Настоящее изобретение относится к объединенной панели соединенных между собой многослойных композитов, причем данная панель содержит первый многослойный композит и второй многослойный композит, в которой первый многослойный композит содержит уложенные первые металлические слои и, по меньшей мере, один фиброармированный слой адгезива, расположенный между соседними металлическими слоями из первых металлических слоев, в которой второй многослойный композит содержит уложенные вторые металлические слои и, по меньшей мере, один фиброармированный слой адгезива, расположенный между соседними металлическими слоями из вторых металлических слоев, причем из первых и вторых металлических слоев многослойных композитов, металлический слой, в свою очередь, образует внешний металлический слой, который задает внешнюю поверхность этого многослойного композита, и упомянутые внешние поверхности задают одну и ту же непрерывно и равномерно образованную поверхность панели, в которой из пары внешних металлических слоев, которые содержат первый внешний металлический слой первого многослойного композита и второй внешний слой металла второго многослойного композита, второй внешний металлический слой демонстрирует уступчатый участок кромки, который перекрывает соседний участок кромки первого внешнего металлического слоя, и который приклеен посредством адгезива к адгезионной поверхности участка кромки первого внешнего металлического слоя, причем данная адгезионная поверхность обращена от поверхности панели, в которой в местоположении перехода от внешней поверхности первого внешнего металлического слоя к внешней поверхности второго внешнего металлического слоя расположен наполнитель.
Такая панель волоконно-металлических многослойных композитов известна из WO-02/078,950-A1. Волоконно-металлический многослойный композит (ВММК) обладает повышенной стойкостью к износу, в частности, к распространению трещин, по сравнению со слоями металлов, таких как сплавы алюминия. Стойкость к повреждению является ключевой целью в авиакосмической промышленности. Однако, характеристики ВММК в таких структурах, как конструкции летательного аппарата, например, такие панели ВММК, как панели фюзеляжа из Glare® (стекловолоконного композита, расположенного между слоями алюминия), с соединениями внахлестку в соответствии с уровнем техники, как известно из WO-02/078.950-A1, могут быть дополнительно улучшены.
После изготовления панелей ВММК с соединениями внахлестку, для обработки внешней кромки необходимо провести множество дополнительных действий, вследствие чего достигается гладкая наружная часть, которая отвечает аэродинамическим и косметическим требованиям. Эти действия в первую очередь включают в себя последующую обработку самого внешнего наполнителя, который предпочтительно создан в качестве адгезива, выдавленного из места сращивания, при изготовлении панели. Это выдавливание адгезива является призмообразным и свободно протекает на внешней поверхности самолета. Является невыгодным, когда это призмообразное выдавливание адгезива после автоклавной обработки часто демонстрирует такие косметические искажения, как небольшие пузырьки воздуха, которые затем приходится дополнительно обрабатывать в качестве части производственного процесса, путем насекания отверстий, шлифования, очистки, заполнения адгезивом, отверждения в течение 24 часов, повторного шлифования и закрашивания. Это приводит к невыгодному удлинению процесса производства таких ВММК-панелей многослойного композита, с одной или несколькими местами сращивания, с точки зрения производственных действий и времени.
В местоположении самого внешнего места сращивания внахлестку, внешняя поверхность концевой области самого внешнего металлического слоя бывает свободной, и тонкая кромка самого внешнего металлического слоя приклеивается на стыкуемой кромке к соседнему самому внешнему призмообразному выдавленному адгезиву панели фюзеляжа самолета. Это адгезионное связывание впритык является неблагоприятным. С точки зрения конструкции, адгезионные сцепления в многослойных композитах ВММК хороши при противодействии сдвигающему усилию и менее хороши при противодействии силам растяжения. Однако, адгезионное сцепление прилегающей металлической кромки на призмообразно выдавленном адгезиве, подвергается воздействию сил растяжения, что является нежелательным. Из-за повторяющихся полетов самолета, циклические нагрузки возникают в форме тепловых воздействий (в диапазоне от -55°C до 100°C) и циклической механической нагрузки и деформации фюзеляжа (давления в кабине и изгибающих моментов). Из-за этих циклических нагрузок, самое внешнее выдавливание адгезива в местоположении алюминиевой кромки наиболее чувствительно к возникновению волосяных трещин (микротрещин). Если они возникают в окрашенной панели многослойного композита ВММК, то их можно увидеть на внешней поверхности самолета в виде косметических искажений в форме микротрещин в слое краски.
Кроме того, в известном месте сращивания внахлестку самое внешнее перекрытие металл-металл обеспечено нанесенным материалом адгезива (обеспеченным нейлоновым носителем), и самая внешняя призма из выдавленного адгезива содержит ненанесенный материал адгезива (без носителя), для предотвращения вытягивания нейлонового носителя из многослойного композита, при обработке призмообразного выдавленного адгезива. Поэтому, при условии, что нанесенный адгезив применяют в месте перекрытия между двумя металлическими слоями, для осаждения ненанесенного адгезива на соседнюю, самую внешнюю призму из выдавленного адгезива, необходим дополнительный этап производства.
Панель типа, описанного в преамбуле, также можно найти в книге: «Волоконно-металлические многослойные композиты, Введение» («Fibre Metal Laminates, Introduction»), под редакцией Ad Vlot и др., Kluwer, 2001 г., стр. 267-280, Глава 17: «Подробные принципы проектирования» («Detailed design concepts») под редакцией O.C. Van der Jagt и др.
Многослойные композиты ВММК изготавливают в виде сэндвичевых компонентов ненаправленного стекловолоконного препрега, адгезионных материалов и тонких металлических пластин, например, алюминиевых пластин, скомпонованных друг поверх друга путем укладки на пресс-форме. Стеклянный препрег представляет собой стекловолоконную рогожку, встроенную в матричный материал. Металлические пластины укладывают друг поверх друга, таким образом, чтобы они перекрывались в пресс-форме, с образованием мест сращивания внахлестку. После процесса укладки, пресс-форму с продуктом помещают в автоклав. После этого, продукт склеивают в автоклаве при высоком давлении и высокой температуре и дают ему отвердеть. В результате этого, продукт в виде многослойного композита показывается с гладкой поверхностью из пресс-формы, и он также образует внешнюю поверхность самолета.
Задачей изобретения является создание панели, которая не имеет вышеупомянутых недостатков. Эта задача достигается за счет создания панели, дополнительно содержащей слой плакировки, причем данный слой плакировки содержит, по меньшей мере, один слой волокнистого материала, который простирается по поверхности наполнителя и соседних областей внешней поверхности внешних металлических слоев, расположенных на противоположных сторонах наполнителя, и который приклеивается к областям внешней поверхности, и внешняя сторона слоя плакировки образуется из слоя адгезива или волокнистого слоя, встроенного в материал адгезива.
Это имеет такое преимущество, что самый внешний призмообразный выдавленный адгезив в месте сращивания внахлестку самых внешних алюминиевых слоев можно эффективно покрывать локальной плакировкой, которая может состоять, например, из слоя адгезива и встроенных в него сшивающих стекловолокон. Это покрытие предотвращает возникновение таких косметических искажений, как небольшие пузырьки воздуха, возникающих в ходе автоклавной обработки, которые находятся в зоне прямой видимости, и по этой причине их приходится подвергать дополнительной обработке. В результате, можно обойтись без таких этапов дополнительной обработки, как насекание отверстий, шлифование, очистка, заполнение адгезивом, двадцатичетырехчасовое отверждение, повторное шлифование и закрашивание, что приводит к более эффективному процессу производства.
