающегося барабана 2.
[0024]
Вращающийся барабан 2 содержит главный корпус 20 барабана цилиндрический формы, изготовленный из жесткого металлического корпуса, и периферийный элемент 21, лежащий поверх периферии главного корпуса 20 барабана и формирующий наружную периферийную боковую поверхность 2f вращающегося барабана 2. В ответ на движущую силу от привода, такого как двигатель, периферийный элемент 21 вращается в направлении R1 вдоль направления 2Y по окружности барабана вокруг горизонтальной оси вращения в качестве центра вращения, в то время как главный корпус 20 барабана, предусмотренный внутри периферийного элемента 21, неподвижен и не вращается. Каждый край главного корпуса 20 барабана в направлении Y по ширине барабана воздухонепроницаемо герметизирован с помощью герметизирующего материала, такого как боковая стенка и фетр (не показано).
[0025]
Периферийный элемент 21 содержит дышащую пористую пластину 23, формирующую нижнюю часть накапливающего углубления 22 или поверхность накопления волокон исходных материалов и слабо дышащую или не дышащую пластину 24 формирования структуры, формирующую поверхность иную, чем поверхность накопления волокон на наружной периферийной боковой поверхности 2f вращающегося барабана 2. Устройство 1 для изготовления содержит пару пластин 24 для формирования структуры, каждая из них имеет кольцевую форму, простираясь непрерывно по всей длине в направлении 2Y по окружности барабана, и они предусмотрены на обеих крайних частях в направлении оси вращения вращающегося барабана 2 и между парой пластин 24, 24 формирования структуры располагается пористая пластина 23.
[0026]
Пористая пластина 23 представляет собой дышащую пластину, которая дает возможность для прохождения потока отсасываемого воздуха, генерируемого изнутри устройства (внутри вращающегося барабана 2), из устройства (из вращающегося барабана 2), но не дает возможности для прохождения исходных материалов, переносимых в потоке воздуха, но удерживает исходные материалы, и дает возможность только для прохождения воздуха. Пористая пластина 23 содержит большое количество отверстий для отсоса, проходящих через пластину в направлении по толщине по пористой пластине 23, и эти отверстия для отсоса функционируют как отверстия для транспортировки потока воздуха, когда накапливающее углубление 22 перемещается на пространство, в котором поддерживается отрицательное давление во вращающемся барабане 2. В качестве пористой пластины 23 можно использовать, например, пластину из металлической или полимерной сетки или металлическую или полимерную пластину, содержащую большое количество малых отверстий, сформированную посредством травления или пробивки. В качестве пластины формирования структуры 24 можно использовать, например, пластину из металла, такого как нержавеющая сталь и алюминий, или полимерную пластину.
[0027]
Как показано на Фиг. 2, внутреннее пространство главного корпуса 20 барабана разделено в направлении 2Y по окружности барабана на множество пространств A, B и C. С главным корпусом 20 барабана соединен вакуумный механизм (не показан) для понижения давления в нем. Вакуумный механизм содержит выходную трубу (не показана), соединенную с боковой стенкой (не показана) главного корпуса 20 барабана, и вытяжной вентилятор (не показан), соединенный с выходной трубой. Множество пространств A, B и C в главном корпусе 20 барабана независимы друг от друга, и вакуумный механизм может независимо контролировать отрицательные давления (силу отсоса) в этих пространствах.
[0028]
Во вращающемся барабане 2, определенная длина в направлении 2Y по окружности барабана, в частности, пространство A, имеющее периферию, покрытую проходом 3, представляет собой зону накопления волокон, которая может накапливать исходные материалы посредством отсоса изнутри. Когда периферийный элемент 21 вращается вокруг оси вращения, в то время как пространство A поддерживается при отрицательном давлении, отрицательное давление в пространстве A прикладывается к нижней части (пористой пластине 23) накапливающего углубления 22, в то время как накапливающее углубление 22, сформированное в периферийном элементе 21, надвигается на пространство A, и осуществляется отсос воздуха сквозь большое количество отверстий для отсоса, сформированных в нижней части. Посредством отсоса через отверстия для отсоса, исходные материалы, транспортируемые по маршруту 32 подачи в проход 3, вводятся в накапливающее углубление 22 и накапливаются на его нижней части. В то же время, пространство B во вращающемся барабане 2, как правило, поддерживается при более низком отрицательном давлении, чем в пространстве A или при давлении 0 (при атмосферном давлении), и пространство C представляет собой область, содержащую положение транспортировки накапливаемого продукта в накапливающем углублении 22, и таким образом, ее переднее и заднее положения поддерживаются при давлении 0 или при положительном давлении.
[0029]
Вакуумный конвейер 6 содержит бесконечную дышащую ленту, 63, соединяющую приводной ролик 61 и ведомые ролики 62, и вакуумный бокс 64, предусмотренный в положении, обращенном к пространству C во вращающемся барабане 2 на дышащей ленте 63. На дышащую ленту 63 поступает непрерывный лист 10W обертки для сердцевины, и этот лист 10W обертки для сердцевины предназначен для приема впитывающего элемента 10, то есть продукта накопления, высвобождаемого из накапливающего углубления 22.
[0030]
Как показано на Фиг. 2, проход 3 непрерывно простирается от первого механизма 4 подачи по вращающемуся барабану 2 и имеет отверстие на стороне выше по потоку в направлении подачи исходных материалов, отверстие на стороне ниже по потоку (на стороне вращающегося барабана 2) и путь 30 потока исходных материалов между этими отверстиями. Верхняя пластина прохода 3 содержит трубку 31 для распыления полимера, для введения частиц впитывающего воду полимера в путь 30 потока, и трубку 31 для распыления полимера используют, когда впитывающий элемент 10 содержит частицы впитывающего воду полимера.
[0031]
Как описано выше, впитывающий элемент 10 содержит два типа материалов волокон, включая листовые элементы 11 и гидрофильные волокна 12. Устройство 1 для изготовления соответствует этому и содержит в качестве механизмов подачи материалов волокон, первый механизм 4 подачи для введения гидрофильных волокон 12 в проход 3 (устройство для получения гидрофильных волокон) и второй механизм 5 подачи для введения листовых элементов 11 в проход 3 (устройство для изготовления листовых элементов).
[0032]
Первый механизм 4 подачи (устройство для получения гидрофильных волокон) снабжено отверстием в проходе 3 на стороне противоположной вращающемуся барабану 2. Первый механизм 4 подачи имеет структуру сходную с механизмом подачи материалов волокон этого рода устройства для накопления волокон, для волокон волокнистых материалов или чего-либо подобного, и содержит дефибратор 41 для разделения на волокна непрерывного листа материала 10as, в котором накапливается множество гидрофильных волокон 12.
[0033]
Фиг. 3 схематически показывает увеличенный второй механизм 5 подачи (устройство для изготовления листовых элементов). Второй механизм 5 подачи представляет собой устройство для получения и введения листовых элементов 11, имеющих форму прямоугольного параллелепипеда или кубическую форму, он представляет собой устройство для осуществления стадии изготовления листовых элементов, описанной далее, резки непрерывного листа 10bs материала, содержащего составляющие волокна (синтетические волокна) листовых элементов 11 в двух направлениях, пересекающихся друг с другом (первое направление D1 и второе направление D2), с определенными размерами, как показано на Фиг. 4, и содержит первый режущий механизм 5A для резки объекта, который нужно резать, (лист 10bs материала), в первом направлении D1, и второй режущий механизм 5B предусмотренный после первого режущего механизма 5A в направлении транспортировки MD объекта, который нужно резать, и для резки объекта, который нужно резать, во втором направлении D2. Примеры листа 10bs материала включают нетканые материалы, полученные с помощью различных способов.
[0034]
“Первое направление D1” как одно из направлений резки листа 10bs материала соответствует направлению транспортировки MD листа 10bs материала во втором механизме 5 подачи, и угол между первым направлением D1 и направлением транспортировки MD меньше 45 градусов. В варианте осуществления, показанном на чертежах, первое направление D1 совпадает с направлением транспортировки MD, и угол между направлениями D1, MD равен 0.
“Второе направление D2” как другое направление резки листа 10bs материала пересекает первое направление D1. В варианте осуществления, показанном на чертежах, первое направление D1 (направление транспортировки MD) ортогонально ко второму направлению D2 и угол между направления D1, D2 составляет 90 градусов.
Направление, указанное обозначением CD на Фиг. 2, представляет собой направление ортогональное к направлению транспортировки, ортогональное к направлению транспортировки MD, и параллельное оси вращения вращающегося барабана 2 и различных роликов, содержащихся в устройстве 1 для изготовления. В варианте осуществления, показанном на чертежах, это направление совпадает с одним направлением по ширине (направлением ортогональным к продольному направлению) впитывающего элемента 10 как длинного непрерывного накапливающегося продукта и длинных непрерывных листов 10as, 10bs материала и также совпадает со вторым направлением D2.
[0035]
Первый режущий механизм 5A содержит режущий ролик 51 и опорный ролик 52, как показано на Фиг. 2 и Фиг. 3. Каждый из роликов 51, 52 имеет по существу цилиндрическую форму, поддерживается с возможностью вокруг вращающихся валов, которые параллельны друг другу, и предусматривается их вращение в противоположных направлениях, в то время как соответствующие периферийные боковые поверхности обращены друг к другу. Режущий ролик 51 содержит режущие лезвия 51C на периферийной боковой поверхности, при этом приемный ролик 52 не содержит режущего лезвия на периферийной боковой поверхности, но имеет гладкую поверхность. В первом режущем механизме 5A, для резки объекта, который нужно резать (лист 10bs материала), в направлении транспортировки MD (первое направление D1), режущие лезвия 51C на режущем ролике 51 простираются в направлении по окружности ролика 51, соответствующем направлению резки, и они предусмотрены по всей длине направления по окружности на периферийной боковой поверхности ролика 51. На периферийной боковой поверхности режущего ролика 51 предусматривается множество режущих лезвий 51C через определенные интервалы в направлении CD ортогональном к направлению транспортировки (второе направление D2).
[0036]
Второй режущий механизм 5B содержит режущий ролик 53 и опорный ролик 54, как показано на Фиг. 2 и Фиг. 3. Каждый из роликов 53, 54 поддерживается с возможностью вращения вокруг вращающихся валов, которые параллельны друг другу, и предусмотрено их вращение в противоположных направлениях, в то время как соответствующие периферийные боковые поверхности обращены друг к другу. Режущий ролик 53 содержит режущие лезвия 53C на периферийной боковой поверхности, при этом приемный ролик 54 не содержит режущих лезвий на периферийной боковой поверхности, но имеет гладкую поверхность. Во втором режущем механизме 5B, для резки объекта, который нужно резать, (узкие листы 10bt) в направлении CD ортогональном к направлению транспортировки (второе направление D2), режущие лезвия 53C режущего ролика 53 простираются в направлении оси вращения ролика 53, соответствующем направлению резки, и они предусматриваются на периферийной боковой поверхности ролика 53 от центра в направлении оси вращения до соответствующих краев, в этом же направлении. На периферийной боковой поверхности режущего ролика 53 предусматривается множество режущих лезвий 53C через определенные интервалы в направлении по окружности ролика 53.
[0037]
Способ изготовления листовых элементов 11 с использованием устройства 1 для изготовления, имеющего такую структуру, как описано выше, будет описываться вместе со способом изготовления впитывающего элемента 10 с использованием способа изготовления. Способ изготовления впитывающего элемента 10 включает стадию изготовления листовых элементов резки (поперечной резки) непрерывного листа 10bs материала с получением листовых элементов 11 и стадию накопления, транспортировки листовых элементов 11 в потоке воздуха до заданной области накопления и накопления в ней листовых элементов. Стадия изготовления листовых элементов представляет собой стадию, осуществляемую согласно способу изготовления листовых элементов по настоящему изобретению. Сначала будет описываться стадия изготовления листовых элементов.
[0038]
Стадия изготовления листовых элементов в способе изготовления впитывающего элемента 10 по настоящему варианту осуществления, то есть способ изготовления листовых элементов 11, осуществляется с помощью второго механизма 5 подачи. Как показано на Фиг. 2 и Фиг. 3, непрерывный лист 10bs материала, в котором накоплено множество волокон (синтетических волокон) режется в первом направлении D1 (направлении транспортировки MD) вдоль продольного направления листа 10bs материала с получением множества непрерывных узких листов 10bt, а затем множество узких листов 10bt режутся во втором направлении D2 (направление ортогональное к направлению транспортировки CD), пересекающемся (в варианте осуществления, показанном на чертежах, “ортогональном к”) с первым направлением D1, с получением листовых элементов 11.
[0039]
Как показано на Фиг. 3, стадия изготовления листовых элементов, осуществляемая с помощью второго механизма 5 подачи, включает первую стадию резки, в то время как непрерывный лист 10bs материала транспортируется в одном направлении, для резки листа 10bs с помощью первого режущего механизма 5A в направлении транспортировки MD с получением множества непрерывных узких листов 10bt, и включает вторую стадию резки, в то время как узкие листы 10bt транспортируются в одном направлении, для резки узких листов 10bt с помощью второго режущего механизма 5B в направлении CD ортогональном к направлению транспортировки MD с получением множества листовых элементов 11.
[0040]
Во втором механизме 5 подачи движущийся лист 10bs материала сначала режется в режущей части 50A в качестве ближайшей области роликов 51, 52 между режущим роликом 51 и опорным роликом 52 первого режущего механизма 5A с помощью режущих лезвий 51C в первом направлении D1 в качестве продольного направления листа 10bs и в качестве направления транспортировки MD (смотри Фиг. 4) с получением множества узких листов 10bt, простирающихся в направлении D1 (первая стадия резки). Первая стадия резки осуществляется посредством введения листа 10bs материала между режущим роликом 51 и опорным роликом 52, вращающимися вокруг вращающихся валов (для режущей части 50A). Средняя ширина узких листов 10bt, формируемых на первой стадии резки (среднее значение размеров множества узких листов 10bt в направлении CD ортогональном к направлению транспортировки), предпочтительно составляет 0,1 мм или больше и 10 мм или меньше, более предпочтительно, 0,3 мм или больше и 6 мм или меньше, и еще более предпочтительно, 0,5 мм или больше и 5 мм или меньше для изготовления листовых элементов 11, имеющих такой размер необходимый для того, чтобы проявились предполагаемые воздействия, и тому подобное. В настоящем варианте осуществления, ширина (размер в направлении CD ортогональном к направлению транспортировки) узкого листа 10bt, вырезанного с помощью режущего ролика 51 первого режущего механизма 5A, соответствует размеру стороны в латеральном направлении конечного сформированного листового элемента 11. Однако лист может резаться таким образом, что ширина узкого листа 10bt, отрезанного с помощью режущего ролика 51 первого режущего механизма 5A, соответствовала размеру стороны в продольном направлении конечного сформированного листового элемента 11. В этом случае средняя ширина узких листов 10bt, отрезанных с помощью режущего ролика 51, предпочтительно составляет 0,3 мм или больше и 30 мм или меньше, более предпочтительно, 1 мм или больше и 15 мм или меньше, и еще более предпочтительно, 2 мм или больше и 10 мм или меньше. Множество узких листов 10bt, полученных, как выше, транспортируются ко второму режущему механизму 5B, в то время как они располагаются в направлении CD ортогональном к направлению транспортировки параллельно друг другу.