Кроме того, сшивание самых внешних слоев волокнистого материала используют в качестве связывания сил натяжения от области кромки самого внешнего металлического слоя из самого внешнего места сращивания внахлестку, до наполнителя или призмообразно выдавленного адгезива, и до соседней области самого внутреннего металлического слоя самого внешнего места сращивания внахлестку, за счет чего силы натяжения задолго до и значительно дальше этого место сращивания внахлестку могут постепенно возрастать и спадать.
Продукт в виде многослойного композита, таким образом, находится в месте, где он в течение длительного периода времени поглощает такие циклические нагрузки, как, например, нагрузки при использовании многослойного композита в виде панели стенки самолета, в которой, из-за повторяющихся полетов возникают циклические тепловые воздействия (протекающие в диапазоне от -55°C до 100°C) и циклическая механическая нагрузка, а также деформация фюзеляжа (давление в кабине и изгибающие моменты). Продукт в виде многослойного композита в соответствии с изобретением может выдерживать эти циклические нагрузки в течение более длительного периода времени и очень часто без возникновения микротрещин. Панель со сшивающими стекловолокнами на самом внешнем месте сращивания внахлестку, таким образом, выдерживают большее количество полетных циклов, чем панель согласно уровню техники.
Дополнительным преимуществом является то, что настоящий нанесенный материал адгезива может быть использован для самой внешней призмы выдавленного адгезива, при условии, что слой плакировки эффективно защищает эту призму выдавленного адгезива от потери нейлонного носителя, при обработке призмы выдавленного адгезива. Поэтому, для формирования, как склеенного самого внешнего перекрытия металл-металл и самой внешней призмы выдавленного адгезива, необходима только одна-единственная полоса нанесенного адгезионного материала, которая покрывает как перекрытие, так и призму. Это приводит к экономии производственных расходов, поскольку больше не требуется никакого ненанесенного адгезива.
Область места сращивания внахлестку, обшитая стеклянным препрегом и материалом адгезива, дополнительно гарантирует, что влага и химикаты извне не смогут проникнуть в самолет вдоль самого внешнего выдавливания адгезива и не смогут проникнуть в шов из адгезива в самом внешнем месте перекрытия со сращиванием внахлестку.
В US2008/0006741 раскрыта дополнительная панель. Упомянутая панель согласно уровню техники относится к панели обшивки для фюзеляжа самолета, причем данная панель состоит из множества перекрывающихся металлических слоев, которые приклеены друг к другу через фиброармированные слои адгезива, образующие области ступенчатого соединения, которые ориентированы в периферийном направлении. Металлическая полоса покрывает упомянутую область ступенчатого соединения на внешней поверхности панели. Переход между этой внешней металлической полосой и соседними областями внешней поверхности ступенчатой области не является гладким, но зато обладает обрывистым характером. Это находится в противоречии с обеспечением конструкции самолета, которая отвечает аэродинамическим и косметическим требованиям, которые рассматривались ранее.
Согласно изобретению слой плакировки ограничен областью, заданной наполнителем и соседними областями внешней поверхности внешних металлических слоев, при сохранении свободными остальных областей упомянутых внешних металлических слоев. Упомянутые остальные области больше, например, по меньшей мере, на один порядок величины, чем область, покрытая слоем плакировки.
По меньшей мере, один слой волокнистого материала слоя плакировки может содержать волокна, встроенные в материал адгезива. Слой плакировки может задавать внешнюю поверхность слоя плакировки, а упомянутая внешняя поверхность слоя плакировки может задавать поверхность панели.
В частности, внешняя поверхность, заданная слоем плакировки, может совпадать с поверхностью панели. Слой плакировки, кроме того, также может быть приклеен к наполнителю. Является предпочтительным, чтобы первый и второй многослойные композиты были уступчатыми вовнутрь в местоположении слоя плакировки. Таким образом, поддерживается гладкий контур внешней панели, непрерывный с точки зрения аэродинамики.
Слой волокнистого материала может содержать волокнистый слой, такой как стекловолоконный слой, который встроен в материал адгезива. Этот встроенный волокнистый слой может образовывать внешнюю часть. Это означает, что материал адгезива встроенного волокнистого слоя может образовывать внешнюю часть слоя плакировки. Кроме того, в этом варианте воплощения волокна волокнистого слоя могут присутствовать на, могут быть связаны и/или могут быть касательными к внешней поверхности, таким образом, формируя и задавая внешнюю поверхность слоя плакировки, наряду с материалом адгезива встроенного волокнистого слоя. Согласно еще одному варианту внешняя часть слоя плакировки может быть в качестве альтернативы образована слоем адгезива. Кроме того, слой плакировки может содержать несколько слоев волокнистого материала, которые приклеены друг к другу. В этом случае, это является предпочтительным, при условии, что более внешний слой волокнистого материала, если смотреть вдоль внешней поверхности, простирается относительно более внутреннего слоя волокнистого материала. В этом случае, для поддержания гладкого внешнего контура панели многослойные композиты могут быть расположены уступчатым образом вдоль первого расстояния в местоположении более внешнего простирающегося слоя волокнистого материала, и могут быть расположены уступчатым образом вдоль второго расстояния в местоположении более внутреннего слоя волокнистого материала.
Является предпочтительным, чтобы направление волокна слоя (слоев) волокнистого материала было ориентировано поперечно относительно кромки участка кромки первого внешнего металлического слоя. Кроме того, фиброармированный слой адгезива может содержать волокна, которые ориентированы поперечно относительно кромки участка кромки первого внешнего металлического слоя. В дополнение, может быть обеспечен дополнительный фиброармированный слой адгезива, который содержит волокна, которые ориентированы в том же направлении, что и кромка участка кромки первого внешнего металлического слоя. Как было упомянуто, волокна фиброармированного слоя (слоев) адгезива адгезива и/или волокна слоя (слоев) волокнистого материала могут содержать стекловолокна. В частности, слой (слои) волокнистого материала могут содержать препрег ненаправленных волокон, которые встроены в матричный материал. Фиброармированный слой (слои) адгезива могут непрерывно простираться от первого многослойного композита до второго многослойного композита.
Адгезив между участками кромок взаимно перекрывающихся металлических слоев может содержать нанесенный адгезив, такой как рогожка, которая встроена в клей. Таким образом, наполнитель между обоими внешними металлическими слоями может состоять из клея. В этом случае, как было упомянуто, наполнитель может быть призмообразным, таким как призма с треугольным поперечным сечением, разграниченным наклонной стороной уступчатой области кромки уступчатого второго внешнего металлического слоя, стыкуемой кромкой первого внешнего металлического слоя и поверхностью наполнителя, которая покрыта слоем плакировки. Наполнитель может быть образован за счет выдавливания адгезива между взаимно перекрывающимися участками кромок внешних металлических слоев.