[0041]
Затем, во втором режущем механизме 5B, множество непрерывных узких листов 10bt, полученных на первой стадии резки, режутся в режущей части 50B в качестве ближайшей области роликов 53, 54 между режущим роликом 53 и опорным роликом 54 второго режущего механизма 5B с помощью режущих лезвий 53C во втором направлении D2 в качестве направления по ширине узких листов 10bt и в качестве направления CD ортогонального к направлению транспортировки (смотри Фиг. 4) с получением множества листовых элементов 11, имеющих определенные размеры в направлении D2 (вторая стадия резки). Фиг. 5 показывает способ получения множества листовых элементов 11 с помощью резки множества движущихся узких листов 10bt, расположенных в направлении CD ортогональном к направлению транспортировки, с помощью режущего ролика 53 второго режущего механизма 5B в направлении CD ортогональном к направлению транспортировки. Вторая стадия резки осуществляется посредством введения узких листов 10bt между режущим роликом 53 и опорным роликом 54, вращающимися вокруг вращающихся валов (до режущей части 50B). На Фиг. 5, обозначение 530 показывает главный корпус ролика, для режущего ролика 53, и обозначение 531 показывает вращающийся вал режущего ролика 53. Другие ролики 51, 52, 54 во втором механизме 5 подачи также содержат главные корпуса роликов и вращающиеся валы, как и режущий ролик 53.
[0042]
Посредством последовательной резки непрерывного листа 10bs материала в первом направлении D1 и во втором направлении D2 ортогональном к нему во втором механизме 5 подачи, таким образом, лист 10bs материала режется на элементы, как показано на Фиг. 4, с получением множества листовых элементов 11, имеющих форму прямоугольного параллелепипеда или кубическую форму. Средняя длина листовых элементов 11, сформированных на второй стадии резки (среднее значение размеров множества листовых элементов 11 в направлении транспортировки MD узких листов 10bt), предпочтительно составляет 0,3 мм или больше и 30 мм или меньше, более предпочтительно, 1 мм или больше и 15 мм или меньше, и еще более предпочтительно, 2 мм или больше и 10 мм или меньше, чтобы дать возможность для получения таких размеров листовых элементов 11 необходимых для проявления желаемых воздействий, и тому подобное. В настоящем варианте осуществления, длина листового элемента 11, вырезанного с помощью режущего ролика 53 второго режущего механизма 5B, соответствует размеру стороны в продольном направлении листового элемента 11. Однако лист можно разрезать таким образом, чтобы длина листового элемента 11, вырезанного с помощью режущего ролика 53 второго режущего механизма 5B, соответствовала размеру стороны в латеральном направлении листового элемента 11. В этом случае, размер (ширина) листового элемента 10bh, вырезанного с помощью режущего ролика 53 второго режущего механизма 5B, предпочтительно составляет 0,1 мм или больше и 10 мм или меньше, более предпочтительно, 0,3 мм или больше и 6 мм или меньше, и еще более предпочтительно, 0,5 мм или больше и 5 мм или меньше.
[0043]
В способе изготовления впитывающего элемента 10 по настоящему варианту осуществления, как описано выше, способ изготовления листовых элементов 11 осуществляется с помощью второго механизма 5 подачи для осуществления стадии изготовления листовых элементов, а затем множество листовых элементов 11, полученных с помощью второго механизма 5 подачи, и гидрофильных волокон 12, полученных с помощью первого механизма 4 подачи, накапливаются в накапливающем углублении 22 в качестве области накопления, сформированной на наружной периферийной боковой поверхности 2f вращающегося барабана 2 (стадия накопления).
[0044]
Более конкретно, множество листовых элементов 11, полученных на стадии изготовления листовых элементов, вводятся через сопло 8 отсоса в путь 30 потока в проходе 3, затем смешиваются с гидрофильными волокнами 12, летящими в пути 30 потока от первого механизма 4 подачи в направлении вращающегося барабана 2, и накапливаются вместе с гидрофильными волокнами 12 в накапливающем углублении 22 (стадия накопления). Сопло 8 отсоса имеет отверстия на обеих краях в его продольном направлении. Одно отверстие 81 располагается вблизи режущей части 50B в качестве ближайшей области между режущим роликом 53 и опорным роликом 54 второго режущего механизма 5B, а другое отверстие (не показано) сообщается с путем 30 потока в проходе 3. Множество листовых элементов 11, полученных между режущим роликом 53 и опорным роликом 54, отбираются через отверстие 81 в сопле 8 отсоса и вводятся в проход 3. В устройстве 1 для изготовления, положение соединения между соплом 8 отсоса и проходом 3 располагается между вращающимся барабаном 2 и первым механизмом 4 подачи как показано на Фиг. 2, и оно ближе к вращающемуся барабану 2, чем трубка 31 для распыления полимера.
[0045]
Когда впитывающий элемент 10 содержит частицы впитывающего воду полимера, впитывающие воду полимерные частицы вводятся в путь 30 потока в проходе 3 с использованием трубки 31 для распыления полимера (смотри Фиг. 2), предусмотренной в проходе 3, на стадии накопления, затем транспортируются в потоке воздуха, протекающем в пути 30 потока в направлении накапливающего углубления 22, и накапливаются в накапливающем углублении 22 вместе с листовыми элементами 11 и гидрофильными волокнами 12, которые вводятся на некотором расстоянии друг от друга в путь 30 потока.
[0046]
В описанном выше способе изготовления листовых элементов 11 (стадия изготовления листовых элементов в способе изготовления впитывающего элемента 10), на второй стадии резки с помощью второго механизма 5 подачи (устройство для изготовления листовых элементов) для поперечной резки листа 10bs материала, то есть, на стадии резки множества непрерывных узких листов 10bt в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки MD (в направлении CD ортогональном к направлению транспортировки в настоящем варианте осуществления) для получения множества листовых элементов 11, может вызываться дефект резки узких листов 10bt, приводя к таким недостаткам, что узкие листы 10bt остаются неразрезанными в заданном положении, и непрерывные узкие листы транспортируются до заданной области накопления или повреждаются в любой части, такой как режущий ролик 53 устройства 1 для изготовления. Обычно, для резки листа, движущегося в одном направлении, в определенной режущей части, такой как режущие части 50A, 50B в устройстве 1 для изготовления по настоящему варианту осуществления, необходимо натяжение на листе в режущей части. Обычный резак содержит механизмы подачи листа до и после режущей части, и движущийся лист под натяжением можно резать в режущей части. К сожалению, листовые элементы, получаемые по настоящему изобретению, имеют шаг нарезки примерно 30 мм или меньше, и поэтому сложно создать механизм подачи на стороне ниже по потоку от режущей части. Соответственно, узкие листы 10bt, как объект, который нужно резать, на второй стадии резки продолжают движение в направлении MD транспортировки от режущей части 50A первого режущего механизма 5A перед режущей частью 50B второго режущего механизма 5B, как показано на Фиг. 3, и к ним прикладывается определенное натяжение. Затем узкие листы разрезаются первый раз в режущей части 50B в направлении CD ортогональном к направлению транспортировки. После вырезания первых листовых элементов 11, обрезанные края узких листов 10bt находятся в незакрепленном состоянии и к ним прикладывается недостаточное натяжение. Когда режущие лезвия 53C изнашиваются до негодности после долговременного использования, как предполагается, появляется вероятность возникновения дефекта резки.
[0047]
В настоящем изобретении, сосредотачиваются на отношении между круговой скоростью режущего ролика 53 во втором режущем механизме 5B и скоростью транспортировки узких листов 10bt как объектов, которые нужно резать, в режущем механизме 5B, и посредством контроля этого отношения, решается проблема дефекта резки узких листов 10bt. Конкретно, круговая скорость V1 режущего ролика 53 (смотри Фиг. 3) устанавливается выше, чем скорость введения V0 узких листов 10bt между режущим роликом 53 и опорным роликом 54 (в режущей части 50B) (смотри Фиг. 3), так что удовлетворяется отношение “круговая скорость V1 режущего ролика > скорость введения V0 объекта, который нужно резать,”. Посредством регулировки отношения скоростей, к непрерывным узким листам 10bt как к объекту, который нужно резать, прикладывается натяжение достаточное для резки объекта в направлении, пересекающем направление MD его транспортировки, таким образом, второй режущий механизм 5B может стабильно резать узкие листы 10bt, и можно непрерывно и эффективно получать множество листовых элементов 11, имеющих однородные размеры. Отношение круговой скорости V1 к скорости введения V0, V1/V0 предпочтительно составляет 1,1 или больше, а более предпочтительно, 1,2 или больше, и предпочтительно, 4,0 или меньше, а более предпочтительно, 3,5 или меньше, при условии, что V1 > V0.
[0048]
Каждый параметр из круговой скорости V1 режущего ролика 53 и скорости введения V0 узких листов 10bt не является как-либо ограниченным и может регулироваться соответствующим образом в зависимости от типов, физических свойств, и тому подобное, узких листов 10bt. Например, когда узкие листы 10bt (лист 10bs материала) представляют собой нетканый материал, круговая скорость V1 и скорость введения V0 могут устанавливаться при следующих значениях.
Круговая скорость V1 предпочтительно составляет 30 м/мин или больше, а более предпочтительно, 50 м/мин или больше, и предпочтительно, составляет 1000 м/мин или меньше, а более предпочтительно, 500 м/мин или меньше.
Скорость введения V0 может устанавливаться в зависимости от отношения между заданным значением круговой скорости V1 и указанным выше отношением круговой скорости V1 к скорости введения V0.
[0049]
Для второго режущего механизма 5B (устройства для изготовления листовых элементов) по настоящему варианту осуществления, предусматривается механизм 5C подачи для подачи узких листов 10bt со стороны выше по потоку до стороны ниже по потоку в направлении транспортировки MD между первым режущим механизмом 5A и вторым режущим механизмом 5B, как показано на Фиг. 3, и механизм 5C подачи регулирует скорость введения V0. Посредством создания механизма 5C подачи в промежуточном положении между первым режущим механизмом 5A (режущая часть 50A) и вторым режущим механизмом 5B (режущая часть 50B), таким образом, узкие листы 10bt могут транспортироваться стабильнее, и дефект резки во втором режущем механизме 5B может подавляться эффективнее.
[0050]
Скорость введения узких листов 10bt с помощью механизма 5C подачи, как правило, равна скорости введения V0 узких листов 10bt в режущий ролик 53 (второй режущий механизм 5B). В описании, скорость введения узких листов 10bt с помощью механизма 5C подачи означает скорость на поверхности вводимых узких листов 10bt.
[0051]
Как показано на Фиг. 3, механизм 5C подачи содержит пару вращающихся роликов 55, 55, предусмотренных друг напротив друга на пути транспортировки листа, и ролики 55, 55 конфигурируются для удерживания узких листов 10bt, введенных между роликами 55, 55, и для подачи узких листов на сторону ниже по потоку в направлении транспортировки MD. Механизм 5C подачи конфигурируется для обеспечения контакта с узкими листами 10bt в самой узкой области (зазоре) между роликами 55, 55 и для подачи листов, и самая узкая область представляет собой часть 50C контакта с узкими листами 10bt. Один из роликов 55, 55 может представлять собой приводной ролик, соединенный с приводом и имеющий сам по себе возможность вращения вокруг вращающегося вала, а другой ролик может представлять собой ведомый ролик, не имеющий возможности вращения сам по себе вокруг оси. Альтернативно, оба ролика могут представлять собой приводные ролики.
[0052]
С точки зрения более определенного достижения преимущественных воздействий с помощью механизма 5C подачи, интервал L2 вдоль пути транспортировки листа между режущей частью 50B узких листов 10bt во втором режущем механизме 5B и частью 50C контакта с узкими листами 10bt в механизм 5C подачи (смотри Фиг. 3) предпочтительно короче, чем интервал L1 вдоль пути транспортировки листа между частью 50C контакта и режущей частью 50A для листов 10bs материала в первом режущем механизме 5A (смотри Фиг. 3). Отношение между интервалами L1, L2, L2/L1, предпочтительно составляет 0,8 или меньше, а более предпочтительно, 0,5 или меньше, при условии, что L1 > L2.
[0053]
В настоящем варианте осуществления, с точки зрения стабилизации натяжения на движущихся узких листах 10bt и более эффективного подавления дефекта резки во втором режущем механизме 5B, включается стадия регулировки натяжения, для регулировки натяжения листа 10bs материала перед первой стадией резки. Конкретно, как показано на Фиг. 3, предусматривается механизм 5D регулировки натяжения на пути транспортировки листа до первого режущего механизма 5A в направлении транспортировки MD, и посредством регулировки натяжения на листе 10bs материала с помощью механизма 5D регулировки натяжения, можно стабилизировать натяжение на движущихся узких листах 10bt, полученных с помощью резки листа 10bs материала в направлении транспортировки MD.
[0054]
Как показано на Фиг. 3, механизм 5D регулировки натяжения содержит два фиксированных ролика 59A, 59A, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки MD, и плавающий ролик 59B, предусмотренный между роликами 59A, 59A. Плавающий ролик 59B может перемещаться между роликами 59A, 59A в таком направлении, чтобы подходить к движущемуся листу 10bs материала, и может также перемещаться в направлении, противоположном направлению подхода. Когда плавающий ролик 59B перемещается в направлении приближения к движущемуся листу 10bs материала между роликами 59A, 59A, лист 10bs материала прижимается роликом 59B, и натяжение на листе 10bs материала увеличивается, при этом, когда плавающий ролик перемещается в направлении, противоположном направлению подхода, натяжение уменьшается. Движущийся механизм плавающего ролика 59B может иметь структуру сходную с известными плавающими роликами.
[0055]
Другие варианты осуществления настоящего изобретения будут далее описаны со ссылками на Фиг. 6 и Фиг. 7. В других вариантах осуществления, описанных ниже, в основном, будут описываться компоненты отличные от описанного выше варианта осуществления, а сходные компоненты обозначаются одним и тем же обозначением и не описываются. К компонентам, не описанным конкретно, будет соответствующим образом применимо описание в приведенном выше варианте осуществления.