Изобретение также относится к способу для изготовления панели, содержащему этапы:
- создания пресс-формы, у которой формовочная поверхность проявляет форму внешней поверхности изготавливаемой панели,
- помещения первого металлического слоя, который демонстрирует участок кромки, на формовочную поверхность,
- помещения второго металлического слоя, который демонстрирует участок кромки, на формовочную поверхность, таким образом, чтобы участок кромки второго металлического слоя перерывал участок кромки первого металлического слоя, в котором обеспечен адгезив между перекрывающимися участками кромок,
- помещения, по меньшей мере, одного волокнистого слоя, встроенного в адгезив или препрег, на металлические слои,
- помещение дополнительного металлического слоя, по меньшей мере, на один волокнистый слой, встроенный в адгезив,
- любое повторение этапов помещения волокнистого слоя, встроенного в адгезив, на предварительно размещенный металлический слой и волокнистый слой, и помещения дополнительного металлического слоя на волокнистый слой,
- покрытия сформированной указанным образом упаковки из металлических слоев и волокнистых слоев, встроенных в адгезив, воздухонепроницаемой пленкой,
- укупоривания пленки, нанесенной вокруг упаковки, относительно пресс-формы,
- извлечения газов из пространства, образованного между пленкой и пресс-формой, и создания, таким образом, давления, действующего на упаковку,
- уплотнения упаковки путем помещения упаковки в условия при повышенном давлении и нагреве,
- под действием давления и нагрева, - формирования выступа в металлическом слое каждой пары взаимно перекрывающихся металлических слоев, и
- под действием давления и нагрева, - формирования поверхности, ориентированной к формовочной поверхности упаковки, в соответствии с формой формовочной поверхности.
Такой способ известен. Для получения панели в соответствии с изобретением, способ содержит дополнительные этапы:
- перед помещением первой пары взаимно перекрывающихся металлических слоев на формовочную поверхность, - помещения на формовочную поверхность слоя плакировки, содержащего, по меньшей мере, один слой волокнистого материала,
- затем осуществляют помещение первой пары взаимно перекрывающихся металлических слоев таким образом, чтобы их соседние области внешней поверхности, которые расположены на противоположных сторонах перехода между этими металлическими слоями, находились в контакте со слоем плакировки,
- адгезионного связывания под действием давления и нагрева в ходе этапа уплотнения слоя плакировки с этими соседними области внешней поверхности первой пары взаимно перекрывающихся металлических слоев.
Кроме того, способ может содержать отгибание кромок упаковок металлических слоев и волокнистых слоев, встроенных в адгезив, под действием давления и нагрева, в местоположении слоя плакировки, таким образом, чтобы был обеспечен гладкий внешний контур панели.
Способ может также содержать этапы:
- выдавливания наружу, под действием давления и нагрева, по меньшей мере, части адгезива между перекрывающимися областями кромок,
- формирования адгезионного наполнителя из адгезива, выдавленного в пространство, разграниченное наклонной стороной уступчатой области кромки уступчатого второго металлического слоя, стыкуемой кромкой первого металлического слоя и слоем плакировки.
Слой плакировки может быть образован, по меньшей мере, из одного волокнистого слоя, встроенного в адгезив или препрег, который помещен непосредственно на формовочную поверхность. В качестве дополнительной возможности, способ может содержать формирование слоя плакировки, по меньшей мере, из одного слоя адгезива, который помещен непосредственно на формовочную поверхность, и, по меньшей мере, одного волокнистого слоя, встроенного в адгезив или препрег, который помещен на слой адгезива.
В дальнейшем, изобретение будет более подробно разъяснено с использованием Фигур.
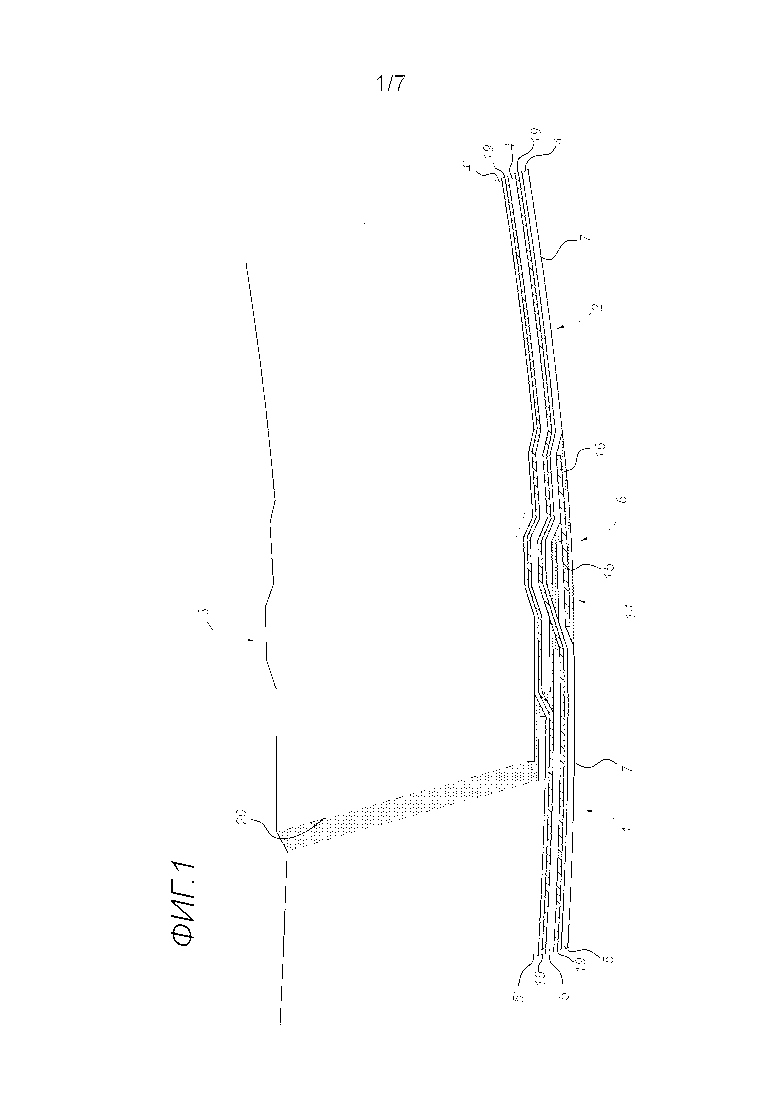
Фиг. 1 показывает поперечный разрез и перспективное изображение внутренней части искривленной панели с местом сращивания внахлестку, такой как для фюзеляжа самолета.
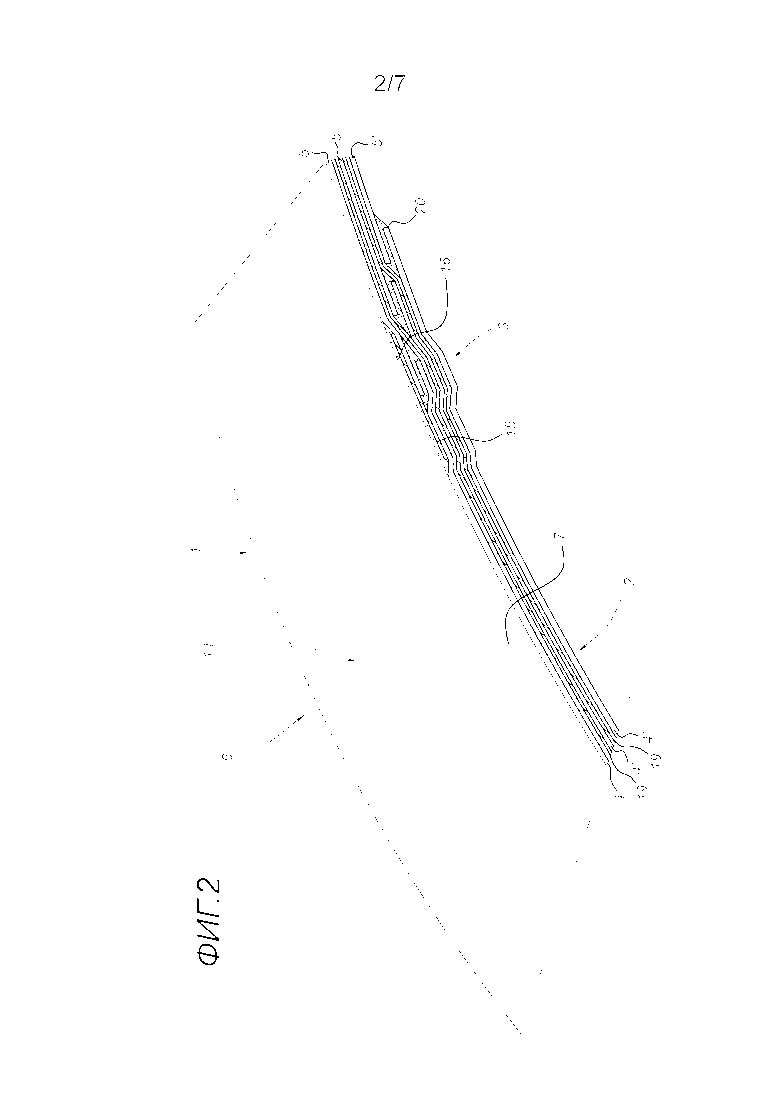
Фиг. 2 показывает внешнюю часть панели в соответствии с Фиг. 1.