[0056]
Фиг. 6 показывает другой вариант осуществления второго механизма 5 подачи, содержащегося в устройстве 1 для изготовления. Второй механизм 5 подачи, показанный на Фиг. 6, отличается от второго механизма 5 подачи, показанного на Фиг. 3, по структуре механизма 5C подачи. Механизм 5C подачи во втором механизме 5 подачи, показанном на Фиг. 6, содержит пару вращающихся лент 56, 56 предусмотренных друг напротив друга на пути транспортировки листа. При удерживании узких листов 10bt, введенных между лентами 56, 56, ленты 56, 56 перемещаются на определенное расстояние в том же направлении, что и узкие листы 10bt, а затем подают узкие листы 10bt на сторону ниже по потоку в направлении транспортировки MD. Каждая пара вращающихся лент 56, 56 представляет собой бесконечную ленту и соединяет множество (два) вращающихся ролика 57, 57, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки MD вдоль пути транспортировки листа. Вблизи каждой вращающейся ленты 56 предусматривается плавающий ролик 58 для регулировки натяжения на вращающейся ленте 56. Плавающий ролик 58 может перемещаться в таком направлении, чтобы он приближался к вращающейся ленте 56, а также может перемещаться в направлении противоположном направлению подхода. Посредством регулировки направления перемещения и расстояния перемещения ролика 58, может регулироваться натяжение на вращающейся ленте 56 и может регулироваться усилие удерживания движущихся узких листов 10bt с помощью пары вращающихся лент 56, 56. Когда такие вращающиеся ленты 56, как показано на Фиг. 6, используют в механизме 5C подачи в качестве средств, находящихся в контакте с объектом, который нужно транспортировать (узкие листы 10bt) и для подачи объекта, объект, который нужно транспортировать, транспортируется на большое расстояние в сравнительно стабильном состоянии, таким образом, объект может транспортироваться стабильнее, и дефект резки во втором режущем механизме 5B может подавляться эффективнее, по сравнению со случаем использования такой пары вращающихся роликов 55, 55, как показано на Фиг. 3.
Механизм подачи не ограничивается рассмотренным выше вариантом осуществления, и можно использовать, например, вакуумный конвейер, содержащий вращающуюся ленту и аспиратор для адсорбции узких листов 10bt на вращающейся ленте.
[0057]
Фиг. 7 показывает другой вариант осуществления режущего ролика 53 во втором режущем механизме 5B, содержащемся в устройстве 1 для изготовления. В варианте осуществления, показанном на Фиг. 5, режущие лезвия 53C режущего ролика 53 простираются параллельно направлению оси вращения ролика 53 (в направлении CD ортогональном к направлению транспортировки),, в то время как в варианте осуществления, показанном на Фиг. 7, режущие лезвия имеют части, простирающиеся в направлении, пересекающем направление оси вращения ролика 53. Более конкретно, на режущем ролике 53, показанном на Фиг. 7, каждое из множества режущих лезвий 53C, предусмотренных на периферийной боковой поверхности, представляет собой прямую линию, простирающуюся в направлении не ортогональном к направлению оси вращения ролика 53 на виде сверху, но пересекающем его, и режущие лезвия 53C в целом простираются в этом направлении.
[0058]
Когда множество режущих лезвий 53C на режущем ролике 53 простираются параллельно направлению оси вращения ролика 53, как показано на Фиг. 5, режущее лезвие 53C вступает в контакт с узкими листами 10bt как объектами, которые нужно резать, и режет листы, и непосредственно после резки, нарезанные узкие листы 10bt не находятся в контакте с другим режущим лезвием 53C в течение некоторого времени. Соответственно, соответствующее натяжение не может прикладываться к узким листам 10bt немедленно, таким образом, узкие листы 10bt транспортируются нестабильно, и может происходить дефект резки. В противоположность этому, когда режущие лезвия 53C имеют части, простирающиеся в направлении, пересекающем направление оси вращения режущего ролика 53, как показано на Фиг. 7, режущие лезвия 53C могут находиться в постоянном контакте с движущимися узкими листами 10bt, таким образом, узкие листы 10bt могут транспортироваться стабильнее и может дополнительно подавляться дефект резки. Для достижения этого воздействия, режущее лезвие 53C может иметь часть, простирающуюся в направлении, пересекающем направление оси вращения режущего ролика 53, и режущее лезвие 53C в целом не должно обязательно простираться в направлении, пересекающем направление оси вращения, как показано на Фиг. 7. С этой точки зрения, режущее лезвие 53C может иметь волнообразную форму, простирающуюся параллельно направлению оси вращения режущего ролика 53 на виде сверху, например, в дополнение к варианту осуществления, показанному на Фиг. 7.
[0059]
С точки зрения более определенного достижения преимущественных воздействий посредством усовершенствования направления, в котором простираются режущие лезвия, 53C, угол наклона направления, в котором простираются режущие лезвия 53C на режущем ролике 53, относительно направления оси вращения режущего ролика 53 предпочтительно составляет 3° или больше, а более предпочтительно, 5° или больше, предпочтительно составляет 50° или меньше, а более предпочтительно, 30° или меньше, и предпочтительно составляет 3° или больше и 50° или меньше, а более предпочтительно, 5° или больше и 30° или меньше.
[0060]
Настоящее изобретение описывается на основе вариантов осуществления, но настоящее изобретение может соответствующим образом модифицироваться без ограничения приведенными выше вариантами осуществления. Часть в одном только из вариантов осуществления можно соответствующим образом использовать взаимозаменяемо для другой части. При рассмотрении приведенных выше вариантов осуществления настоящего изобретения, далее описываются следующие аспекты.
[0061]
<1> Способ изготовления листовых элементов, способ включает:
первую стадию резки, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных узких листов; и
вторую стадию резки, в то время как узкие листы транспортируются в одном направлении, для резки узких листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика, вторая стадия резки осуществляется посредством введения узких листов между режущим роликом, вращающимся вокруг оси, и опорным роликом, и
круговая скорость режущего ролика выше, чем скорость введения узких листов между режущим роликом и опорным роликом.
круговая скорость режущего ролика (V1) выше, чем скорость введения узких листов между режущим роликом и опорным роликом (V0).
<2> Способ изготовления листовых элементов, как приведено в пункте <1>, где предусматривается механизм подачи, конфигурируемый для подачи узких листов от стороны выше по потоку до стороны ниже по потоку в направлении транспортировки, между первым режущим механизмом и вторым режущим механизмом, и механизм подачи регулирует скорость введения.
<3> Способ изготовления листовых элементов, как приведено в пункте <2>, где интервал (L2), вдоль пути транспортировки листа между режущей частью для узких листов во втором режущем механизме и частью в контакте с узкими листами в механизме подачи короче, чем интервал (L1) вдоль пути транспортировки листа, между частью в контакте и резкой листов материала в первом режущем механизме.
<4> Способ изготовления листовых элементов, как приведено в пункте <3>, где отношение интервала (L2) вдоль пути транспортировки листа между режущей частью для узких листов во втором режущем механизме и частью в контакте с узкими листами в механизме подачи к интервалу (L1) вдоль пути транспортировки листа между частью в контакте и резкой листов материала в первом режущем механизме, L2/L1, предпочтительно составляет 0,8 или меньше, а более предпочтительно, 0,5 или меньше.
<5> Способ изготовления листовых элементов, как приведено в любом из пунктов <2> - <4>, где механизм подачи содержит пару вращающихся роликов, предусмотренных напротив друг друга на пути транспортировки листа, и ролики конфигурируются для удерживания узких листов, введенных между роликами, и для подачи узких листов на сторону ниже по потоку в направлении транспортировки.
<6> Способ изготовления листовых элементов, как приведено в любом из пунктов <2> - <4>, где механизм подачи содержит пару вращающихся лент, предусмотренных напротив друг друга на пути транспортировки листа, и ленты конфигурируются для перемещения на определенное расстояние в том же направлении, что и узкие листы, удерживая при этом узкие листы, введенные между лентами, и для подачи узких листов на сторону ниже по потоку в направлении транспортировки.
<7> Способ изготовления листовых элементов, как приведено в пункте <6>, где пара вращающихся лент представляет собой бесконечные ленты, и они соединяют множество вращающихся роликов, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки вдоль пути транспортировки листа.
<8> Способ изготовления листовых элементов, как приведено в любом из пунктов <2> - <4>, где механизм подачи представляет собой вакуумный конвейер, содержащий вращающуюся ленту и аспиратор, конфигурируемый для адсорбции узких листов на вращающейся ленте.
[0062]
<9> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <8>, дополнительно включает, перед первой стадией резки, стадию регулировки натяжения для регулировки натяжения листа материала.
<10> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <9>, где режущее лезвие на режущем ролике во втором режущем механизме имеет часть, простирающуюся в направлении, пересекающем направление оси режущего ролика.
<11> Способ изготовления листовых элементов, как приведено в пункте <10>, где угол наклона направления, в котором простирается режущее лезвие на режущем ролике во втором режущем механизме относительно направления оси вращения режущего ролика, предпочтительно составляет 3° или больше, а более предпочтительно, 5° или больше, и предпочтительно, составляет 50° или меньше, а более предпочтительно, 30° или меньше.
<12> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <11>, где отношение круговой скорости режущего ролика (V1) к скорости введения узких листов между режущим роликом и опорным роликом (V0), V1/V0, предпочтительно составляет 1,1 или больше, а более предпочтительно, 1,2 или больше и предпочтительно составляет 4,0 или меньше, а более предпочтительно, 3,5 или меньше.
<13> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <12>, где, когда узкие листы представляют собой нетканый материал, круговая скорость режущего ролика (V1) предпочтительно составляет 30 м/мин или больше, а более предпочтительно, 50 м/мин или больше и предпочтительно составляет 1000 м/мин или меньше, а более предпочтительно, 500 м/мин или меньше.
<14> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <13>, где среднее значение размеров в направлении, пересекающемся с направлением транспортировки (средняя ширина), множества узких листов, сформированных на первой стадии резки, предпочтительно составляет 0,1 мм или больше и 10 мм или меньше, более предпочтительно, 0,3 мм или больше и 6 мм или меньше, а еще более предпочтительно, 0,5 мм или больше и 5 мм или меньше.
<15> Способ изготовления листовых элементов, как приведено в любом из пунктов <1> - <14>, где среднее значение размеров в направлении транспортировки (средняя длина) множества листовых элементов, сформированных на второй стадии резки, предпочтительно составляет 0,3 мм или больше и 30 мм или меньше, более предпочтительно, 1 мм или больше и 15 мм или меньше, а еще более предпочтительно, 2 мм или больше и 10 мм или меньше.
[0063]
<16> Способ изготовления впитывающего элемента, содержащего множество листовых элементов, способ включает
стадию транспортировки листовых элементов, полученных с помощью способа изготовления, как приведено в любом из пунктов <1> - <15>, в потоке воздуха до заданной области и накопления в ней листовых элементов.
[0064]
<17> Устройство для изготовления листовых элементов, устройство содержит:
первый режущий механизм конфигурируемый, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с получением множества непрерывных узких листов; и
второй режущий механизм, предусмотренный после первого режущего механизма в направлении транспортировки и конфигурируемый для резки узких листов, сформированных с помощью первого режущего механизма, в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика и конфигурируемый для резки узких листов, введенных между роликами, вращающимися вокруг осей, в направлении, пересекающемся с направлением транспортировки, и
круговая скорость режущего ролика выше, чем скорость введения узких листов между режущим роликом и опорным роликом.
<18> Устройство для изготовления листовых элементов, как приведено в пункте <17>, дополнительно содержит, между первым режущим механизмом и вторым режущим механизмом, механизм подачи, конфигурируемый для подачи узких листов от стороны выше по потоку до стороны ниже по потоку в направлении транспортировки, и механизм подачи регулирует скорость введения.
<19> Устройство для изготовления листовых элементов, как приведено в пункте <18>, где интервал (L2) вдоль пути транспортировки листа, между режущей частью для узких листов во втором режущем механизме и частью в контакте с узкими листами в механизме подачи короче, чем интервал (L1) вдоль пути транспортировки листа между частью в контакте и резкой листов материала в первом режущем механизме.
<20> Устройство для изготовления листовых элементов, как приведено в пункте <19>, где отношение интервала (L2) вдоль пути транспортировки листа между режущей частью для узких листов во втором режущем механизме и частью в контакте с узкими листами в механизме подачи к интервалу (L1) вдоль пути транспортировки листа между частью в контакте и режущей частью для узких листов в первом режущем механизме, L2/L1, предпочтительно составляет 0,8 или меньше, а более предпочтительно, 0,5 или меньше.
<21> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <20>, где механизм подачи содержит пару вращающихся роликов, предусмотренных напротив друг друга на пути транспортировки листа, и ролики конфигурируются для удерживания узких листов, введенных между роликами, и для подачи узких листов на сторону ниже по потоку в направлении транспортировки.
<22> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <20>, где механизм подачи содержит пару вращающихся лент, предусмотренных напротив друг друга на пути транспортировки листа, и ленты конфигурируются для перемещения на определенное расстояние в том же направлении, что и узкие листы, удерживая при этом узкие листы, введенные между лентами, и для подачи узких листов на сторону ниже по потоку в направлении транспортировки.
<23> Устройство для изготовления листовых элементов, как приведено в пункте <22>, где пара вращающихся лент представляет собой бесконечные ленты, и они соединяют множество вращающихся роликов, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки вдоль пути транспортировки листа.
<24> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <20>, где механизм подачи представляет собой вакуумный конвейер, содержащий вращающуюся ленту и аспиратор, конфигурируемый для адсорбции узких листов на вращающейся ленте.
[0065]
<25> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <24>, дополнительно содержащее, на стороне выше по потоку от первого режущего механизма в направлении транспортировки, механизм регулировки натяжения, конфигурируемый для регулировки натяжения листа материала.
<26> Устройство для изготовления листовых элементов, как приведено в пункте <25>, где механизм регулировки натяжения содержит два фиксированных ролика, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки, и плавающий ролик, предусмотренный между этими роликами.
<27> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <26>, где режущее лезвие на режущем ролике во втором режущем механизме имеет часть, простирающуюся в направлении, пересекающем направление оси режущего ролика.
<28> Устройство для изготовления листовых элементов, как приведено в пункте <27>, где угол наклона направления, в котором простирается режущее лезвие на режущем ролике во втором режущем механизме относительно направления оси вращения режущего ролика, предпочтительно составляет 3° или больше, а более предпочтительно, 5° или больше и предпочтительно составляет 50° или меньше, а более предпочтительно, 30° или меньше.