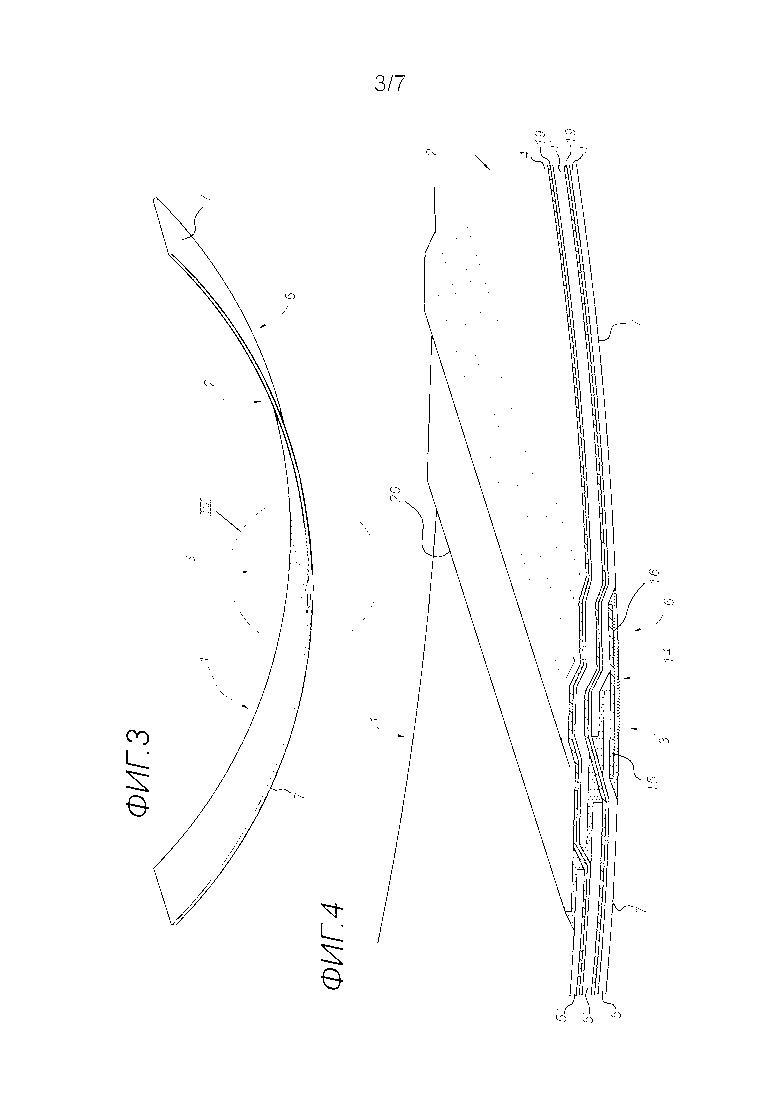
Фиг. 3 дополнительно показывает вид места сращивания внахлестку панели в соответствии с Фиг. 1 и Фиг. 2.
Фиг. 4 показывает более подробно место сращивания внахлестку в соответствии с позицией IV на Фиг. 3.
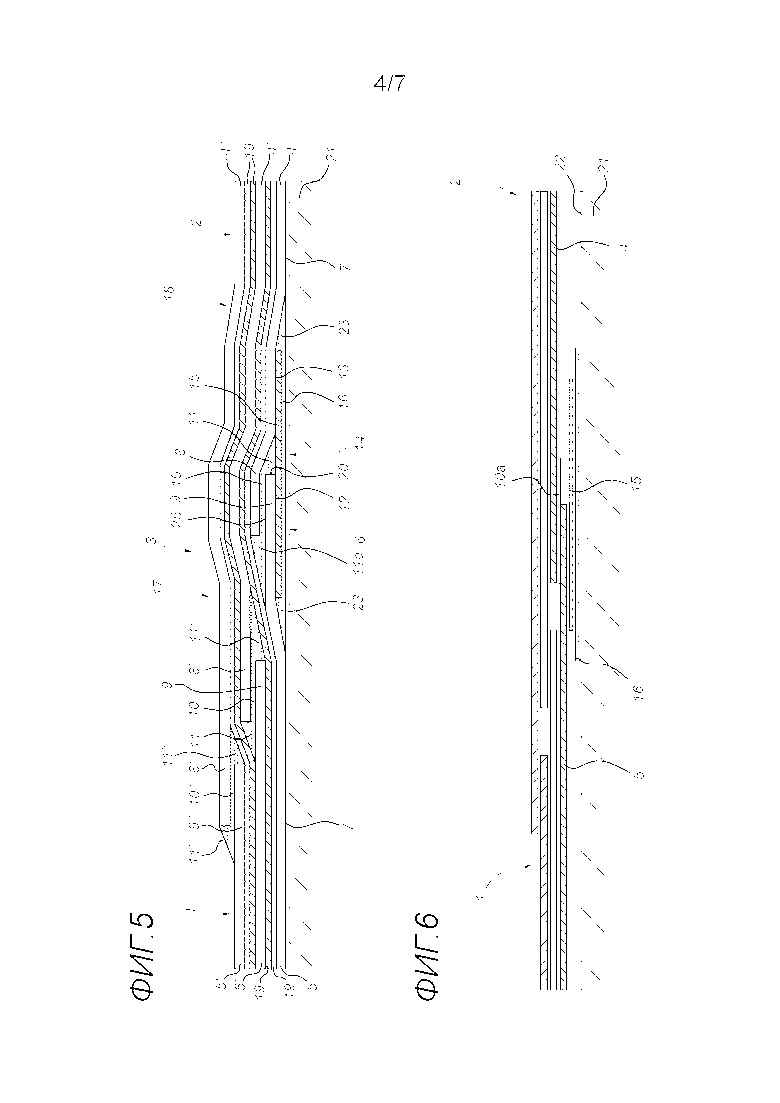
Фиг. 5 подробно показывает место сращивания внахлестку в соответствии с Фиг. 1-4 в более крупном масштабе и в поперечном разрезе.
Фиг. 6 показывает укладку слоев на пресс-форму в ходе изготовления панели в соответствии с Фиг. 1-5.