<29> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <28>, где отношение круговой скорости режущего ролика (V1) к скорости введения узких листов между режущим роликом и опорным роликом (V0), V1/V0, предпочтительно составляет 1,1 или больше, а более предпочтительно, 1,2 или больше, и предпочтительно, составляет 4,0 или меньше, а более предпочтительно, 3,5 или меньше.
<30> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <29>, где узкие листы представляют собой нетканый материал, и круговая скорость режущего ролика (V1) предпочтительно составляет 30 м/мин или больше, а более предпочтительно, 50 м/мин или больше, а предпочтительно, составляет 1000 м/мин или меньше, а более предпочтительно, 500 м/мин или меньше.
<31> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <30>, где среднее значение размеров в направлении, пересекающемся с направлением транспортировки (средняя ширина) множества узких листов, сформированных с помощью первого режущего механизма, предпочтительно составляет 0,1 мм или больше и 10 мм или меньше, более предпочтительно, 0,3 мм или больше, и 6 мм или меньше, а еще более предпочтительно, 0,5 мм или больше и 5 мм или меньше.
<32> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <31>, где среднее значение размеров в направлении транспортировки (средняя длина) множества листовых элементов, сформированных с помощью второго режущего механизма, предпочтительно составляет 0,3 мм или больше и 30 мм или меньше, более предпочтительно, 1 мм или больше и 15 мм или меньше, а еще более предпочтительно, 2 мм или больше и 10 мм или меньше.
<33> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <32>, где первый режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика, и режущее лезвие первого режущего механизма простирается в направлении по окружности режущего ролика в первом режущем механизме и оно предусмотрено по всей длине в направлении по окружности на периферийной боковой поверхности режущего ролика.
<34> Устройство для изготовления листовых элементов, как приведено в любом из пунктов <17> - <33>, где режущее лезвие во втором режущем механизме простирается в направлении оси вращения режущего ролика во втором в первом режущем механизме и оно предусмотрено на периферийной боковой поверхности режущего ролика от центра в направлении оси вращения до краев в направлении оси вращения.
Промышленное применение
[0066]
Согласно настоящему изобретению, подавляется дефект резки листов, и можно непрерывно и эффективно получать множество листовых элементов, имеющих заданные размеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА | 2018 |
|
RU2774349C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА | 2017 |
|
RU2734793C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2765080C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ТЕЛА | 2017 |
|
RU2743033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО КОМПОНЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2750537C1 |
| УПАКОВКА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2018 |
|
RU2744188C1 |
| АБСОРБЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2763679C2 |
| ЛИСТОВОЙ ЭЛЕМЕНТ С НЕРОВНОСТЯМИ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С ТАКИМ ЛИСТОВЫМ ЭЛЕМЕНТОМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2764661C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |

Группа изобретений относится к средствам гигиены, а именно к способам изготовления листовых элементов для впитывающих гигиенических изделий, способу изготовления впитывающего элемента для впитывающих гигиенических изделий и устройствам для изготовления листовых элементов для впитывающих гигиенических изделий. Способ изготовления листовых элементов для впитывающих гигиенических изделий включает первую стадию резки, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных листов. Способ также включает вторую стадию резки, в то время как листы транспортируются в одном направлении, для резки листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов. Второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика. Вторая стадия резки осуществляется посредством введения листов между режущим роликом, вращающимся вокруг оси, и опорным роликом. Круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом. Технический результат заключается в снижении вероятности дефекта при резке листа материала. 7 н. и 23 з.п. ф-лы, 7 ил.
1. Способ изготовления листовых элементов для впитывающих гигиенических изделий, способ включает:
первую стадию резки, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных листов; и
вторую стадию резки, в то время как листы транспортируются в одном направлении, для резки листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика, вторая стадия резки осуществляется посредством введения листов между режущим роликом, вращающимся вокруг оси, и опорным роликом; и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
2. Способ изготовления листовых элементов для впитывающих гигиенических изделий, способ включает:
первую стадию резки, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных листов; и
вторую стадию резки, в то время как листы транспортируются в одном направлении, для резки листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика, вторая стадия резки осуществляется посредством введения листов между режущим роликом, вращающимся вокруг оси, и опорным роликом,
обрезанные края листов, сформированные на второй стадии резки, находятся в незакрепленном состоянии, и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
3. Способ изготовления листовых элементов для впитывающих гигиенических изделий, способ включает:
первую стадию резки, в то время как непрерывный лист материала транспортируется в одном направлении, для резки листа материала в направлении транспортировки с помощью первого режущего механизма с получением множества непрерывных листов;
вторую стадию резки, в то время как листы транспортируются в одном направлении, для резки листов в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с помощью второго режущего механизма с получением множества листовых элементов; и
стадию транспортировки листовых элементов в потоке воздуха до заданной области накопления и накопление листовых элементов на ней, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика, вторая стадия резки осуществляется посредством введения листов между режущим роликом, вращающимся вокруг оси, и опорным роликом, и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
4. Способ изготовления листовых элементов по любому из пп. 1-3, где предусматривается механизм подачи, конфигурируемый для подачи листов от стороны выше по потоку до стороны ниже по потоку в направлении транспортировки, между первым режущим механизмом и вторым режущим механизмом, и механизм подачи регулирует скорость введения.
5. Способ изготовления листовых элементов по п. 4, где интервал вдоль пути транспортировки листа между режущей частью для листов во втором режущем механизме и частью в контакте с листами в механизме подачи короче, чем интервал вдоль пути транспортировки листа между частью в контакте и режущей частью для листа материала в первом режущем механизме.
6. Способ изготовления листовых элементов по п. 5, где отношение интервала вдоль пути транспортировки листа между режущей частью для листов во втором режущем механизме и частью в контакте с листами в механизме подачи к интервалу вдоль пути транспортировки листа между частью в контакте и режущей частью для листа материала в первом режущем механизме составляет 0,8 или меньше, в терминах отношения первого параметра ко второму.
7. Способ изготовления листовых элементов по п. 4, где механизм подачи содержит пару вращающихся роликов, предусмотренных напротив друг друга на пути транспортировки листа, и ролики конфигурируются для удерживания листов, введенных между роликами, и для подачи листов на сторону ниже по потоку в направлении транспортировки.
8. Способ изготовления листовых элементов по п. 4, где механизм подачи содержит пару вращающихся лент, предусмотренных напротив друг друга на пути транспортировки листа, и ленты конфигурируются для перемещения на определенное расстояние в том же направлении, что и листы, удерживая при этом листы, введенные между лентами, и для подачи листов на сторону ниже по потоку в направлении транспортировки.
9. Способ изготовления листовых элементов по п. 8, где пара вращающихся лент представляет собой бесконечные ленты, и они соединяют множество вращающихся роликов, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки вдоль пути транспортировки листа.
10. Способ изготовления листовых элементов по п. 4, где механизм подачи представляет собой вакуумный конвейер, содержащий вращающуюся ленту и аспиратор, конфигурируемый для адсорбции листов на вращающейся ленте, и лента конфигурируются для удерживания листов, введенных между лентами, и для подачи листов на сторону ниже по потоку в направлении транспортировки.
11. Способ изготовления листовых элементов по любому из пп. 1-3, дополнительно включающий, перед первой стадией резки, стадию регулировки натяжения для регулировки натяжения листа материала.