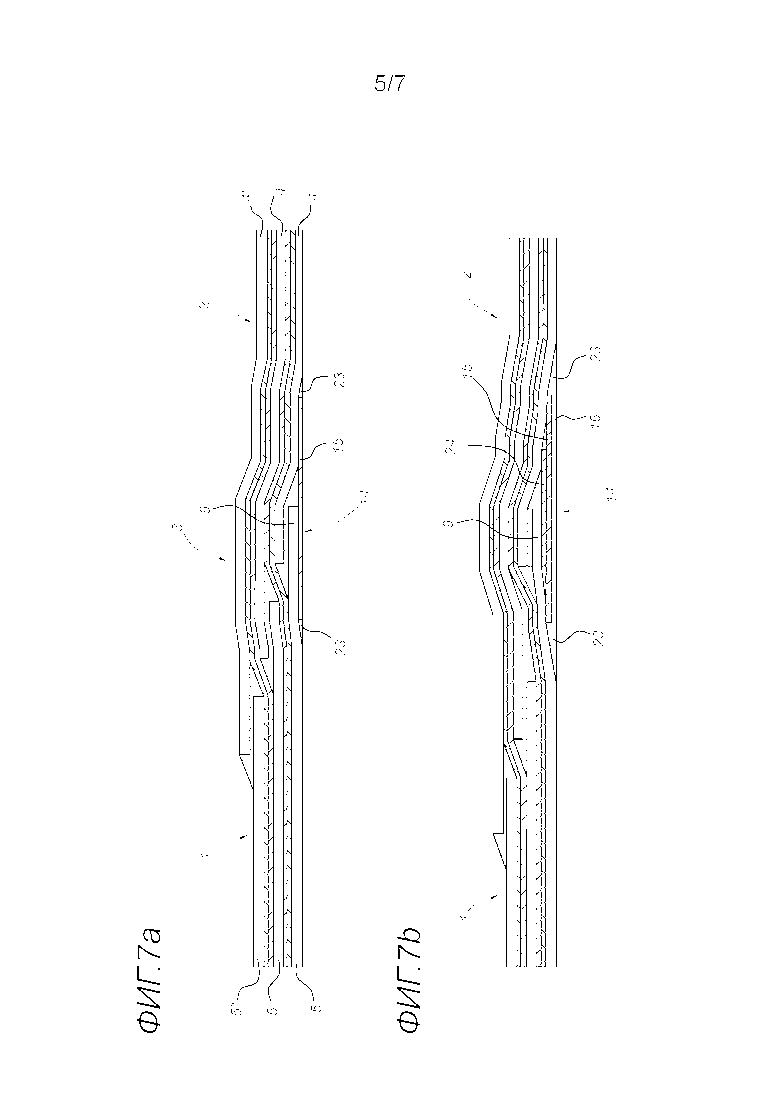
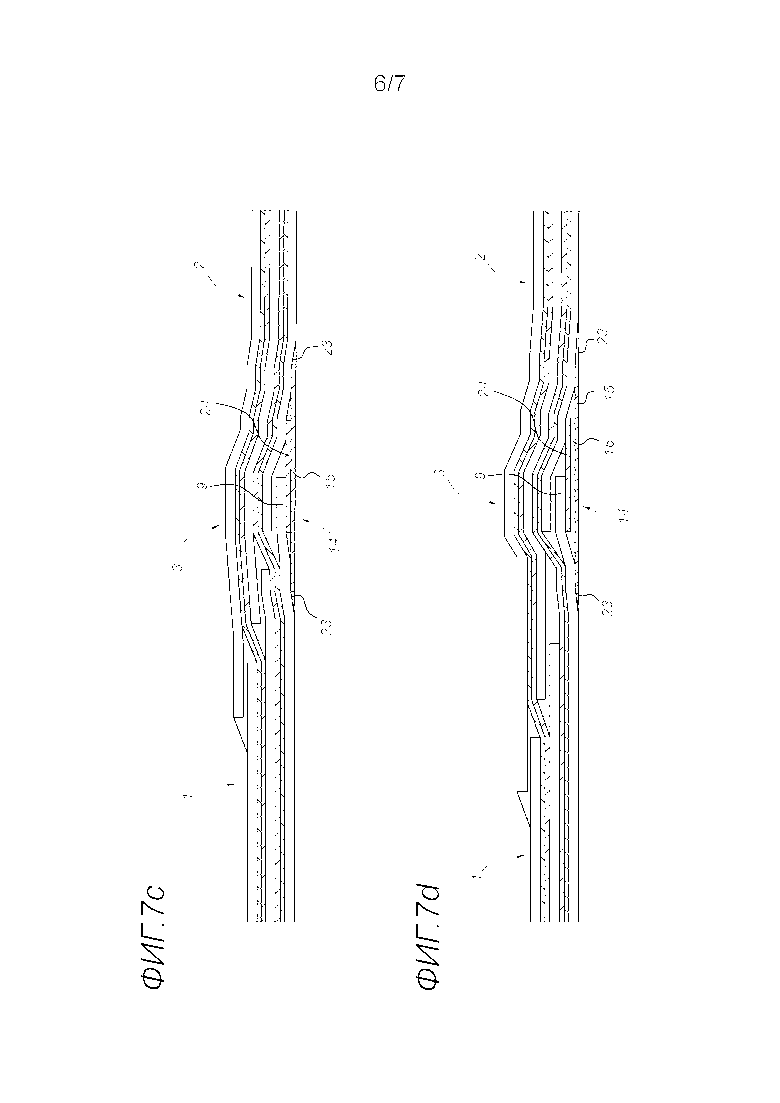
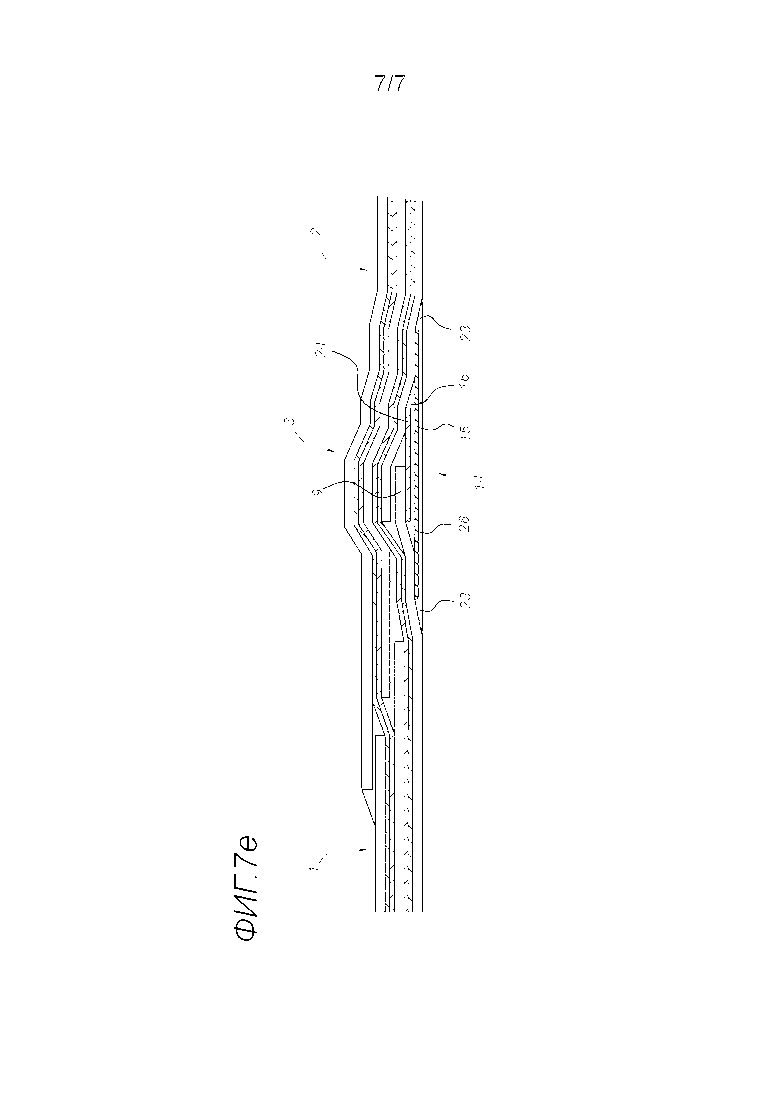
Фиг. 7a-e показывают дополнительные варианты места сращивания внахлестку на поперечном разрезе.
Панель, показанная на Фиг. 1-4, состоит из первого многослойного композита 1 и второго многослойного композита 2, которые соединены между собой местом сращивания внахлестку, обозначены позицией 3 как одно целое. Первый 1 многослойный композит в показанном примере состоит из трех металлических слоев 5, 5', 5'', а второй 2 многослойный композит - из трех металлических слоев 4, 4', 4'', а фиброармированные слои 19 адгезива расположены между ними. В показанном иллюстративном примере каждый из обоих фиброармированных слоев 19 адгезива состоит из двух слоев волокнистого материала, встроенного в адгезив или препреги 19. Ориентация волокон в этих препрегах 19 различается, и является предпочтительным, чтобы один препрег был ориентирован параллельно кромкам 20 на концах металлических слоев 4, 4', 4'' и 5, 5', 5'', тогда как ориентация волокон в другом препреге может быть перпендикулярной к этим кромкам 20. Металлические слои 4, 4', 4'' и 5, 5', 5ʺ прерываются в месте сращивания внахлестку и взаимно перекрываются, как разъяснено ниже, тогда как фиброармированные слои 19 адгезива простираются непрерывно через место сращивания внахлестку от одного многослойного композита 1 к и в другой многослойный композит 2. При использовании панели, на внешней стороне непрерывная и однородно образованная поверхность 6 панели задана внешней поверхностью 7 пары металлических слоев 4, 5. Поскольку эти металлические слои 4, 5 расположены на внешней части панели, они также обозначены как внешние 4, 5 металлические слои.
На увеличенном поперечном разрезе по Фиг. 5 видно, что один из внешних металлических слоев 4 имеет уступчатый участок 8 кромки, который перерывает соседний участок 9 кромки другого внешнего металлического слоя 5, и который приклеен слоем 10 адгезива к адгезионной поверхности 25 этого другого участка 9 кромки. Пары расположенный металлических слоев 4', 4'' и 5', 5ʺ, расположенные в более внутреннем положении, также приклеены друг к другу в местоположении перекрытия уступчатых участков 8', 8'' кромок и прямых участков 9', 9'' кромок и соединены там между собой слоями 10', 10'' адгезива. Во всех этих соединениях, при изготовлении панели образуется то, что называют призмами адгезива или наполнителями 11, 11a, 11', 11''. Эти призмы 11, 11a, 11', 11'' адгезива возникают из-за выдавливания слоев 10, 10', 10ʺ адгезива между взаимно перекрывающимися участками 8, 9, 8', 9', 8ʺ, 9ʺ кромок, под действием нагрева и давления, и, таким образом, они имеют заполненные треугольные призмообразные области (треугольные в поперечном сечении на Фиг. 5) на переходах между взаимно перекрывающимися металлическими слоями.
На практике получается, что самая внешняя призма 11 адгезива, которая расположена между внешними 4, 5 металлическими слоями, может привести к росту таких косметических искажений, как включения воздуха, трещины, и аналогичные. В частности, они могут возникнуть на стыкуемой кромке 20 прямого участка 9 кромки металлического слоя 5 первого 1 многослойного композита. С целью противодействия таким дефектам, применяют плакирование 14 поверх областей 12, 13 поверхности внешних металлических слоев 5, 4 обоих многослойных композитов 1, 2. Эти области 12, 13 внешней поверхности расположены на противоположных сторонах и непосредственно прилегают к самой внешней призме 11 адгезива. В иллюстративном примере по Фиг. 5, плакировка 14 состоит из слоя волокнистого материала, встроенного в адгезив (фиброармированного слоя адгезива) или препрег 15 и слоя адгезива 16, простирающегося поверх внешней части. Является предпочтительным, чтобы ориентация волокон в таком препреге 15 была перпендикулярной к кромке 20. Внешняя поверхность этого слоя адгезива 16 совпадает в конечной панели с контуром поверхности 6 панели. Данный препрег 15 и слой 16 адгезива в ходе изготовления панели демонстрируют небольшую, еле заметную толщину, причем в многослойных композитах 1, 2 появляются, соответственно, выступы 17 или 18. Таким образом, на оконечностях плакировки 14 также образуются крошечные призмы 23 адгезива.
Как уже было упомянуто, различные выступы в панели, описанной выше, достигаются путем придания им формы при условиях нагрева и давления на пресс-форме. Как показано на Фиг. 5 и Фиг. 6, при изготовлении панели, используют пресс-форму 21 с желаемой формовочной поверхностью 22. На этой формовочной поверхности 22 осаждают и укладывают различные слои панели, описанные выше. В этом контексте, в качестве первой стадии, заготовку 16' слоя 16 адгезива осаждают в твердой форме на поверхность 22. Затем, поверх него помещают заготовку 15' фиброармированного слоя 15 адгезива (препрег) 15; эти заготовки 15', 16' будут, в конце концов, после изготовления панели, образовывать твердый слой 16 адгезива и фиброармированный слой 15 адгезива плакировки 14. После этого, внешний металлический слой 5 первого 1 многослойного композита укладывают поверх левого участка заготовок 15', 16'. Поверх них укладывают заготовку 10a слоя 10 адгезива. This заготовка 10a может, например, содержать рогожку, которая встроена в клей.
Поверх заготовки 10a слоя адгезива 10 укладывают внешний металлический слой 4 второго 2 многослойного композита, после которого друг за другом размещают дополнительные металлические слои и фиброармированные слои адгезива. Все эти слои исходно бывают еще плоскими. Эту упаковку затем помещают под воздухонепроницаемую пленку, которую укупоривают относительно пресс-формы 21, и всю упаковку подвергают воздействию давлением путем вакуумной экстракции и одновременно нагрева (в автоклаве). Таким образом, слои в упаковке подвергают жесткому адгезионному связыванию друг с другом, а различные выступы ориентируют, как показано на Фиг. 5. Этот способ получения выступов также называют технологией самоформирования. Обработка повышенным давлением и нагревом дополнительно заставляет препрег 15 на обоих концах прилипать по определенной длине к металлическим слоям 4, 5, вследствие чего достигается соединение, работающее на сдвиг. Тогда панель становится завершенной.
Вариант по Фиг. 5 составляет лишь один из многих возможных вариантов воплощения панели в соответствии с изобретением. Дополнительно возможные варианты воплощения, но не исчерпывающие, показаны на Фиг. 7a-e. В варианте по Фиг. 7a, плакировка 14 состоит только из препрега 15, без находящегося под ним (на поверхности панели) слоя 16 адгезива согласно варианту по Фиг. 5. Адгезив препрега 15 плавится в ходе процесса изготовления, вследствие чего достигается адгезия, и на концах возникают призмы 23 адгезива. Даже в этом случае, соединение, работающее на сдвиг, достигается за счет препрега 15, склеивающегося по определенной длине со слоями 4, 5 материала.