12. Способ изготовления листовых элементов по любому из пп. 1-3, где режущее лезвие на режущем ролике во втором режущем механизме имеет часть, простирающуюся в направлении, пересекающем направление оси режущего ролика.
13. Способ изготовления листовых элементов по любому из пп. 1-3, где отношение круговой скорости режущего ролика к скорости введения листов между режущим роликом и опорным роликом составляет 1,1 или больше и 4,0 или меньше, в смысле отношения круговой скорости к скорости введения.
14. Способ изготовления впитывающего элемента для впитывающих гигиенических изделий, содержащего множество листовых элементов, способ включает:
стадию транспортировки листовых элементов, полученных с помощью способа изготовления по любому из пп. 1-3 в потоке воздуха до заданной области накопления и накопления в ней листовых элементов.
15. Устройство для изготовления листовых элементов для впитывающих гигиенических изделий, устройство содержит:
первый режущий механизм, выполненный с возможностью, в то время как непрерывный лист материала транспортируется в одном направлении, резки листа материала в направлении транспортировки с получением множества непрерывных листов; и
второй режущий механизм, предусмотренный ниже по потоку после первого режущего механизма в направлении транспортировки и выполненный с возможностью резки листов, сформированных с помощью первого режущего механизма, в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика и конфигурируемый для резки листов, введенных между роликами, вращающимися вокруг осей, в направлении, пересекающемся с направлением транспортировки, и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
16. Устройство для изготовления листовых элементов для впитывающих гигиенических изделий, устройство содержит:
первый режущий механизм, выполненный с возможностью, в то время как непрерывный лист материала транспортируется в одном направлении, резки листа материала в направлении транспортировки с получением множества непрерывных листов; и
второй режущий механизм, предусмотренный ниже по потоку после первого режущего механизма в направлении транспортировки и выполненный с возможностью резки листов, сформированных с помощью первого режущего механизма, в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с получением множества листовых элементов, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной боковой поверхности, и опорный ролик, предусмотренный напротив режущего ролика и выполненный с возможностью резки листов, введенных между роликами, вращающимися вокруг осей, в направлении, пересекающемся с направлением транспортировки,
обрезанные края листов, сформированных с помощью резки, находятся в незакрепленном состоянии, и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
17. Устройство для изготовления листовых элементов для впитывающих гигиенических изделий, устройство содержит:
первый режущий механизм, выполненный с возможностью, в то время как непрерывный лист материала транспортируется в одном направлении, резки листов материала в направлении транспортировки с получением множества непрерывных листов;
второй режущий механизм, предусмотренный ниже по потоку после первого режущего механизма в направлении транспортировки и выполненный с возможностью резки листов, сформированных с помощью первого режущего механизма, в направлении, пересекающемся с направлением транспортировки, пересекающем направление транспортировки, с получением множества листовых элементов; и
механизм, выполненный с возможностью транспортировки листовых элементов в потоке воздуха до заданной области накопления и накопления листовых элементов на ней, где
второй режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика и выполненный с возможностью резки листов, введенных между роликами, вращающимися вокруг осей, в направлении, пересекающемся с направлением транспортировки, и
круговая скорость режущего ролика выше, чем скорость введения листов между режущим роликом и опорным роликом.
18. Устройство для изготовления листовых элементов по любому из пп. 15-17, дополнительно содержащее между первым режущим механизмом и вторым режущим механизмом механизм подачи, выполненный с возможностью подачи листов от стороны, выше по потоку до стороны, ниже по потоку в направлении транспортировки, механизм подачи регулирует скорость введения.
19. Устройство для изготовления листовых элементов по п. 18, где интервал вдоль пути транспортировки листа между режущей частью для листов во втором режущем механизме и частью в контакте с листами в механизме подачи короче, чем интервал вдоль пути транспортировки листа между частью в контакте и режущей частью для листов материала в первом режущем механизме.
20. Устройство для изготовления листовых элементов по п. 19, где отношение интервала вдоль пути транспортировки листа между режущей частью для листов во втором режущем механизме и частью в контакте с листами в механизме подачи к интервалу вдоль пути транспортировки листа между частью в контакте и режущей частью для листов материала в первом режущем механизме составляет 0,8 или меньше, в смысле отношения первого параметра ко второму.
21. Устройство для изготовления листовых элементов по п. 18, где механизм подачи содержит пару вращающихся роликов, предусмотренных напротив друг друга на пути транспортировки листа, и ролики выполнены с возможностью удерживания листов, введенных между роликами, и для подачи листов на сторону, ниже по потоку в направлении транспортировки.
22. Устройство для изготовления листовых элементов по п. 18, где механизм подачи содержит пару вращающихся лент, предусмотренных напротив друг друга на пути транспортировки листа, и ленты выполнены с возможностью перемещения на определенное расстояние в том же направлении, что и листы, удерживая при этом листы, введенные между лентами, и для подачи листов на сторону ниже по потоку в направлении транспортировки.
23. Устройство для изготовления листовых элементов по п. 22, где пара вращающихся лент представляет собой бесконечные ленты, и они соединяют множество вращающихся роликов, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки вдоль пути транспортировки листа.
24. Устройство для изготовления листовых элементов по п. 18, где механизм подачи представляет собой вакуумный конвейер, содержащий вращающуюся ленту и аспиратор, выполненный с возможностью адсорбции листов на вращающейся ленте.
25. Устройство для изготовления листовых элементов по любому из пп. 15-17, дополнительно содержащее на стороне выше по потоку от первого режущего механизма в направлении транспортировки механизм регулировки натяжения, конфигурируемый для регулировки натяжения листа материала.
26. Устройство для изготовления листовых элементов по п.25, где механизм регулировки натяжения содержит два фиксированных ролика, предусмотренных на некотором расстоянии друг от друга в направлении транспортировки, и плавающий ролик, предусмотренный между этими роликами.
27. Устройство для изготовления листовых элементов по любому из пп. 15-17, где режущее лезвие на режущем ролике во втором режущем механизме имеет часть, простирающуюся в направлении, пересекающем направление оси режущего ролика.
28. Устройство для изготовления листовых элементов по любому из пп. 15-27, где отношение круговой скорости режущего ролика к скорости введения листов между режущим роликом и опорным роликом составляет 1,1 или больше и 4,0 или меньше, в терминах отношения круговой скорости к скорости введения.
29. Устройство для изготовления листовых элементов по любому из пп. 15-17, где первый режущий механизм содержит режущий ролик, поддерживаемый с возможностью вращения вокруг оси и содержащий режущее лезвие на периферийной поверхности, и опорный ролик, предусмотренный напротив режущего ролика, и режущее лезвие первого режущего механизма проходит в направлении по окружности режущего ролика в первом режущем механизме и оно предусмотрено по всей длине в направлении по окружности на периферийной боковой поверхности режущего ролика.
30. Устройство для изготовления листовых элементов по любому из пп. 15-17, где режущее лезвие во втором режущем механизме проходит в направлении оси вращения режущего ролика во втором режущем механизме и оно предусмотрено на периферийной поверхности режущего ролика от центра в направлении оси вращения до краев в направлении оси вращения.
| WO 2013018547 A1, 07.02.2013 | |||
| US 2004216569 A1, 04.11.2004 | |||
| US 2012297946 A1, 29.11.2012 | |||
| WO 2008126708 A1, 23.10.2008 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2008 |
|
RU2458664C2 |