Вариант по Фиг. 7b демонстрирует плакировку 14, изготовленную, прежде всего из самого внешнего слоя 16 адгезива, затем, относительно длинный препрег 15, а на нем - относительно короткий препрег 24. В результате, в панели по направлению к середине мест 3 сращивания внахлестку достигается постепенное увеличение выступов. Также два соединения, работающие на сдвиг, достигаются путем укладки препрегов 15, 24 на металлические слои 4, 5.
Вариант по Фиг. 7c также показывает относительно длинный препрег 15 и относительно короткий препрег 24, которые лежат непосредственно друг поверх друга, без размещения слоя адгезива между ними, однако, и без самого внешнего слоя адгезива под ними (на поверхности панели), как на Фиг. 7b. Также, в этом примере по направлению к середине мест 3 сращивания внахлестку достигается постепенное увеличение выступов в панели, а также получаются два соединения, работающие на сдвиг.
Вариант of Фиг. 7d демонстрирует плакировку 14, состоящую из относительно длинного препрега 15, затем - слой 16 адгезива, а на нем - относительно короткий препрег 24. Это также приводит к образованию выступов в конечной панели, которые постепенно увеличиваются в размере по направлению к середине мест 3 сращивания внахлестку, и двух соединений, работающих на сдвиг.
В соответствии с последним вариантом по Фиг. 7e (относительно варианта по Фиг. 7d) под относительно длинный препрег 16 может быть добавлен другой дополнительный самый внешний слой 26 адгезива, как показано на Фиг. 7e.
Изобретение также может быть применено с одними и теми же техническими преимуществами в панелях многослойного композита, в которых самые внешние металлические слои 4, 5 прерываются в месте 3 сращивания внахлестку и приклеиваются при перекрывании друг другом, при образовании самой внешней призмы 11 адгезива, и в которых один или более других металлических слоев 4', 5' и/или 4ʺ, 5ʺ прерываются в месте 3 сращивания внахлестку, а без перекрывания адгезив переходит друг в друга, и образуется один непрерывный металлический слой.
Список номеров ссылок
1 - первый многослойный композит
2 - второй многослойный композит
3 - место сращивания внахлестку
4, 4', 4ʺ - металлический слой
5, 5', 5ʺ - металлический слой
6 - поверхность панели
7 - внешняя поверхность
8, 8', 8ʺ - уступчатый участок кромки
9, 9', 9ʺ - участок кромки
10, 10', 10ʺ - адгезив, слой адгезива
10a - заготовка адгезива, заготовка слоя адгезива
11 - наполнитель или (самая внешняя) призма адгезива
11a, 11', 11ʺ - наполнитель или призма адгезива
12, 13 - область внешней поверхности
14 - плакировка, слой плакировки
15 - фиброармированный слой адгезива (препрег)
15' - заготовка фиброармированного слоя адгезива (препрег)
16 - слой адгезива
16' - заготовка слоя адгезива
17, 18 - выступ
19 - препрег, фиброармированный слой адгезива
20 - кромка металлического слоя
21 - пресс-форма
22 - формовочная поверхность
23 - призма адгезива
24 - препрег
25 - адгезионная поверхность
26 - слой адгезива
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОНСТРУКЦИИ И ПОДЛОЖКИ ДЛЯ ПЕЧАТНЫХ ПЛАТ НА ЕЕ ОСНОВЕ | 1995 |
|
RU2139792C1 |
| ТОНКОСЛОЙНЫЕ ЛАМИНАТЫ | 2005 |
|
RU2420407C2 |
| ПРОВОДЯЩИЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2605131C1 |
| ПОВЕРХНОСТНАЯ ПЛЕНКА ДЛЯ КОМПОЗИТНЫХ СТРУКТУР И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2608400C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ТЕКСТИЛЕЙ (ВОЛОКНО-НАНОВОЛОКНО) ПРИ ИСПОЛЬЗОВАНИИ ЭФФЕКТИВНЫХ СВЯЗЕЙ ВОЛОКНА С НАНОВОЛОКНОМ, ВКЛЮЧАЮЩИЙ НОВЫЕ ДЕЙСТВЕННЫЕ МЕХАНИЗМЫ ПЕРЕДАЧИ НАГРУЗКИ | 2017 |
|
RU2725456C1 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2009 |
|
RU2496645C2 |
Изобретение относится к области получения волоконно-металлических композитов и касается панели самолета, изготовленной из многослойных композитов, и способа ее изготовления. Соединенные между собой многослойные композиты содержат уложенные первые и вторые металлические слои и фиброармированные слои адгезива между соседними металлическими слоями. В местоположении перехода от внешней поверхности первого внешнего металлического слоя к внешней поверхности второго внешнего металлического слоя расположен наполнитель. Панель дополнительно содержит слой плакировки, который содержит, по меньшей мере, один слой волокнистого материала, который простирается по поверхности наполнителя и соседних областей внешней поверхности внешних металлических слоев, расположенных на противоположных сторонах, и который приклеивается к областям внешней поверхности. Изобретение обеспечивает повышение эффективности изготовления панели самолета. 2 н. и 23 з.п. ф-лы, 11 ил.
1. Объединенная панель самолёта, изготовленная из соединенных между собой многослойных композитов, при этом панель содержит первый (1) многослойный композит и второй (2) многослойный композит, в которой первый (1) многослойный композит содержит уложенные первые (5, 5', 5ʺ) металлические слои и, по меньшей мере, один фиброармированный слой (19) адгезива между соседними металлическими слоями первых (5, 5', 5ʺ) металлических слоев, при этом второй (2) многослойный композит содержит уложенные вторые (4, 4', 4ʺ) металлические слои и, по меньшей мере, один фиброармированный слой (19) адгезива между соседними металлическими слоями вторых (4, 4', 4ʺ) металлических слоев, причем из первых и вторых металлических слоев металлический слой образует, в свою очередь, внешний (5, 4) металлический слой, который определяет внешнюю (7) поверхность этого многослойного композита, а упомянутые внешние поверхности ограничивают одну и ту же непрерывно и однородно образованную поверхность (6) панели, причем из одной пары внешних металлических слоев, которые содержат первый (5) внешний металлический слой первого (1) многослойного композита и второй (4) внешний металлический слой второго (2) многослойного композита, второй (4) внешний металлический слой содержит уступчатую (8) часть кромки, которая перекрывается с соседней частью (9) кромки первого (5) внешнего металлического слоя и которая приклеена к адгезионной поверхности (25) части (9) кромки первого (5) внешнего металлического слоя посредством адгезива (10), причем данная адгезионная поверхность (25) обращена от поверхности (6) панели, причем в местоположении перехода от внешней (7) поверхности первого (5) внешнего металлического слоя к внешней (7) поверхности второго (4) внешнего металлического слоя находится наполнитель (11),
отличающаяся тем, что панель дополнительно содержит слой (14) плакировки, причем данный слой плакировки содержит, по меньшей мере, один слой (15, 24) волокнистого материала, простирающийся по поверхности наполнителя (11) и соседним областям (12, 13) внешней поверхности внешних металлических слоев (5, 4), расположенных на противоположных сторонах наполнителя (11), и приклеивающийся к областям (12, 13) внешней поверхности, при этом внешняя сторона слоя (14) плакировки образована слоем (16) адгезива или волокнистым слоем, встроенным в материал адгезива.
2. Панель по п. 1, в которой, по меньшей мере, один слой (15, 24) волокнистого материала содержит волокна, встроенные в материал адгезива.
3. Панель по п. 1 или 2, в которой слой (14) плакировки задает внешнюю поверхность слоя (14) плакировки, а упомянутая внешняя поверхность слоя (14) плакировки задает поверхность (6) панели.
4. Панель по любому из предыдущих пунктов, в которой внешняя поверхность, заданная слоем (14) плакировки, совпадает с поверхностью (6) панели.
5. Панель по любому из предыдущих пунктов, в котором слой (14) плакировки приклеен к наполнителю (11).
6. Панель по любому из предыдущих пунктов, в которой первый и второй многослойные композиты (1, 2) являются уступчатыми в местоположении слоя (14) плакировки.
7. Панель по любому из предыдущих пунктов, в которой слой (15, 24) волокнистого материала содержит волокнистый слой, такой как стекловолоконный слой, который встроен в материал адгезива.
8. Панель по любому из предыдущих пунктов, в которой слой (14) плакировки содержит несколько слоев волокнистого материала (15, 24), которые приклеены друг к другу.
9. Панель по п. 8, в которой более внешний слой волокнистого материала (15), если смотреть вдоль внешней поверхности, простирается относительно более внутреннего слоя волокнистого материала (24).
10. Панель по п. 9, отличающаяся тем, что многослойные композиты (1, 2) являются уступчатыми вдоль первого расстояния в местоположении более внешнего простирающегося слоя волокнистого материала (15) и уступчатыми вдоль второго расстояния в местоположении более внутреннего слоя волокнистого материала (24).
11. Панель по любому из предыдущих пунктов, в которой направление волокна слоя (слоев) волокнистого материала (15, 24) ориентировано поперечно относительно кромки (20) части (9) кромки первого (5) внешнего металлического слоя.
12. Панель по любому из предыдущих пунктов, в которой фиброармированный слой (19) адгезива содержит волокна, которые ориентированы поперечно относительно кромки (20) части (9) кромки первого (5) внешнего металлического слоя.
13. Панель по любому из предыдущих пунктов, в которой фиброармированный слой (19) адгезива содержит волокна, которые ориентированы в том же направлении, что и кромки (20) части (9) кромки первого (5) внешнего металлического слоя.
14. Панель по любому из предыдущих пунктов, в которой волокна фиброармированного слоя (слоев) адгезива (19) и/или волокна слоя (слоев) волокнистого материала (15, 24) содержат стекловолокна.
15. Панель по п. 14, в которой слой (слои) волокнистого материала (15, 24) образован из препрега ненаправленных волокон, которые встроены в матричный материал.
16. Панель по любому из предыдущих пунктов, в которой между взаимно перекрывающимися частями (8, 9) кромок металлических слоев (4, 5) адгезива (10) содержится нанесенный материал адгезива, такой как рогожка, внедренная в клей.
17. Панель по любому из предыдущих пунктов, в которой наполнитель (11) состоит из клея между обоими внешними металлическими слоями (4, 5).
18. Панель по любому из предыдущих пунктов, в которой наполнитель (11) является призмообразным, таким как призма с треугольным поперечным сечением, разграниченным наклонной стороной уступчатой (8) области кромки уступчатого второго (4) внешнего металлического слоя, стыкуемой кромкой (20) первого (5) внешнего металлического слоя и поверхностью наполнителя (11), которая покрыта слоем (14) плакировки.
19. Панель по любому из предыдущих пунктов, в которой наполнитель (11) образован в виде адгезива, выдавленного между взаимно перекрывающимися частями (8, 9) кромок слоев (4, 5) внешнего материала.
20. Панель по любому из предыдущих пунктов, в которой фиброармированный слой (слои) адгезива (19) непрерывно простирается (простираются) из первого (1) многослойного композита во второй (2) многослойный композит.
21. Способ изготовления панели самолёта, содержащий этапы, на которых:
- обеспечивают пресс-форму (21), формовочная поверхность (22) которой проявляет форму внешней поверхности изготавливаемой панели,
- размещают первый (5) металлический слой, который демонстрирует часть (9) кромки, на формовочную поверхность (22),
- размещают второй металлический слой (4), который демонстрирует часть (8) кромки, на формовочную поверхность (22), вследствие чего часть (8) кромки второго металлического слоя (4) перерывает часть (9) кромки первого (5) металлического слоя, причем между перекрывающимися частями (8, 9) кромок обеспечен адгезив (10),
- размещают, по меньшей мере, один волокнистый слой, встроенный в адгезив или препрег (19), на металлические слои (4, 5),
- размещают дополнительный металлический слой (5'), по меньшей мере, на один волокнистый слой (19), встроенный в адгезив,
- осуществляют любое повторение этапов размещения волокнистого слоя, встроенного в адгезив, на предварительно размещенный металлический слой и волокнистый слой и размещения дополнительного металлического слоя на волокнистый слой,
- покрывают сформированную указанным образом упаковку из металлических слоев и волокнистых слоев, встроенных в адгезив, воздухонепроницаемой пленкой,
- обеспечивают укупоривание пленки, нанесенной вокруг упаковки, относительно пресс-формы,
- извлекают газы из пространства, образованного между пленкой и пресс-формой, и обеспечивают, таким образом, давление, действующее на упаковку,
- уплотняют упаковку путем ее помещения в условия высокого давления и нагрева,
- под действием давления и нагрева формируют выступ в металлическом слое каждой пары взаимно перекрывающихся металлических слоев, и
- под действием давления и нагрева формируют поверхность, ориентированную к формовочной поверхности упаковки, в соответствии с формой формовочной поверхности,
отличающийся тем, что
- перед помещением первой пары взаимно перекрывающихся металлических слоев (4, 5) на формовочную поверхность (22) осуществляют помещение на формовочную поверхность (22) слоя (14) плакировки, содержащего, по меньшей мере, один слой (15, 24) волокнистого материала,
- затем осуществляют помещение первой пары взаимно перекрывающихся металлических слоев (4, 5) таким образом, чтобы соседние области внешней поверхности, которые расположены на противоположных сторонах перехода между металлическими слоями (4, 5), находились в контакте со слоем (14) плакировки,
- под действием давления и нагрева в ходе этапа уплотнения осуществляют адгезионное связывание слоя (14) плакировки с соседними областями внешней поверхности первой пары взаимно перекрывающихся металлических слоев (4, 5).
22. Способ по п. 21, содержащий отгибание под действием давления и нагрева кромок упаковок металлических слоев (4, 4', 4ʺ; 5, 5', 5'') и волокнистых слоев (19), встроенных в адгезив, в местоположении слоя (14) плакировки.
23. Способ по п. 21 или 22, содержащий этапы:
- выдавливания наружу под действием давления и нагрева, по меньшей мере, части адгезива (10) между перекрывающимися областями (8, 9) кромок,
- формирования адгезионного наполнителя (11) из адгезива, выдавленного в пространство, разграниченное наклонной стороной уступчатой области (8) кромки уступчатого второго (4) металлического слоя, стыкуемой кромкой (20) первого (5) металлического слоя и слоем (14) плакировки.
24. Способ по любому из пп. 21-23, содержащий формирование слоя (14) плакировки, по меньшей мере, из одного волокнистого слоя, встроенного в адгезив или препрег (15), который помещен непосредственно на формовочную поверхность (22).
25. Способ по любому из пп. 21-23, содержащий формирование слоя (14) плакировки, по меньшей мере, из одного слоя (16) адгезива, который помещен непосредственно на формовочную поверхность (22), и, по меньшей мере, одного волокнистого слоя, встроенного в адгезив или препрег (15), который помещен на слой адгезива.
| СПОСОБ РАБОТЫ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ С ЦИКЛОМ РАНКИНА И ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078950C1 |
| US 2008006741 A1, 10.01.2008 | |||
| US 2008006741 A1, 10.01.2008 | |||
| US 6736919 B1, 18.05.2004. | |||

